Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Libro Plasticos PDF
Caricato da
vgascribTitolo originale
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Libro Plasticos PDF
Caricato da
vgascribCopyright:
Formati disponibili
ENCICLOPEDIA DEL
PLASTICO
MEXICO
1997
I
J
J
I
CAPI TULO
11
111
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
XV
XVI
XVII
XVIII
XIX
XX
ANEXO
11
111
IV
V
VI
VII
CONTENIDO
EL MUNDO DE LOS PLASTICOS ............... . . .
PROCESOS DE TRANSFORMACION ..............
POLlETILENO ................................ '1li'iII
POLlPROPILENO ............. . ............... . .,
CLORURO DE POLlVINILO ' ......... . ......... . .. _
POLlMEROS DE ESTIRENO ..................... _
POLlESTER TERMOPLASTICO ........... . . . .. . .. _
POLlMETACRILATO DE METILO .................. _
ACRILONITRILO BUTADIENO ESTIRENO ...... . . .. _
ACETALES ._
POLlAMIDAS ................. . .... . ........... _
POLlCARBONATO' ................. . ....... . ... _
HULES TERMOPLASTICOS ....... . . . ... . .. . .. . _
POLlURETANO ................. ... ....... . .
POLlESTER INSATURADO .... . ....... . .. . .... .. . liS
RESINA FENOLlCA ...................... . ..... .
RESINA EPOXI ......... .. . . ..... . ....... . . . .. .
SILlCON .................................... .
ADITiVOS .
..... .. ..... . .
RECiCLADO .................... .
FRACCIONES ARANCELARIAS ' ..... .. .......... _
DIRECTORIOS
PROVEEDORES DE MATERIAS PRIMAS , ........ . .. _
RECICLADORES ' ................. . .......... .
.
PROVEEDORES DE MAQUINARIA Y EQUIPO ' .... . . .
PROVEEDORES DE MOLDES' ................. .
ASOCIACIONES Y MARCAS COMERCIALES, .......
BIBLlOGRAFIA ............................... .
,
,
EL MUNDO DE
LOS PLASTICOS
INSTITUTO MEXICANO DEL PLASTICO INDUSTRIAL, S.C.
(
(
(
(
,
,
e
,
,
,
"
-
1-
rIl
:3
Q.
rIl
o
...1
W
Q
o
Q
Z
;;;
:;;
...1
W
El MUNDO DE lOS PLASTlCOS
INDlCE
1. GI::N"ERAUDADES ... ........... .
Ll IIlSTORJA
1.2. INCIOEKCIA Eco;..rO\a(;A
L3 ACRQ:-.IIMOS
.. ...................................................... 1
.. J
,
2. OBTE:--:CI ON .......................................................................... .. ................................................. . 5
2.1 \L\TERlAti PRIMAS
2.2. REACCIOl\ES DE SlKTFS1S
2.3. TIPOS DE POL.Lr...IERI?AC]()\J.
3. CLASIFICACION .............. .. .............. .
J,l CO\IPORTA\lIENTO A LA TEMI'ERAlURA
3.2 POLARIDAD
J,). CLASlrICACIO;" POR CONSL"MO EJ\ MEXICO
4. /IotODIFICACION ............................................ .
4.1 \1001fCACIO-' QUIWC.\
4 2. FISICA
4,) \ODlFICACIO:-. CO\ A01T! VOS
5. PROPiEDADES ........................ .
5 1 MECAN1CAS.
TERMICA,s
53 ELECTRICAS
s. QUrl-IICAS
3.5. ABSORC10:-.lDE HLMEn.\D
S 6.I'RRMI:.ABILJ])ALl
n FRICCIO:-l y l)ESUASn:.
6. FORMA DE PRESEl'T ..................... ............ ..
,
.l
7
............................ 8
,
11
11
. 12
13
J4
J4
1l
16
16
16
.16
17
. ..... ... 17
7. DESCR.lPCION GENERAL POR PUSTlCO .................................................... . ......... 17
71 TER\(OI'LA.STlCOS
7.Z TERMOFIJOS
8. SEGMENTACJON DEL CONSUMO DE PUSTlCOS ............................................................. 3 1
todo un mundo
de posibilidades en pigmentos
7/' _. / ...
/
I
Hoechst (e
Hoechst (t3
Nunca el mundo ha estado tan lleno
de colorido como hoy, el hombre actua lmente
puede elegir entre miles de colores, por esta
razn el color adquiere una especial
importancia competitiva.
Hoechst le ofrece todo un mundo de
posibi lidades en pigmentos especialmente
producidos pensando en sus necesidades.
Pigmentos de gran cal idad y extrema
utilidad en la industria del plstico del ltex
y como compaeros inseparables en las
empresas dedicadas a la fabricacin de bolsas,
empaques, envases, tapas y artculos
electrodomsticos, slo por mencionar
algunos.
Tenemos la frmula que
necesita para ganar
Hoechst le ofrece miles de
posibilidades en pigmentos a sus clientes y
acorde a sus necesidades particulares de
produccin.
-
Nuestras oficinas:
En Mxico
Qumica Hoechst de Mxico SA de C. V.
Ventas y atencin a clientes: recoyo/it/a 412, ,
Col, Exhda, Cuada/upe Chima/istac
CP 1050 Mxico, D ~
Te/s: 228-9155, 228-9157, 228-9147, 228-9027 ext
9'/55; Fax: 661 -8916.
Monterrey N.L
Te/: 91 (83) 69-3917,69-3918,69-3919,69-3997; Fax:
91 (83) 6 9 ~ 3 9 9 9 .
Guadalajara, jal,
Tel: 91 (3) 811-2884, 811-283/, 811-4707, 811-2389;
Fax: 91 (3) 811 -4610.
puebla, Pue.
Tel: 91 (22) 811"-604, 811-657/ 811-666, 811 -640; fax:
91 (22) 811-657.
Len, Cto.
Tel: 91 (47) 110-388, 110-404; Fax: 91 (47)114-954.
Mrida, Yuc.
Te/91 (99) 261-590; Fax: 91 (99) 261-590. ~
l
'1
1
j
.1
,
'.!
o" . ,
,
Un mundo de posibilidades! esto es:
- . - __ ,;o;;
Hoechst (t3
,.
.
.
~ .
,
I
I
J
J
J
J
J
I
J
1
,
J
,
I
,
1
,
1
1
t
CAPITULO I
EL MUNDO DE LOS
PlASTICOS
1. GENERALIDADES
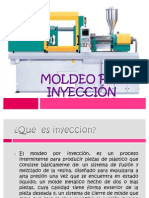
En qu pensamos cuando decimos o escuchamos
la palabra plstico?
Hace cien aos. al mencill.:lr el trmino plstico.
ste se poda entender como algo relati vo a la
reproduccin de formas o las artes plsticas. la
pintura, la escultura. el modelado. En la actualidad,
esta palabra se utiliza con mayor frecuencia y tiene
un significado que implica 110 slo arte, sino
tambin tecnologa y ciencia.
PLAST1COS es una palabra que deriva del griego
" Plastikos" que significa "Capa:: de ser
Moldeado", sin embargo, es ta definicin no es
suficiente para describir de fOfma clara a la gran
variedad de materiales que as se denominan.
Tcnicamenle los plsticos son sustancias de origen
orgnico formadas por largas cadenas
macromolcculares que contienen en su estructura
carbono e hidrgeno principalmente. Se obtienen
mediante rcacciones qumicas entre difercntes
materias primas de origen sintetil.:o o natural. E:s
posible moldearlos mediante procesos de
transfonnacin aplicando calor)' presin.
Los Plsticos son parte de la gran familia de los
Polmeros.
Polmeros es una palabra de origen latn que
:significa poli = muchas y meros = partes, de los
cuales se derivan tambin otros productos como los
adhesivOS. recubrimientos y pinturas.
1.1. mSTORIA
El desarrollo histrico de los plsticos comenz
cuando se descubri que las resinas naturales
podan emplearse para elaborar objetos de uso
prct ico. Estas resmas como el beuJn. la
gutapercha. la goma laca y el mbar, son extradas
de ciertos rboles, y se tiene referencias de que ya
se utilizaban en Egipto, Babilonia, la India, Grecia
y China. En America se conoca otro material
utiliz,,1do por sus habitantes antes de la llegada de
Coln. conocido como hule o caucho.
El huJe y otras resinas presentaban algunos
inconvenientes, y por lo tanto, su aplicacin
resuhaba limitada. Sin embargo, despus de
muchos tulos de trabajos e se
llegaron a obtener res inas semisintricas. mediante
2 CAPITULO I
tratamientos qumicos y fisicos de resinas
naturales.
Se puede deci r que la primera resina semisinttica
fue e l hule vulcanizado. obtenicb por Charles
Goodycar en 1839 al hacer reaccionar azufre con la
resi na nalUral caliente. El producto obtenido result
ser muy resistente a los cambIOS de temperatura y a
los esfuerzos mecnicos.
A mediados del siglo XIX, el in"entor ingls
Alcxandcr Parkes obtuvo accidentalmente la
nitrocelulosa, mediante la reaccin de la celulosa
con cido ntrico y sulfrico. ) la llam
"Parkesina", que COIl aceite de ricl ll O se poda
moldear. Sin embargo, debido a !Su nUl11abildad, no
luva xito comercial.
Alrededor de 1860, en los Estados Unidos surgi el
primer plstico de importancia comercial gracias a
un concurso para encontrar lIrl material que
sustituyera al ma rfi l en la fabr icacin de las bolas
de billar (en esa poca se ut ilizaba tanto marfil. que
se sacrificaban 12.000 elefantes anualmente para
cubrir la dell1anda). Casualmente los hermanos
Hyatt trabajuban con el algodn trat:tdo con ncido
nilfico, siendo un producto mu)' peligroso que
poda utili,arse como explo.,ivo. AprO\cchando la
i,ka Pnrkes. el aceite: de ricino por
alcanror y al producto obtenido le llamaron
"Cel uloide", el cual hizo posible la produccin de
varios artcu los como peines, bolas de billar y
pl!liculas fOlogrficas.
Otro plstico semi:.inttico quc tuvo bucna
aceptacin comercial fue I!I que desarrollaron
Krische ) Spineler en 1897, debido a la demanda
de pizarrones blancos en las escuelas alemanas.
E:.te material se fabric a base de C;:sena. una
protdna c;\.raida de la leche al hacerla reaccionar
con rormaldchdo. Su principal aplicacin rue la
elaboracin de botones.
En 1899 Leo 11. BaeJ...elan. descubri una resi na
considerada totalmente sinttica. "'la baquelita"'. fa
cual se obtiene mediante la reaccin del fenal con
forma ldeh do.
Aunqlle en el siglo XIX se obsen en diversos
laboratorios que, por accin de la luz o del calor,
mucllaS sustancias simples. gaseosas o liquidas se
convert ian en compuestos viscosos o incl uso
sl idos, nunca se imagin el alcance que te ndran
estoS cambios como nuevas vas de obtencin de
plst icos.
El s ig lo XX puede considerarse como e l inicio de
"La Era del Plstico", ya que en esta poca la
obtencin Y comerciali7acin de los plsticos
si ntticos ha sido continuamente incrementada y el
registrO de patentes se presenta cn nmero
creciente. La consecuc in de plst icos sintt icos se
origin de la Qumica Orgnica que se encontraba
entonces en pleno auge.
En 1907 sali :t I mercado la reSllla fenlica
Baqucli ta' . mientras Staudinger trabajaba en la
fabricacin del policstireno ) Otto Rholl1 enfocaba
sus estud ios al acr lico. que para 1930 ya se
producan illdustrialmente.
Por su parte el PVC. aunque haba sido s intent izado
desde [872 por l3auman, fue hasta 1920 cuando
Wa ldo Scmon, mezclndolo con otros compuestos.
obtuvO una masa parecida al caucho. inicindose
asi la comercialiLucln del PVC en 1938.
El quilllico Herl11an Staudinger, premio Nobcl en
1953 con sus trabajos rc\oluciona rios iniciados en
[9:!0. demost r que muchos productos nat urales y
todos los cont ienen macrolll olculas. Este
descubrimiento hizo que se considerara como el
" Padre de los Plsticos".
Mucho:. laboratorios de Unive rsidades y grandes
Indust rias Qulllicas concentraron sus esfuerzos en
el desa rrollo de Iluevos plsticos. aprend iendo las
tcnicIS para I..!llcaUsa r y dirigir casi a volunlad las
reaccioneS qUlllllCas.
1
L
l
1
1
L
L
1
L
Entre los aiios de 1930) 1950, dt:bido a la segunda
Guerra Mundial surge la necesidad de desarrollar
nuevos materiales que cumplan con mejores
propiedades, mayor resistencia, lllenor costo y que
sust it uyeran a Ol ros que escaseaball. Es en este
perodo. cuando surgieron plstico!> como el Nylon,
Polieti!cno de Baja Dcn:.idad y el Tefln en un
sector de gran volumen. y la industria qumica
adquin e l p:lpel de suministrador importante de
materiales.
Otro momento exitoso dentro de la historia de los
plst icos fue en 1952. cuando K. 7.ieglcr, premio
Nobel en 1964 junto con G. Natta. descubren que el
etileno en fase gaseosa resultaba rnu) lento para
reaccionar. Ambos logran su polimerizacin de
mane ra ms rpida por contacto con determinadas
subSl:lncias catalizadoras a presin nornHlI >
temperalur:! b:!ja. Por su parte. G. i\aua descubri
en 1954 que estos catalizadores) otros similares
daban lugar a las macromolcculas de los plsticos
con un alto ordenamiento.
La dcada de los sesenta se distingui porque se
lograron rabricar algunos pl.<>t icos mediante
nuevos procesos, aumentando de manera
considerable el nmero de materiales dispon ibles.
Dentro dc este grupo dcswca n las llamadas "resinas
reactivas" como: Resinas Fpoxi. Polistercs
Insaturados. )" prinCipal mente Poliuretanos. que
generol melltc se suministran t'n forma liquida.
reqlllrielldo del uso de melados de transformacin
especiales
En los aos siguielltes. el desarrollo se enfoc a la
investigacin qumica sistematica. con at\:llcin
especial a la 1l1Odific::Jcin de p]isticos )a
conocidos mediante espum:l\;ill. cambios de
estructura qUllnica. copolil11erizaclon. I1ll!zcla con
otros polilllcros y con elclllenros de carga y de
refuerzo.
En los arios sctentas ) ochcnt::JS se inici la
produ,;cin de plsticos de altas propiedade::> como
EL MUNDO DE LOS PLASTICOS 3
las Polisulfonas, Poli3riletercetonas y Polmeros de
Crist:!l Liquido. Algunas invest igaciones en este
campo siguen abiert as.
Las tendencias actuales van enfocadas al desa rroll o
de cata li.wdores para mejorar las propi edades de los
materiales y la invest igacin de las mezclas y
aleaciones de polmeros con el fin de combinar las
propiedades de los ya existentes.
1.2. INCIDENCIA ECONOM1CA
En la poca actual resultara dificil imaginar que
algullo dc los sectores de nuestra vida diaria, de la
economa o de la tcnica. pudiera prescindir de los
pl rsticos. Slo basta con observar a nuestro
a lrededor y analizar cuntos objetos son de plstico
para visualiar la importancia econmica que
tienen estos materia les.
Dicha importancia se refleja en los ndices de
crecimiento que, mantenidos a lo largo de algunos
ailas desde princ ipios de siglo. superan a casi todas
las dcms actividades industria les y grupos de
maten:rle.:;. En 1990 la produccin mundial de
plsticos alcanz los 100 millones de toneladas y
para el alio 2.000 llegar a 160 millones de
1011e ladas.
Como se observa en la Figuru /./, .::1 consumo de
pl::Jsl icos slo se encuentra por abajo del consumo
del hierro) acero, pero debe tomarse el) clIenta que
estos tienen una densidad cntre seis y siete veces
mayor a la dc los plst icos. Por esta raLll, e l
volumcn producido de plsticos fue mayor al de
acero.
