Potrebbero piacerti anche
- Otsc - Control Final-BoilerDocumento85 pagineOtsc - Control Final-BoilerKumar100% (1)
- 1c Low Mass Flux Once Through Boiler Design Application and PDFDocumento52 pagine1c Low Mass Flux Once Through Boiler Design Application and PDFfrlamontNessuna valutazione finora
- C& I For SupercriticalDocumento93 pagineC& I For SupercriticalPrudhvi RajNessuna valutazione finora
- Steam Turbine: Life Time Calculations and Life Limitings FactorsDocumento38 pagineSteam Turbine: Life Time Calculations and Life Limitings FactorsPPG CoverNessuna valutazione finora
- Paper 6 FRF-lube - Oil - MixingDocumento34 paginePaper 6 FRF-lube - Oil - MixingsoorajssNessuna valutazione finora
- TurbineDocumento23 pagineTurbineKarthikeyanNessuna valutazione finora
- Cost & Cost ConceptsDocumento51 pagineCost & Cost ConceptsEzhil Vendhan PalanisamyNessuna valutazione finora
- Off - Site Facilities Coal Transportation Handling: 1 June 2010 PMI Revision 00 1Documento40 pagineOff - Site Facilities Coal Transportation Handling: 1 June 2010 PMI Revision 00 1Ezhil Vendhan PalanisamyNessuna valutazione finora
- Chapter-2 Steam Cycle TheoryDocumento20 pagineChapter-2 Steam Cycle TheoryPhanindra Kumar J100% (1)
- Boiler Anf TurbineDocumento13 pagineBoiler Anf TurbineKshirod Mohan BoseNessuna valutazione finora
- Steam Turbine and Its Auxiliary Systems: Course PurposeDocumento19 pagineSteam Turbine and Its Auxiliary Systems: Course PurposeMuhammad luqmanNessuna valutazione finora
- Supercritical Boiler Cleanup Cycle: Ranjan KumarDocumento23 pagineSupercritical Boiler Cleanup Cycle: Ranjan Kumarscentpcbarauni BARAUNINessuna valutazione finora
- 1.1 Background of Project 1.2 Assignment & Objectives 1.3 Instruction To Reader 1.4 Limitation 1.5 Organisational ProfileDocumento87 pagine1.1 Background of Project 1.2 Assignment & Objectives 1.3 Instruction To Reader 1.4 Limitation 1.5 Organisational Profilezerocool86100% (1)
- Alstom New Designs PDFDocumento18 pagineAlstom New Designs PDF55312714100% (1)
- Presentation of Kawasaki FGD and SCR SystemDocumento20 paginePresentation of Kawasaki FGD and SCR Systemjitendrashukla10836Nessuna valutazione finora
- Stackers Active in The StockyardDocumento4 pagineStackers Active in The Stockyardsalkan_rahmanovic810Nessuna valutazione finora
- UntitledDocumento8 pagineUntitledPMG Bhuswal ProjectNessuna valutazione finora
- BBC - Steam Turbine - 100 MWDocumento42 pagineBBC - Steam Turbine - 100 MWvenkata madhavNessuna valutazione finora
- CFBC Boiler Scale UpDocumento14 pagineCFBC Boiler Scale UpBijoy B MenonNessuna valutazione finora
- Development of Steam DrumDocumento8 pagineDevelopment of Steam DrumRaja SellappanNessuna valutazione finora
- Draught System Gyanendra Sharma NPTI DelhiDocumento24 pagineDraught System Gyanendra Sharma NPTI DelhiNPTINessuna valutazione finora
- CONDENSER Air ExtractionDocumento2 pagineCONDENSER Air Extractiontrung2iNessuna valutazione finora
- BoilerOpt Overview and Results 7-18-16-UsefulDocumento53 pagineBoilerOpt Overview and Results 7-18-16-Usefultrung2iNessuna valutazione finora
- Ash Handling SystemDocumento24 pagineAsh Handling Systemnetygen1Nessuna valutazione finora
- Write Up On Crusher HouseDocumento3 pagineWrite Up On Crusher HouseKumaraswamyNessuna valutazione finora
- File - 20220523 - 210015 - Pid FGDDocumento11 pagineFile - 20220523 - 210015 - Pid FGDThắng NguyễnNessuna valutazione finora
- GEECO Enercon Pvt. Limited: Raph - Esp - CFD - Fea - Fes - Testing - TrainingDocumento24 pagineGEECO Enercon Pvt. Limited: Raph - Esp - CFD - Fea - Fes - Testing - TrainingAkasthiyanNessuna valutazione finora
- Critical PipingDocumento49 pagineCritical PipingChakravarthi NagaNessuna valutazione finora
- Dokumen - Tips Coal Handling Plant 589be8a41d9eaDocumento29 pagineDokumen - Tips Coal Handling Plant 589be8a41d9eaWasim MalkaniNessuna valutazione finora
