Potrebbero piacerti anche
- Encofrados PerdidosDocumento2 pagineEncofrados PerdidosJoanes Paulus100% (1)
- 3 Pliego de Especificaciones Tecnicas GeneralesDocumento116 pagine3 Pliego de Especificaciones Tecnicas GeneralesJuan José Cucchi100% (1)
- III. Tecnologias Alternas en Las Instalaciones Hidrosanitarias y de GasDocumento8 pagineIII. Tecnologias Alternas en Las Instalaciones Hidrosanitarias y de Gasjimg05Nessuna valutazione finora
- Losacero 2Documento69 pagineLosacero 2Mariana MarinNessuna valutazione finora
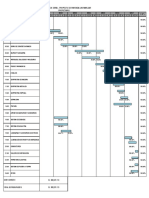
- Cronograma de Obra PDFDocumento1 paginaCronograma de Obra PDFJoseFloresNessuna valutazione finora
- De Losa Doble TDocumento3 pagineDe Losa Doble TGrace Nicolle GonzáleseNessuna valutazione finora
- Acabados Detalle ConstructivoDocumento110 pagineAcabados Detalle ConstructivoCarlaLovSandovalNessuna valutazione finora
- Bloque Retak DatosDocumento1 paginaBloque Retak Datosleonardo godoyNessuna valutazione finora
- LOSA ALIGERADA CON CASETON DE POLIESTIRENO ResDocumento6 pagineLOSA ALIGERADA CON CASETON DE POLIESTIRENO ResAlex Gaona Digalo100% (1)
- Detalle Carpinteria de Madera A2 PDFDocumento1 paginaDetalle Carpinteria de Madera A2 PDFAnonymous Uc8SOGNessuna valutazione finora
- Informe de Proceso Constructivo Del Pisos Con LadrillosDocumento12 pagineInforme de Proceso Constructivo Del Pisos Con LadrillosAnonymous T6o2VXoNessuna valutazione finora
- Muro CortinaaDocumento21 pagineMuro CortinaamonicaNessuna valutazione finora
- Fichas Tecnicas MurosDocumento13 pagineFichas Tecnicas Murosj-balderas100% (1)
- Origen Del Muro PantallaDocumento7 pagineOrigen Del Muro PantallaDULCENessuna valutazione finora
- Contour CraftingDocumento5 pagineContour CraftingJhonny YgredaNessuna valutazione finora
- Acabados de MezclaDocumento8 pagineAcabados de MezclaAndrea Martinez CovarrubiasNessuna valutazione finora
- Cielo RasoDocumento37 pagineCielo RasoPalomino Paucar FranklinNessuna valutazione finora
- Itc Losas CeramicasDocumento4 pagineItc Losas CeramicasMaría José MortuñozNessuna valutazione finora
- Patologías en Muros de ContenciónDocumento26 paginePatologías en Muros de ContenciónGaby Gutierrez CamarenaNessuna valutazione finora
- Proceso Constructivo Del TapialDocumento9 pagineProceso Constructivo Del TapialRossgriSaldañaNessuna valutazione finora
- Fachada en Spider GlassDocumento7 pagineFachada en Spider GlassMaría Camila Páez CastroNessuna valutazione finora
- Muro CortinaDocumento14 pagineMuro CortinaEvelyn Leon MorenoNessuna valutazione finora
- Tarrajeo FrotachadoDocumento6 pagineTarrajeo FrotachadoMarianaLok100% (1)
- Charles MooreDocumento9 pagineCharles MooreTamara FernandaNessuna valutazione finora
- Sistemas de Entrepiso PDFDocumento95 pagineSistemas de Entrepiso PDFCarlos CardenasNessuna valutazione finora
- Instalaciones Sanitarias 2Documento1 paginaInstalaciones Sanitarias 2Claudio Orocollo0% (1)
- Tipos de Acabados de Pisos en La ConstrucciónDocumento8 pagineTipos de Acabados de Pisos en La ConstrucciónElisa Huillca GarcíaNessuna valutazione finora
- Ternium ArquipanelDocumento5 pagineTernium ArquipanelALBERTO CNessuna valutazione finora
- Tema 13 c17-18 Muros Cortina, Translucidos-V1Documento60 pagineTema 13 c17-18 Muros Cortina, Translucidos-V1Jeams11100% (1)
- Ed CofiecDocumento190 pagineEd CofiecBrian Daniel100% (1)
- Cielorraso Placa Roca YesoDocumento2 pagineCielorraso Placa Roca Yesoc_borgarelloNessuna valutazione finora
- Muros Cortinas Gkam.Documento6 pagineMuros Cortinas Gkam.anon_635565981Nessuna valutazione finora
- Instalación de La Barrera de HumedadDocumento45 pagineInstalación de La Barrera de HumedadLeonel LabNessuna valutazione finora
- Revestimiento de Paredes Con Paneles Derivados de MaderaDocumento18 pagineRevestimiento de Paredes Con Paneles Derivados de Maderadennis tomas leonNessuna valutazione finora
- Tipos de Tabiques DivisionesDocumento8 pagineTipos de Tabiques Divisionesdantecastro_99Nessuna valutazione finora