Los plasticos seguini.n creciendo en consumo, pues
I!stll abarcando mercados del \idrio. papel, )
melales lkbidu a sus b l ~ n a s propiedades ) su
relacin costo-beneficio.
4 CAPITULO [
MILLONES CE Tm
1000
ACERO y HIERRO
0.1 iI"---------- - --
1930 1940 1950 1960 1970 1980 1990 2000
"o
Figluu 1-1 Consumo Mumlilff Materias Bsicas.
Con base en los datos, Mxico debe cambiar para
ya no ser slo un exportador de petrleo. Aunque
este recurso es un buen negocio en el presente, si se
agrega valor, se convierte en un negocio ms
imeresante.
Actualmente, Mxico es el cuarto productor
mundial de petrleo, con alrededor de un milln de
barriles diarios. Es ta produccin podra alcanzar
mayores util idades convirtindose en productos
petroqumicos y plsticos. Es deci r, al inverti r un
mi lln de Pesos en la extraccin de petrleo se
obti enen 800 mi l Pesos de utilidad. Invertir esa
nllsmu cantidad en petroqumicos genera
1.2 millones de Pesos y al hacerlo en 13
lransformacin de plsticos se obt ienen 15 millones
de Pesos.
Esta es una de las razones del porqu los pases
industrializados. a pesar de no contar con petrleo
tienen altos ingresos de divisas.
Adems. dentro de los petroqumicos, las fibras y
las resi nas si ntticas representan el mayor valor
econmico en Mxico, comparado con el volumen
de fert ilizantes, donde su costo de produccin es
muy alto y su utilidad muy baja (Figura 1.2).
ELASTOMEROS FIBRAS
3% 15%
FERTILIZANTES
48%
REStNAS
SINTETICAS
2."
DETERGENTES
OTROS
4%
4"
I VOLUMEN TOTAL: 6,513,300 TONELADAS
ELASTOMEROS
3%
FERnLlZANTES
9%
FIBRAS
39Y.
"'O&J RESINAS
DETERGENTES
4%
SINTEnCAS
32'10
VALOR TOTAL: $12,372,000,000
Figllra I-} Valor El:/J/lmico de l'ruJur;l/)l Petroqumkol.
1.3. ACRONIMOS
La denominacin de los plsticos se basa en los
monmeros que se utilizaron en su fabricacin, es
decir, en sus materias primas.
En Jos homopolmeros termoplsticos se antepone
el prefijo "poli" por ejemplo:
Mon6mero Inicial
Melil Melacri lalo
Nombre de Po[(mero -+
Polimetil Metacrilmo
Como se puede observar, los nombres qumicos de
los polimeros con frecuencia son muy largos y
difciles de utilizar. Para aligerar este prob!ema se
introduje ron las "siglas" o ac rnimos. Para el
ejemplo ci tado, su acrnimo es:
Nombre del Polmero -+ Polimetil Metacrilato
Acrnimo -+ PMMA
-------------------
f
I
I
f
J
.J
j
J
,
J
J
J
{
1
-'
1
,
1
1
La mayor parte de estos acrnimos han sido
normalizados. Sin embargo. algunos han sido
inventados por los fabricantes o surgieron de la
misma actividad prctica .
Tabla l. J Acrnimos pI/m 'hil'/jeos.
,\ CItO:"l I\ IO
I' I .. ASTICO
Aas AC R I LONITRJ I O-BUT A DI El"Q-ESTI RENO
CA ACETATO DE CeLULOSA
El' FPOX1CA
fl'S POLlESTlRJ:NO EXPA"IS!BLE
EVA ETIL VINlt ACETATO
ItOI'E POUI:;TILI::NO Al TA DI;:NSIDAD
tOrE POUETIUNO [jAJA DeNSIDAD
MF MFlAMI'\A FORMAI.l)I'HlDO
I'A POUA\-lIDA
"
PUllU I"I\UlLNO
'UT POLlBUTILEN TEREI'TALATO
1'0 POLlCAR130NATO
PEl POLl ESTERIM1D,\
rES POLlESTCRSULFOI\A
I'ET POUETILEN-Tt:REFr ALA TO
1" r'E:-lOL-FOR.\1ALDEHIDO
f'MMA POLl.\!ETIL MCT/\CRILATO
POM POLl OXl DO DE II1ETIL["'0
1'1' POUPROPII ENQ
Pf'S I"UFE!\JlLN SULFO\'A
1'5 l'OUESTIRF'lO
f'TFE I'OLITFTRAFll,;OROCTILENO
PUR rOLlLRETANO
,ve CLORLRO DE POLlVINI LO
SAN ESTIREN().ACItII .ONITRILO
SU ESTIRENO UUT ADIPJ\O
TPr RI .ASTOt..'IERO TI:RMOI'LASTICO
TPU POUURIT ANO TFR.."IOPLASTlCO
LHMWf' E POu.. : n l ,....;Q ULTRA ALTO rESO
UF LRFA FORMALDEIIlDO
UP I'OLlESTER JI'<'iA IUltADO
EL MUNDO DE LOS PLASTICOS 5
2. OBTENCION
2,1. MATERIAS PRIMAS
La materia prima ms impoIlante para la
fabricaci n de plaslicos es el petrleo, ya que de l
se derivan los productos que originan diferentes
tipos de plsticos. Es importante mencionar que
tambin otras materias primas para la fabricacin
de plsticos son algunas sustancias naturales como
la madera y el algodn de donde se obtiene la
celulosa, as como otros plsticos se obtienen del
carbn y el gas natural. Todas las materias primas
mencionadas tienen en comn el hecho de contener
Carbono (C) e Hidrgeno (H). Tambin pueden
estar presentes el Oxgeno (O), Ni trgeno (N),
Azufre (S) o el Cloro (CI) .
En general, se cons idera al etileno, propileno y
butadieno como materias primas bsicas para la
fabricacin de una extensa variedad de monmeros,
que son la base de todos los plasticos.
En la siguiente seccin se presentan los diferentes
mecanismos qumicos utilizados para la unin de
las materias prims mencionadas, que es el punto
de partida para la s ntesis de resinas plsticas.
2.2. REACCIONES DE SINTESIS
Como se ha mencionado, los polmeros son el
resultado de la modificacin de productos naturales
o bien de reacciones de sntesis part iendo de las
materias primas ms elementales.
Son reacciones qumicas llevadas a cabo con un
catal izador, calor o luz, en las cuales dos o ms
molculas relativamente sencil las (monmeros) se
combi nan para producir molculas muy grandes. A
esta reaccin se le llama Pol imerizacin.
6 CAPITuLO r
Los plsticos se obtienen generalmente por vas
sintticas, las principales son tres:
Radicales libres
Policondensacin
Poliadicin
2.2.1. POLlt,IERIZACfON POR
RADICALES UBRES
En este tipo de reacciones el doble enlace entre los
dos tomos de carbono juega un papel decisivo, ya
que el proceso consiste en el acoplamiento de
monmeros, mediante la abertura de sus dobles
enlaces y la consiguiente unin de eslabones
individuales para formar cadenas, sin que el
proceso desprenda l1in:;(1I) produclO secundario.
A continuacin, se muestra cmo se desarrolla la
polimeriz.acin por radicales libres, para el caso del
Polietileno.
H H
I I
1 + c=c
I I
H H
H H
I I
--- _e IC e-
I I
H H
APERTURA DEL DOBLE ENLACE
HH H H H H H
I I I I I
,
I
H
I
I-e-c- c=c .. I-c-e-c-c
o
,
,
I I I I
HH H H H H H H
FORMACIQN DE LA CADENA
H H H H
I I I I
l-C-C-C-C
I I I I
H H H H
H H [H H1 I I I I
+ n C=C - - .. c=c 1
I I I I
H H H H- n
UNIDAD DE REPETICION
2.2.2. POLlCONDENSACION
Durante las reacciones de policondensucin se
pierden molculas de agua. Este tipo de prdida se
conoce en qumica como condensacin, de donde
se deriva el nombre de este proceso.
Para que se lleve a cabo la reaccin de
policondensacin es necesaria la participacin de
molculas que posenn dos grupos funcionales.
La formacin del enlace entre dos molculas tiene
lugar slo cuando existen dos grupos funcionales
distintos, que reaccionan perdiendo partes de :,i
mismos.) se "condensan" en forma de agua.
El ejemplo s;gu;",e ;Iustra la ,eacc;" de
policondensacin para la obtencin del Nylon 6/6,
donde por cada unidad de polmero rormado se
desprenden dos molculas de agua.
H H O O H Ha a
I I 11 11 I I 11 I
N
"CH ) -N+nHO-C-(CH ) -C-OH -+ -N-{CH ) -N-C-{CH ) -C-
n, :1 J' 11 l.
I
H H
HEXAMETlLEN-
DIAMINA
+2nH ,0
ACIDO ADIPICO POLlAMIDA MAS AGUA
V ~ ~
J
J
J
j
J
-'
I
J
j
j
I
J
J
J
J
1
1
[
1
1
J
1
1
2.2.3. POLlADICION
La reaccin de poliadicin transcurre de manera
anloga a la policondensacin.
La diferencia radica en que no se produce la
prdida de molculas, sino qUl: un tomo de
hidrgeno migra desde un grupo funcional a otro.
Para la formacin de un enlace por adicin, los
ITIOnllleros iniciales ti enen que ser por lo menos
bi fune ionales.
La poliadicin tiene a lgunas ventajas sobre la
polimerizacin por radicales libres y por
policondensacill, tales como:
Rapidez
Buena eficiencia
Ausencia de subproductos
A continuacin se muestra un ejemplo de una
reaccin de pol iadicin para la obtencin del
poliuretuno.
11 11
O O
GLlCOL DIISOCIANATO GLlCOl
H H _
r 1 11
t 1-N - R - N = TI -O - R - t
O O e
POLlURETANO LINEAL
EL MUNDO DE LOS PLASTlCOS 7
2.3. TIPOS DE POLIMERIZACION
Existen 4 mtodos para la fabricacin de poi meros:
Polimerizacin en Masa
Polimerizacin en Solucin
Polimerizacin en Suspensin
Polimerizacin en Emulsin
2.3.1. POLIMERIZACION EN NL4SA
En este mtodo se hace reaccionar el monmero
puro con aditivos en un reactor. El calor de
reaccin hace ge nerahnenle que el polmero se
mantenga en estado liquido fundido, normalmente a
muy altas temperaturas, por lo que se hace
necesario refrigerar
Este tipo de polimerizacin exige una gran
vigilancia en el control de temperatura y se
recomienda cuando se requieren polmeros
especiales de alta pureza J calidad.
2.3.2. POLlMERlZACION EN SOLUClON
En este caso el monmero se diluye en un solvente
con el catalizador. Debido a que la recuperacin del
solvente cs limitada, el procedimiento resulta caro
y nicamente se recomienda cuando no se desean
materias slidas, si no slo disoluciones. En este
proceso la temperatura puede elevarse mucho por
lo que es necesario un reactor con agi tacin.
Cuando se ha llevado acabo la reaccin, el producto
de la polimerizacin se precipita formando un
polvo fino que puede aislarse cuando se evapora el
so lvente.
8 CAPITULO I
2.3.3. POLfMERIZACION EN
SUSPENSION
Con este mtodo se obtiene un producto de alta
calidad. Aqu se mezclan el rnonmero y el
iniciador dispersndose en agua mediante un
sistema de agitacin que mantiene la suspensin
durante la reaccin.
De este modo tambin se controla la temperatura y
el producto obtenido tiene la apariencia de
pequeas perlas.
2.3.4. POLfMERlZACION EN EMULSION
En este caso, el rnonmero finamente dividido se
emu lsiona en agua o en otro lquido dispersantc.
Cuando se opera una gran cantidad de agua, a la
que se ha adicionado el monme ro junto con un
aditivo emulsionante, puede cont rolarse muy bien
la temperatura.
El desarro llo de la reaccin es mucho ms rpido
que en los dems tipos de polimerizacin y se
pueden obtener polmeros de mayor peso
molecular.
Para comprender mejor estos conceptos,
incluyen a cOlHinuacin algunas definiciones:
se
Distribucin de materias lquidas
o slidas. Sistema de dos o ms substancias,
en el que una de ellas se encuentra dentro de la
otra en un estado de divisin menos fino.
Emulsin.- Sistema disperso (lquido- lquido)
en e l que una substancia est distribuida en la
otra en forma de pequeas gotas.
Suspensin. - Sistema disperso (slido-
lquido), en el que la parte dispersa consta de
pequeas partculas slidas.
3. CLASIFICACION
Hoy en da existen varios tipos de plsticos, por
ello, su comportamiento y caractersticas son
determinantes para su uso.
Los criterios de clasificacin deben evaluar a los
distintos plsticos segn sus propiedades,
comportami ento en la transformacin o su
aplicacin, es decir, aspectos quc puedan usarse en
la prctica.
3.1. COMPORTAMIENTO A LA
TEMPERATURA
Con base en este criterio, los polmeros se
clasifican en Termopl{lsticos, Termofijos y
Elastmeros.
3.!.!. TERMOPLASTICOS
Incluyen polmeros como Polietileno, PVC y
Polipropileno. Consisten en macromolculas
lineales o ramificadas. unidas unas con otras
mediante fuerzas intermoleculares.
Los termop[st icos
transformarse de sl ido
sc caracteri zan
a lquido y viceversa
por
por
accin tlel calor, se disuelven o por [o menos se
hinchan a[ contacto con solventes.
En estado slido pueden deformarse
permanentemente despus de aplicar Ulla fuerza.
Esto se debe a que sus macromolculas estn libres
o sueltas unas de otras y pueden deslizarse entre s
ante la aplicacin de calor. A temperatura ambiente
pueden ser blandos o duros, frgiles, y rgidos. Su
comportamient o se deriva de la misma estructura
molecular, ya que las molculas tienen forma de
cadena abierta o de hilos.
F
J
1
j
j
J
J
-'
J
J
J
J
J
J
J
I
J
J
J
.J
J
J
1
1
I
J
J
j
J
l
l
1
I
1
l
1
La capacidad de los tcrmoplsticos de
reblandeccrse o fu ndirse tiene sus ventajas y
desventajas. Por ejemplo, pueden moldearsc por
calor. es decir, una lmina o un tubo pueden pasar a
un estado elaslico. similar al de la goma blanda. y
adquirir nueva forma despus de enfriarla en un
molde. Adl;!ms, los termoplsticos pueden soldarse
y u ~ descchos 5011 reciclabJes.
Las desventajas consisten en que el
reblandecimiento provocado por el calor l imita en
gran mnllcra sus temperaturas de uso, sobre todo
clIando se someten a la accin simultnea de
(licuas mecnicas. Los termoplsticos se
subdividen en amorfos y semicrisralinos.
a) Amor/ m.
Los Ic nnoplsticos amorfos se caracterii.an porque
sus molculas fi lamentosas y ramificadas estn en
completo desorden; como puede observarse en la
Figura 1-3. este arreglo molecular permite el paso
de la luz. razn por la cual los plsticos amorfos
SOn transparentes o translcidos generalmente.
"-;'::lIrl/ 1-3 .HOIIe/o E.flrll Cfllflll Ile 1111 Termopftht icoAmor!o.
h) Sem:r;s(a/illo.\
El orden molecular de los plsticos semicristalinos
es re lativamente bueno. En l se aprecia cierto
EL MUNDO DE LOS PLASTlCOS 9
paralelismo dent ro de los fi lamentos moleculares y
sus ramificaciones ms cortas.
El ordenamiento en los tramos de macromolculas
paralelas equivale al ordenamiento de tomos o
molculas en forma de cristales, los cuales se
oponen al paso de la luz provocando una apariencia
lechosa o translcida.
Fi:lmt 1-.( MOlle/o ESfmClurll1 de un Ter moplstico
Sell/icrisf(tfiIlO.
