Potrebbero piacerti anche
- 30 Ncmer037Documento16 pagine30 Ncmer037Arslan ArshadNessuna valutazione finora
- Metallic Materials for FGD SystemsDocumento21 pagineMetallic Materials for FGD SystemsClaudia MmsNessuna valutazione finora
- Scale Exfoliation in BoilersDocumento34 pagineScale Exfoliation in Boilersak_thimiriNessuna valutazione finora
- 02 Hilkes Gross Welding of CrMo Steels For Power Generation and Petrochemical ApplicationsDocumento12 pagine02 Hilkes Gross Welding of CrMo Steels For Power Generation and Petrochemical ApplicationsivanmatijevicNessuna valutazione finora
- Erection Procedure Rev 0Documento5 pagineErection Procedure Rev 0Arturo Suarez VillaoNessuna valutazione finora
- Welding of Ferritic Creep-Resistant SteelsDocumento3 pagineWelding of Ferritic Creep-Resistant Steelssn200709Nessuna valutazione finora
- Chapter 14 Boiler System Failures: Deaerator CrackingDocumento22 pagineChapter 14 Boiler System Failures: Deaerator CrackingVijay RajaindranNessuna valutazione finora
- Failures of BoilersDocumento7 pagineFailures of BoilersTeuku Rizal El SilencioNessuna valutazione finora
- Babcock and Wilcox Boiler.Documento9 pagineBabcock and Wilcox Boiler.Sajid RazaNessuna valutazione finora
- Boiler Raeding Material - Dec 05Documento66 pagineBoiler Raeding Material - Dec 05Dipali AcharyaNessuna valutazione finora
- Fatigue CorrosionDocumento2 pagineFatigue Corrosionaop10468Nessuna valutazione finora
- Seamless Steel Pipes For High Temperature and Pressure ServiceDocumento3 pagineSeamless Steel Pipes For High Temperature and Pressure ServiceJonnah Faye MojaresNessuna valutazione finora
- Boiler System Failures - GE Water PDFDocumento7 pagineBoiler System Failures - GE Water PDFUsMan ZaFarNessuna valutazione finora
- ME LAB MANUAL RevisedDocumento64 pagineME LAB MANUAL RevisedClint Baring ArranchadoNessuna valutazione finora
- Boiler Corrosion MagnetiteDocumento14 pagineBoiler Corrosion MagnetiteJakeTheSnake69Nessuna valutazione finora
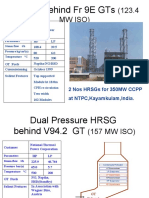
- Hrsgs Behind FR 9E GTS: (123.4 MW Iso)Documento20 pagineHrsgs Behind FR 9E GTS: (123.4 MW Iso)api-19986783100% (1)
- FCSG For SAGDDocumento7 pagineFCSG For SAGDaugur886Nessuna valutazione finora
- Nooter Eriksen HRSG AdvantagesDocumento3 pagineNooter Eriksen HRSG Advantagesaliscribd46Nessuna valutazione finora
- Welding of CrMo Steels For Power Generation and Petrochemical ApplicationsDocumento12 pagineWelding of CrMo Steels For Power Generation and Petrochemical ApplicationsDries Vandezande100% (1)
- Corrosion Failures of AISI Type 304 Stainless Steel in A Fertiliser PlantDocumento11 pagineCorrosion Failures of AISI Type 304 Stainless Steel in A Fertiliser PlantAndrea CalderaNessuna valutazione finora
- Estimating Condensate During HRSG PurgingDocumento15 pagineEstimating Condensate During HRSG PurgingCoalhouse Walker JuniorNessuna valutazione finora
- HRSG Final InspectionDocumento8 pagineHRSG Final Inspectionmkarahan100% (1)
- Boiler Inspection Tips 1Documento146 pagineBoiler Inspection Tips 1SenakeNessuna valutazione finora
- PL1083 - WHB 1 and 2 REPAIR PROCEDURE Rev 1 PDFDocumento4 paginePL1083 - WHB 1 and 2 REPAIR PROCEDURE Rev 1 PDFsarsan nedumkuzhiNessuna valutazione finora
- Heat Recovery Steam GeneratorDocumento69 pagineHeat Recovery Steam GeneratorAayushi Agarwal100% (5)
- 3.2 Big Block Assembly 3.2.1 Work Shop Assembly Pre-RequisitionsDocumento14 pagine3.2 Big Block Assembly 3.2.1 Work Shop Assembly Pre-RequisitionsEur-Ing Nicola GalluzziNessuna valutazione finora
- Sensitization of Inconel 625Documento9 pagineSensitization of Inconel 625nantha kumarNessuna valutazione finora
- Boilers Basic Components (Att. VIII)Documento28 pagineBoilers Basic Components (Att. VIII)Vijay RajNessuna valutazione finora