- Ficha Tecnica Sikaflex 11fc OriginalDocumento5 pagineFicha Tecnica Sikaflex 11fc OriginalRonald Santi Jara HuancaNessuna valutazione finora
- Exposicion Piedra LajaDocumento26 pagineExposicion Piedra LajaEderlane Pulcha Parqui100% (2)
- Daniel Simbologia de PlanosDocumento7 pagineDaniel Simbologia de PlanosDaniel WinzeyNessuna valutazione finora
- TOTORADocumento3 pagineTOTORASer Humano ZapataNessuna valutazione finora
- Anexo 3.1. Catalogo de ConceptosDocumento73 pagineAnexo 3.1. Catalogo de ConceptosManuel Flores MunguiaNessuna valutazione finora
- Lavado Diferencial en Las FachadasDocumento5 pagineLavado Diferencial en Las Fachadaswilliam jaramilloNessuna valutazione finora
- CLASE TABIQUES Sistema y Procesos ConstructivosDocumento54 pagineCLASE TABIQUES Sistema y Procesos ConstructivosAldo H. Carrasco100% (1)
- B - 2 Recubrimiento Del RefuerzoDocumento6 pagineB - 2 Recubrimiento Del RefuerzoLeonardo VillalobosNessuna valutazione finora
- EnlucidosDocumento6 pagineEnlucidosRiver Ramos CondoriNessuna valutazione finora
- Revoque ExteriorDocumento16 pagineRevoque ExteriorRw Ce100% (1)
- Clase 4 A DISEÑO ALEROS - PARASOLES - SOMBRASDocumento11 pagineClase 4 A DISEÑO ALEROS - PARASOLES - SOMBRASDavid Ildefonso NajarroNessuna valutazione finora
- Cielos Rasos y Falso Cielo RasosDocumento9 pagineCielos Rasos y Falso Cielo RasosAlejandro Ticona PeñascoNessuna valutazione finora
- Patologias de La EdificacionDocumento53 paginePatologias de La EdificacionMaritza UreñaNessuna valutazione finora
- Sistema ModularDocumento3 pagineSistema ModularKely Mamani QuispeNessuna valutazione finora
- Analisis de Viviendas-AcondicionamientoDocumento27 pagineAnalisis de Viviendas-AcondicionamientoRoberto Cevtell0% (1)
- Ficha Tecnica de Concreto Industrializado Argos Placas y MurosDocumento2 pagineFicha Tecnica de Concreto Industrializado Argos Placas y MurosJhonathan SarmientoNessuna valutazione finora
- Cubiertas MetalicasDocumento25 pagineCubiertas MetalicasFrankCaNessuna valutazione finora
- Cuadro de Acabados Casas PDFDocumento2 pagineCuadro de Acabados Casas PDFHivet Jurieta MamaniNessuna valutazione finora
- Programa Academico 2020 PDFDocumento11 paginePrograma Academico 2020 PDFBruno EsquivelNessuna valutazione finora
- Patologías de Las Fachadas y Sus RevestimientosDocumento50 paginePatologías de Las Fachadas y Sus RevestimientosEsteban CaballeroNessuna valutazione finora
- MaquetasDocumento11 pagineMaquetasJuan Pablo Desiderio Lopez0% (1)
- Vanos y AberturasDocumento24 pagineVanos y AberturasSanti Ortiz100% (1)
- Detalle de Ventana Tipica 2Documento1 paginaDetalle de Ventana Tipica 2Alex Fernando Vargas LopezNessuna valutazione finora
- Lectura y Problema Muros Tarea No 4Documento25 pagineLectura y Problema Muros Tarea No 4fdsgsedgasNessuna valutazione finora
- LADRILLOSDocumento17 pagineLADRILLOSGinoRondinelMoraNessuna valutazione finora
- Sesión 04 - 14-Sep-22Documento13 pagineSesión 04 - 14-Sep-22Ahmed Montaño SánchezNessuna valutazione finora
- Sesión 02 - 07-Sep-22Documento20 pagineSesión 02 - 07-Sep-22Ahmed Montaño SánchezNessuna valutazione finora
- Sesión 03 - 12-Sep-22Documento19 pagineSesión 03 - 12-Sep-22Ahmed Montaño SánchezNessuna valutazione finora
- Sesión 01 - 05-Sep-22Documento21 pagineSesión 01 - 05-Sep-22Ahmed Montaño SánchezNessuna valutazione finora
- Centro Social PopularDocumento5 pagineCentro Social PopularAhmed Montaño SánchezNessuna valutazione finora
- El Libro Del Facility ManagerDocumento6 pagineEl Libro Del Facility ManagerAhmed Montaño SánchezNessuna valutazione finora
- Burj Al ArabDocumento4 pagineBurj Al ArabAhmed Montaño SánchezNessuna valutazione finora
- Catalogo de Arbustos de FollajeDocumento41 pagineCatalogo de Arbustos de FollajeAhmed Montaño Sánchez100% (1)
- Elementos Similares HotelDocumento20 pagineElementos Similares HotelAhmed Montaño SánchezNessuna valutazione finora
- Reto 3 Variante 3Documento3 pagineReto 3 Variante 3ISABELLA ORTIZNessuna valutazione finora