3./.2. TERMO FIJOS
Los plsticos que se mantienen rgidos y slidos a
temperat uras elevadas se denomi nan termofijos. Se
obtienen por rcliculacin de productos lquidos de
bajo peso molecu lar. Estn reticu lados en todas
direcciones )' debido a su es tructura no S011
moldeables plasticamente. son infusibles y resisten
altas temperaturas. no pueden ser disueltos y muy
raramente se hi nchan.
A temperatura ambiente, los materiales tcrmofijos
generalmente son duros y frgiles. Debido a que no
se funden. no son reciclables.
Un esquema de como se arreglan las molculas en
este tipo de plasticos se muestra en la Figura 1-5
10 CAPITULO 1
Figura J 5 Moddo Estructurtlf de 1111 TermoJijQ.
3.1.3. ELASTOMEROS
SOI1 materiales elsticos que recuperan casi
totalmente su forma original despus de liberar una
fuerza sobre ellos. Son insolubles y no pueden
fundir mediante aplicacin de calor, es decir,
pueden qumicamente cuando se
calientan ms all de su temperatura mxima de
servi\;io.
El comportamiento de estos materiales se debe a
que las mucromolculas de elastmeros, en
contraste con las de los termoplsticos, estn
entrecruzadas por enlaces qumicos.
Los clastmeros se producen a partir de
forrnu lacioncs que inclu>,cn gran variedad de
ingredientes que se mCLclan para formar un
compuesto. Estos compuestos generalmente son
masas viscosas y pegajosas porque utilizan al
clastmero sin cumr.
Durante la vulcanizacin O reliculacin, las cadenas
moleculares del polmero se unen mediante enlaces
qumicos amplios. El desperdici o de los productos
reticulados, en trminos practicos, no puede ser
reciclado.
Fig/lrfl 1-6 MQlil!lo Estructural de fUI EfaJtmcro.
3.104. ELASTOMEROS
TERlvlOPLASTICOS
Este grupo de materiales combina propiedades
especiales de los elastmeros con las posibilidades
de transformacin de los termoplsticos. Son
copo limeros en bloque y aleaciones entre polmeros
que poseen propiedades elsticas dentro de cierto
rango de temperatura.
Las propiedades elsticas se deben a la existencia
de enlaces fsicos provocadas por fuerzas
intermolcculares secundarias. tales como uniones
de hidrgeno.
Cuando se calientan arriba de ciertos rangos de
temperatura enlaces intcrmoleculares
desaparecen y se restituyen inmediatamente
despus de que se enrran, para desarrollar sus
propiedades elastomricas.
Los Elastmeros Termoplsticos, llenan un hueco
entre los Polmeros Termoplsticos y los
Elaslmeros Reticulables. Pueden ser procesados e
incluso reciclados de manera similar a los
materiales tennoplsticos, sIn necesidad de
vulcanizacin.
,sf
,
I
,
,
1
j
!
J
J
1
J
J
I
1
1
~
]
l
j
,
1
J
1
I
t
--
/
Figllrll 1-7 Modelo ES/rile/lira/ de E/as/mero
Termopll5lico.
3.2. POLARIDAD
La polaridad de los compuestos orgnicos se debe
al desplazamiento de los electrones compartidos
entre los tomos de dos distintos elementos que
constituyen la molcula, debido principalmente a
l a ~ dirercncias de nmero atmico. El par de
electrones compartido es atrado con mayor fuerza
por el tomo que presente mayor carga en el
ncleo. A medida que aumenta la polaridad.
aumentan tambin los valores de las propiedades
como resistencia meemea. dureza, rigidez,
resistencia a la deformacin por calor, absorcin de
agua y humedad, resistencia a solventes y aceites
minerales, permeabilidad al vapor de agua,
adhesividad y adherencia sobre piezas metlicas y
la cristalinidad.
Por otro lado, cuando la polaridad aumenta,
disminuyen las propiedades de dilatacin trmica,
poder de aislamiento elctrico, la tendencia a
acumular cargas electrostticas, la permeabilidad a
gases no polares O
2
] N ~ COz.
Ejemplos de esta clasificacin son:
Alta Polaridad: Poliamidas. Poliuretanos,
Esteres de Celulosa, Politluoruro de Vinilo,
PolifluorufO de Vinilideno y Plsticos
Ter1l10tijos.
EL MUNDO DE LOS PLASTlCOS 11
Polaridad Media: Estireno-Acrilonitrilo,
Acrilonitrilo-Butadieno- Estireno. Policloruro
de Vinilo y sus Copolimeros, Termoplsticos
tipo Ester, Poi iam idas.
Polaridad Baja: Copolmeros de Etileno y
Esteres lnsaturados (EVA), Etileno-
Tetrafluoroetileno, Polixido de Fenileno.
No Polares: PoJietileno, Polipropileno,
Poi iesti reno, Po I itetrafluoroeti leno.
Los dipolos pueden anularse por efectos
direccionales. Un ejemplo lo tenemos en el grupo
C-H dentro del conjunto l-I -C-l-I , que no contribuye
a la polaridad ya que estn en estado opuesto y se
anulan. Esto explica porqu el Polietilcno y el
PolitctraOuoroetileno no son polares.
3.3. CLASIFICACION POR
CONSUMO EN MEXICO
Aunque resulta un poco subjetiva, la clasificacin
por consumo agrupa a los plasticos de acuerdo a su
importancia comercial y sus aplicaciones en cl
mercado. En el siguiente esquema se muestra una
pirmide, segn esta clasificacin; en la base se
encuentran los plsticos de mayor consumo
denominados Comodities, seguidos de los
Verstiles, Tcnicos y Especialidades. SoJamente
se mencionan las siglas de los plsticos ms
importantes a nivel comercial.
[.SP';CIAI.lIJAlJt:S
n :CNlCos
TUl.\IOH.IOS
("OMODITIES
Figlm 1-8 ClllIificllciJl1 por COIl.\lImo de f'/hticos.
12 CAPITULO 1
3.3.1. COMOD1T!ES
Los phisticos ms utilii.ados que tienen buenas,
aunque no sobresalientes propiedades, y su precio
es de un nivel moderado se conocen como
"Comodities" donde se incluyen el Polietileno,
PVC, Polipropileno, Poliestireno y PET,
J.J.2. VERSA TlLES
Existe tnmbien un grupo de plsticos intermedio en
consumo que se caracteriza por requeri r al ta
creat ividad para el disei'io de productos,
principalmellte en
forma, al cual
aspectos de apariencia, color,
se ha denominado como
"Verstiles". Incluye plsticos como el Acr lico.
Poliuretano )' el grupo de Plsticos Termofijos
comO el Silicn, Res inas Polister y Epxicas.
3.3.3. TECN1COS O DE INGENIERIA
El tmno "Tecnicos" o de "Ingeniera" , se lisa
para aquellos plstico,> que presentan un alto
desemperi.o funcional con un e:<l.:elentc conjunto de
propiedades lales como resi)tencia mecnica y
Irnitt:s do.: temperat ura elevados. Estos son adems.
significat ivamente ms caros y en este grupo se
in(;luyen 11 las Poliamidas. Poliacetales,
Policarbonato y Polister Tennoplstico.
3.J.4. ESPECIALlDADES
Los polmeros de nol11 inados corno
"E:,pecialidades" normalmente son asociados con
una o ms propiedades sobresalientes, por ejemplo,
b:0o ndi.:e de friccin, elevada resistencia
dielctrica. y sobre todo un elevado precio por lo
que ocupan el menor porcentaje en el consumo
global de plasticos.
4. MODIFICACION
La industria consumidora de plstico ha planeado
sus propias demandas de calidad a los fabr icantes
de piezas de plstico. Tales demandas de calidad
pueden ser resistencia al impacto, resistencia a la
deformacin por calor, estabi lidad dimens ional.
valores de aislamicnto elclrico. resistencia
qumica, resistencia a la intemperie, retardancia a la
flama. procesabilidad)' especialmente el precio.
Para cumplir estas exigencias, los
resmas y los transformadores
diferentes alternativas:
Modificacin Qumica
Moditicacin Fsica
con Aditivos
fabricantes de
disponen de
4.1. MODIFICACION QUIMI CA
De manera general. las reacciones de sntes is
utilizadas para producir los poli meros pueden ser
dirigidas casi a voluntad, con esto se pueden
controlar los parmetros ms importantes de las
macromolculas como la longitud de las cadenas, la
distribucin de l peso molecular, el grado de
ramificacin y la cristali nidad. los cuales inciden
directamente en el comportamiento fis ico, qumico
) de procesamiento de los plsticos obtenidos por
sntesis.
De acuerdo a la cantidad de monmeros presentcs
en el proceso de polimerizacin se dist inguen dos
tipos de polmeros:
HOlllopolmero
Copolimero
r-
-l
j
...
j
j
j
-t
J
-t
J
f
j
1
f
j
J
J
j
J
j
j
J
J
1
1
J
j
J
j
f
J
J
J
1
J
.i
J
4.1.1. HOMOPOLIMERO
Es un polmero obtenido de un slo tipo de
monmero. La reaccin para su obtencin se lleva a
cabo, a travs del uso de agentes qumicos llamados
iniciadores, por ejemplo: perxidos orgnicos, bajo
ciertas condiciones de calor y presin.
CAT"'LIZADOR
HOMOPOLlMERO
l:i!jJ = MONO MERO
4.1.2. COPOLIMERO
Cuando en la po]merizacin participan dos o ms
monmeros de diferentes tipo se obtienell plsticos
denominados copolmeros.
CATAUZAOClR
COPOLlMERO
i=MONOMERO
(:l = CO-MONOMERO
EL MUNDO DE LOS PLASTlCOS 13
De acuerdo al arreglo que toman los diferentes
monmeros en la cadena polimrica se tienen los
siguientes tipos de copolmeros:
~ ~ f f i ~ - ~
(:1 _ CC-MCl'IOMERO INJERTO
Los polmeros resultantes sufren cambios en sus
propiedades en funcin del porcentaje de
monmero utilizado y su arreglo, siendo posible
modificar en menor o mayor grado muchas
propiedades fsicas, qumicas y de proceso de
transforrnacin.
Otras modificaciones qumicas se pueden lograr
medianle reacciones qumicas que alteran la
estructura del polmero y por lo tanto sus
propiedades. Ejemplos de estas modificaciones son
las reticulaciones, la cloracin, la t1uoracin y la
sulfonacin de superficies plsticas.
4.2. MODIFICACION FISICA
Una de las modificaciones fsicas para los plsticos
es la fabricacin de mezc las entre distintos
polmeros. La mezcla es conocida en el mercado
como "Blend" o "Aleacin" de polmeros. Es
frecuente que la mezcla est formada por
componentes incompatibles, es decir, en varias
fases.
14 CAPITULO [
Para que la mezcla sea coherente y ms o menos
homogenea se agregan compatibilizadores. Puede
suceder que las mezclas de polmeros tengan
propiedades especiales que nmguno de sus
cOl11ponentes posea y generalmente se buscan
resultados de sinergia.
Otros procesos de modificacin fsica consisten en
aumentar el ordenamiento de las molculas. Esto se
puede lograr mediante un proceso de "Orientacin"
y el "Estirado".
Algunos productos de plstico como lminas,
pelcula o cuerpos huecos como botellas sopladas,
se someten a un estiramiento durante el proceso de
la fabricacin, aplicndoles fuerzas cuyo efecto
consiste en el alineamiento de las macromolcuJas
en estado tcrmocJstico. preferenlemenie en la
misma direccin del estiraje, con esta operacin se
aumenta la resistencia mecnica. la transparencia y
la barrera a los gases.
4.3. MODIFICACION CON
ADITIVOS
El hecho de Incorporar aditivos antes de la
transformacin de los plsticos, es una prctica
necesana.
En realidad un plstico es un polimero en conjunto
con pequei1.as cantidades de otras sustancias como
son catalizadores y emulsificantes. Posteriormente
es necesario utilizar aditivos que tienen el objetivo
dc mejorar sus propiedades y facilitar su
transfonllac in.
Las funciones de los aditivos y la cantidad de stos
es Illuy grande, y en la actualidad juegan un papel
muy importante para que los productos terminados
de plstico cumplan con las especificaciones que el
mercado demanda.
Por esta razn, se mencionarn con detalle en el
captulo relacionado a este tema.
5. PROPIEDADES
La estructura interna de los plsticos determina sus
propiedades fundamentales. Por ejemplo, los
plsticos son malos conductores del calor y de la
electricidad, es decir, son aislantes y esto sc debe a
que sus enlaces son por pares de electrones ya que
no disponen de ningn electrn libre.
Tienen densidades r. ls bajas debido a que su
estructura es "ms suelta", y una scnc de
caractersticas que se analizarn a continuacin.
5.1. MECANICAS
Al comparar la estructura de un metal y de un
plastico, podemos observar que el metal presenta
una estructura ms compacta y que las fuerzas de
unin son distintas a las existentes en los plsticos.
La diferencia es que los plsticos ticnen una
estructura molecular y los metales una estructura
atmica. Por esta razn, los plsticos presentan una
resistencia mecanica relativamente menor, un
mdulo de elasticidad menor, dependencia de las
propiedades mecnicas con respecto al tiempo,
dependencia de la temperatura principalmente los
termoplsticos, gran sensibilidad al impacto aunque
cn este punto existen grandes diferencias desde los
quebradizos como un Poliestireno hasta un
resistente Policarbonuto.
Los tennofijos, debido a sus reticulaciones, carecen
de deslizamiento interior y a eso deben ser
bsicamente ms quebradizos que los
termoplsticos.
Por su parte algunos tennoplsticos como el
Polipropileno, el Nylon, el Polieti1cno y los
Polisteres lineales, pueden someterse a estirado,
con lo cual las molculas se orientan en la direccin
del estirado.
J
!I
.1
.J
-'
j
.J
.J
I
J
j
j
J
1
J
J
J
J
1
1
1
I
1
1
La fuerza de! enlace de valencias se deja notar en
este fenmeno, lo cual se manifiesta en una
extraordi naria
El comportamiento de deformacin y recuperacin
interna de los plasticos le confiere una gran
propi\!dad llamada memoria.
Por otra parte, el comportamiento mecnico de los
plsticos reforzados, vara en funcin de la
cantidad, tipo de cargas y materiales que contienen.
5.2. TERMICAS
Como otras propiedades, el comportamiento
trmico de los plsticos tambin es funcin de su
estructura; los plst icos termofijos son quebradizos
a 10 largo de todo el intervalo de temperaturas, no
reblandece n y 110 funden; un poco por debajo de su
temperatura de descomposicin T1. se observa una
prdida de rigidez.
Los tennoplstieos se vuelven quebradizos a bajas
temperaturas que son especficas para cada UIl O de
ellos. Si las temperaturas aumentan, se produce un
descenso constante del mdulo de elasticidad. es
decir, disminuye la rigidez.
Al aplicar calor continuo a los termoplsticos
amorfos, sufren un reblandeci miemo, es decir. la
transicin n un estado termoelstico. En esta zona,
con pequeas fuerzas se provocan grandes
deformaciones; SI se sigue calentando se
IIlcrementa la movilidad terlllica de las molculas
provocando que las cadenas puedan deslizarse unas
frente a otras. Esta zona limita con la temperatura
de descomposicin.
Los tcrmoplsticos semicristalinos poseen
fragment os amorfos (flex ibles) en el intervalo de
temperaturas de uso as como cristalinos (rgidos).
EL MUNDO DE LOS PLASTICOS 15
Al aumentar la temperatura es posible moldearlos
cuando los fragmentos cristalinos alcanzan el
intervalo dI;! la temperatura de fusi n.
Inmediatamente sigue el estado termoplstico y al
seguir aumentando la temperatura, este estado se
caracteriza por la transparencia que adopta el
plstico antes opaco. Esta zona limita la
temperatura de descompos icin del plstico.
