Potrebbero piacerti anche
- Name Caliber Base Penalties DMG Rate Clip Conceal Range CostDocumento23 pagineName Caliber Base Penalties DMG Rate Clip Conceal Range CostLars Pedersen100% (1)
- c238 Service ManualDocumento2.304 paginec238 Service Manualcody100% (1)
- KWPL07 RankinDocumento28 pagineKWPL07 RankinBoogy GrimNessuna valutazione finora
- Building Planning & DrawingDocumento5 pagineBuilding Planning & Drawingshreeprashant849160% (5)
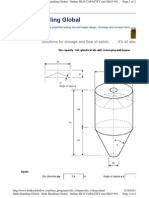
- Hopper Bottom DesignDocumento2 pagineHopper Bottom DesignAnonymous ciKyr0tNessuna valutazione finora
- Silo and Hopper Design For StrengthDocumento36 pagineSilo and Hopper Design For Strengthazouin59100% (4)
- Example 3 Rectangular SiloDocumento7 pagineExample 3 Rectangular SiloAhmed Said50% (2)
- Is 1363 Black Hexagon Bolts, Nuts, Lock Nuts and Hexagon ScrewsDocumento16 pagineIs 1363 Black Hexagon Bolts, Nuts, Lock Nuts and Hexagon ScrewsprashantlingayatNessuna valutazione finora
- Complete RCC Design Very ImportantDocumento41 pagineComplete RCC Design Very ImportantAmal PremachandranNessuna valutazione finora
- Introduction To Structural Dynamics & Aeroelasticity PDFDocumento176 pagineIntroduction To Structural Dynamics & Aeroelasticity PDFRicardo GómezNessuna valutazione finora
- Design of Steel Bunker & Silo R1Documento22 pagineDesign of Steel Bunker & Silo R1sougata1667% (3)
- Design Examples 1 2 of Circular Silo PDFDocumento7 pagineDesign Examples 1 2 of Circular Silo PDFAnicet Vincent70% (10)
- Bin and Hopper Design LectureDocumento73 pagineBin and Hopper Design LectureGanesh Aditya100% (4)
- Is Code For Design of Raft FoundationDocumento30 pagineIs Code For Design of Raft FoundationprashantkothariNessuna valutazione finora
- 1000 m3 Ash Silo Calculation ReportDocumento15 pagine1000 m3 Ash Silo Calculation Reporttranceintt0% (1)
- 805steel Gravity Water TanksDocumento20 pagine805steel Gravity Water TanksAMITaXWINessuna valutazione finora
- 2911 1 1CONCRETE+PILES +Driven+Cast+in Situ+Concrete+PilesDocumento44 pagine2911 1 1CONCRETE+PILES +Driven+Cast+in Situ+Concrete+PilesfcernapNessuna valutazione finora
- Is 2911-PART-1-Sec2-1979 Bored Cast in Situ Pile Foundations 1997Documento44 pagineIs 2911-PART-1-Sec2-1979 Bored Cast in Situ Pile Foundations 1997selva_65195058% (12)
- 9178 3Documento72 pagine9178 3govimanoNessuna valutazione finora
- Heavy Hex Nuts Dimensions Weight Imperial - MetricDocumento2 pagineHeavy Hex Nuts Dimensions Weight Imperial - MetricAkshay PoddarNessuna valutazione finora
- 10.0 Base Plate & Anchor BoltDocumento16 pagine10.0 Base Plate & Anchor Boltkrishna kumar100% (1)
- Design of Hopper BottomDocumento1 paginaDesign of Hopper Bottomamir1911411Nessuna valutazione finora
- Is 5624 1993 Foundation Bolts PDFDocumento8 pagineIs 5624 1993 Foundation Bolts PDFBijaya RaulaNessuna valutazione finora
- DIN-1055-6 2005silosDocumento195 pagineDIN-1055-6 2005silosTunisian Mentalist75% (4)
- Pile Design - 15m Length: Calculation of Stiffness FactorsDocumento3 paginePile Design - 15m Length: Calculation of Stiffness Factorskrishna kumarNessuna valutazione finora
- Physiotherapy TamDocumento343 paginePhysiotherapy TamHAYVANIMSI TVNessuna valutazione finora
- How To Argue A CaseDocumento5 pagineHow To Argue A CaseItam HillNessuna valutazione finora
- Shapes Images Area: Centroids of Common ShapesDocumento4 pagineShapes Images Area: Centroids of Common Shapesharilal9285100% (1)
- Is 2911 Part-II Code of Practice For Design and Constructi.182152005Documento18 pagineIs 2911 Part-II Code of Practice For Design and Constructi.182152005Sai KiranNessuna valutazione finora
- Standard Design of SilosDocumento12 pagineStandard Design of SilosTarun VermaNessuna valutazione finora
