Potrebbero piacerti anche
- Tubing Casing Thread TrainingDocumento30 pagineTubing Casing Thread TrainingOscar Gomez Gonzalez100% (2)
- LG5002 OpsDocumento20 pagineLG5002 OpsRSR_2K5364Nessuna valutazione finora
- Tubing and Casing Thread Inspection 2014Documento44 pagineTubing and Casing Thread Inspection 2014xmacaba100% (3)
- RSC Thread TrainingDocumento41 pagineRSC Thread TrainingSridhar KalailingamNessuna valutazione finora
- DPT1 - 02 - Drill String DesignDocumento109 pagineDPT1 - 02 - Drill String DesignBrahim Letaief100% (1)
- Field Inspection Procedure For Used GPDS Connections Revision 03 PDFDocumento3 pagineField Inspection Procedure For Used GPDS Connections Revision 03 PDFJohn Dolan0% (1)
- Drill Pipe Performance SheetDocumento3 pagineDrill Pipe Performance SheetGarcia C L AlbertoNessuna valutazione finora
- API Drill Pipe Specs-1Documento26 pagineAPI Drill Pipe Specs-1SACHIN H. DHAMAPURKARNessuna valutazione finora
- DS-1 Vol. 3 Table 2.1-2.2 Fig. 2.7 To 2.12Documento11 pagineDS-1 Vol. 3 Table 2.1-2.2 Fig. 2.7 To 2.12Chandrasekhar Sonar100% (1)
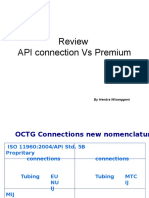
- Review API connection Vs Premium connectionsDocumento14 pagineReview API connection Vs Premium connectionsJatmiko Arie S 'Miko'Nessuna valutazione finora
- Cold Rolling Info GuideDocumento11 pagineCold Rolling Info Guide72espoNessuna valutazione finora
- NS-1 Sub-Spec 90 Dimensional Inspection StandardsDocumento9 pagineNS-1 Sub-Spec 90 Dimensional Inspection StandardsWHWENNessuna valutazione finora
- Drillstar CatalogueDocumento16 pagineDrillstar CatalogueDon BraithwaiteNessuna valutazione finora
- RP Insp Rep 01Documento8 pagineRP Insp Rep 01advantage025Nessuna valutazione finora
- Tubulars - Connections (W250) Mar 08 - Part 3Documento15 pagineTubulars - Connections (W250) Mar 08 - Part 3Mike Ross100% (1)
- DRILCO Inspection Report (NDTDocumento1 paginaDRILCO Inspection Report (NDTivan dario benavides bonillaNessuna valutazione finora
- Drill Pipe Design FundamentalsDocumento7 pagineDrill Pipe Design FundamentalsNaser KhanNessuna valutazione finora
- Casinghardware Saga Trade Product RDocumento37 pagineCasinghardware Saga Trade Product RTombongNessuna valutazione finora
- 5 5 DP-HT55-repDocumento1 pagina5 5 DP-HT55-repChristopher Jones100% (1)
- VAM® 21 Technical ReportDocumento8 pagineVAM® 21 Technical ReportKonrad AdamNessuna valutazione finora
- Field inspection criteria for JFEBEAR threaded connectionsDocumento5 pagineField inspection criteria for JFEBEAR threaded connectionsGabriel Ibarra100% (2)
- Drill Pipe Spec's SheetDocumento10 pagineDrill Pipe Spec's SheetAhmed BakrNessuna valutazione finora
- SB Drill CollarDocumento51 pagineSB Drill CollarJeff ZhangNessuna valutazione finora
- FMC Subsea Drilling Systems: 13 5/8” Wellhead SystemDocumento23 pagineFMC Subsea Drilling Systems: 13 5/8” Wellhead Systemsabilco13Nessuna valutazione finora
- TESCO MLT Torque Ring Field Make-Up Handbook PDFDocumento44 pagineTESCO MLT Torque Ring Field Make-Up Handbook PDFRene Torres HinojosaNessuna valutazione finora
- Drilling Hole Opener WebDocumento2 pagineDrilling Hole Opener WebBehrangNessuna valutazione finora
- Grant Prideco™ Mechanical Property Requirements For Drill PDFDocumento4 pagineGrant Prideco™ Mechanical Property Requirements For Drill PDFChristian Matteo100% (1)
- Casing and Tubing Crossovers: ScopeDocumento4 pagineCasing and Tubing Crossovers: Scopeislam atifNessuna valutazione finora
- Failure Analysis of IEU Drill Pipe Wash OutDocumento6 pagineFailure Analysis of IEU Drill Pipe Wash OutDerry RahmaNessuna valutazione finora
- Vam Field Procedure - VFP Vam Eis v3.1Documento28 pagineVam Field Procedure - VFP Vam Eis v3.1Bepdj67% (3)