MO
'.
'E""OX .... STl<:O r ( "ItOI"-"ll''iCO
"'"'cO"
-.......
\
\
.... >e.".
......
TEMPEltAru", .. ..
Hf:llrtI 1-9 ESlados (le los Terltwplslicos Amorfos.
o
r0i
,,=
I ! "".!
-
1\
....... "" .....
/
.. ""' ....
!
..... _.,.,
/ '''''''''lII!.<
".-
-
TEMPE",I,TUFtA ..
Figura 1-/0 Estados de los Cr)'tIlIiIlOJ.
Por su misma estructura. sufren una dilatacin
\olumtrica relativamente grande con el aumento
de temperatura. En los pliticos reforzados esta
dilatacin es menor, ) est en funcin del tipo y
cantidad de material de refuerzo.
16 CAPITULO I
Como ya se mencion, los electrones de los
plsticos carecen de movi lidad, por ello, son
materiales con conductividad trmica baja, siendo
aislantes tnnicos.
5.3. ELECTRICAS
Ya que los plsticos no disponen de electrones
libres mvi les, tienen un buen comportamiento
como aislantes, es frecuente utilizarlos en la
industria elctrica y electrnica, por ejemplo, para
carCilzas, ais lantes; enchufes, recubrimiento de
cable y alambre, entre otros. Por todo esto, son
importantes las siguientes propiedades elctricas:
Res istencia Superficial
Resistencia Transversal
Propiedades Dielctricas
Resistencia Volumtrica
Resistencia al Arco
5.4. QUIMICAS
Gn trminos generales, por ser los plsticos
materia lcs inertes (no reactivos) frente a la mayora
de lquidas, slidas y gaseosas
comuncs. muestran mejores propiedades qumicas
que los materiales tradicionales como papel,
madera. cartn y metales. siendo superados
nicamente por el vidrio.
Sin embargo. los plsticos continan mostrando
creci mientos en apl icac iones que requieren
contacto con diversos lipas de sohenles y
materiales corrosivos, an en los que anteriormente
se utilizaba el vidrio, donde 10 ms impoJ1ante es
seleccionar el lipa de plstico ideal, tomando en
cucnt:J. las condiciones de presin, temperatura,
IWllledad, intemperislllo y otras que puedan
acelerar algn proceso de disolucin o degradacin.
5.5. ABSORCION DE HUMEDAD
Esta propiedad es disti nta para los diferentes tipos
de plsticos. consiste en la absorcin de humedad
presente en el aire o por la inmersin en agua,
siendo dependiente del grado de polaridad de cada
plstico. Por ejemplo, los plsticos no polares como
el PE, PP. PP. PS, PTFE. absorben muy poca agua;
en cambio, los plasticos polares como los
Polialllidas o los Polisteres termoplsticos,
absorben gran cantidad de ella: en el ca:o de los
dos ltimos SI;! requiere de secado antes de
procesarlos y de un "acondi cionamiento" en las
piezas recin inyectadas para que alcancen un
grado de humedad determinado.
En estos materiales el porcentaje de humedad
afecta las propiedades finales de las piezas
fabricadas.
5.6. PERMEABILIDAD
La permeabilidad es una propiedad que tiene gran
importancia en la utilizacin de los plsticos del
sector envase. por ejemplo. en lminas. pelculas y
botel las.
La permeabilidad frente a gases y vapor de agua es
un criterio esencial para la seleccin del tipo de
material , segn el producto a envasar: alimentos,
frutas frescas. bebidas carbonatadas. embutidos y
otros. Adems del tipo de plstico. la permeabilidad
tambin depende del grosor y de la temperatura.
En la mayora de los casos, se requiere que los
materiales plsticos eviten el paso de determinados
gases como el CO
2
, el N0
2
el vapor de agua y
otros, pero tambin se encuentran casos en que es
importante que se permita el paso de Sll stancias
como el 0
1
en el caso de legumbres y carnes frias,
que requieren "rcspirar" para conservar una buena
apariencia.
.-
JI
JI
..
4
...
JI
,
,
1
J
j
J
J
1
J
j
1
J
e
j
.J
J
J
J
J
.-
5.7. FRICClON y DESGASTE
El comportam cnto de los plsticos ante la fr iccin
es muy complejo, se caracteriza por la interaccin
de los materiales involucrados en el [t.:nmcno. la
estructura superficial. el lubricante, la carga
especifica y la velocidad de desplazamiento. Una
aplicacin tpIca son los rodamientos. los nds
importantes estn formados por el par pls tico-
acero .
Un fenmeno a considerar en este caso es el
desprendimiento de calor a traves del elemento
metlico. Por esa razn slo tienen sentido los
datos de coeficientes de friccin referido,; a pares
de mater iales especficos.
6. FORMA DE
PRESENTACION
Existe una gran variedad de procedimientos de
transformacin de plsticos, cada UII O de los cuales
es resultado de la adaptacin a las necesidades
concretas de cada material y de las piezas que se
desean obtener. Los polmeros tcnnoplsti cos se
presentan en diversas rormas:
Polvos (1 - 100 >,m)
Pastas
Pellets (3 mm aproximadamente)
Cubos
Lentejas
Cilindros
Aglomerados
Granulados
Ciertos procesos requieren rormas especficas de la
materia prima y en algunos casos, el manejo,
almacenamiento y sistemas de alimentacin y
dosificacin son las que determinan la \!leccin.
EL MUl\"DO DE LOS \'LASTICOS 17
Generalmente los polmeros utilizados como
materia prima se envusun en sacos de 25 Kg. o en
tambores de 100 Kg, a veces se encuentran
presentaciones en cajas de cartn y contenedores de
hasta 500 Kg. Son transportados a granel en carros
tanque con cargas de 15 toneladas O en carros de
ferrocarril desde 40 a 80 [ons. El abastecimiento de
materia prima a granel normalmente se almacena
en silos de 7 111 . de dimctro y 20 m. de altura y es
transportada a los equipos de transformacin
med iante sistemas neumti cos.
Las resinas tcrmofijas en forma de polvos se
abastecen comnmente en sacos, las pastas y
resi nas lquidas en tambores y carros tanque.
Los e!astmeros sc venden en forma de bloques
para rormular compuestos. Algunos son paslas y
otros se presentan cn forma de escamas.
7. DESCRIPCION GENERAL
POR PLASTICO
Esta seccin incluye informacin sobre los
princ ipales plsticos que han alcanzado importancia
comercial .
El anli sis est divi dido en dos partes principales:
tcrmoplslicos y termofijos. Asimismo, los
direrentes lipos de plast icos estn agrupados en
famil ias: Olefnicas. Vi nilicas, Epxicos. ele. y
para cada poli mero o sistema de resinas se
proporci ona ademas, informaci n sobre la
estructura qumica esenc ial. destacando algunas
consideraciones ge nerales de sus propiedades y su
mercado en Mx ico.
1 8 CAPITULO I
7.1. TERMOPLASTICOS
En forma general, un termoplstico es un material
slido que posee gran elasticidad a tempe ratura
ambiente y que se convierte en Ull lquido viscoso a
temperaturas superiores; el cambio puede ser
reversible. Debido a su a lto peso molecular, los
polmeros nunca se convierten ell fludos ligeros
(de baja viscosidad).
Es importante distingui r que el cambio de slido a
lqUIdo, comnmente llamado fusin puede
significar dos mecallismos enteramente diferentes
en dos clases de polmeros termoplsl icos. Una
c lase sera referida como "Termoplslicos
y la otra como "Termoplsticwi
Cris h{ nos"'
7. }.!. POLIOLEFINAS
Este grupo es ta formado por los plsticos ms
importantes a ni .... el comercial y su frmula qumica
consiste de tomos de carbono (e) e hidrgeno (11)
ex..:lusivrnnente, sin prescnc la de estructuras
anulares.
u) Pulieri/el1o (PE)
H H
-rC-Cl-
! I n
H H
El Polietileno es el plstico que ocupa el primer
Illg;:r en volumen de consumo n;:ciollal y mundial.
Su telllperatura de fusin Tf, se encuentra ent re
110 ) 135C. Su baja temperatura de transicin
vtrea (Tgl cst asociada con ulla bucna retencin
de propiedades me,;{lnicas incluyendo I1c.\ibil idad)"
I'cslslencw al impacto a bajas temperaturas.
l. os Polict ilcnos se c lasifican scgn su densidad,
propiedad que es un buen ind icador de l nive l de
cristalillidad, 1.'1 cllal a su vez afecta en fOfma
directa lll uchas propiedades. ta les como tenacidad,
permeabil idad a gases y resistencia a grasas.
Los grados de Polieli leno tamb in se c lasifican de
acuerdo a su ndice de flu idez. propiedad que
refleja su peso molecular. Esta propiedad es
particularmente importante para su procesamiento,
ya que los diversos mtodos exigen diferentes
ndices de flu idez. Por ejemplo, e l Illoldeo por
inyeccin requ iere de grados de alto flujo mientras
que la extrusin y termofonnado requieren de
grados de flu idez baja.
Para su t ransformac in y uso es importante
considerar que se pueden ut ilizar numerosos
ad itivos para cambiar considerablemente a lgunas
de las propiedades de los pol ietilcnos. Por ejemplo,
las elevadas temperaturas y la rad iacin UV,
provocan la oxidacin de la molcu la de l
Polieli leno que se refleja ell una aparlene1a
amarillenta en el producto, la cual puede reducirse
con la adicin de absorbed ores de radiaciones l}V y
antioxidantes. La flamabilidad puede controlarse a
tr<l\ s de retardan tes a la flama y sus propiedades
':> uperficiales pueden moditicarse con el uso de
agentes des lizantes, de entrecruzamiento o por
tratamientos externos como el tratamiento corona .
En los ldtimos desarrollos, los polietilenos tambi n
han sido modificados con aditi\os foto )'
biodegradables.
Potictil cno de l1aja Densidad (LDI'E)
Tiene U!1a estructura ram i tieada y es amorfo. se
comporta como un material altamente flexible y su
apariencia natural es tr" nslllcida. Flota en agua y en
la solucin de alcohol a l :50 %. con densidad en el
rango deO.910aO.925g/eIl1
3
.
Sus principales aplicaciones son las bolsas y
pelculas de empaque, tubo concluir y de riego,
recubrimiento de alambre y cable. juguetes y tapas.
Poli.::tilcno de Aha Densidad (I-!DPE)
Tiene una estructura ramificada y es cristalino,
presenta una menor flexibilidad que el de baja
densidad debido a su mayor peso molecular, por lo
que se dasifica C01110 un plastico Su
rango de densidad es de 0.941 a 0.965 g/cm
3
,
Los arlkulos fabricados con este tipo de Pol ictileno
son enseres domsticos. como cubetas, tinas y
reCipientes de cocina, botellas para jugos,
SIHllllpOOS. productos qumicos y aceites
indWitnales. as como cajas para refrescos. tarimas.
juguetes. tapas )' tubera para conduccin de
lquidos a alta presin.
l)ol ict ilc lI O Linc:1! (LLOrE)
El bajo grado de crista linidad del Polit:tilcll o
convencional de Baja Densidad es atribuido a las
ramificaciones cortas y largas las cuales
se forman durante la polimerizacin del eti leno
baJo alta presin.
Recientemente UIl lluevo lipo de Polietileno
denollllllado Polietileno Li neal de Baja Densidad
Illc rCmenta su popularidad debido a sus
propiedades superiores al Polictilcllo convencional
de Baja Densidad.
Su lineal se logra mediante un proceso
de polimerizacin de baja presin en presencia de
c<lwli,w.dores especiales y pequc1ias cant idades de
alfa-ole finas como co-monmeros. cuyo papel es el
de 11111fonniwr las ramificaciones cortas ti lo largo
de una estructura lineal.
El Polietileno li neal de baja densidad comparado
con el cOll\cllcional de baja dens idad del mismo
valor de densidad e ndice de l1uldez en
:1plicaciones U'des como pelculas y productos
moldeados tlexiblcs. es utilizado cuando se
requiere Illa)or impacto. resistencia al rasgado y
re .. istcllcia qumica en general. ) permi te en
p.:lrtic111ar disllllnu1r los calibres de pclculas
EL MUNDO DE LOS PLASTl COS 19
proporci onando un mayor rendimiento. Sin
embargo, su procesamienlo requiere ciertos ajustes
en el disei"lo y condicioncs de operacin de los
equipos convencionales.
Poli etileno dc Ultra Alto Peso Molecular (UHMWPE)
tipo de Polictileno presenta un peso molecular
10 veces ma)or al del Polieti leno regular. La
polimenzacin permite molculas lineales
asociadas con una a lta densidad y una elevada
cristalinidad. aunque la densidad reportada
corresponde al rango usual de alta denSIdad (0.940
a 0.980 glcm\ El comportamiento trmico del
material es lluis elastomrico que de plstico, es
decir, que el plstico sc conserva rgido an y
cuando se someta a un calentamiento continuo, y
esto es debido a los puntos de ent recruzamiento que
imposibilitan el deslizamiento de las
llIacromo lcu las.
El plstico se degradar cuando alcance su
temperatura de descomposicin, requiriendo de
procesos especia les para su transformacin como
son el moldeo por compresin y exlrusin forzada
con los cuales se obtienen barras)" placas para su
Ill.:lquinado posterior.
El UI-liv1WPE
sobresalientes que
tiene ciertas propiedades
lo cal ificnn como plsti co de
ingeniena. Su resistcncia <]uirnicn es elc\nda )'
tiene una gran resistencia al e11\ejecil1liento. a la
abrasin, al ilnpacto y a la fatiga.
Encuentra apl icaciones corno sustituto de metales
para la fabricac1n de cngr.:lnes. levas. poleas,
tornillos alimentadores, bases para suaj(ldo) corte.
h) PoliprtJpillt/HJ ( PP)
H H
e- e r
n
H eH
3
20 CAPITULO I
El Polipropileno es uno de los plsticos conocidos
como "Cofllodifies" por su alto volumen de
consumo, es en muchos aspeclOs muy parecido al
Polietilcno de Alta Densidad.
Su elevado punto de fusin de 175C proporciona
una mejor resistencia trmica, que permite su uso
en productos que requieren esterilizacin o
pasteurizacin por calor como lo son las jeringas
desechables o envases para alimentos.
Presenta una densidad menor del rango de 0.89 a
O.91g1cm' , En contraste al Polict ilcno. no existe
variacin significat iva en 1<1 tende ncia a la
cristalizacin entre los distintos grados.
adltivos como los agentes nucleantes y las
condiciones de procesamiento pueden tener un
fuerte erecto en la estruct ura cristalina y en
consecuencia. cn sus propiedades finales.
En general el Polipropileno presenta excelente
re sistcncia qumica. Puede ser ligeramente atacado
por algunos hidrocarburos no polares. tambin es
sensible a In degradacin por oxidacin con calor O
radiJcin UV. pero puede protegerse con aditivos
adecuados. Presenta una moderada rigidez y
tenacidad por lo que se clas irica como un plstico
sel1lirgido. Su resistencia a la abrasin es
particularmente buena en comparacin con el
Polie tileno.
b:isten dos tipos de Polipropileno: HOlllopolmero
) Cpolmero. Los primeros t ienden a ser frgi les a
bajas temperaturas debido a su alta temperatura de
transicin (Tg) de -20 oC.
Los Copolimeros son ms tenaces, se obtienen a
part ir de la copolilllerizacin del propdcno con
pequcias cantidades de etilello. butilo o
elastmcros de El Pol ipropileno
en general se puede procesar por los mtodos
COll\ncionales para tennoplsticos: In)eccin.
c:-..trusill. Soplado, Termorormado.