- Silo WallDocumento5 pagineSilo WallMunish GaurNessuna valutazione finora
- Steel Silo's DesignDocumento2 pagineSteel Silo's Designemad sabri100% (1)
- Is 14593 1998Documento15 pagineIs 14593 1998rbs_75Nessuna valutazione finora
- Light Guage Silo Hopper Design PDFDocumento27 pagineLight Guage Silo Hopper Design PDFPaul RuckNessuna valutazione finora
- Design of Silo: Presented by Shyamala.C M.Tech (Storage Engg.) 2015604605Documento26 pagineDesign of Silo: Presented by Shyamala.C M.Tech (Storage Engg.) 2015604605Darshan PanchalNessuna valutazione finora
- Structural Design of Steel Bins and SilosDocumento36 pagineStructural Design of Steel Bins and Silosyoussefayay92% (12)
- Calculation For D12m SiloDocumento4 pagineCalculation For D12m SiloJuan Carlos Quispe Chara0% (1)
- Design Calculation For Fly Ash Storage Silo Stage-II - Rev.2 - Z1660 TalcherDocumento135 pagineDesign Calculation For Fly Ash Storage Silo Stage-II - Rev.2 - Z1660 TalcherSwapan Kumar BoseNessuna valutazione finora
- Indian Standard: Criteria For Design of Steel Bins For Storage of Bulk MaterialsDocumento27 pagineIndian Standard: Criteria For Design of Steel Bins For Storage of Bulk MaterialsajayaghimireNessuna valutazione finora
- Concept of Silo DesignDocumento6 pagineConcept of Silo Designv2299Nessuna valutazione finora
- 783 Hume Pipe LayingDocumento83 pagine783 Hume Pipe LayingAmit Ghorpade100% (2)
- Silo BucklingDocumento14 pagineSilo BucklingrahilmlNessuna valutazione finora
- Boiler FoundationDocumento36 pagineBoiler FoundationMochammad ShokehNessuna valutazione finora
- Design of Silos 2010Documento21 pagineDesign of Silos 2010Topaca Paec100% (3)
- Design of HopperDocumento18 pagineDesign of HopperJitendra SinghNessuna valutazione finora
- IS 9178 (Part 1) - 1978Documento39 pagineIS 9178 (Part 1) - 1978bhustlero0o100% (2)
- Silo Design: Mech D (4'2) Roll No: 16311A03M4 16311A03M7 16311A03P7Documento44 pagineSilo Design: Mech D (4'2) Roll No: 16311A03M4 16311A03M7 16311A03P7Akhilprasad SadigeNessuna valutazione finora
- Silo Capacity CalculationDocumento1 paginaSilo Capacity Calculationlbc123Nessuna valutazione finora
- Current Trends in Teaching and Learning EFLDocumento13 pagineCurrent Trends in Teaching and Learning EFLyimigor100% (1)
- Silos DesignDocumento7 pagineSilos Designaloyssberg100% (4)
- Conveyor Structure DesignDocumento44 pagineConveyor Structure DesignAizaz Shaikh83% (6)
- L20 - Silos and TanksDocumento22 pagineL20 - Silos and TanksVasil Georgiev GeorgievNessuna valutazione finora
- (Allan, R.N., & J.W. Fisher.,1967) - Behavior of Bolted Joints With Oversize or Slotted Holes PDFDocumento64 pagine(Allan, R.N., & J.W. Fisher.,1967) - Behavior of Bolted Joints With Oversize or Slotted Holes PDFchristos032100% (2)
- Silo GuideDocumento14 pagineSilo GuideMd. Mynul Hossain100% (2)
- Silo VoDocumento2 pagineSilo Vosuntoshsalvi4859Nessuna valutazione finora
- A Will Eternal - Book 1Documento1.295 pagineA Will Eternal - Book 1Hitsuin Movies100% (1)
- Silo Design Kit PP013Documento42 pagineSilo Design Kit PP013cris_2010100% (4)
- Calculation For D12m SiloDocumento3 pagineCalculation For D12m SiloHaftamu Tekle80% (10)
- IS 4995 (Part 1) 1974Documento20 pagineIS 4995 (Part 1) 1974Sumit Narayan0% (1)
- 9178 2 PDFDocumento39 pagine9178 2 PDFvivekNessuna valutazione finora
- Silo Design ProjectDocumento7 pagineSilo Design ProjectDragosPatrascuNessuna valutazione finora
- Cement SiloDocumento7 pagineCement Silowidad alamriNessuna valutazione finora
- Disclosure To Promote The Right To InformationDocumento42 pagineDisclosure To Promote The Right To Informationmishra_1982100% (1)
