Potrebbero piacerti anche
- Overview of NTM ProcessesDocumento22 pagineOverview of NTM ProcessesTefera ZemenuNessuna valutazione finora
- EDM Process FundamentalsDocumento5 pagineEDM Process FundamentalsJreff GrimmNessuna valutazione finora
- Electromechanical Design MAN 515: Electrical Discharge MachineDocumento11 pagineElectromechanical Design MAN 515: Electrical Discharge MachineAli EhabNessuna valutazione finora
- EDM Wirecut Machining OverviewDocumento20 pagineEDM Wirecut Machining OverviewDjuraTheHarpYNessuna valutazione finora
- EDM WirecutDocumento20 pagineEDM Wirecutnajieyuya100% (2)
- Advnaced Wirecut ProcessDocumento5 pagineAdvnaced Wirecut ProcessGomathi SankarNessuna valutazione finora
- Machining Process 2Documento19 pagineMachining Process 2hmoa2050Nessuna valutazione finora
- Lab Report EDMDocumento5 pagineLab Report EDMMuzamil RazaNessuna valutazione finora
- EdmDocumento31 pagineEdmAbhishek PandeyNessuna valutazione finora
- Optimization of Process Parameters in Die Sinking EDM - A REVIEWDocumento6 pagineOptimization of Process Parameters in Die Sinking EDM - A REVIEWIJSTENessuna valutazione finora
- Non-traditional Machining Processes OverviewDocumento68 pagineNon-traditional Machining Processes OverviewberhaneNessuna valutazione finora
- Electrical Discharge Machining (Edm) : Process PrinciplesDocumento11 pagineElectrical Discharge Machining (Edm) : Process PrinciplesPrasad ChikkamNessuna valutazione finora
- Chapter SevenDocumento68 pagineChapter Sevenmunawer abdusamedNessuna valutazione finora
- Electrical Discharge Machining (Edm)Documento3 pagineElectrical Discharge Machining (Edm)Muthu AravindNessuna valutazione finora
- What Is The Electrical Discharge MachiningDocumento6 pagineWhat Is The Electrical Discharge Machiningmzinga corporationNessuna valutazione finora
- EDM and ECM NotesDocumento25 pagineEDM and ECM NotesFRANCIS THOMASNessuna valutazione finora
- 1.0 TITLE: Electrode Discharge Machine Wirecut (EDM Wirecut)Documento3 pagine1.0 TITLE: Electrode Discharge Machine Wirecut (EDM Wirecut)VElan RathakrishnanNessuna valutazione finora
- Non Conventional MachiningDocumento38 pagineNon Conventional MachiningSuresh YadlaNessuna valutazione finora
- Over All Concept of This ChapterDocumento57 pagineOver All Concept of This ChapterberhaneNessuna valutazione finora
- M Science 2019 PPTsDocumento27 pagineM Science 2019 PPTsGopi KrishnaNessuna valutazione finora
- Usm, Ecm, EdmDocumento24 pagineUsm, Ecm, EdmFRANCIS THOMASNessuna valutazione finora
- Unconventional Machining ProcessDocumento36 pagineUnconventional Machining ProcessInderpal SinghNessuna valutazione finora
- Non-Traditional Manufacturing ProcessesDocumento22 pagineNon-Traditional Manufacturing ProcessesHarinath GowdNessuna valutazione finora
- Course Number: IPE-116Documento9 pagineCourse Number: IPE-116kawsar_002Nessuna valutazione finora
- Fig. 1 Schematic Diagram of The Basic Principle of WEDM ProcessDocumento6 pagineFig. 1 Schematic Diagram of The Basic Principle of WEDM ProcessHarinath GowdNessuna valutazione finora
- DPR - RPT by EDMDocumento11 pagineDPR - RPT by EDMswapnil pandeNessuna valutazione finora
- WIRE-EDM PROCESS EXPLAINEDDocumento13 pagineWIRE-EDM PROCESS EXPLAINEDSwez RatanNessuna valutazione finora
- Advanced Manufacturing Choices: MAE 165-265 Spring 2012, Class 5Documento46 pagineAdvanced Manufacturing Choices: MAE 165-265 Spring 2012, Class 5Subramaniyan MahendiranNessuna valutazione finora
- Wire EDMDocumento2 pagineWire EDMDeepali MestryNessuna valutazione finora
- Ch-12 Unconventional MachiningDocumento135 pagineCh-12 Unconventional MachiningSaumil ShahNessuna valutazione finora