Las aplicaciones mas importantes del Polipropilcno
son las pel c ulas biorientadas utilizadas en el
empaque dI! botanas. pastas. galletas y productos
secos en general. fibras textiles para bajo
alCombras. raffia para la confeccin de costales.
cuerda::. y cabos marinos,
ornamentales. as como
moldeados por inyeccin
automotriz cama carcaz.:1.s de
de aceite.
cintas adhesivas y
diversos artculos
para la industria
bateras y depsitos
Para el sector domstico sc lisa en recipientes y
contenedores para alimentos. Los grados
modificados
aplicaciones
industria
con cargas
de uso ms
automotri7 y
electrodomsticos.
se emplean para
rudo igualmente en
algunos aparatos
c) Cupolmer o de Elilel1() y Acetf/to de
Vil1ifu (EVA)
Es un termoplstio:.:o que se obtiene de la
copol imeriz<Jcin del et ileno con acetato de vinilo.
Existen diferentes grado::. dependiendo del
contenido de acetato de vinilo que mxi mo puede
alcanzar el 50% como mximo.
Debido a que se reduce la regularidad de las
cadenas del Polietilcno. baja la cr ista linidad )
consecuentemente la rigidez del material . A medida
que se incrementa el contenido de acetato de vinilo,
aumenta la transparencia, fl exibil idad, las
propiedades de barrera y las propiedades
superficiales.
Esto permite que las pelculas y lami nas prcsenten
buena permeabilidad al vapor de agua y re::'lstencia
a grasas y aceites, disminuyendo el des lizamiento,
tendi endo a \ol\crse pegajoso.
Principalmente se aplica cn la Cabricacin de
pelculas termocncogibles. sellos
bebidas carbonatadas (Iiners)
para tapas de
y en suelas
espumadas para za patos tenis y sandali as.
VI17J.' --------------------------------------------
f
i
f
t
!
J
l
j
,
,
J
(
Su comportamiento a la tlama no difiere mucho de
las dClll:. poholefinas, c:\.cepto que desprende un
olor a vinagre durante la combustin.
7.1.2. V/NILlCOS
Aunque este grupo csl formado por un nmero
importante de polmeros que presentan cierta
similitud en su qumica. el ms
importante es el Pol ic!orUfO de Vini!o. que ser
descrito en esta 5l:ccin ,
(1) Polic/omro de Villilf1 ( PVC)
H H
1 1
r e- e
n
H el
Este pl:>tico conocido ms cOllllmmente por sus
siglas como PVC, es UIlO de los polmeros
denominados comodities y se cons idera tambin
como e l IlUb verst il debido a su posibilidad de
formulac in con dis tintos tipos de aditivos que
pueden alterar sus propiedades considerablemente
dando lugar [l 11ll<l <ll11plia \:u'ied[ld de aplicaciones
como compuesto rgido, l1exibJc, pl[lstisol,
organosol y espumas, que se pueden procesar por
todos los mctodos con\ cncionales para plslicos.
desde ext ru,:in. in)ecc ill) soplado hasta procesos
c.':>peciales como sinteri7..<lcin, calandreo )
rotollloldco.
El PVC tlCIlC buena resist\:neia 4umil.:a. S1l1
embargo, algunos sohentes polares se aprovechan
como adhesi\os para este plstlco. Su resistencia al
IIltc1llperislllo puede ser excelente cuando se
\ncorporun los ndili\os cOIl\cnienles, lo que
expl ica sus f!.\tensos liSOS exteriores po.ra
constrw;;Cln en Europa ) Estados Unidos. En
Mxico debido <1 1 ngulo dI: incIdencia de los rayos
solaf\!s plI(;de presentar ciertos problemas de
degradaci n )\\1 la mod ifi cacin con
aditi\,os ab:.orbedorcs de luz ultravioleta.
EL DE LOS PLASTTCOS 21
La presencin de los {nomos de cloro en la unidad
repetitiva est asociada con la propiedad de
autoe:>.. tUl guibilidad de este polmero.
El uso de cstabilizadore s al calor corno aditivo en el
PVC, es indispensable para facilitar el
proces:lmiemo y cvitar la degradaci n causada por
las altas temperaturas.
El PVC presenta buenas propiedades aislantes para
sistemas eh!ctricCl S baja frecuencia. A clevadas
frecuencias la prdida dielctrica es nlta. de hecho,
la generacin de calor asoc iada es uti Jiluda
ventajosamente para la configuracin de lll1culos
como sah avidas )' juguetes sellados por alta
frecllcncia.
h) Polic/orllro dI! V"i/o Rigido (PVC-R)
Es el resultado de la formulacin de la resma
obtcllida por el proceso de masa o suspensin con
diversos aditi\os como modificadores dc impacto
para dismi nuir su fragilidad natural , cargas para
inc relllentar sus propiedades mecnicas, adems de
cstabililadores ) pigmentos que norma lmente se
uti lizan en cualquicra de los compuestos.
Los arti cll los tabricados pueden ser transparentes,
> opacos dependiendo de la
fonnulacin. Se clasifica como plstico sernirigido
) presenta ulla densidad del rango de 1.3 hasta
1.6 g /cm
J
Entre las principoles aplicaciones de este plastico se
incluyen garrafollc:; para agua. botellas para
s ha mpoo ) algunas OIT<\S, rambin se fabr ica
lmina transparente para emases denominados
'blister pack" )- opaca para las lal]etas de crdito.
La tubera santari; e hidru li ca tambicn es de rvc
rgido, a;j i como los perfi les par:.! persia nas,
Illuebles) marcos de ventnna.
22 CAPITVLO I
e) Policloruro de Villilo Flexihle (PVC-F)
El compuesto PVC Flexible se logra mezclando
la resina de PVC COI1 plastificantes que consisten en
cierto tipo de aceites que confieren flexibili dad al
producto. al igual que otros aditivos que se eligen
dependiendo de la apl icacin fina l. Los artcul os
resultantes pueden ser transparentes, translcidos ti
opacos.
Su densidad promedio es de 1.3 g/cm), puede ser
fOI"nHdado COI1 agentes cspul11antes que disminuirn
este valor, C0l110 en el caso de las boyas marinas.
Este compuesto de PVC se ut iliza para fabricar
pelculas transparentes para envolt ura de carnes y
alimentos. para la confeccin de diversos arlclllos
como bolsas, impermeables, juguetes nOables y la
fabricacin de caLwdo ten is y sandalias.
El recubrimiento de alambre y cable para bajas
frecuenc ias es de pve nexible, as como las
mangueras para uso mdico y jard inl:ria. La
industria dril juguete util iza este plst ico en grandes
proporciones. Las telas y pieles para
tapicera de muebles y as ientos automotrices son
tambin de este tipo de PVC.
El rvc pucde presentarse en forma lquida como
el1l ul siones C0l11 0 suspensiones de partculas en
plastificantes. A estos se les denomi na
Plastl!>ules Organosole.\.
7.1.3. ESTIREN/ CaS
EII este grupo se clasifican una gran variedad de
Ilomopolllleros y copolmcros de simi lar
estructura qUl11lC:l cuya peculiaridad es la
presenCia del anillo aromtico bencen ico,
pro .. eniente del monmero de est ireno que es la
base de ellos.
a) Poliestirello (PS)
H H
I I
--f
e-e-
I I - n
H@
Es uno de los plasticos denomI nados cOlllodilies.
Como la mayora de los plsticos, ste se encuentra
disponible en una amplia variedad de grados que
corresponden a diferentes mtodos de fabri cacin y
formulncin con d iversos tipos de aditivos.
Basicameme, ex isten tres ti pos de poliestireno:
Poliest ireno Cristal
Poliestireno Impacto
Poli estireno Expansible
Polieslircno CriS1a1
Se trata del hOl11opoli mero que se obtiene
directamente de la polimerizacin del estire no. Es
de estruc tura amorfa, se cons idera uno de los
plsticos de mayor transpare ncia y brillo
superficial. Sin cmbargo, tambin presenta alta
rigidez y fragilid.:ld.
Es cons ider.:ldo tambin como uno de los plsti cos
de ms fcil proccsamiento. No requiere secado)
presenta m nimas contracciones de moldeo.
Se fabrica n piezas de diseos complicados por el
mtodo de inyeccin y, por extrusin. se producen
perfiles y lmina para termoformado o cancelera.
Sus aplicaciones se dirigen a campos donde no se
requiera de estabili dad a la imemperie )<1 que la luz
ult ravioleta causa amarillamiento )' prdida de
propiedades mecll icas.
J
I
J
I
I
,
I
Sus usos ms comunes son los estuches para audio
casseUe:., envases)' vaj illas desechables, algunos
juguetes. canceleria para interiores y joyera de
fantasa.
l'olicslircllo Impacto
Debido a la fragilidad del hOlllopolmcro de
estircllo sin modificar. se desarrollaron grados con
mayores ndices de resistencia al Impacto, a traves
de la copol imcrizacin del estireno con polmeros
eJastomricos, principalmente polibutadieno.
Esta modificacin se efecta por el mtodo de
copolimeriL.acin al azar, provocando una
reduccin de la transparencia dependiendo de la
cantidad de poli butadieno que se utilice. que puede
ser desde 2% hasta 9%, que a su vez: genera otfa
subclasificacin:
Poliestireno Medio Impacto (2% a 5%)
Poliestireno Alto Impacto (5% a 9%)
El Poliestircno :v1edio Impacto es traslcido y se
emrlca prcticamcnte en las mismas aplicaciones
del Poliestireno Cristal donde la transparencia no es
importante> se requiere de una mayor resistencia
al impacto. por ejcmplo en el cuerpo de l cassette
taMO de audio como video.
El Poliestireno Alto Impacto presenta apanenc13
opaca por su alto contenido de butadieno y es
empleado en la fabri cacin de algunas carcazas de
uso ligero.
Para aumentar la resistencia al impacto si n
modificar la transparencia original del Poliestireno
Cristal. se debe utilizar el metodo de
copo limeri zacin en bloque. de manera que las
pH1clllas c lastomricas logren una dispersin muy
fi na) no arecten la Tg. de l polmero base. Con este
llllOdo se rueden alcanzar l l i ~ l e s de hast:l 30 %
de Butadieno sin afectar la trans parencia. Este
copolmero se denotnllla ESlircno-Butadieno (SIl).
EL MUNDO DE LOS PLASTICOS 23
PotieSl ireno Expansible (E PS)
Cuando durante la pol imerizacin del monmero de
esireno se incorpora un agente expansor como el
n-pentano se logra obtener un producto que puede
ser espumado cuando se somete a un procesamiento
que invol ucra el uso de vapor saturado.
La espuma de Poliestireno presenta excelentes
propiedades de aislamiento trmico y acstico,
tiene muy baja densidad, utilizndose en
construccin de viviendas. edificios, aislante de
depsitos fri gorficos, vasos desechables del tipo
trmico, empaques para uso agrcola, pesca y
artculos frgiles que requieran proteccin contra
los golpes. Se distingue como un producto blanco
muy ligero y de estructura cel ul ar que puede
desmoronarse.
h) ESfirello AcrilOllifrilo (SAN)
La copol imeri zacill al azar de 20 a 30% de
unidades repeti tivas de acrilonitrilo con
Poliestireno permite plsticos que tienen Illuchas de
las propiedades ti les del Poliestircno, como son la
transparencia. brillo supertlcial y facilidad de
proce!.amiento. favorecidos por las propiedades que
imparte el acrilonitrilo que son resistencia trmica
y qumica. El S\N es COl11llll en aplicaciones de
enseres domsticos. como \asos de licuadora.
vaji llas y capelos protectores de di ... crsos aparatos
elctricos.
e) Acri/oll;frilo- BuUidiello- ESfirellQ (A BS)
Como indica su nombre. el ABS es el resu ltado de
la combinac in de tres Illonmeros que originan un
plastico que se presenta en una gran variedad de
grados depend iendo de las proporciones utilizadas
de cada uno.
De manera geneml. ~ e puede cOllsiderar que cada
monll1cro participa en el polmero imparti endo las
siguientes propiedades:
'UnpJ:-
24 CAPITULO J
Ac rilonitrito. - Resistencia qumica y t rmica
Olltadicl1o.- al illlpacto
Esti rcllo. - Brillo) procesabi lidad
El ABS es un plstico rnu)' versti l t!n sus
aplicaciones. las cuales incluyen princIpalmente
carcazas para diversos aparatos elctricos )
domsticos, siendo la tn:lS tipica la de los eltonos.
Otra aplicacin importante son las cubiertas
internas de las puertas de refrigeradores crtrcazas
de computadoras. Se pucde utilinr tambin para In
fabricacin de tubera sanitaria como sustituto del
PVC y por su caraclenslica de ser CfOIllUblc se
utiliza ampliamente en la industria automotr;.
7. /.4. ACRIUCOS
Existe un gran I1l1!l1ero de polmeros formados con
unidades repet itivas de tipO Acr lico. Sin embargo.
el Pol imetil-Met:.crilato es el nico polmero de
toda la serie, que tiene suficiente temperat ura de
transicin vtrea para formar un plstico moldeable.
Los dems tipos poll11eros acrlicos sc cmplean
como adhes ivos y pinturas o bien COIllO
elastmeros.
o) Polilll el il M efrtcrillllo (PMJ-IA)
H H
-Le e L
I I - n
H s-a-eH,
a
La mas conocida y propiedad del
PMMA, conocido como "Acrlico" es su
e:-.:ce lente transparencia. Esta caracteristica est
soportada en su buena rigidez, a(.;epwble resistencia
al impacto, gran resislencia a\ intempcrismo )"
buena resistencia qumIca, exccpto para algunos
sohcntes orgnicos.
A drerencia de la mayora de los tennop lsticos, es
ms comn obtener este plstico en forma de
Illlinas mediante un proceso de vaciado
conocido como "castlllg", aunque tambin se
presenta en forma de grnulos o pellets para
procesarse por in) eccin yexrrllsin.
El Acrilico se puede lIsar en forma transparcme
nat ural o co loreado para diversos articu las que van
dcsde domos, pie.!as decorativas. luminarias.
anuncios luminosos. rcflectores de automvil.
Como lmina opaca se lisa para la fabricacin de
muebles de baIlO. por ejemplo las tinas de
'jacuu i",
7. 1.5. POLlA MIDAS
,-
o H
-W-
'i "
C- N-'---
- n
OH H O
11 1 1 1
-R' - e- N -rR\-N- e
LV 'GJ
El grupo de la!'> Poliamidas tambin conocidos
COIll O es uno de los ms variados. se
caractenLa n por contener cadenas con unidades
repetitivas de tipo Amida.
Son consideradas como Plsticos de Ingeniera ),
dependiendo de l proceso util izado para la obtencin
) del tipo dt;: mntcrias primas, se pueden lograr
innumerables grados dc cstos polmeros.
Aunque pueden ser clasificadas de muchas formas,
la divisin ms comull cs por el tipo de rl!accin
utilizada para Sll obtenCIn:
I
.-
.t
J
i
r
I
..
..
L
,
I
,
Por Adicin, - Utiliza lactamas de estructura
cclica, donde la materia prima ms comn es
la caprolactama. que or igina la denominada
Poliamida 6, por contener seis lomos de
carbono en su estructura molecular como
unidad repetitiva.
Por Condensacin,- Utiliza diaminas y cidos
grasos. Dependiendo del nmero de carbonos
de c<lda reactivo, la Poliamida obtendrj su
nombre, siendo la mas comn de t!ste tipo [a
Poliamida 6/6 por provel11r de la
hexamctilendiamina y del cido adpico.
Las Poliamidas ms utiliZt1das comercial mente son
la Poliamida 6 y la Poliumida 6/6, siendo muy
parecidas en sus propiedades .
El xito de este cipo de materiales como una de las
principales clases de plsticos de ingeniera est
asociado con su buen balance de propiedades
mecnicas y qumicas. Sobresale su resistencia al
desgaste y abrasin as como ti la fatiga, tensin e
impacto.
Una caracten stl ca importante que debe
considerarse en el uso de las Pol iamidas es su
elevada nbsorcin de humedad que ocasiona una
pobre estabilidad dimensional. y por tanto, pmn su
proccsamienco es indispensable su secado previo.