- Codificacion y Difusion Informacion MultimediaDocumento53 pagineCodificacion y Difusion Informacion MultimediaFree MusicNessuna valutazione finora
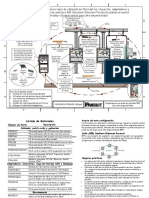
- Inyectores Semana 4Documento48 pagineInyectores Semana 4Roy Enrrique Julca PaucarNessuna valutazione finora
- Ejemplo Formato - Pruebas de Calidad Del Software (1Documento4 pagineEjemplo Formato - Pruebas de Calidad Del Software (1lisandro cNessuna valutazione finora
- Derecho BursatilDocumento4 pagineDerecho BursatilMaricela Flores100% (7)
- Comisiones: Cuenta Sueldo / Cuenta Previsional Concepto Precio (1) Periodicidad de CobroDocumento5 pagineComisiones: Cuenta Sueldo / Cuenta Previsional Concepto Precio (1) Periodicidad de Cobroastolfo buñueloNessuna valutazione finora
- Contribuciones ParafiscalesDocumento292 pagineContribuciones ParafiscalesFernando Jose CarrasqueroNessuna valutazione finora
- Comunidad de Madrid: Solicitud de Admisión Ciclos Formativos de Grado SuperiorDocumento3 pagineComunidad de Madrid: Solicitud de Admisión Ciclos Formativos de Grado SuperiorMiguel Camarena MezaNessuna valutazione finora
- Actividad 1 de Gestion de CalidadDocumento5 pagineActividad 1 de Gestion de CalidadedinsonNessuna valutazione finora
- Contexto SocialDocumento4 pagineContexto SocialAdrian Pacheco CNessuna valutazione finora
- Teoria de ControlDocumento1 paginaTeoria de Controljohn valecillosNessuna valutazione finora
- Diagrama de Topología AnilloDocumento2 pagineDiagrama de Topología Anilloluis rios granadosNessuna valutazione finora
- Administracion y Gestion EducativaDocumento83 pagineAdministracion y Gestion EducativaElmer GarcíaNessuna valutazione finora
- Marketing de Afiliados ¿Un Estilo de Vida?: Yair de La Cruz CelisDocumento18 pagineMarketing de Afiliados ¿Un Estilo de Vida?: Yair de La Cruz CelisgeddyNessuna valutazione finora
- Frijol DiquísDocumento10 pagineFrijol DiquísCentro para el Desarrollo IndígenaNessuna valutazione finora
- 02 Transmisiones CadenasDocumento22 pagine02 Transmisiones CadenasOscar Gomez Vergara100% (1)
- Hshortal PDFDocumento1 paginaHshortal PDFAlejandro VescovoNessuna valutazione finora
- 02 MR Vision Informal y Vision FormalDocumento5 pagine02 MR Vision Informal y Vision FormalYounous SympaNessuna valutazione finora
- Investigación ExplorativaDocumento7 pagineInvestigación ExplorativaraulNessuna valutazione finora
- Informe de Mejora de Productos Con La Incorporacion de Tic CompressDocumento10 pagineInforme de Mejora de Productos Con La Incorporacion de Tic CompressIslene CorreaNessuna valutazione finora
- Servicio Al Cliente en RestaurantesDocumento5 pagineServicio Al Cliente en Restaurantesana_lopez_196Nessuna valutazione finora
- P-CL-01 Procedimiento de Logistica y Seguridad V.18 PDFDocumento19 pagineP-CL-01 Procedimiento de Logistica y Seguridad V.18 PDFJuan BorjaNessuna valutazione finora
- Finiti 150 Sport 2021 - Ssenda - Azulconnegro 01 11 2021Documento2 pagineFiniti 150 Sport 2021 - Ssenda - Azulconnegro 01 11 2021GiancarlosNessuna valutazione finora
- Taller Practico Sobre SalarioDocumento6 pagineTaller Practico Sobre SalarioJulieth RenteriaNessuna valutazione finora
- Caterpillar 740 Articulated Truck Parts ManualDocumento20 pagineCaterpillar 740 Articulated Truck Parts Manualjames100% (48)
- Track While Scan - FinalizadoDocumento7 pagineTrack While Scan - FinalizadoJorge Andres Pino CapchaNessuna valutazione finora
- Test de Razonamiento Abstracto N°1 - JoveneswebDocumento17 pagineTest de Razonamiento Abstracto N°1 - Jovenesweb0913012191Nessuna valutazione finora
- Cadena de SuministroDocumento7 pagineCadena de SuministroCristal Montero BenzánNessuna valutazione finora
- Evaluacion Final Regimen Fiscal 1er IntentoDocumento7 pagineEvaluacion Final Regimen Fiscal 1er IntentoYanahir Castro BustosNessuna valutazione finora
- Petroquimica Barrancabermeja Ecopetrol RefineríaDocumento5 paginePetroquimica Barrancabermeja Ecopetrol RefineríaSandra Gissella Cantillo NavarroNessuna valutazione finora