- Muhamad Fadzil B. Mat Jassin 01DKM09F2145Documento20 pagineMuhamad Fadzil B. Mat Jassin 01DKM09F2145Yob GrenzebacNessuna valutazione finora
- Effect of Current On EDMDocumento58 pagineEffect of Current On EDMAli M. ElghawailNessuna valutazione finora
- EdmDocumento2 pagineEdmOmkar RahateNessuna valutazione finora
- Ch-12 Unconventional MachiningDocumento188 pagineCh-12 Unconventional MachiningAbhishek AroraNessuna valutazione finora
- NTM JuriDocumento40 pagineNTM JuriAhmad Syazni Bin MoktarNessuna valutazione finora
- Principle of Spark ErosionDocumento5 paginePrinciple of Spark ErosionAjay RanaNessuna valutazione finora
- Title: Objective: Electrode Discharge Machine Wirecut (EDM Wirecut)Documento23 pagineTitle: Objective: Electrode Discharge Machine Wirecut (EDM Wirecut)Nur Shaheera Zainurin33% (3)
- Module-3: Advanced Material Removal Processes Lecture No-11 Wire Cut Electric Discharge Machining (WEDM)Documento28 pagineModule-3: Advanced Material Removal Processes Lecture No-11 Wire Cut Electric Discharge Machining (WEDM)Rajesh PuniaNessuna valutazione finora
- Literature ReviewDocumento34 pagineLiterature ReviewMuhammad WaleedNessuna valutazione finora
- MP 3 EdmDocumento4 pagineMP 3 EdmSajjad SajjadNessuna valutazione finora
- Advantages and Limitations of Electrical-Discharge Machining (EDM)Documento20 pagineAdvantages and Limitations of Electrical-Discharge Machining (EDM)WongXinXinNessuna valutazione finora
- Electrical Discharge Machining Thesis PDFDocumento8 pagineElectrical Discharge Machining Thesis PDFfjfyj90y100% (2)
- EDM Die SinkingDocumento10 pagineEDM Die SinkingAleeza AshfaqueNessuna valutazione finora
- EDM Fin.Documento31 pagineEDM Fin.ArunNessuna valutazione finora
- Lecture-12-Nonconventional Machining-ECM, EDM, EBM & LBMDocumento32 pagineLecture-12-Nonconventional Machining-ECM, EDM, EBM & LBMSilentxpire75% (4)
- Wire Cut Edm MachineDocumento15 pagineWire Cut Edm MachineHilary Watson100% (1)
- Expt. No.: ExperimentDocumento3 pagineExpt. No.: ExperimentSwapnil DeyNessuna valutazione finora
- EDM Review of Stainless Steel MachiningDocumento29 pagineEDM Review of Stainless Steel MachiningGaurav SinghNessuna valutazione finora
- Die Sinking ReportDocumento11 pagineDie Sinking Report15 thnNessuna valutazione finora
- EDG Study Using Rotary Disk ElectrodeDocumento9 pagineEDG Study Using Rotary Disk ElectrodeSarath ChandraNessuna valutazione finora
- Module-3: Advanced Material Removal Processes: Lecture No-9Documento6 pagineModule-3: Advanced Material Removal Processes: Lecture No-9Pradip PatelNessuna valutazione finora
- Electrical Discharge MachiningDocumento11 pagineElectrical Discharge MachiningRizwan MrnNessuna valutazione finora
- Solution for reducing wire breakage in CNC wire cutting processDocumento31 pagineSolution for reducing wire breakage in CNC wire cutting processManohar RajputNessuna valutazione finora
- Unconventional MachinesDocumento10 pagineUnconventional MachinesPethurajNessuna valutazione finora
- Review Article On Different Types of EDM and Its Performance Parameter Micro EDM2018 04-25-16!17!50Documento6 pagineReview Article On Different Types of EDM and Its Performance Parameter Micro EDM2018 04-25-16!17!50swatiNessuna valutazione finora
- Wire Cut EDM PDFDocumento5 pagineWire Cut EDM PDFgowtham raju buttiNessuna valutazione finora
- Machining Technology Lab ManualDocumento45 pagineMachining Technology Lab ManualMudassar AliNessuna valutazione finora
- Industrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionDa EverandIndustrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionValutazione: 4.5 su 5 stelle4.5/5 (3)