- Presentation On Coal Handling Systems: Prepared By:-Arnab Chakraborty Mba-PmDocumento16 paginePresentation On Coal Handling Systems: Prepared By:-Arnab Chakraborty Mba-PmIgnatius SamrajNessuna valutazione finora
- Steam Turbine Materials For Advanced AUSC COAL POWER PLANTS PDFDocumento29 pagineSteam Turbine Materials For Advanced AUSC COAL POWER PLANTS PDFJuveNessuna valutazione finora
- BHELDocumento4 pagineBHELNageswara Reddy GajjalaNessuna valutazione finora
- Measurement of PH Using Cationic Conductivity in Power PlantsDocumento4 pagineMeasurement of PH Using Cationic Conductivity in Power PlantsUsMan ZaFarNessuna valutazione finora
- Catalog Steam Turbines 2013 Engl PDFDocumento36 pagineCatalog Steam Turbines 2013 Engl PDFvamsiklNessuna valutazione finora
- Chapter-1 Steam Turbine TheoryDocumento17 pagineChapter-1 Steam Turbine TheorybhaskarNessuna valutazione finora
- Sliding Pressure Operation in Combined CyclesDocumento5 pagineSliding Pressure Operation in Combined CyclesJeeEianYannNessuna valutazione finora
- LMZ TechDocumento29 pagineLMZ TechGajanan JagtapNessuna valutazione finora
- 1d Downshot W Firing BoilersDocumento31 pagine1d Downshot W Firing BoilersFraser LamontNessuna valutazione finora
- Super Critical PresentationDocumento46 pagineSuper Critical PresentationSam100% (1)
- Basic Governer ControlsDocumento14 pagineBasic Governer ControlspankajNessuna valutazione finora
- Cleaning of Coal - 2008Documento17 pagineCleaning of Coal - 2008vineetakaushik83Nessuna valutazione finora
- S.No. Components Makes: 1 Grab Cranes - Gantry TypeDocumento4 pagineS.No. Components Makes: 1 Grab Cranes - Gantry TypeHarish KumarNessuna valutazione finora
- MP Lecture NotesDocumento125 pagineMP Lecture NotesTatenda SibandaNessuna valutazione finora
- Firing, NOx 0042005Documento78 pagineFiring, NOx 0042005JKKNessuna valutazione finora
- 1a Natural Circulation BoilersDocumento44 pagine1a Natural Circulation BoilersFraser LamontNessuna valutazione finora
- QMS Paper PDFDocumento13 pagineQMS Paper PDFPrisman Cahya NugrahaNessuna valutazione finora
- Bulk Density ChartDocumento12 pagineBulk Density ChartAnindya Paul ChowdhuryNessuna valutazione finora
- 0260-101-01-TR-PVM-U-020-03 Sizing Calculation of FurnaceDocumento9 pagine0260-101-01-TR-PVM-U-020-03 Sizing Calculation of Furnaceanil peralaNessuna valutazione finora
- CFCB Bed Ash CoolerDocumento11 pagineCFCB Bed Ash CoolerUdhayakumar VenkataramanNessuna valutazione finora
- Boiler ChemistryDocumento5 pagineBoiler ChemistryChristian AganoNessuna valutazione finora
- SupercriticalblrDocumento81 pagineSupercriticalblrRoslan AliNessuna valutazione finora
- Oxyfuel Combustion: R&D ActivitiesDocumento21 pagineOxyfuel Combustion: R&D ActivitiesPablo Cadena100% (1)
- NTPC TrainingDocumento32 pagineNTPC TrainingparvejNessuna valutazione finora
- Schematic Diagram of Sealing & Cooling Water For CepDocumento12 pagineSchematic Diagram of Sealing & Cooling Water For Cepjp mishraNessuna valutazione finora
- Air Pre-Heater: Rajneesh VachaspatiDocumento68 pagineAir Pre-Heater: Rajneesh VachaspatiRajneesh VachaspatiNessuna valutazione finora
- Sub Critical Utility BoilersDocumento25 pagineSub Critical Utility BoilersceddievanNessuna valutazione finora
- Grundfos Category Heading Grundfos Boiler Feed ManualDocumento32 pagineGrundfos Category Heading Grundfos Boiler Feed ManualTasawwur TahirNessuna valutazione finora
- CHP Flow DiagramDocumento2 pagineCHP Flow DiagramShajal ChowdhuryNessuna valutazione finora
- Innovation in Supercritical Boiler Technology - The 750 Mwe Longview Power ProjectDocumento18 pagineInnovation in Supercritical Boiler Technology - The 750 Mwe Longview Power ProjectPradeep SrikanthNessuna valutazione finora