La resi stenc ia termica es particularmente buena.
siempre ) cuando no se sometan a cargas
fluctuantes. Existen grados modificados con cargas
minerales y fib ra de vidrio con lo cual se logran
propiedades de resistencia a l impacto, a la tensin y
tmlcas superiores a los convencionales. Tambin
existen lIpos autoextinguibles mediante el uso de
aditivos retardantes a la flama.
Las llumerosas aplicaciones de las Poliamidas
incluyen una gran variedad de componentes
mecnicos como engranes, bujes, levas c incluso
carcaLas completas de aparatos de uso rudo. La
industria automotriz; utiliza pIezas donde la
EL MUNDO DE LOS PLASTl COS 25
resistencia qumIca y trmica del Nylon es
importante, por ejempl o en el tapn de la gasolina.
depsitos de aceite, mangueras y cables.
Como pelcula, el Nylon presenta baja
permeabilidnd al oxigeno. grasas y aceites, 10 que
ha abierto el mercado de larni naciones para
empaque de carnes y qucsos envasados al alto
vaco.
Tambin es posible encontrar al Nylon del li pa 6
como tibra de uso textil y monofilamcntos usados
para la confeccin de cuerdas para llantas , redes e
hilo quirrgico. Otr05 lipos de Nylon de mayor
pe!:iO molecular se usan para la fabr icacin de
cerdas para cepillos de dientes .
7.1.6. POLIESTER TERMOPLASTlCO
La caracterist ica de esta familia de polmeros es la
presencia de eslabones ster -CO-O. Estos grupos
pueden destruirse con [a presencia de molculas de
agua a e levadas temperaturas genernndo una
reaccin de hidrlisis. por lo que estos plsticos
debcn procesarse en un estricto estado seco.
A temperatura ambiental no se ven afectados por la
humedad y, en particular, la baja absorcin de agua
contribuye a su buena estabilidad dimens ional.
(1) Polieliln Tereflu/(f/() (PET)
1
7
lr0. 1
r?);- O- C-,,,-c -1
H n
El PET fue introducido y es an muy utilizado
como fibra textil e industrial.
El crecimieIHo comercial de este producto como
bOlclla i tarro ha sido sorprendente. principalmente
en el envase de alimentos) bebidas carbonatadas.
por e l buen balance de propiedades de
26 CAPITULO I
permeabilidad a gases tales corno CO
2
, oxigeno y
nitrgeno, aunada a su resistencia qumica y
mecnica.
Existen tambin pelculas que se uti lizan en el
envase de alimentos, genemlmente en combinacin
con otros plsticos en laminacioncs y
coextrusiones, aunque su aplicacin mas
importante es para pelculas fotogrficas y cintas
magnticas para audio, video y cmputo, as corno
para aislami ento elctr ico.
Otra aplicacin muy importante del PET, es que
existen grados que permi ten su uso como plstico
de ingeniera para productos donde la resistencia
trmica y dielctrica, as como su apariencia
superficial de alto brillo son importantes, por
ejemplo, carcazas de planchas para el hogar, tapas
de distribuidor del automvi l y diversos
dispos iti vos para uso elctrico sustituyendo gra n
parle de las aplicaciones de las resinas fcnlicas .
Los grados de ingeniera generalmente se formulan
con adi t ivos retardantes a la nama, fibras y cargas
que imparten mejores propiedades de resistencia
trmica y mecnicas al polmero.
La propi edad mas singu lar del PET, es que debido a
que muest ra una baja temperatura de transicin
vtrea (Tg=70 oC), Se puede controlar el grado de
cristal inidad del polmero mediante el proceso de
transformacin, es decir, que SI se enfra
razonablemente rpido desde su estado fundido,
arriba de 270 oC, ha: ta una temperatura menor ti la
de transicin vtrea, solidifica en estado arnorfo
obtenindose UIl producto de apanencla
tra nsparente.
Contrariamente. si el polimero se calienta por
arriba de la Tg, entonces toma ra lugar la
cristal izacin ) como consecuenc ia ef producto
moldeado sera opaco.
Para muchas aplicaciones, el PET se procesa
primeramente en estado amorfo y despus se le
proporcIona una orientacin uniaxial cuando se
fab rican fibras, cintas y lmi na, o biax ia l para
pelculas, botellas y tarros.
Mediante el proceso de moldeo por ll1ycccin se
pueden obtener objetos transparentes, si e l molde
utiliza temperaturas menores a 20 oC, o piezas
cr istalinas de buenas propiedades mecnicas que
son opacas cuando el molde se mantiene alrededor
de 120 Oc.
b) Polibutiln Tefef Ut/ato (PBT)
H O O
1
1
11 @ 11 1
r?}- o- e- O -e-ol
H n
La estructura qumica de este t ipo de Polister est
conformada con grupos (CH
2
)4, que son mas largos
y flex ibles que los del PET, por lo que e l PST
puede cristali zar ms rpido y norma lmente no se
encuentra amorfo en estado slido.
Las propiedades del PST son si milares a las del
PET en estado cristalino, y solamente se utiliza
como plstico de ingeniera, transformndose
principalmente por el mtodo de inyeccin.
Presenta elevada res istencia trmica. y excelentes
propiedades mecnicas y dielct ricas , as como un
brillo superficial sobresaliente.
Sus pr incipales aplicaciones se encuentran en la
sustitucin de plasticos termofijos como la Resina
Fenlica, en partes que deben soportar altas
temperaturas como son carcazas de planchas y tapa
de punteras para motores de automvi les.
UUJ7h------------------------------------
..
-
"
,
&
I
l
I
I
I
l
J
7.1.7. POLlCARBONA TO (Pe)
CH,
-01
CH O n
,
Los Policarbonatos pueden ser considerados como
Po1isteres de cido carbnico. Presentan una
estructura amorfa y una baja tendencia a la
cristalizacill.
Las caractersticas sobresalientes del Policarbonato
son su tenacidad y resistencia al impacto, las cuales
son superiores a las de la mayora de los plsticos
rgidos, transparentes y sin modificar, razn por la
cual son considerados como plsticos de ingeniera.
La naturaleza no cristalina del pe. tiene como
consecuencia una baja contraccin de moldeo que
permite tolerancias dimensionales pequeas. La
estabilidad dimensional de piezas moldeadas es
muy buena y presenta baja absorcin de agua.
El pe de uso general es autoextinguible y existen
tambin grados especiales considerados como no
flamables. Al igual que otros plsticos, se puede
modificar con fibras y cargas minerales que
proporcionan gran variedad de grados.
La resistencia qumica de este plstico no es
particularmente buena. Los hidrocarburos, steres,
cetonas, aminas y bases fuertes pueden afectar
severamente sus caractersticas fsicas.
Entre las numerosas aplicaciones del Policarbonato,
muchas involucran la combinacin de transparencia
y tenacidad. Las ventanas de seguridad de lugares
pblicos, domos, mamparas, luminarias de I::l va
pblica y faros automotrices son algunos ejemplos
de stas.
Debido a que es un matcrial atxico, se han abierto
sus aplicaciones al sector de envase de alimentos,
como son las botellas retornables para agua y leclte,
EL MUNDO DE LOS I'LASTlCOS 27
as como diversas aplicaciones de uso domstico,
por ejemplo, biberones y recipientes para uso en
hornos de microondas y finalmente en artculos
para uso mdico, ya que es un material que soporta
diferentes tratamientos de ester ilizacin.
Su resistencia al impacto y a la flama son
requeridas en la fabricacin de carcazas de aparatos
y herramiemas de uso rudo. Tambin se usa en
cuerpos de cmaras fotogrficas , conectores,
capacitares y pelculas donde la estabi lidad
dimensional es muy importante.
7.1.8. I'OLJOXIDO DE METlLENO (POM)
H
-E
I -;
e-o-
I - n
H
Este grupo de polmeros se caracterizan por la
presencia de unidades repetitivas ter -0- en su
estructura qumica)' estn considerados como los
plsticos de mayor cristal inidad, en consecuencia
opacos. Se les conoce como "Acetales".
Existen bas icamente dos tipos de Acetales:
Homopolimeros
Copolmeros
Los homopolmeros presentan una densidad de
1.4 g/cm). Esta elevada densidad comparada con
la mayora de los termoplsticos refleja el
empaquetamiento compacto de sus cadenas
molcculares de tipo lincaL
La copolimerizacin tiende:1 dismi nuir ligeramente
la densidad y la temperatura de fusin.
28 CAPITULO T
Ambos tipos de Acetales presentan excelentes
propiedades mec nicas que los distinguen entre los
mejores plsticos de ingeniera.
Las aplicaciones de los Acetales
cons isten en partes pequei13s
generalmente
que deben
desempef.ar una importante funci n mecnica.
requieren de estrechas to lerancias de estabilidad
dimensional. movimiento continuo, y friccin, por
10 qut! pueden sustituir a aleaciones de aluminio,
bronce y acero.
l.a industria automotriz. por ejemp lo, hace uso de
los Acetales en engranes, cojinetes, rodam ientos,
levas y e mbragues. Su resistencia a la gaso lina
justifica su uso en partes del carburador y de la
bomba de l combustible.
Existen tambien UlI nmero importante de
ap licaciones de t ipo domstico como son los
cierres, encendedores, hroches y, en plomera,
debido a su resistencia a l agua fra y caliente,
v lvulas, llaves, regaderas y coladeras.
Al que marse o exponerse a un sobrecalentamiento
durante su procesamiento, se descompone
desprendiendo gas de formaldehdo que tiene un
olor irritante. ~ o es posible modificarlo con
aditivos retarduntes a la flama debido a que pueden
reaccIOnar con el formaldehdo, ge nerando
explos iones dentro de la maquinaria.
7.2. TERMOFIJOS
La definicin ms simple de un plstico Te rmotijo
es que son mater iales rgidos que tienen una
estructura molecular compleja tipo red, generada
por una reaccin no reversiblo;: entre dos o ms
componentes, la cual tiene lugar durante el proceso
de moldeo.
Las reaccioncs involucradas pueden ser act ivadas
por tempe ratura, mezc lado o por catlisis y los
procesos de moldeo son distintos a los procesos de
los termop lsticos. Al que marse simpl emente
carbonizan o se degradan en otras substancias.
Existen diversos t ipos
Te nnofijas ori entados
de sistemas de Res inas
pri ncipalment e a las
indust rias de adhesivos, pillt uras y recubrimientos.
Actualmente, su empleo es cada vez menor debido
a que son mater iales no recie lables, son sustituidos
por poli meros te rmoplsti cos.
7.2.1. SISTEMAS FORMALDEHIDO
Cons isten en una serie de pol meros termofijos que
involucran la reaccin del formaldehdo con tres
sustancias qu mi cas con contenido de hidrgeno
reacl ivo: Fena l, Urea o Melamina, que fo rman
redes moleculares tr idimens ionales.
Las res lll as re lat ivas al formaldchdo
frec uentemente se componen con fib ras y cargas
ta les como: harina de madera, fibras de a-ce lulosa,
s lices y otras cargas mi nerales.
Para propsitos de moldeo, generalmente son
abastecidas en forma de polvos u hoj ue las y
algunas veces compactados en for ma de past illas o
masillas.
Los sistemas del Fonnaldch do tambin son
ut il izados corno res inas aglomerantes, adhesivos y
recubrimientos.
a) Resilla Fefl licll (PF)
Se basa en la reaccin entre el Fenal y el
Forma ldehdo. Este fue e l primer plstico existente
a nivel comerc ial con la marca de 8akelita".
Sus propi edades se basan en una elevada r igidez,
estabi lidad dimensional a elevadas temperaturas y
baja tlamabil idad. Ge neralmente son frgiles y
solamente pueden obtenerse en colores obscuros y
opacos.
~ h
s
I
..
JI
..
JI
..
J
..
.:
-'
J
l
1.
Las aplicaciones de moldeo incluyen partes para
aislamiento trmico de enseres domsticos como
asas, perillas, mangos de sartenes y para diversos
componentes elctricos, por ejemplo: conectores,
enchufes y algunas piezas automotrices tales como
las tapas del distribuidor. Sirven como aglutinante
de arenas abrasivas para esmeri les y pulidoras,
balatas, madera comprimida, moldes de arenn para
fundicin de metales o Como adhesivo.
b)
Abarca resinas basadas en Urea-Formaldehdo o
Melamina- Fonnaldehdo. Tanto la urea como la
melamina i ncluyen el grupo alllino (NH!), de donde
se deriva el nombre de este grupo de resinas.
Los Aminoplsticos. de manera contraria a los
Fenlicos, pueden ser traslcidos o en colores
claros lo cual es adecuado cuando las
consideraciones estticas son importantes.
Mclamina-Formaldchdo (MF)
Estas resinas se caracterizan por su excelente
resistencia al agua .
Su aplicacin ms comn SOI1 las vajillas para uso
domstico y comercial, las cuales pueden decorarse
con etiquetas de papel durante el proceso de
moldeo.
Tambin se uti lizan en las capas superficiales de
laminados de madera aglomerada como la
formaica. Sirven como adhesivos para pegar
madera y en el tratamiento dc papel y textiles,
particularmente por su resistencia a la humedad.
Urea-Formaldehido (UF)
Estas resinas son transparentes y se utilizan
prcticamente en las mismas aplicaciones de las
resinas Fenlicas cuando los requerimientos de
color justifican su alto costo.
EL MUNDO DE LOS PLASTICOS 29
No es muy cOlnn su uso como plstico para
moldeo y por lo tanto, es especialmente conocido
como resina para pinturas y adhesivos.
7.2.2. SISTEMAS DE POLIESTER
INSA TURAIJO (UP)
El principal componente de las resinas de Polister
lnsaturado llamadas tambin simplemente "Resinas
Polister" consiste en cadenas polimricas
relativamente pequeas resultantes de la reaccin
controlada entre un cido di funcional o anhdrido y
un alcohol de tipo glicol. Los en laces que se forman
son de tipo ster de donde proviene su nombre.
Los cidos utilizados son: anhdrido malcico, cido
furnrico o anhdrido ftalico, cido isoftlico. cido
tereftlico y cido adpico. Los glicoles incluyen el
etiln-glicol, dipropiln-glicol y glicerina.
Otro componente principal es un monmero capaz
de polimerizar tambin como reactivo en las
insaturaciones de las molculas de Polister para
fonnar interconexiones y as redes moleculares
tridimensionales.
La proporcin del monrnero utilizado es del rango
de 30% a 50%. Los monmeros de baja viscosidad
sirven a su vez como diluyentes de la alta
viscos idad que presentan las molculas de
Polister. Ejemplos de monmeros incluyen al
estireno, a -Ill etil -estireno, ... inil tolueno y
metil - metacrilato.
Los sistemas de Resinas Polister. generalmente
son abastecidos con un aditivo inhibidor que
previene o retarda el reticulado prematuro. Por el
contrario, para que la reaccin se efecte se utilizan
aditivos conocidos como iniciadores. acele radores
o catalizadores.
Los sistemas de UP pueden subdividirse en dos
grupos: aquellos que curan a temperatura ambiente
30 CAPITULO I
y aquellos qut! requieren altas temperaturas de
curado.
En general, las propiedades de los artculos hechos
con sistemas de resinas polister dependen de la
composicin qumica del sistema.
Las principales aplicaciones incluyen sistemas
usados en combinacin con fibra de vidrio para la
construccin de embarcaciones, cllasis de autos.
tinacos, albercas) diversos artculos ornamentales
como macetas y En forma natural se
utiliza para el encJpsulado de productos. Si se usan
cargas minerales se pueden hacer imitaciones de
escul turas de tmirrna!. porcelana y piedra.
Al igual que termofijos tambin las
Resinas Poli0ster se utilian en la industria de
pinturas. barn ices, adhesivos y aglomerantes.