- On-Chip Electro-Static Discharge (ESD) Protection for Radio-Frequency Integrated CircuitsDa EverandOn-Chip Electro-Static Discharge (ESD) Protection for Radio-Frequency Integrated CircuitsNessuna valutazione finora
- Vallathirakkottai Post, Pudukkottai-622305 Anna University-ChennaiDocumento1 paginaVallathirakkottai Post, Pudukkottai-622305 Anna University-ChennaiSiva RamanNessuna valutazione finora
- ME8512 Thermal Engineering Laboratory: Fifth SemesterDocumento5 pagineME8512 Thermal Engineering Laboratory: Fifth SemesterKARTHINessuna valutazione finora
- Me8381 CadDocumento20 pagineMe8381 CadSiva RamanNessuna valutazione finora
- Robotics MCQ 1Documento25 pagineRobotics MCQ 1Siva Raman100% (4)
- Francis Xavier Engineering College Manufacturing Technology Lab ManualDocumento101 pagineFrancis Xavier Engineering College Manufacturing Technology Lab ManualSiva RamanNessuna valutazione finora
- Me8361 - MT-1Documento10 pagineMe8361 - MT-1Siva RamanNessuna valutazione finora
- B.E/B.Tech Practical Exam on Mechatronics LabDocumento2 pagineB.E/B.Tech Practical Exam on Mechatronics LabSiva RamanNessuna valutazione finora
- High Voltage Engineering: Unit 1Documento9 pagineHigh Voltage Engineering: Unit 1Siva RamanNessuna valutazione finora
- ME8511-Kinematics and Dynamics Laboratory: Fifth SemesterDocumento2 pagineME8511-Kinematics and Dynamics Laboratory: Fifth SemesterSiva RamanNessuna valutazione finora
- Me8381 CadDocumento20 pagineMe8381 CadSiva RamanNessuna valutazione finora
- Me8513 MMDocumento2 pagineMe8513 MMSiva RamanNessuna valutazione finora
- Robotics MCQ 1Documento25 pagineRobotics MCQ 1Siva Raman100% (4)
- Intro RoboticsDocumento49 pagineIntro Roboticsariff05100% (2)
- Thermal Lab-2 Manual CompletedDocumento69 pagineThermal Lab-2 Manual CompletedSiva RamanNessuna valutazione finora
- DOM Manual Only ExperimentsDocumento38 pagineDOM Manual Only ExperimentsSiva RamanNessuna valutazione finora
- Me6503 Dome QB PDFDocumento65 pagineMe6503 Dome QB PDFmaniNessuna valutazione finora
- FM Lab Manual NewDocumento73 pagineFM Lab Manual NewSiva RamanNessuna valutazione finora
- FEMAP and MATLAB Simulation Lab ManualDocumento90 pagineFEMAP and MATLAB Simulation Lab ManualSiva RamanNessuna valutazione finora
- SRR CET University Exams Dec 2020-Jan 2021 ScheduleDocumento2 pagineSRR CET University Exams Dec 2020-Jan 2021 ScheduleSiva RamanNessuna valutazione finora
- Industrial Robot AnatomyDocumento68 pagineIndustrial Robot AnatomyVimal KekNessuna valutazione finora
- ME8511-Kinematics and Dynamics Laboratory: Fifth SemesterDocumento2 pagineME8511-Kinematics and Dynamics Laboratory: Fifth SemesterSiva RamanNessuna valutazione finora
- MT II LAB MANUAL NewDocumento51 pagineMT II LAB MANUAL NewSiva RamanNessuna valutazione finora
- Aucr2017 TIME TABLEDocumento120 pagineAucr2017 TIME TABLESiva RamanNessuna valutazione finora
- Dme QNDocumento3 pagineDme QNSiva RamanNessuna valutazione finora
- Semes Ter Subject Code Subject Name Ex Am Dat e TimingDocumento7 pagineSemes Ter Subject Code Subject Name Ex Am Dat e TimingSiva RamanNessuna valutazione finora
- Dme Model KeyDocumento10 pagineDme Model KeySiva RamanNessuna valutazione finora
- MECH (University Examination)Documento1 paginaMECH (University Examination)Siva RamanNessuna valutazione finora
- DME Model QuesDocumento3 pagineDME Model QuesSiva RamanNessuna valutazione finora
- Dme Model Key 2019Documento25 pagineDme Model Key 2019Siva RamanNessuna valutazione finora
- Me6503 Dme Mech VST Au Unit IV PDFDocumento34 pagineMe6503 Dme Mech VST Au Unit IV PDFSandeep BadinehalNessuna valutazione finora
- Broaching Operations Guide for Rotary BroachingDocumento2 pagineBroaching Operations Guide for Rotary BroachingpeterNessuna valutazione finora