- Rotary Stem Threads GaugesDocumento2 pagineRotary Stem Threads GaugesMarutpal MukherjeeNessuna valutazione finora
- API Non Upset EndDocumento1 paginaAPI Non Upset EndChoerunnisa Firli FitriahNessuna valutazione finora
- NOV Grant Prideco Drilling Connection Inspection GuideDocumento4 pagineNOV Grant Prideco Drilling Connection Inspection GuidetheinmoeNessuna valutazione finora
- API Ys Premium ConnectionDocumento14 pagineAPI Ys Premium ConnectionAnonymous 1pblc2Y100% (1)
- 4 DP VX-39 Dogis Pipe. Drift ID. With Int. Coated PipeDocumento3 pagine4 DP VX-39 Dogis Pipe. Drift ID. With Int. Coated Pipeyatinbhat100% (1)
- EMI Buggy Cal 5Documento2 pagineEMI Buggy Cal 5John DolanNessuna valutazione finora
- 1 - Classification of CasingDocumento68 pagine1 - Classification of CasingnabiNessuna valutazione finora
- Atlas Bradford (Ver03-Apr05)Documento8 pagineAtlas Bradford (Ver03-Apr05)Gabriel IbarraNessuna valutazione finora
- 7 Inch TPCQDocumento2 pagine7 Inch TPCQRaymond Chu50% (4)
- Tapered Thread Inspection for Tubing, Casing & PipeDocumento1 paginaTapered Thread Inspection for Tubing, Casing & PipeTulio WeverNessuna valutazione finora
- Drilling String InspectionDocumento7 pagineDrilling String Inspectionrais ridha100% (2)
- Field inspection criteria for Fox thread connectionsDocumento5 pagineField inspection criteria for Fox thread connectionsJoseph MidouNessuna valutazione finora
- VAM Field Service Training: Vallourec & Mannesmann TubesDocumento117 pagineVAM Field Service Training: Vallourec & Mannesmann TubesSumesh Dethan100% (3)
- VAM Catalog 2011Documento116 pagineVAM Catalog 2011Anoop SVNessuna valutazione finora
- Make and Break NS2A4Documento2 pagineMake and Break NS2A4islam atif100% (2)
- 9 - 58in T95 VamTop Connection DatasheetDocumento1 pagina9 - 58in T95 VamTop Connection DatasheetJulo Desmazures100% (1)
- Tuboscope Drill PipeDocumento6 pagineTuboscope Drill PipeOscar CarrascoNessuna valutazione finora
- Prem ConnectionDocumento2 paginePrem ConnectionJan Arild SkappelNessuna valutazione finora
- Tubing Casing Thread Training PR - PDFDocumento60 pagineTubing Casing Thread Training PR - PDFSad RachidNessuna valutazione finora
- Thread InspectionDocumento41 pagineThread InspectionAhmed MushtaqNessuna valutazione finora
- Medidor de Paso de Cuerdas Api PDFDocumento24 pagineMedidor de Paso de Cuerdas Api PDFLuisGarcia2608Nessuna valutazione finora
- NPT (Asme B1.20.1)Documento5 pagineNPT (Asme B1.20.1)Afronie Cepoz D'nextNessuna valutazione finora
- THREADING INSPECTIONDocumento41 pagineTHREADING INSPECTIONAnonymous q9eCZHMuS100% (2)
- LG5003 OpsDocumento20 pagineLG5003 Opstamilmalar08Nessuna valutazione finora
- Measuring Screw Thread Pitch & ErrorsDocumento12 pagineMeasuring Screw Thread Pitch & ErrorsvikasnewNessuna valutazione finora
- Buttress Run-Out - API ConnectionDocumento2 pagineButtress Run-Out - API ConnectionEDWIN M.PNessuna valutazione finora
- LG5002 5003 DataDocumento2 pagineLG5002 5003 DataEricka TisalemaNessuna valutazione finora
- Practical Sawmill Alignment Tools and TechniquesDocumento10 paginePractical Sawmill Alignment Tools and TechniquesJulio Montes de OcaNessuna valutazione finora
- Basic Instrumentation: Instrument UnitDocumento53 pagineBasic Instrumentation: Instrument UnitBaqirMuhammadNessuna valutazione finora
- Catalog 24Documento1 paginaCatalog 24AnuranjanNessuna valutazione finora
- LifeboatDocumento74 pagineLifeboatSumit SinhaNessuna valutazione finora
- State of Qatar Labor LawDocumento34 pagineState of Qatar Labor LawhabibullaNessuna valutazione finora
- AS 1210 - 97 Amdt 3 Pages 0 To 92Documento47 pagineAS 1210 - 97 Amdt 3 Pages 0 To 92Chandrasekhar SonarNessuna valutazione finora