- ABB+Marine WHRS+infographicDocumento1 paginaABB+Marine WHRS+infographicBenjamin StricklandNessuna valutazione finora
- 304HCu 310NDocumento40 pagine304HCu 310NmalsttarNessuna valutazione finora
- Seawater Flue Gas DesulphurisationDocumento2 pagineSeawater Flue Gas DesulphurisationNestramiNessuna valutazione finora
- 226 Eddystone Station UnitDocumento24 pagine226 Eddystone Station UnitsbktceNessuna valutazione finora
- Natural Circulation in BoilerDocumento9 pagineNatural Circulation in BoilerSajjad AhmedNessuna valutazione finora
- Alstom BFB PDFDocumento18 pagineAlstom BFB PDFNaveed RabbaniNessuna valutazione finora
- DegassingDocumento11 pagineDegassingMKOZERDEMNessuna valutazione finora
- Tube and Pipe Material Comparison ChartDocumento2 pagineTube and Pipe Material Comparison Chartvalli rajuNessuna valutazione finora
- TurboDocumento8 pagineTurboKorichiKarimNessuna valutazione finora
- Welding Studies On WB36 For Feed Water PipingDocumento17 pagineWelding Studies On WB36 For Feed Water PipingAnonymous gr5Pr9AVNessuna valutazione finora
- Boiler Material and Typical ApplicationsDocumento1 paginaBoiler Material and Typical Applicationsmtbecerrap100% (1)
- HRSGDocumento13 pagineHRSGMohit Tyagi100% (1)
- INSPECTION AND TEST PLAN FOR AIR PREHEATERDocumento27 pagineINSPECTION AND TEST PLAN FOR AIR PREHEATERBui van DiepNessuna valutazione finora
- CFB Boiler BrochureDocumento2 pagineCFB Boiler BrochuremechguybalaNessuna valutazione finora
- Strategies for inspecting HRSGsDocumento12 pagineStrategies for inspecting HRSGsvnchromeNessuna valutazione finora
- Type of BoilersDocumento10 pagineType of BoilersZaheer Ahmad Raza100% (1)
- 1584Documento6 pagine1584malsttarNessuna valutazione finora
- HRSG1 (终版)Documento120 pagineHRSG1 (终版)Atif KhanNessuna valutazione finora
- Retrofitting Duct Burners For CO ControlDocumento7 pagineRetrofitting Duct Burners For CO ControlarjmandquestNessuna valutazione finora
- Proper Steam Bypass System Design Avoids Steam Turbine OverheatingDocumento6 pagineProper Steam Bypass System Design Avoids Steam Turbine Overheatingsanjeevnn100% (1)
- Engineering - Principles of Combustion in The Steam Boiler Furnace - (Arthur D. Pratt) The Babcock & Wilcox CompanyDocumento110 pagineEngineering - Principles of Combustion in The Steam Boiler Furnace - (Arthur D. Pratt) The Babcock & Wilcox CompanyAlexandre Pereira100% (1)
- Optimizing Duct Burner Performance Through MaintenanceDocumento10 pagineOptimizing Duct Burner Performance Through MaintenancePajooheshNessuna valutazione finora
- FW Utility Boiler PDFDocumento12 pagineFW Utility Boiler PDFChandan AulakhNessuna valutazione finora
- HRSGDocumento5 pagineHRSGbhp_4677Nessuna valutazione finora
- Flow, Mixing and Heat Transfer in Furnaces: The Science & Applications of Heat and Mass Transfer Reports, Reviews & Computer ProgramsDa EverandFlow, Mixing and Heat Transfer in Furnaces: The Science & Applications of Heat and Mass Transfer Reports, Reviews & Computer ProgramsK. H. KhalilNessuna valutazione finora
- Hydrogen and Syngas Production and Purification TechnologiesDa EverandHydrogen and Syngas Production and Purification TechnologiesNessuna valutazione finora
- Modern Power Station Practice: Mechanical Boilers, Fuel-, and Ash-Handling PlantDa EverandModern Power Station Practice: Mechanical Boilers, Fuel-, and Ash-Handling PlantA. SherryValutazione: 4 su 5 stelle4/5 (5)
- Combined Cycle - ArticleDocumento7 pagineCombined Cycle - Articlemgkvpr100% (1)
- Attachment 4 - HRSG General ProcedureDocumento6 pagineAttachment 4 - HRSG General ProcedureRicky JayaNessuna valutazione finora
- Heat Recovery Steam Generator - HRSG General Usage: Combined-Cycle Gas Turbine CogenerationDocumento4 pagineHeat Recovery Steam Generator - HRSG General Usage: Combined-Cycle Gas Turbine CogenerationGustavo FamaNessuna valutazione finora