Aunque la naturalcL1 de estos materiales los hace
ser fcilmente flamables, es posible formular
grados relardanlcs a la flama. Su resistencia
qumica es elevada y sus propiedades mecnicas
dependen directamente de las caractersticas de las
matenas primas empleadas en la formulacin.
7.2.3. S ISTEMAS EPOXICOS
Los s istemas Epxicos son una clase de resi nas
termofijas cuyo grupo caracterist ico se conoce
como grupo "Epxido", Estas son el resultado de la
reaccin c ntre la Epiclorhidrina yAcidos
Multifuncionales. Aminas o Alcoholes. La ms
comlI de estas resinas esta basada en Bisfenol-A.
El curado puede llevarse a tcmper3tura ambiente o
a temperaturas elevadas e indistintamente requiere
de agentes de endur(;!cimiento o catalizadores.
Las propiedades de las Resinas Epoxi dependen de
su composicin qumica y forma de curado, pero
son supuiores a sistemas menos costosos, por
ejemplo. los de Resina Polister.
Los productos moldeados COIl sistemas Epxicos
pueden ser duros, tenaces y resistentes a la fat iga.
Se conocen por sus excelentes propiedades de
adhes in a la mayora de los materiales, incluyendo
metales.
Presentan buenas propiedades elctricas con un
bajo factor de disipacin y excelclHe resistencia
qumica y trmica, Existen grados bromados
particularmente resistentes a la flama.
Las aplicaciones incluyen recubrimientos de
proteccin a la corrosin de metales, por ejemplo,
para lalas de envase de alimentos y pinturas
anticorrosivas. Tambin se fabr ican diversos
dispositivos elctricos y electrnicos, aglomerantes
) adhesivos.
7.2.4. POLfURETANOS
Los sistemas de Poliuretano forman un amplio
grupo de materiales polimricos que contienen el
grupo qumico "UreuIIJo". Estos incl uyen Sistemas
Termofjos Lquidos y Termoplstieos Slidos.
En trminos simples la formacin macromolcula
de los Poli urelanos ocurre por la reacc in que se
gene ra al combi nar un poliol y un isocianato.
El Po!iuretano se conoce por su presentacin como
espumas rgidas y fle,,-ibles de diferentes
densidades, las cuales dependen del tipo de aditivos
) de la qumica de los reactivos involucrados.
Estas espumas se caracterizan por su alto poder de
aislamielHo trmi co y su elevada resistencia a la
compresin. Su color es blanco para las flexibles y
amarillo paja para las rgidas. Las propiedades
pueden vaflar a mpliamente, dependiendo del
sistema que se milice.
Para ciertas piezas donde la resistencia a la
abrasin es importante, se moldean piezas de
Poli uretJno de tipo elastomrico conocido tambin
t
j
~
1
~
~
~
--.
~
i
JC
J
..
.!
..
~
.f
l
,.
1.
l'
.r
1
l
.1
I
A
I
~
l
1
l'
..
..
..
:
l
) .;
como TPU o Poliuretnno Tennoplstico. debido a
que puede tnoldearse por process convencionales
de [os termoplsticos.
Las aplicaciones varan de manera abundante y
algunas son espumas para fabricacin de muebles,
asientos automotrices, pneles de aislamiento
trmico y acstico, calzado, adhesivos y
recubrimientos.
7.2.5. SIUCONES
Los silicones son materiales sintcticos constituidos
por combinaciones del silicio, con una estructura
qumica fundamental de silicio-oxgeno.
Existen una gran variedad de productos de silicn
que se suministran en forma de aceites, resinas y
elastmeros. De stos productos bsicos se derivan
otros compuestos corno pastas, agentes espumantes,
grasas, agcntcs de Impregnacin, agentes
desmo ldantes, agentes de acoplamineto (silanos) y
aditivos para pinturas.
Sus propiedades de estabilidad a la temperatura,
desde - 100 Oc hasta 250 Oc, repelencia al agua,
resistencia a las radiaciones, a los hongos y
microorganismos, no txico y su
comportam ienro dielctrico,
continuamentc aumenten [as
aplicacin de estos productos .
han hecho
posibilidades
buen
que
de
Los silicones tienen gran variedad de campos de
aplicac in. Ayudan a resolver problemas en las
industrias del hule y de los plsticos en general, en
la ingc niera elctrica v e lectrnica, en las
industrias de la construccin, en la fabricacin de
pinturas, papcl, cuero y textiles, en la medicina, as
como en la industria qumica en general.
EL MUNDO DE LOS I'LASTICOS 31
8. SEGMENTACION DEL
CONSUMO DE PLASTICOS
La segmentacin utilizada se ha definido de
acuerdo a la Sociedad de la Industr ia del Plstico
(SP!), con el objet ivo de unifurmizar conceptos.
Para cada mercado se incluyen las sigu ientes
aplicaciones:
8. l .J. ENVASE Y EMPAQUE
Es e l sector ms Importante de l consumo de
plsticos.
Es importante mencionar la difere ncia que existe
entre envase, empaque y embalaje.
Envase
Es e l material rgido o flexib le que almacena,
protege y est en contacto directo con el producto .
Incluye: botellas, tarros, vasos, charolas, pelculas
flex ibles para hacer bolsas, cubetas, baldes, tapas,
blister. clam-shel ls. sacos de raffia, tambores,
barriles.
Empaque
Su funcin es proteger y transporta r diversos
productos envasados. Generalmente son rgidos,
por ejemplo, cajas, tari mas, espumas protectoras.
Embalaje
Es e l material flexible que sujeta y refuerza al
empaque, por ejemplo, flejes, cintas, cuerdas,
peliculas para pellet izado.
8.1.2. CONSUMO
El mercado de consumo abarca mu) diversas piezas
de uso cotidiano como; Ul1culos para el hogar,
cuidado personal, deportes y recreacin, oficina,
escuela. acceso nos fotogrficos. el calzado,
32 CAPITULO [
equipaje, tarjetas de crdito, botones, utensilios de
jardn.
8.1.3. ADHESIVOS Y RECUBRiMIENTOS
Est compuesto por aplicaciones de plsticos
tennofijos, principalmente para fabricacin de
adhesivos, tintas para impresin, esmaltes, pinturas
y barnices.
8.1.4. CONSTRUCCJON
En Mxico, este mercado ha crecido
considerablemente en los ltimos tres aos debido a
importantes proyectos de contratistas para la
construccin de edificios, carreleras, as como en la
moderniLucin de Jos drenajes y duetos para
electricidad y tt:lefona.
Sus aplicaciones son: tubos rgidos y flexibles,
tanques, pcrfil era para estructuras, pneles, domos,
pisos, puertas, ve ntanas, accesorios para baos,
enrejados. cercas y barandales, artculos para
iluminacin, alfombras.
8.1.5. MUEBLES
Este mercado ha sufrido contracciones debido a la
importacin de producto termi nado. Los productos
son: sillas, sill ones, telas para tapicera, colchones,
caninas y persianas, lmparas y marcos.
8.1.6. INDUSTRJAL
Incluye partes para lodo tipo de maquinari a como:
engranes, bujas, poleas, carcazas, herramientas,
contenedores y tubera para procesos qumicos y
alimenticios.
8. 1.7. ELECTRlCO-ELECTRONICO
Es un sector altamente demandado por sus
propiedades de aislamiento elctrico: recubri miento
de alambre y cable, componentes electrnicos
como res istencias, contactares, cintas magnticas,
bateras y partes para equipos de comunicacin,
cmputo, de audio y video.
8.1.8. TRANSI'ORTACION
Se define como mercado de transportac in, al que
agrupa aplicaciones de los plsticos en
automviles, camiones, aUlObuses, motocicletas,
bicic letas , aviones, vehculos militares, barcos,
botes y vehculos rec reativos.
8.1.9. OTROS
Se incluyen aplicaciones para uso agrcola y
medicina, disposi tivos de separacin para procesos
antlcontaminantes y resinas intercambiadoras de
iones para la puri ficacin de agua.
PROCESOS DE
TRANSFORMACION
INSTITUTO MEXICANO DEL PlASTICO INDUSTRIAL, S.C.
'
I
I
f
I
i
l
z
O
PROCESOS DE TRANSFORMACION
INDlCE
l. GENERALIDADES .......................................................................................... .
1 1 HISTORIA.
I '2 CLASIFICACION
2. EXTRUSION ...... .......... .. .
'21 ..
'2 '2 D/:.St:R1PCION DEL PROCESO
2.3 DESCRlPCI01'J DEL EQUIPO
2.4 PEUCULA Tt:BULAR
'ZJ. EXTRlJSIO/\ DE T1)Un y PERFIL...
2.6. EXTRUSION DE LAMINA Y PELlCt..'LA EN DADO PLANO
27. RECl.BRlMIE:-<TO DE CABLE.
1.8. Ll'lF.AS DE PELLETIZ,\CION y PRODLCCION DE COMPUESTOS
. ...................... 1
,
.3
3
. 4
.....
.. 8
. ... 13
......... ,1 9
.2l
27
J. L'i'YECCION ............................................................................................................. . . ............ 33
3.1 DMIt"ICION .
3.2. !)!::SCR1I'CON DEL PROCESO ...
33. nF.SCRIPCION DEL EQUIPO.
4. SOPLADO ........................................... .
4.1 DFFI'IICION.
42 DESCRIPCIO/\ DEI. PROC[.<:;O
".J. DESCRlPCIOr-: DEL EQUIPO.
4 ... PROCESOS PARA LA OIJI"ENCIO'll DE REC1PIF.'1TES
5. TERMOFOR1\lADO ............... .
1 DEF!N!CIO"
'2 Dt.S<.:RIl'CIO;\, DEL PROCESO
3J DFSCRIPCIOK DEL. EQt.; IPO
. ... 33
. .. 3 ..
"
. .............. .5
.,
....
. .A8
"
. ..... . ........................
.53
"
.. .. 63
6. OTROS I'ROCESOS DE TRANSFORI\ IACIO'l ............................................ . . .... 65
6 I. ROT()\-[OLDLO .. ,
62. CAL\:-IDREO
6.3.II\IIIERS!Ol\
EV,\CIAOO
,,65
66
.67
.68
DO . "- DO
"'1' '
DO
,<] ,"' DO
'-..2J" I "..:J
DO ' ,,:: -C", DO
0000000000
OGGDDO J
7/ l'
...... - - -_.
-O
r
I
.
-:\ -.
PRINCIPALES CARACTERI STICAS DE LAS MAQUINAS
INYECTORAS KRAUSsMAFFEI
MODELO CAAACTEAISTlCA UNIDAD RANCi OS
SEAIE C FJE:RZA O!; CI;:RFE T:"!
(:";;:0 ;5100 1'00"25 m 170,'21)0 ,sex,
CIST i eARRAS
""
470xHO 5601;5';0
rM.'ANO PIJ.,WiA
""
SJJ>:S-lO 610xSl0 i45xTlJ
n S;O
'"
oc, ;00 :050 l:SC
totCL:lE n
,5: :-:0
'"
:::'?A::;DAD Il-iYE:CION GF?S
FATIO 34,8 3-,6 3545 s 3,4 44 S 4-4 5
FFESION I'lYE-::orl ARS 14052;.oJ 1!IXH5OC 14692429 145HJ77 146 .. ",60 14632'20
FeT eOMeA
"
;111$
" "
"m
.s
TAMAf,O
,."
31x' 3 2xl J 4 1 J S xl 7 6 2.1.
DE
D"
'"
270 :J5 5:5 515
C".: VACIO' liH 2650
,'.
,,.:.:
""
1400
PESO DE W.CIJ\j\
" "
S 11 105
'"
MODELO CARACTEAISTICA UNIDAD RANGOS
SERIE F;';::i'llA o:: CI='lFoE
"
'M
'00
B-J (!,\i'lF.A$ nn 55CxSOO 6:l0SO
..Art,"" nn 5101525 :45,, 95
"",ro
ex',a;: 9:exa:JO
""
540 570
'"
no
"'
'" "
,.
260
'"
pGFPS I'C4: 195-500
RA-:lO o:: IIIY::CCI:).., 300-95: 49J1110 535-1:;3! rs5-176
IAAQU:IIA 59121 6 h21 6 1 7 1 ! 3.2 2
MODELO CAAACTEAISTICA UNIDAD RANGOS
SERIE :UERZA OE CIERRE Tons 50," 550
a"
BM J IST I
"" """.
l000X900 10WxSJO
""
,m I'Sil \2:iO
VlNIMO MOLDE
'"
'" '"
ca
cA?ACMJ GFPS 19--11 1 ;'SS 19-5.5
'/:s 12.4.2.9 13C'1.:31 IHx31
MODELO CARACTEP,ISTICA UNIDAD AANGOS
SERIE-M fUERZA J E CIERRE To> 1000'"
"OO
1!.OO
''"
7,00 2700
OST .. 14r1C:l1120 15OOx1250 l.!OOl1400 18CilK20-:lO 2QoJOJ1!.O) 21001;1700
""
"'"
"'"
'lOO
"""
XO
Mlrl \f.OLO::
"n ".,,'"
000-14;)0 !jOC \OO 1COOo1700 I!OO-lS\.'O
CAFACIOAD INYECC Ks GPPS 25a 5 iUx\2.1 H12.1 5 S 72S. S 729:
f"W,I;C IAAQUINA MIS 12jHI 11! \ 156-\1; IS 7la 1 193O i
'EUROMAP 6 " INCLUYE SERIE CM "'ES SERIE MC
Mannesmann Pipe & SteeJ Corporation
Representante/Distribuidor
575.;6tO
u
71Cl710 &lQxSOO 9OOxaOO 1000x930
llCDl1tW 1270:<'200 1271);12".<l 15Jo:xH5oJ
13) '4-:0 'M'
7C()"6!O 7':iHI94 9SS.56 '7
3.2-.5 , '4 5 3 '-4, I 3 1-4 S
1445:242-) 141'2! 20 1411"S'i \05-23-,9
"
'5 i'S';o i5i11J
8 1 9 a J 7412 4 9 2x2 a
915 gIS
'" ''"
:6.3 H H
:;';0 4:0 :JO
'ld:.b;IGX 1"40>.1,0.:
",o
1170
3. 300
. .,
U2S31 ;;9221;0 '8'117C
113:3111 ISZ:;:-3131
95.24 lO h24 105A24
:r.:oc 30m .000
2240);1800
22:0
".,
l1Q':::OC I100-Z:.oJO
,000-"'"
.739 o g 139 o
,Q225 19. \2\.0 20 222.9
Fuente de Pirmides No. 1, Desp_ 504 Col. Tecamachalco C.P 53950 Estado de Mxi co, Apartado Postal 32-140
HUES TRA DIRECCIDH: Ters. 589-6930, 589-7301, 589-7204, 294-9019 Fax 2949039
Paseo de los Tamanndos No .. 400 A Y B, Edificio Arcos Torre 1, PISO 6, Col. Bosques de las lomas, C.P. 05120, Mexlco, D.F
j
J
1
J
CAPITULO 11
PROCESOS DE
TRANSFORMACION
1. GENERALIDADES
1.1. HISTORIA
;\ la par del descubrimiento ) s nl.;si s de
materiales plsticos, la creatividad del hombre ha
ideado fmlllas p<lra molckarlos COil el objeto de
:'i3tist:1cer sus necesiebdes Por ejemplo: la
Sll;:,litllcin de 1llalenaks Il"<Idiciollales C0l110 el
vid"io. metlll. l11<ldera o cer:illlic3. por otros Illle\S
'lIle permiten obrener ulla m..:juri:t propicd.1Cks,
t"uo:.:ilidad de obtencin ), por bs nccesiebdes del
presellle s lgl o. la po:,ibilldad de illlplcl11elllar
pn:\duu;iclIles masivas d,; arliculos d..: Ito consulllo
ahaJo CO::.IO.