- Rules for Classification and Construction of Ship Lifts and Ro-Ro Ferry RampsDocumento34 pagineRules for Classification and Construction of Ship Lifts and Ro-Ro Ferry RampsRhn RhnNessuna valutazione finora
- Construction Safety in QatarDocumento12 pagineConstruction Safety in QatarChandrasekhar SonarNessuna valutazione finora
- Pipe Handling Equipment: Safety Clamp Type T"+ C"Documento2 paginePipe Handling Equipment: Safety Clamp Type T"+ C"Chandrasekhar SonarNessuna valutazione finora
- Holiday Detector Manual-EastWestDocumento12 pagineHoliday Detector Manual-EastWestChandrasekhar SonarNessuna valutazione finora
- TRACEcertification Brochure - Portable Due Diligence For SMEsDocumento12 pagineTRACEcertification Brochure - Portable Due Diligence For SMEsChandrasekhar SonarNessuna valutazione finora
- Avoiding Risks of Financial CrimeDocumento9 pagineAvoiding Risks of Financial CrimeChandrasekhar SonarNessuna valutazione finora
- All About OSHADocumento40 pagineAll About OSHAandhrimnirNessuna valutazione finora
- Guidelines For Holiday TestingDocumento4 pagineGuidelines For Holiday TestingReji J Thoppil100% (1)
- QP Power PointDocumento35 pagineQP Power PointKhuda BukshNessuna valutazione finora
- Organic Coating FaultsDocumento67 pagineOrganic Coating FaultsChandrasekhar SonarNessuna valutazione finora
- DS-1 Vol. 3 Table 2.1-2.2 Fig. 2.7 To 2.12Documento11 pagineDS-1 Vol. 3 Table 2.1-2.2 Fig. 2.7 To 2.12Chandrasekhar Sonar100% (1)
- Env Environmental Statistic Report en 2013Documento104 pagineEnv Environmental Statistic Report en 2013Chandrasekhar SonarNessuna valutazione finora
- 8-TG-08 Noise Management Vers 1.1 PDFDocumento12 pagine8-TG-08 Noise Management Vers 1.1 PDFChandrasekhar SonarNessuna valutazione finora
- Three Days To See - MarathiDocumento2 pagineThree Days To See - MarathiNeelambariNessuna valutazione finora
- QP Hse RegDocumento141 pagineQP Hse RegAnosh1978100% (4)
- 5B E16errata1Documento20 pagine5B E16errata1Parewa ScorpNessuna valutazione finora
- Ut Ii F 4 ADocumento6 pagineUt Ii F 4 AChandrasekhar Sonar100% (1)
- ColourDocumento16 pagineColourChandrasekhar SonarNessuna valutazione finora
- Construction Safety in QatarDocumento12 pagineConstruction Safety in QatarChandrasekhar SonarNessuna valutazione finora
- DeshiDocumento1 paginaDeshiChandrasekhar SonarNessuna valutazione finora
- Orion Rig Inspection - CheckboxL PDFDocumento16 pagineOrion Rig Inspection - CheckboxL PDFdariovivaldiNessuna valutazione finora
- API 16A 3rd Edition, 2004. Errata 1Documento2 pagineAPI 16A 3rd Edition, 2004. Errata 1Noralia Amanina Osman100% (2)
- Guidelines For Periodic Servicing and Maintenance of Lifeboats, Launching Appliances and On-Load Release GearDocumento7 pagineGuidelines For Periodic Servicing and Maintenance of Lifeboats, Launching Appliances and On-Load Release Gearbaaziz2015Nessuna valutazione finora
- No.5-Safety Notice - VES-SD Bushings, Correct UseDocumento2 pagineNo.5-Safety Notice - VES-SD Bushings, Correct UseChandrasekhar SonarNessuna valutazione finora
- No.3-Safety Notice, Power Slip Wiper AssemblyDocumento2 pagineNo.3-Safety Notice, Power Slip Wiper AssemblyChandrasekhar SonarNessuna valutazione finora
- No.4-Safety Notice - Power Slip, Hinge Pin ExchangeDocumento2 pagineNo.4-Safety Notice - Power Slip, Hinge Pin ExchangeChandrasekhar SonarNessuna valutazione finora
- No.2-Safety Notice - Hydraulic Drill Pipe Elevator, Correct UseDocumento1 paginaNo.2-Safety Notice - Hydraulic Drill Pipe Elevator, Correct UseChandrasekhar SonarNessuna valutazione finora
- Model TSH6203-32 Vibrating Flat Screen: Illustrated Parts CatalogDocumento44 pagineModel TSH6203-32 Vibrating Flat Screen: Illustrated Parts CatalogLuis VallecilloNessuna valutazione finora
- You Must Be Mad!: Warbirds RPG Mad Science SourcebookDocumento55 pagineYou Must Be Mad!: Warbirds RPG Mad Science SourcebookФёдор Коваль100% (2)