- IS 9178 - Part2Documento39 pagineIS 9178 - Part2Asha JatalNessuna valutazione finora
- Is 9178 1 1979 PDFDocumento29 pagineIs 9178 1 1979 PDFHarshil AminNessuna valutazione finora
- Indian StandardDocumento20 pagineIndian StandardAamaniVeeranamNessuna valutazione finora
- IS 4995 (Part 2) 1974Documento25 pagineIS 4995 (Part 2) 1974Nagaraju ChintaNessuna valutazione finora
- Reaffirmed 1995Documento72 pagineReaffirmed 1995Parthiban KandhasamyNessuna valutazione finora
- Is 4996 1984Documento31 pagineIs 4996 1984Upali KarunarathneNessuna valutazione finora
- IS 9178-Part-1 PDFDocumento32 pagineIS 9178-Part-1 PDFvijay84mech100% (2)
- Glossary Steel Reinforcement For ConcreteDocumento16 pagineGlossary Steel Reinforcement For ConcreteJaneshaNessuna valutazione finora
- Hdian Standard: Glossary of Terms Relating TO Cement ConcreteDocumento13 pagineHdian Standard: Glossary of Terms Relating TO Cement ConcretePrabhumk07Nessuna valutazione finora
- Is 1904 1986Documento24 pagineIs 1904 1986mttaibNessuna valutazione finora
- Indian Standard: Code of Practice For Use of Steel in Gravity Water Tanks (Documento20 pagineIndian Standard: Code of Practice For Use of Steel in Gravity Water Tanks (Chirag PatelNessuna valutazione finora
- Is 3085 1965Documento15 pagineIs 3085 1965Sathish KumarNessuna valutazione finora
- Disclosure To Promote The Right To InformationDocumento12 pagineDisclosure To Promote The Right To InformationSameer ShashwatNessuna valutazione finora
- RCC StagingDocumento31 pagineRCC StagingDivya DhatriNessuna valutazione finora
- Disclosure To Promote The Right To InformationDocumento27 pagineDisclosure To Promote The Right To InformationgovimanoNessuna valutazione finora
- Instagram Photo by Ekaum Channel - Nov 29, 2021 atDocumento3 pagineInstagram Photo by Ekaum Channel - Nov 29, 2021 atkrishna kumarNessuna valutazione finora
- Static: CorrectDocumento2 pagineStatic: CorrectPraveen SreedharanNessuna valutazione finora
- Isolated Foundation DesignDocumento74 pagineIsolated Foundation Designkrishna kumarNessuna valutazione finora
- Load Cal 1of2Documento1 paginaLoad Cal 1of2krishna kumarNessuna valutazione finora
- Shallow FoundationsDocumento13 pagineShallow Foundationskrishna kumarNessuna valutazione finora
- Connections Bracing 1Documento34 pagineConnections Bracing 1Julio Rafael Terrones VásquezNessuna valutazione finora
- Diff BWT Is 800 101Documento96 pagineDiff BWT Is 800 101tops123Nessuna valutazione finora
- CORROSION LOSSE - LiteratureDocumento3 pagineCORROSION LOSSE - Literaturekrishna kumarNessuna valutazione finora
- SYMBOL Characters and For MS Office (Word & Excel)Documento6 pagineSYMBOL Characters and For MS Office (Word & Excel)krishna kumarNessuna valutazione finora
- Machine Foundations (List of Books)Documento4 pagineMachine Foundations (List of Books)krishna kumarNessuna valutazione finora
- Online Course For Civil & Structural EngineersDocumento2 pagineOnline Course For Civil & Structural Engineerskrishna kumarNessuna valutazione finora
- Common Mistakes in Structural Engg-8 - 7 - 09Documento21 pagineCommon Mistakes in Structural Engg-8 - 7 - 09krishna kumarNessuna valutazione finora
- Comparison Between IS 802 Part 1/section 1/ 2015 & IS 802-1995Documento6 pagineComparison Between IS 802 Part 1/section 1/ 2015 & IS 802-1995krishna kumarNessuna valutazione finora
- Metal Floor Support SolutionDocumento3 pagineMetal Floor Support Solutionkrishna kumarNessuna valutazione finora
- 32.5 - CCT-Pile Support ReactionDocumento19 pagine32.5 - CCT-Pile Support Reactionkrishna kumarNessuna valutazione finora
- Aluminium Rail Roof Top (R1)Documento2 pagineAluminium Rail Roof Top (R1)krishna kumarNessuna valutazione finora