- Tool and Die MakerDocumento24 pagineTool and Die MakerArun ManoharNessuna valutazione finora
- BS en 10278 Tolerante Dimensionale Bare Rotunde Si PatrateDocumento3 pagineBS en 10278 Tolerante Dimensionale Bare Rotunde Si PatrateNicolae PoputoaiaNessuna valutazione finora
- Chasis Parte FrontalDocumento3 pagineChasis Parte FrontalAlvaro Escalona GtzNessuna valutazione finora
- 1 5736Documento2 pagine1 5736solidwormNessuna valutazione finora
- Summer - 19 Examination Subject - Manufacturing Processes Model Answer Subject CodeDocumento16 pagineSummer - 19 Examination Subject - Manufacturing Processes Model Answer Subject CodeRahulNessuna valutazione finora
- Unit Ii 0.1 Intro To Design and Selection of Materials PDFDocumento44 pagineUnit Ii 0.1 Intro To Design and Selection of Materials PDFsshridhar2008Nessuna valutazione finora
- Drilling OptimizationDocumento41 pagineDrilling OptimizationakshayNessuna valutazione finora
- No Mobile Phones - Lab Session DetailsDocumento59 pagineNo Mobile Phones - Lab Session Detailsravi upadhyayNessuna valutazione finora
- Cs Unitec Magnetic Drill Accessories-2017Documento6 pagineCs Unitec Magnetic Drill Accessories-2017Jonel Carhuaz LozanoNessuna valutazione finora
- Tool Steels: Prepared byDocumento35 pagineTool Steels: Prepared bySWAPNIL NIGAMNessuna valutazione finora
- TaigDocumento1 paginaTaigPeanut d. DestroyerNessuna valutazione finora
- RWF PPT For TrainingDocumento79 pagineRWF PPT For TrainingSreenand KrishnaNessuna valutazione finora
- Market Study Metals AssignmentDocumento21 pagineMarket Study Metals AssignmentAanchal MukherjeeNessuna valutazione finora
- Aircraft Specification (BAC, BMS)Documento15 pagineAircraft Specification (BAC, BMS)Orlando Pérez100% (1)
- Polymer80: Phoenix Version - G150 80% Lower Receiver InstructionsDocumento13 paginePolymer80: Phoenix Version - G150 80% Lower Receiver InstructionsTimothy ScottNessuna valutazione finora
- Structural SteelDocumento17 pagineStructural SteelliNessuna valutazione finora
- Tool & Die Maker (Press Tools, Jig & Fixtures) : Syllabus of Semester System For The Trade ofDocumento20 pagineTool & Die Maker (Press Tools, Jig & Fixtures) : Syllabus of Semester System For The Trade ofRAKESH PRAJAPATINessuna valutazione finora
- 5 Milling and Related OperationsDocumento19 pagine5 Milling and Related Operationsrabbi35_me10Nessuna valutazione finora
- Process & Timing Calculation: Rapid ApproachDocumento9 pagineProcess & Timing Calculation: Rapid ApproachPamela GonzalesNessuna valutazione finora
- DSP300-4 87 10 02Documento44 pagineDSP300-4 87 10 02joeNessuna valutazione finora
- Polished Rod Clamp Brochure Rev5Documento2 paginePolished Rod Clamp Brochure Rev5Pedro Antonio Mejia SuarezNessuna valutazione finora
- NTM NotesDocumento89 pagineNTM NoteskushalambliNessuna valutazione finora
- Drilling & BoringDocumento14 pagineDrilling & BoringDanur M' PahleviNessuna valutazione finora
- ReamersDocumento2 pagineReamersPuneeth KumarNessuna valutazione finora
- Surface RoughnessDocumento14 pagineSurface RoughnessABIISHEK TNessuna valutazione finora
- Engineering Encyclopedia: Defect-Related Metal FailuresDocumento19 pagineEngineering Encyclopedia: Defect-Related Metal FailuresAnonymous S9qBDVkyNessuna valutazione finora
- Alloy SteelDocumento7 pagineAlloy SteelRavinJohnNessuna valutazione finora
- STS304 Chemical, Mechanical and Physical Properties GuideDocumento3 pagineSTS304 Chemical, Mechanical and Physical Properties GuideNathanNessuna valutazione finora
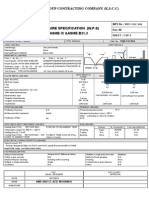
- CGC Welding Procedure SpecificationDocumento2 pagineCGC Welding Procedure SpecificationErick HoganNessuna valutazione finora