- Carnegie Mellon University Practical Software Engineering Series Introduction To Software Engineering Homework Assignment 2 ObjectiveDocumento2 pagineCarnegie Mellon University Practical Software Engineering Series Introduction To Software Engineering Homework Assignment 2 ObjectiveTruc PhanNessuna valutazione finora
- AEP StudyGuide MediaPlanning PDF Inline DownloadDocumento68 pagineAEP StudyGuide MediaPlanning PDF Inline DownloadRayan Mirza100% (1)
- Mcse 0041Documento5 pagineMcse 0041Rajat ManchandaNessuna valutazione finora
- AHRI Standard 1060 I-P 2018 PDFDocumento17 pagineAHRI Standard 1060 I-P 2018 PDFGuy BlouinNessuna valutazione finora
- Ujian Tengah Semester Genap TA 2020/2021 Fakultas Ekonomi dan SosialDocumento4 pagineUjian Tengah Semester Genap TA 2020/2021 Fakultas Ekonomi dan SosialAchmad VidyNessuna valutazione finora
- Data Sheet NPNB HN22PA3Documento2 pagineData Sheet NPNB HN22PA3Liliana ZamoraNessuna valutazione finora
- Chapter 6 Arranging Text in ListsDocumento13 pagineChapter 6 Arranging Text in ListsPuteri MaisaraNessuna valutazione finora
- KisahuDocumento8 pagineKisahukishanmayappaNessuna valutazione finora
- Rate Card Graphic DesignDocumento3 pagineRate Card Graphic Designashwin437100% (1)
- Topik 6 - Google Calendar - Keep - TaskDocumento4 pagineTopik 6 - Google Calendar - Keep - TaskShah RizanNessuna valutazione finora
- Purcom Unit IIDocumento12 paginePurcom Unit IIjymrprzbtstNessuna valutazione finora
- International Cranes Below the Hook Ground PressureDocumento3 pagineInternational Cranes Below the Hook Ground PressurealbertoNessuna valutazione finora
- Solar Swimming Pool HeatingDocumento9 pagineSolar Swimming Pool HeatingAtmesh PoudyalNessuna valutazione finora
- Micro Analysis Report PDFDocumento1 paginaMicro Analysis Report PDFChalil FachroniNessuna valutazione finora
- Mod 17 - Paper 9 (S) MDocumento7 pagineMod 17 - Paper 9 (S) MAhmad AlthaherNessuna valutazione finora
- Jayanth C LanguageDocumento233 pagineJayanth C LanguageSumanth 7899Nessuna valutazione finora
- GOCToolKit Installation and Quick Start GuideDocumento25 pagineGOCToolKit Installation and Quick Start GuideabhayuietNessuna valutazione finora
- Engine IdentificationDocumento30 pagineEngine Identificationgerber damianNessuna valutazione finora
- Opportunities, Challenges and Power of Media and Information M.I.LDocumento25 pagineOpportunities, Challenges and Power of Media and Information M.I.LMarco bermilloNessuna valutazione finora
- Casual Leather Backpack: PDF Pattern & TutorialDocumento33 pagineCasual Leather Backpack: PDF Pattern & TutorialCosmin Daniel ComanNessuna valutazione finora
- Qualitative ResearchDocumento33 pagineQualitative ResearchTarekegn DengoNessuna valutazione finora
- Q3-CAPSLET-56-ANS-SHEET-lowerlevel 1Documento3 pagineQ3-CAPSLET-56-ANS-SHEET-lowerlevel 1Jimboy MaglonNessuna valutazione finora
- F12 Series Pump Service Manual Parts List and ToolsDocumento4 pagineF12 Series Pump Service Manual Parts List and ToolsLuis AlapazNessuna valutazione finora
- Serverstatus VBA CodeDocumento22 pagineServerstatus VBA CodeEdwin PariNessuna valutazione finora
- Simple VHD Manager v1.4Documento8 pagineSimple VHD Manager v1.4Tamil Arasu SNessuna valutazione finora
- CBSE Board Problems: A Concise Guide to Electronics and Logic CircuitsDocumento4 pagineCBSE Board Problems: A Concise Guide to Electronics and Logic CircuitsBee PNessuna valutazione finora
- Hearing Aids and Hearing Loss Tips and StoriesDocumento10 pagineHearing Aids and Hearing Loss Tips and StorieslessstressprNessuna valutazione finora
- Xcheng Poi SDK Specification v1.1Documento98 pagineXcheng Poi SDK Specification v1.1이동기Nessuna valutazione finora