- Helical Anchor Inc Engineering Manual Rev 02 PDFDocumento55 pagineHelical Anchor Inc Engineering Manual Rev 02 PDFismael.lorandi623Nessuna valutazione finora
- Araymond Fastener-Mechanical Test - 247767 - PowAR SlotDocumento7 pagineAraymond Fastener-Mechanical Test - 247767 - PowAR Slotkrishna kumarNessuna valutazione finora
- Dubai Wind CodeDocumento25 pagineDubai Wind CodeEdin LissicaNessuna valutazione finora
- B.V. Patel Umarakh.: Guided BY: Shaunak DesaiDocumento28 pagineB.V. Patel Umarakh.: Guided BY: Shaunak DesaiKristian Marlowe OleNessuna valutazione finora
- Risk Management NotesDocumento27 pagineRisk Management NoteskomalNessuna valutazione finora
- Structural Elements For Typical BridgesDocumento3 pagineStructural Elements For Typical BridgesJoe A. CagasNessuna valutazione finora
- Fundamentals of Parenteral NutritionDocumento4 pagineFundamentals of Parenteral NutritionankammaraoNessuna valutazione finora
- AclsDocumento5 pagineAclsAnonymous vUl83IptiSNessuna valutazione finora
- Review of DMOS in CNHSDocumento54 pagineReview of DMOS in CNHSrhowee onaganNessuna valutazione finora
- BHCS31352F Mentor ViQ Specsheet - R24Documento8 pagineBHCS31352F Mentor ViQ Specsheet - R24Jocélio A. TavaresNessuna valutazione finora
- Biotransformation of DrugsDocumento36 pagineBiotransformation of DrugszeepharmacistNessuna valutazione finora
- School Form 7 (SF7) School Personnel Assignment List and Basic ProfileDocumento6 pagineSchool Form 7 (SF7) School Personnel Assignment List and Basic ProfileMylen Verana MasadingNessuna valutazione finora
- Deep Learning The Indus Script (Satish Palaniappan & Ronojoy Adhikari, 2017)Documento19 pagineDeep Learning The Indus Script (Satish Palaniappan & Ronojoy Adhikari, 2017)Srini KalyanaramanNessuna valutazione finora
- My Home Is My CastleDocumento9 pagineMy Home Is My CastleNur ZhanNessuna valutazione finora
- Image Saving, Processing and Name Tagging Over SDTP Using Java ScriptDocumento21 pagineImage Saving, Processing and Name Tagging Over SDTP Using Java Scriptsomnath banerjeeNessuna valutazione finora
- HFY-GEN-CP-SPC-0001 - D Specification For Piping and Pipeline Coating Code-ADocumento37 pagineHFY-GEN-CP-SPC-0001 - D Specification For Piping and Pipeline Coating Code-ATahir FadhilNessuna valutazione finora
- 50 Questions and Answers About Tasawwuf (English) - by Ameer Maulana Akram Awan (MZA)Documento26 pagine50 Questions and Answers About Tasawwuf (English) - by Ameer Maulana Akram Awan (MZA)Azim KhanNessuna valutazione finora
- The Philippine Diary ProjectDocumento37 pagineThe Philippine Diary ProjectLilibeth OchiaNessuna valutazione finora
- Mao InoueDocumento9 pagineMao InoueNemanja IlicNessuna valutazione finora
- Rhinitis Allergic: Elma Wiliandini G4A020043Documento10 pagineRhinitis Allergic: Elma Wiliandini G4A020043elma wiliandiniNessuna valutazione finora
- Microsoft Lumia 950 XL - Unlocked (Black)Documento8 pagineMicrosoft Lumia 950 XL - Unlocked (Black)Dawood AhmedNessuna valutazione finora
- Dengue Syndrome: Presented By: A.Sahaya Mary M.SC Nursing I Yr Scon, SimatsDocumento57 pagineDengue Syndrome: Presented By: A.Sahaya Mary M.SC Nursing I Yr Scon, Simatssagi muNessuna valutazione finora
- Synonyms, Antonyms, Spelling CorrectionsDocumento10 pagineSynonyms, Antonyms, Spelling CorrectionsVenkateswara RasupalliNessuna valutazione finora
- Global Value Chain: Shikha GuptaDocumento19 pagineGlobal Value Chain: Shikha GuptaRushilNessuna valutazione finora
- Media Evaluation: Laura MaccioDocumento16 pagineMedia Evaluation: Laura Maccioapi-26166574Nessuna valutazione finora
- Public Procurement Rules 2004Documento35 paginePublic Procurement Rules 2004Mubashir SheheryarNessuna valutazione finora