Potrebbero piacerti anche
- Cálculo Ventosas - El Aire en Las TuberíasDocumento12 pagineCálculo Ventosas - El Aire en Las TuberíasAlejandro López VisedoNessuna valutazione finora
- 1.4 Análisis Transciente - C2 - Presentación Válvulas Anticipadoras de OndaDocumento13 pagine1.4 Análisis Transciente - C2 - Presentación Válvulas Anticipadoras de OndaAbel Valderrama PerezNessuna valutazione finora
- Como Calcular CV de Valvulas - 325Documento40 pagineComo Calcular CV de Valvulas - 325pca97100% (1)
- Calculo de Eliminadores de AireDocumento14 pagineCalculo de Eliminadores de AireAlderit BarajasNessuna valutazione finora
- AUTOPIPEDocumento6 pagineAUTOPIPEAntonio LoretoCortesNessuna valutazione finora
- Sci Fajas TransportadorasDocumento2 pagineSci Fajas TransportadorasHugo Otiniano Plasencia0% (1)
- Diapo FinalesDocumento48 pagineDiapo FinalesJose Gonzales100% (1)
- Presentación - Tuberías y Accesorios de ACIDocumento38 paginePresentación - Tuberías y Accesorios de ACIJeffersons Alberto Campos Ramirez50% (2)
- Diseño Fatiga TuberíasDocumento12 pagineDiseño Fatiga TuberíasAlfredo Ruíz FaríasNessuna valutazione finora
- 2.3 Tipos de Unión y Soldadura - c1 - Tipos de Union y Soldadura en Tuberias ADocumento62 pagine2.3 Tipos de Unión y Soldadura - c1 - Tipos de Union y Soldadura en Tuberias APedro MendozaNessuna valutazione finora
- Introduccion Al AutopipeDocumento6 pagineIntroduccion Al AutopipeABRAHAMNessuna valutazione finora
- Calculo de Tanque PrecargadosDocumento29 pagineCalculo de Tanque Precargadosalexpimi1983Nessuna valutazione finora
- Scip-Ig-P-09-I ELABORACIÓN DE LISTA DE LÍNEASDocumento6 pagineScip-Ig-P-09-I ELABORACIÓN DE LISTA DE LÍNEASAndres Eloy Castro Villalta100% (1)
- Junta de Expansión de 300 PsiDocumento2 pagineJunta de Expansión de 300 PsiEduardo NazarNessuna valutazione finora
- Ejercicio 10 de FatomDocumento13 pagineEjercicio 10 de FatomSaul MedinaNessuna valutazione finora
- NPSHDocumento16 pagineNPSHRommel MichelangelliNessuna valutazione finora
- Memoria de Calculos HidráulicoDocumento26 pagineMemoria de Calculos HidráulicoJOrge0% (1)
- Bolivia Curso Valvulas 1era.Documento125 pagineBolivia Curso Valvulas 1era.liliana100% (2)
- 2.3 Tipos de Unión y Soldadura - C3-ASME IX - PARTE 1 - 2014Documento64 pagine2.3 Tipos de Unión y Soldadura - C3-ASME IX - PARTE 1 - 2014Pedro MendozaNessuna valutazione finora
- Compuerta API EspDocumento5 pagineCompuerta API EspEfrain ZMNessuna valutazione finora
- Monitores HidrantesDocumento3 pagineMonitores HidrantesAndres PerezNessuna valutazione finora
- 3.6 Pigging - SLDocumento50 pagine3.6 Pigging - SLJuly HuaquistoNessuna valutazione finora
- NMX H 017 1977 PDFDocumento8 pagineNMX H 017 1977 PDFrichiegalletasNessuna valutazione finora
- Mid 90616.1.022 Sistema de AlivioDocumento22 pagineMid 90616.1.022 Sistema de AlivioMARIO EDUARDO GURRIA GOMEZNessuna valutazione finora
- Diseño Tuberias PDFDocumento47 pagineDiseño Tuberias PDFsergioinsig100% (1)
- Seleccion Valvulas de Alivio de PresionDocumento2 pagineSeleccion Valvulas de Alivio de PresionarantzaNessuna valutazione finora
- ECP GTP F 38 NIP 62-02-0 Tend - Cables Instrum - ControlDocumento12 pagineECP GTP F 38 NIP 62-02-0 Tend - Cables Instrum - Controlcarlosgerman2008Nessuna valutazione finora
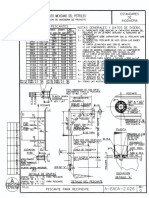
- STD Imp - A-Eaca-2.026 Pescante para RecipienteDocumento1 paginaSTD Imp - A-Eaca-2.026 Pescante para RecipientemiguelmtzgroNessuna valutazione finora