- Chapter 4 HRSGDocumento39 pagineChapter 4 HRSGGloria Del Carmen Muñoz100% (1)
- M/S Sri Krishna Fuels Junagarh, OdishaDocumento8 pagineM/S Sri Krishna Fuels Junagarh, OdishaNaman SharmaNessuna valutazione finora
- Technical Specifications CanopyDocumento5 pagineTechnical Specifications CanopyNaman SharmaNessuna valutazione finora
- Ss Fuels (CANOPY 12MX16M) Petlawad Jhabua: M/S Shree Shyamji Filling Station Kalampur, OdishaDocumento8 pagineSs Fuels (CANOPY 12MX16M) Petlawad Jhabua: M/S Shree Shyamji Filling Station Kalampur, OdishaNaman SharmaNessuna valutazione finora
- JAIPATNADocumento8 pagineJAIPATNANaman SharmaNessuna valutazione finora
- Shipping DocumentsDocumento4 pagineShipping DocumentsNaman SharmaNessuna valutazione finora
- HP RetailDocumento32 pagineHP Retailthodupunooripk0% (1)
- CoverLetter Notice AnnualReport 2017-18Documento1 paginaCoverLetter Notice AnnualReport 2017-18Naman SharmaNessuna valutazione finora
- Patient Detail: Department of Health and Family Welfare & Medical Education, ChhattisgarhDocumento1 paginaPatient Detail: Department of Health and Family Welfare & Medical Education, ChhattisgarhNaman SharmaNessuna valutazione finora
- 12 16 PastigudiDocumento3 pagine12 16 PastigudiNaman SharmaNessuna valutazione finora
- OPEN LETTER TO INDIA CALLS FOR CULTURAL UNITYDocumento18 pagineOPEN LETTER TO INDIA CALLS FOR CULTURAL UNITYNaman SharmaNessuna valutazione finora
- Shri Sandeep Rana JI - RVIDocumento1 paginaShri Sandeep Rana JI - RVINaman SharmaNessuna valutazione finora
- Patient Detail: Department of Health and Family Welfare & Medical Education, ChhattisgarhDocumento1 paginaPatient Detail: Department of Health and Family Welfare & Medical Education, ChhattisgarhNaman SharmaNessuna valutazione finora
- 6th Central Pay Commission Salary CalculatorDocumento15 pagine6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Lifehacker Night School Basics of Photography PDFDocumento46 pagineLifehacker Night School Basics of Photography PDFKim PiNessuna valutazione finora
- The Truth vs Hype of FDI in Indian RetailDocumento103 pagineThe Truth vs Hype of FDI in Indian RetailNaman SharmaNessuna valutazione finora
- Chanakya QuotesDocumento4 pagineChanakya QuotesNaman Sharma100% (1)
- Chattisgarh Engineering Workshop 18.05.2019Documento1 paginaChattisgarh Engineering Workshop 18.05.2019Naman SharmaNessuna valutazione finora
- Real Estate Act Regulation ExplainedDocumento37 pagineReal Estate Act Regulation ExplainedkalaamolNessuna valutazione finora
- Current Affairs For 2011Documento90 pagineCurrent Affairs For 2011Naman SharmaNessuna valutazione finora
- Communication System That Connects Us To PSTN. - Use Radio Frequency Signals. - Useful For Subscribers Located in PocketsDocumento3 pagineCommunication System That Connects Us To PSTN. - Use Radio Frequency Signals. - Useful For Subscribers Located in PocketsNaman SharmaNessuna valutazione finora
- 6th Central Pay Commission Salary CalculatorDocumento15 pagine6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 6th Central Pay Commission Salary CalculatorDocumento15 pagine6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Ramraksha StotraDocumento4 pagineRamraksha StotraDeoxinNessuna valutazione finora
- Lecture Notes on Mobile Communication SystemsDocumento181 pagineLecture Notes on Mobile Communication SystemsUsama LatifNessuna valutazione finora
- November DecDocumento12 pagineNovember DecNaman SharmaNessuna valutazione finora
- CPP'Documento22 pagineCPP'Naman SharmaNessuna valutazione finora
- 2IN1Documento92 pagine2IN1Naman SharmaNessuna valutazione finora
- Bed MAterial ChemistryDocumento9 pagineBed MAterial Chemistryyogeshmangal1317Nessuna valutazione finora
- DkboseDocumento2 pagineDkboseNaman SharmaNessuna valutazione finora