- New Nuclear Reactor Types: What Characteristics Should Any New Reactors Have?Documento12 pagineNew Nuclear Reactor Types: What Characteristics Should Any New Reactors Have?عبدالله عمرNessuna valutazione finora
- BCM Capacity ChartDocumento1 paginaBCM Capacity ChartKrishnaKumar BangaruNessuna valutazione finora
- Conveyor BeltDocumento31 pagineConveyor BeltsmendozaNessuna valutazione finora
- Em - 1110 2 2104Documento75 pagineEm - 1110 2 2104Mohd BilalNessuna valutazione finora
- Sandvik DD321Documento4 pagineSandvik DD321Anonymous Dm7iMmt0% (2)
- Deformation ProcessDocumento25 pagineDeformation Processutpal singhaNessuna valutazione finora
- Department of Mechanical Engineering (MEE)Documento4 pagineDepartment of Mechanical Engineering (MEE)sagarsononiNessuna valutazione finora
- Intergraph Caesar Course ContentDocumento2 pagineIntergraph Caesar Course ContentValesh MonisNessuna valutazione finora
- Manual Msi3 A4 en ScreenDocumento8 pagineManual Msi3 A4 en ScreenVladNessuna valutazione finora
- Facts at Your Fingertips-201104-Hopper Inserts For Improved Solids FlowDocumento1 paginaFacts at Your Fingertips-201104-Hopper Inserts For Improved Solids Flowonizuka-t2263Nessuna valutazione finora
- Sharkbite Evopex Product Catalog 08 2020Documento21 pagineSharkbite Evopex Product Catalog 08 2020Arq Cesar Augusto Mejia GNessuna valutazione finora
- Installation and User'S Manual 820 LX: Numero de SerieDocumento32 pagineInstallation and User'S Manual 820 LX: Numero de SerieAntWonxxxNessuna valutazione finora
- Schwing SP 500 EnglishDocumento222 pagineSchwing SP 500 EnglishManuel Andres Manrique Lopez92% (12)
- Carrier Supra 644 Refrigeration Unit For TrucksDocumento2 pagineCarrier Supra 644 Refrigeration Unit For TrucksgoogleheadNessuna valutazione finora
- SchifflerisedDocumento17 pagineSchifflerisedJitendraNessuna valutazione finora
- AUMA enDocumento60 pagineAUMA enEmma AlexandruNessuna valutazione finora
- Hydraulic Quiz 8Documento8 pagineHydraulic Quiz 8Aireuxs AdjarainiNessuna valutazione finora
- Amit Goswami Quantum Mechanics, Second Edition 2003Documento577 pagineAmit Goswami Quantum Mechanics, Second Edition 2003Solange Ev75% (4)
- 2005 - Theoretical Analysis of Dehumidification Process in A Desiccant WheelDocumento10 pagine2005 - Theoretical Analysis of Dehumidification Process in A Desiccant WheelzebrazerozeroNessuna valutazione finora
- CH1Documento34 pagineCH1none5402Nessuna valutazione finora
- TANCO 1400EH-2014-EnglishDocumento116 pagineTANCO 1400EH-2014-EnglishErwin GerdingNessuna valutazione finora
- Igcse/O Level Add Maths Vectors (Constant Velocity) Past PapersDocumento13 pagineIgcse/O Level Add Maths Vectors (Constant Velocity) Past PapersKiefer Ansel OBBOHNessuna valutazione finora
- AGCO Power Gensets Land V2Documento2 pagineAGCO Power Gensets Land V2Tawfiq ZidanNessuna valutazione finora
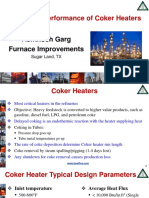
- AFRC - Improving Performance of Coker HeatersDocumento29 pagineAFRC - Improving Performance of Coker Heatersashutosh_garg_10Nessuna valutazione finora
- Concrete PoolDocumento2 pagineConcrete Pooljorge010% (2)
- Aib-Fd160 1998-12-01Documento16 pagineAib-Fd160 1998-12-01Filipe GuaranyNessuna valutazione finora
- Riwayat Pemeliharaan Alat Wirtgen 2Documento2 pagineRiwayat Pemeliharaan Alat Wirtgen 2Aulia Rizeky JanuaryNessuna valutazione finora
- Basics of Foundation Engineering With Solved ProblemsDocumento274 pagineBasics of Foundation Engineering With Solved ProblemsSuir Isahu100% (2)
- DPR TemplateDocumento5 pagineDPR TemplateSantoshkumar GurmeNessuna valutazione finora
- Catalogo de Partes Blue BirdDocumento112 pagineCatalogo de Partes Blue Birdjhongua7Nessuna valutazione finora
- 1996-2001 Fuso FH Service Manual PDFDocumento1.652 pagine1996-2001 Fuso FH Service Manual PDFoutback_fred100% (4)