- 1.2. Agua y Fluidos Newtonianos - C2Documento67 pagine1.2. Agua y Fluidos Newtonianos - C2Abel Valderrama PerezNessuna valutazione finora
- Cañerías de ConducciónDocumento8 pagineCañerías de ConducciónLucas Ezequiel BancoNessuna valutazione finora
- OleoductoDocumento13 pagineOleoductoRuth Aline MelendresNessuna valutazione finora
- Cámara de Espuma - Info PDFDocumento116 pagineCámara de Espuma - Info PDFJosé Martín Meza Cabillas100% (1)
- Caesar 2018Documento3 pagineCaesar 2018kaireskull100% (2)
- Detalles de Soportes Colgantes de TuberíasDocumento1 paginaDetalles de Soportes Colgantes de TuberíasGabo RocketPower MorenoNessuna valutazione finora
- Curso Soporteria (VepicaDocumento3 pagineCurso Soporteria (VepicaEdirwinJoseChirinos100% (1)
- Trampa de Chanchos para OleoductoDocumento12 pagineTrampa de Chanchos para Oleoductoliliana100% (1)
- Corrosión InternaDocumento16 pagineCorrosión InternaparatodoxNessuna valutazione finora
- Simbología de DiagramasDocumento14 pagineSimbología de DiagramasChemicalProgrammerNessuna valutazione finora
- Curso Caesar II EstaticoDocumento3 pagineCurso Caesar II Estaticodmitos0% (1)
- Diseno Placa de Orificios Claros KevinDocumento13 pagineDiseno Placa de Orificios Claros Kevinkevin clarosNessuna valutazione finora
- Normas IsoDocumento7 pagineNormas IsoAríel VeraNessuna valutazione finora
- Cap2. Gasod - Análisis de Flexibilidad y EsfuerzosDocumento16 pagineCap2. Gasod - Análisis de Flexibilidad y EsfuerzosrichardNessuna valutazione finora
- Analisis Hidraulico (Oleoducto y DiluenductoDocumento30 pagineAnalisis Hidraulico (Oleoducto y DiluenductoDouglas BlairNessuna valutazione finora
- Flexibilidad en TuberiasDocumento8 pagineFlexibilidad en TuberiasEsteban Medina100% (1)
- Valvulas Control de Nivel PDFDocumento23 pagineValvulas Control de Nivel PDFEl-drako M-lNessuna valutazione finora
- Iso 4427-3Documento50 pagineIso 4427-3Renatto Holguin CordovaNessuna valutazione finora
- Plano DtiDocumento1 paginaPlano DtiMoises Portuguez Padrino100% (2)
- Cedula de TuberíasDocumento2 pagineCedula de TuberíasJoffre Guaman L-pNessuna valutazione finora
- Norma 1104Documento26 pagineNorma 1104Alejo RansNessuna valutazione finora
- Introduccion A La Calificacion de Procedimientos de Soldadura y Calificacion de Soldadores Api 1104 - 2013 PDFDocumento63 pagineIntroduccion A La Calificacion de Procedimientos de Soldadura y Calificacion de Soldadores Api 1104 - 2013 PDFeduardo Salazar RiveraNessuna valutazione finora
- Calificacion Del Proceso de Soldadura y Soldadores Segun La Norma AWSDocumento7 pagineCalificacion Del Proceso de Soldadura y Soldadores Segun La Norma AWSanabelguadalupeNessuna valutazione finora
- Procesos de SoldaduraDocumento140 pagineProcesos de SoldaduraDrk Omar100% (1)
- 10 - Proceso GMAW Mig-MagDocumento137 pagine10 - Proceso GMAW Mig-MagluisNessuna valutazione finora
- Calificacion de Soldadores AwsDocumento7 pagineCalificacion de Soldadores AwsanabelguadalupeNessuna valutazione finora
- Interpretacion de La Norma Api 1104Documento33 pagineInterpretacion de La Norma Api 1104jean pierre calixto huamánNessuna valutazione finora
- Pemd-Pead-Soldadura Por Electrofusion.Documento17 paginePemd-Pead-Soldadura Por Electrofusion.William Moreno100% (1)
- Soldadura Orbital Mig-MagDocumento17 pagineSoldadura Orbital Mig-Magfernando mejiaNessuna valutazione finora
