Potrebbero piacerti anche
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Sri Krishna Institute of Technology, Bengaluru: Course Plan - Cay 2019-20 Be-6-Me-Skit-Ph5B1-F02-V2.2Documento23 pagineSri Krishna Institute of Technology, Bengaluru: Course Plan - Cay 2019-20 Be-6-Me-Skit-Ph5B1-F02-V2.2Zaid MehdiNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Manual DICOMDocumento30 pagineManual DICOMDarío López PintorNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Vector V8 Repair Manual628079Documento188 pagineVector V8 Repair Manual628079German FariñaNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- BELL 40D Repair Manual 872092 B35 B40D RMDocumento394 pagineBELL 40D Repair Manual 872092 B35 B40D RMMasterrNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Operating Instructions For MAN Marine Diesel Engines - D2876 LE 301Documento40 pagineOperating Instructions For MAN Marine Diesel Engines - D2876 LE 301nicusebp100% (3)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Detroit Diesel 8.2 Liter Fuel Pincheradvantages PDFDocumento10 pagineDetroit Diesel 8.2 Liter Fuel Pincheradvantages PDFctv_doruNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Automobile Industry IndiaDocumento32 pagineAutomobile Industry IndiaNeha BhayaniNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Global Service Learning: 793D (FDB) Off-Highway TruckDocumento69 pagineGlobal Service Learning: 793D (FDB) Off-Highway TruckWesley Gonzalo Yupanqui100% (1)
- Future and Potential of Diesel Injection SystemsDocumento2 pagineFuture and Potential of Diesel Injection SystemsmoaedNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- VW FOX 2006Documento49 pagineVW FOX 2006Dan Și Maria Mierluț80% (5)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Manual Skoda Octavia 2.0 85kW AEG APK AQY AZH AZJDocumento118 pagineManual Skoda Octavia 2.0 85kW AEG APK AQY AZH AZJCornea Horatiu Sebastian100% (4)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Training Doc Mercedes 900Documento195 pagineTraining Doc Mercedes 900mliugong98% (41)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Filters Catalogue 2018 PDFDocumento492 pagineFilters Catalogue 2018 PDFHaytham Ammer MushtahaNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Toyota Fourtuner (2004 - 2015) Fuse Box DiagramDocumento7 pagineToyota Fourtuner (2004 - 2015) Fuse Box DiagramS.DNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Governors For Inline Injection Pumps PDFDocumento58 pagineGovernors For Inline Injection Pumps PDFOlivier ORMAN92% (25)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- DTech Catalog - 2019 PDFDocumento82 pagineDTech Catalog - 2019 PDFEdinson Ariel Chavarro Quintero100% (1)
- C6.6 Industrial Engine Electrical System: Electrical Schematic Symbols and DefinitionsDocumento2 pagineC6.6 Industrial Engine Electrical System: Electrical Schematic Symbols and Definitionsait mimouneNessuna valutazione finora
- Genie s60Documento407 pagineGenie s60gnomekde100% (4)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- 1800ES 73 WiringDiagram Colour V2.4Documento1 pagina1800ES 73 WiringDiagram Colour V2.4niets2Nessuna valutazione finora
- CAT Engine ListDocumento102 pagineCAT Engine ListGoFirstClass100% (3)
- Cursor 330 c13 Ens m33Documento240 pagineCursor 330 c13 Ens m33jvega_534120Nessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
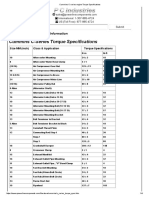
- Cummins C-Series Engine Torque SpecificationsDocumento4 pagineCummins C-Series Engine Torque Specificationsheni50% (2)
- Lancer EvolutionivDocumento391 pagineLancer EvolutionivOlivier ORMANNessuna valutazione finora
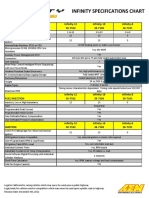
- Infinity Specifications ChartDocumento4 pagineInfinity Specifications ChartGopalakrishnan RajuNessuna valutazione finora
- Manual Audi Q7Documento64 pagineManual Audi Q7Lailaa55100% (1)
- Maintenance Kits: HusqvarnaDocumento2 pagineMaintenance Kits: HusqvarnaNikolche MitrikjevskiNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Cadic Catalogue 2018 PDFDocumento27 pagineCadic Catalogue 2018 PDFChiito Vidal100% (1)
- HTTP WWW - Ase.com AMTemplate - CFM Section Test Template Content Management Content DisplayDocumento66 pagineHTTP WWW - Ase.com AMTemplate - CFM Section Test Template Content Management Content Displaynavila1943100% (3)
- Diagnostic Scan Tool Can ObdiiDocumento48 pagineDiagnostic Scan Tool Can ObdiiJhony BhatNessuna valutazione finora
- Relating To Certification of New Motor Vehicles: Executive Order A-15-100Documento5 pagineRelating To Certification of New Motor Vehicles: Executive Order A-15-100Luis LopezNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)