- Ejemplo Cualificacion Proc Soldeo SoldadoresDocumento26 pagineEjemplo Cualificacion Proc Soldeo Soldadoressandy pico100% (1)
- Iso 9606 - UniDocumento37 pagineIso 9606 - UniAnonymous vU7CuPNessuna valutazione finora
- Curso de Inspeccion Visual ExamenDocumento5 pagineCurso de Inspeccion Visual ExamenAlftigre TovarNessuna valutazione finora
- Amplificadores y Receivers Noviembre 2014Documento68 pagineAmplificadores y Receivers Noviembre 2014Pedro MendozaNessuna valutazione finora
- Cap5 2Documento33 pagineCap5 2Diony CalcinaNessuna valutazione finora
- 2.3 Tipos de Unión y Soldadura - C3-ASME IX - PARTE 1 - 2014Documento64 pagine2.3 Tipos de Unión y Soldadura - C3-ASME IX - PARTE 1 - 2014Pedro MendozaNessuna valutazione finora
- Contenido Ultrasonido Nivel IIDocumento1 paginaContenido Ultrasonido Nivel IIPedro MendozaNessuna valutazione finora
- 1.4 Análisis Transciente - C2 - Ejem Cálc Golpe de ArieteDocumento7 pagine1.4 Análisis Transciente - C2 - Ejem Cálc Golpe de ArietePedro MendozaNessuna valutazione finora
- 2.3 Tipos Unión y Sold - C6 ASME IX - PARTE 4 SimplificadoDocumento52 pagine2.3 Tipos Unión y Sold - C6 ASME IX - PARTE 4 SimplificadoPedro MendozaNessuna valutazione finora
- Consejos de Un Experto para El Montaje de EstructurasDocumento19 pagineConsejos de Un Experto para El Montaje de EstructurasFelipe Díaz FloresNessuna valutazione finora
- 1.8 Análisis de Felxibilidad PreziDocumento6 pagine1.8 Análisis de Felxibilidad PreziPedro MendozaNessuna valutazione finora
- 2.3 Tipos de Unión y Soldadura - c1 - Tipos de Union y Soldadura en Tuberias ADocumento62 pagine2.3 Tipos de Unión y Soldadura - c1 - Tipos de Union y Soldadura en Tuberias APedro MendozaNessuna valutazione finora
- BRIEF ICA 1410S22 Actualizado 29-01-2014Documento5 pagineBRIEF ICA 1410S22 Actualizado 29-01-2014Pedro MendozaNessuna valutazione finora
- 2.3 Tipos de Unión y Soldadura - C3-ASME IX - PARTE 1 - 2014Documento64 pagine2.3 Tipos de Unión y Soldadura - C3-ASME IX - PARTE 1 - 2014Pedro MendozaNessuna valutazione finora
- 2.3 Tipos de Unión y Soldadura - C2-Procedimientos de Soldadura y CalDocumento13 pagine2.3 Tipos de Unión y Soldadura - C2-Procedimientos de Soldadura y CalPedro MendozaNessuna valutazione finora
- rs51098 2005-06Documento32 paginers51098 2005-06Pedro MendozaNessuna valutazione finora
- Procedimiento de Soldadura WPS PDFDocumento43 pagineProcedimiento de Soldadura WPS PDFLuis Denegri Leyton94% (18)
- Astm A536Documento3 pagineAstm A536Pedro MendozaNessuna valutazione finora
- D-EC-13122011 - Vamos - Central - Pag 8Documento1 paginaD-EC-13122011 - Vamos - Central - Pag 8Pedro MendozaNessuna valutazione finora
- Procedimiento AwsDocumento27 pagineProcedimiento AwsAndres Eloy Castro VillaltaNessuna valutazione finora
- Copia de Repaldo MetálicoDocumento1 paginaCopia de Repaldo MetálicoPedro MendozaNessuna valutazione finora
- Plan de Calidad Fabricacion y Montaje Lineas de TuberiaDocumento94 paginePlan de Calidad Fabricacion y Montaje Lineas de Tuberiajavier_gutierrez_2375% (4)
- Mezclas de Gases para SoldarDocumento26 pagineMezclas de Gases para SoldarPedro Mendoza100% (2)
- CCJDocumento44 pagineCCJurasua29Nessuna valutazione finora
- Bloque 4Documento16 pagineBloque 4Karla yiret Ortiz hernandezNessuna valutazione finora
- Habitar en LatinoamericaDocumento44 pagineHabitar en LatinoamericaClío Shiroi UsoNessuna valutazione finora
- Patrimonio Cultural DiapositivaDocumento14 paginePatrimonio Cultural DiapositivaNela Milagros Arredondo AlvarezNessuna valutazione finora
- Informe FamiliaDocumento3 pagineInforme FamiliaCamilaCéspedesPlazaNessuna valutazione finora
- Cómo Trabajar La Anticipación Con Una Persona Con TEADocumento3 pagineCómo Trabajar La Anticipación Con Una Persona Con TEAAndrea Lopez RojasNessuna valutazione finora
- Delincuencia en BogotaDocumento26 pagineDelincuencia en BogotaAshleZamudioNessuna valutazione finora
- El Agente de Cambio OrganizacionalDocumento8 pagineEl Agente de Cambio OrganizacionalgpillonifNessuna valutazione finora
- Check List MantenimientoDocumento4 pagineCheck List MantenimientoDaliaDaniaSolanoCastilloNessuna valutazione finora
- Descubre Tu Forma de A Afrontar Conflictos y NegociarDocumento10 pagineDescubre Tu Forma de A Afrontar Conflictos y NegociarFrancisco José López DíezNessuna valutazione finora
- C1 Preparcial Proba 2023 2Documento5 pagineC1 Preparcial Proba 2023 2Rodríguez Mayorga María CamilaNessuna valutazione finora
- Corrección y CompletitudDocumento3 pagineCorrección y CompletitudOLGA AGUILAR MARTÍNEZNessuna valutazione finora
- La Heurística y Su Utilidad en La Enseñanza de La MatemáticaDocumento14 pagineLa Heurística y Su Utilidad en La Enseñanza de La MatemáticaGustavo GrNessuna valutazione finora
- Instrumento Validado Jaime QuispeDocumento13 pagineInstrumento Validado Jaime QuispeBlan CahuaNessuna valutazione finora
- Bio CulturaDocumento5 pagineBio CulturaAlonso RamírezNessuna valutazione finora
- Desinfección e ImoresionesDocumento5 pagineDesinfección e ImoresionesMyriam Huamani PorrasNessuna valutazione finora
- 1° Sem2 Word Planeación Proyectos Darukel 23-24Documento13 pagine1° Sem2 Word Planeación Proyectos Darukel 23-24MANUEL100% (1)
- U5 Estructura Diagrama CausalDocumento7 pagineU5 Estructura Diagrama CausalmolhiellNessuna valutazione finora
- Clasificacion de Afasias - Profa FerDocumento52 pagineClasificacion de Afasias - Profa FerKaty Luu100% (1)
- Cap. 1.3. - La Tafonomía 2Documento4 pagineCap. 1.3. - La Tafonomía 2Ceci ZapataNessuna valutazione finora
- Vacio Urbano - Luis TerrazasDocumento124 pagineVacio Urbano - Luis TerrazasFrida HerasNessuna valutazione finora
- Laboratorio Clases en PythonDocumento15 pagineLaboratorio Clases en PythonCarlos RiveroNessuna valutazione finora
- El Evangelio Social y El Fundamentalismo PDFDocumento14 pagineEl Evangelio Social y El Fundamentalismo PDFVasKo_Nessuna valutazione finora
- Hidro Las VacasDocumento62 pagineHidro Las VacasHenry AguilarNessuna valutazione finora
- Resumen de MucilagoDocumento2 pagineResumen de MucilagoisabelNessuna valutazione finora
- Seminario II - Comunicación La Mediación Escolar - MÓDULO 1Documento23 pagineSeminario II - Comunicación La Mediación Escolar - MÓDULO 1Nadia Betsabé TischelmanNessuna valutazione finora
- Examen Practico Administracion de EmpresasDocumento2 pagineExamen Practico Administracion de EmpresasJose MoralesNessuna valutazione finora
- ARCO 400 Reference Manual ESPDocumento61 pagineARCO 400 Reference Manual ESPVictor CisternaNessuna valutazione finora
- Historia de La Fotografia PDFDocumento15 pagineHistoria de La Fotografia PDFKarinaCadena93% (15)
- Bibliografía ICP1 1c 2023 CONFORMATODocumento3 pagineBibliografía ICP1 1c 2023 CONFORMATOJenny PauriNessuna valutazione finora
- Simplificación AdministrativaDocumento13 pagineSimplificación AdministrativaHenry QMNessuna valutazione finora