El llflcil11ientu de los pl"<Jce-;(ls de Illoldeu de
materiales plsticos. se "cmonta " 0poc.:ls bblicas
con el li SO del bitlll11Cll. par;] b ulI1fecci<1l de la
Can3.!>la en la que se pLISO al pillriarca hebreo
i\loises en e l ri,l Nilo:- <.:11 <.:1 dI! esk Illatenal en
lel. de cemento para edirlcar t:1l 13abilollia. Al
seguir el curso de la hislolin. detect:ll1 liSO:.
d..: rl:SIl1<lS natura ies como d <lmhM ("11 Joyena en la
llltit;u:J Roma. la laca '"-'0 111 0 rcclIbrillli..:nto en la
Illdl:l. pcl\lta.,> de hule ll:JtlIl:11 p;r:I .l llt.::!-lh rltuale::. cn
Amric, ('cntral. ) otra::,. 1=. 11 1839,
Guodycar d,,:sl.:ubriLl el p\"\lceso de \'u1can17aelon
del hule con azufre. pero an no se puede hablar de
procesos de moldeo comercmles o industriales.
I:::n 1868 Parh.es. en Londres. idea el moldeo de
nitrato de celulosa utilizando rodillos. una pequeila
cantidad de
COlllpucsto
productos)
:;01\ente ) calor para plastilicar el
[os memos para el desarrollo de
procesos para moldear cominllaron, y
ell I X72 se patenta la primer mquina de in)ecein.
panl Illoldear lli1falO de celulosa. pero debido a la
tlamabilidad de -.:ste nHltcrial y peligrosidad dc
trabajar. el prc,;sLl no se
Al de sl;,!lo XIX. 105 lmicos materiales
pbSIIC\b para liSOS pr:icticos eran el
Sh .:llac (Idea). 1;1 Guita Pen.:ha. la Ebonita) d
Ce lulokle. el lllbar ) el bilLJlllell, moldeados n
rUl"lllaS aI"lcsanalc:".
Ln 1926. ICI expansin de Il1C1teriales poli1l1ricos y
l:!s .:\.pcncll-.:ias en el diseiio de mquinas para
eslilllulan 1;1 creacin de nHiCJtlltlns COIl
aplicClcill imlUSll" 1l1. en la construcc in y
f:lbricacilln el1 serie de de 0mbolo.
p,lr 1;.1 -;11110.::.1:; Jd PUl lt:sllrenu (PS) )
\..:rllctJ (P\ lI\IAL
2 CAPITULO 11
En 1935 Pwl Troester, en i\1e111:lniZl. construye una
mquina extrusora de termop lsticos, basada el!
diseiios anlCl"ion:s pnra el de hules.
A partir de estas f;chas il11ela el uso ele clectricldad
para el calentamIento, que sustituye al vapor. En
Italia se gCllcra el cotlcepto dd lISU de husillos
gemelos. En 19.3X, se concibe la idea indllsirial de
t,;rmofOfl1lado, y en 1940...:1 moldeo por soplado. A
la fecha, se cuenta con la eXlstencia de cientos de
polmeros patentados; de ellos aproximadamente 30
son imprescindiblcs. Los prodLlctos manufacturados
COI1 plsticos, son obtenidos por ms de 20
procesos de moldeo distintos. aproximadamente 10
gobienHlIl la mayor parte del volumen de plsticos
transfOrlllados.
1.2. CLASIFICACION
Para fac il itar el estudio de los Procesos ele
'1 ransforlllacin se clasitic.:lll en:
Procesos para Tcrmophi sti cos:
Extrusin
Inyeccin
Sopl;)do
T erm o formado
Calandreo
Silllerizado
Recubrimiento por cuchillas
Inmersin
Procesos [lar:! Te rmofijos:
Laminado
Transferencia
Embobinado de tilamento continuo
Pultrusin
Pr ocesos p:l ra Termupl:'is ticus.\' Termufi jos:
Vacmcto
RolOl11nlJe
Compresin
EspreaJo
RlM
Aunque eXiste Ull nlllTlerO mayor de procesos de
moldeo de plsticos, los anteriores se pueden
encontrar con ms frccucncia.
Qlm clasificacin de procesos de
Se basa en los cambios del estado
que sufre el plastico demro de la maquinaria. P'.s,
podemos encontrar la siguiente divisin:
Procesos Primarios
Procesos Secundarios
En el primer caso. el plstico es moldeado a travs
de un proceso trmico donde el material pasa por el
estado lquidu y finalmente se solidifica. mientras
que en los procesos secundarios se utilizan medios
mecnicos o neumaticos para formar el artculo
final sin pasar por la fusin dd plstico.
Con base en estos criterios, los procesos de
transformacin principales se clasifican como:
Procesos Prinlll ri os
E""\lrusill
Inyeccin
SoplAdo
Calandreo
Inmersin
Rotollloldeo
Compresin
Procesos Sec undari os
Termoformado
Doblado
Corte
Torneado
Barrenado
...
2. EXTRUSION
2.1. DEFDII CION
Es un proceso contLllllO. en el que la resma es
fundida por la accin de temperatura) friccin. es
for/.ada a pasar por UIl dado que le proporciona una
forma definida. ) 1!11rriada finalmente par,: evit,:r
ckfoflnaciones r(!rl11anClllcs. fabrica n por eSlc
tubos, pt\rfilcs. pclculas, manguera.
(mina, filamentos y pcllclS.
2. / . /. RES 711/ CC/OiYES
Presl!nta aha produCli\ dad) es e l proceso m:is
importante de obtencin de forma:. en
\olulllcn de produccin. Su operacin es de las ms
ya que ulla \el estab lecidas las
condiciones de opl!racin. b produccin COntina
sin problemas siclllpre y cuando 110 eXIsta UIl
disturbio mayor. 1:1 <':0::.10 de la maquinaria de
c:\trusin es modl!rado. en comparacin con otros
procesos como in}cccln. soplado o calandn:o. )
con una but::na Oe'lbtlidad para cambios de
PROCESOS DE TRANSFORMACIOi\ 3
2.1.2. APLlCA CJO!\ ES ACTUALI::S
A cont inuacin. se en listan productos que se
encuentran en el mercado, transformados por el
proceso de extrusin:
Pelc ula Tubular
Bolsa (comercial. supermercado)
Pelcula plstica para uso diverso
Pelcula para arropado de cultivos
Bolsa para envus(.: de alimentos y productos d(.:
alto COllsumo
Tuberia
T uberia para conduccin de agua y
Mangu\:!ra para jardin
r-.languera para uso mdico (transfusiones.
sondas)
Popoles
n tcubrimicnl o
Alambre para liSO elctrico)- telernico
produclOs sin de hacer invcrsiollcs Per fi l
La restriccin prilH.:ipal que los productos
oblenidos por e'\lrtlsin do..:bcll tener ulla se.:cin
transvcrs,:l constante en cualquier PUll to de <;u
longi tud (mbo. lanlllla) O peridica (tubera
corrugada): qucd,:n c'\cluiuo) todos aquellos con
formas irregulares o no uniformes, La mayor panc
de los productos obtenIdos de una Illlea de
cxtrusill req uieren dc procesos po)!criorcs con el
fin dc hab ilitar adecuadamente el articu lo, C0l110 en
caso del sellado) r.::l1ftado, para la obtencin de
bolsas a pa11ir de pelkula tubular o la form:l.:in dc
la union o Sochet en el caso de tubera.
Hojas para pers iana
Ventanera
Canales de tlujo de agua
L"unina y Pelicul a Pla na
Raffia
Manteles para mesa e indiv iduales
Cinta Adhesi\l.l
Flejes para embalaje
I\ lonul1l;ll11 cnto
rilamentos
Alfombra (fil;unel1lo de las alfombras)
4 CAPI TULO 11
2.1.3. IMPORTASClA EN EL MERCA DO
LI1 M05:-..:ico. el proceso de extrusin es el m:s
importante tomando el] CUe nl:1 el volumen de
plstico transformado. En 19!)5 . ms del 50'}'o ete
todo el plstico moldeado se obtuvo por este
proceso, s in considerar que los proceso;; de soplatlo
) lermofonnado 1m olucrnn una fase de e:\. lrusin.
2. 2. DESCRIPCIO:\ DEL PROCESO
Dentro del proceso c\ lru:.in, \arias partes
deben identifi carse con el fin de flpl"cndcr
funcione:. :.abcr sus caracteri stic3S en el
caso de degir un CqlUpO detectar en donde se
puede genera r un problema en el m01llCnlQ de la
operacin.
La .,;:-..trusln. por su \ ersalilidad ) [lInplia
aplicacin,
dependiendo
extrui do.
suele di\ id I r.:;...: en
de la fOl'l11a de l dado
var i OS tipos.
y del producto
TOLVA
GARGANTA
As i la t'\[nL::,in puede ser:
De !LIbo perfil
De peliculn Illbular
De l:Jl1linu) pelicul:t plana
Recubrimiento de cable
De monofil;J.Ill(."11IO
Para pclleUL.1cioll) fabricacin de
com pue"to" (COIll poundi ng)
Independientemcnte del tipo de exlnlSlon que se
quiera analizar. todos guardan similitud hasta llegar
al dado c:\trusor.
Basicamentc. una de e:\. lrusion consta de un eje
rnel:il ico central con alabes helicoidales liumullt
husillo o lornd lo. Illstalado dentro de un d !11l J ro
l11ct::i.lico Ct111 una dc resiMen..:iJ ...
ekctncils.
Figllrll 2-1 I'ur/es Prillciflllle.\ de ///111 EXlrIIsorll.
HUSILLO CUBIERTA
BARRIL
;; 7"''''
ACOPLAMIENTO SOPORTE
/
CAJA DE
ENGRANES
\
MOTOR
..
En un extremo del cilindro ... e encuentra Ull onlicio
de entrada para la materia prima. donde se- 1l1!>lala
una taha de llirnentacin. generalmellte de rorma
cnica: en ese mismo extremo se encuentra el
sistema de accionamiellto dd husillo, COl11puc!>to
por un 1I10lor y un sIstema de reductin de
ve locidad.
En la punta del lomillo. !>(.' ubica la salid::! dcl
matenal cxlruido y el dado que forma finall11ente ni
plstico.
2.3. DESCRIPCIO:\ DEL EQUIPO
2.3.1. TOLVA
La toh a e:. el depsito de materia prima en donde
se colocan los pellets de material plstico para la
alimcnl;u:in continua del e:\trusor
Debe 1\':111.'1' dimensiones adecuadas p:na ser
cOl11pletalllCllte funcional: disclios Illal
pl<l1leados. pnnclpalmente 1.'11 los angulas de bajada
d .... mato.:ri,d. pueden prO\ ()I.:ar .... ::.uIIH:anllt.!nto!t
matenal) p:lI'u:, en la prl1ducI.:Illll
1".11 materiales qlle se clllpa(,;tan filcilmel1tc. UIW
luha con :,I!ttema \ibralUrio puede resol\\,:r el
problema. rLl lllPlcndo lo:. pm:nh.::. de matenal
formadl,}::' ) pennl tiemlo la Io!aida dd material a 1<1
garganta de alimemaciIl.
Si elllIatcrial a procesar I.::S problemtico an (,;ll la
h.lh J ell \ ibr;cln. la toh a IIpO l..:I"a mer es la Ulllca
que pucth: 10l"l.ar el m.llenal a Ihlll". empleandl1 Ull
torlllllo para la alimclltm:in
Lu Figuro '. ' el Pl"illCipi de
PROCESOS DE TRANSFOR,vIACION 5
TOLV ....
I
I """"O
I""igUrII ).) To/l'1I TiJU Crlllllt'r.
HUSILLO DE
AUMENTACION
Las IOhas de secado :.011 usadas para eliminar ia
humedad del material que esta siendo procesado.
sustituyen a equipos dI.: se(,;ado independi en tes de la
Illquin<l.
El! sistemas de c\.tnlslon I.:on mayor grado de
aUlomati zacin. se ':lH:ma con sistemas de
transporte de malcral desde contenedores hasta la
tol\ <1. por mediOS Ilculluiti.:os o mecnicos.
Otros equipos ,m'\ . lIarl.::' :.011 los dosilicadore:, de
adi ti H)s a la taha lo::. Imanes o magnetos para la
ob:-;truccin del pa::.u dI! materlale:. ferrosos. que
PUI,;C!:J1l dallar el husillo) ,ltras partc:s inlernas del
c.'\tI'USDI'.
1.J.2. Br1RRIL O Cr1i\'OS
Es un cilindro metlico que aloja al husil lo y
constituye d cut!rpn principal de Ullll lllqullla de
FJ barril debe tener una compatibi lidad y
reslstCIl.:ia al material que proc<;!::.ando. es
deCir. de un metal .:on la dureza Ilccesana para
reducir :llllllnilllo cun lqulcr
6 CAPITULO 11
La dureza del can se consigue utililando aceros
de difcrenu.:s tipos cuundo es ncccsmio se aplican
mtodos de t:ndurec1I11icnto superficial de las
paredes del can, que son [as que estn
c:\.pllcstas a 1m efectos de la abrasin y la corro::.in
durante la operacin (h!1 equipo
El cai'in cuenta con resistencias elctricas que
pmpOl'cionan una parte de la energa tnn ica que el
material requiere para ser fundido.
El sistema de resi stencias, en algunos casos va
cOl11plcl11elltado ton un sistema de enfriamiento
que puedt! ser por fiujo de liquido o pOf
ventiladores de aire.
ToJo el sistema de calentamiento es controlado
desde un tablero, donde las temperaturas de
proceso S.: estabkccn en fUllcion del tipo de
material del producto deseado.
Para la Il1l.'jor cOllservacin de la temperatura a lo
bnw ud ) prevcnir cambios en la calidad de
la por variaciones en la tel11per:llura
ambiente. ,e acostumbra ai,lar el cuerpo del Calln
con algn material de baja conductividnd
como la fibra de vidrio o el fieltro.
2.3.3. HUSILLO
Gracias n los imcnsos estudios sobre el
cornponarnicnto del nujo de los polmeros. el
husillo 11::1 evolLH.:ionudo ampliamente desde el auge
de la industria plstica hasta el grado de convertir:>e
en la parte que contiene la ma)or ICcllologia dentro
de una maquina de extrusin.
Por esto. es la pieza que en alto grado determina el
xito de una operacin de c:\.trusin.
La Figura ]-3 muestra la:> partes ms IInponanles
de un husillo.
Con base al diagrama. se de.,eribell a continuaCin
la:. dimensiones fundamentales para un husillo)
que. en los diferentes diseil!.. varan en funcin de
las propiedades de flujo del polmero fundido que
se desee prm.:csar o de la productiviJad que se
espera de la c.\.trusora. ladas las dimensiones que a
cont inuacin se detallarn son lllUy importantes de
considerar cuando se analir.:e la compra de un
equipo nuevo.
'/gllra J-J ,\IJIIII!IIdmllrtl lid
LONGITUD TOTAL I
LONGITUD DE __ ......,......,==:-:=;-___ -
I--O-O- S- '-Fl-C-A-C-'O-N---T=R""ANSICION AUMENTACION LONG. DEL MANGO
PROF. RADIO
l-rOOSJr
--I. '" I \ \ """- '\ \
l 1\\ \\ \\ \\
-L
RADIO
DIAMETRO OEl
EJE EN DOStFICACJQN
PROF. _
"')
ANCHO OE (RADIO l
ALABE ==-_ - DIAMETRO
DIAMETRO EXTERNO
AllMENTACtON
- -
-- LONG. COJINETE
DIAMETRO DEL
HUStLlO
-
a) AI/fbes u File/es
Los labes o que recorn.:n el husillo de UIl
extremo al otro, son lo::> \"erdadcros impulson;:::. del
material a tra ... s del extrusor. Las dllnensiOllcs y
formas que (:::.loS tengan, determinara el tipo de
material que SI,; pueda procesar)' la calidad de
meiclado de la masa al salir del equipo.
I'rofull didacJ del Fih:tc CII la ZOIl :l dc Alimentacin
E::i la entre el extremo del tilde)' la p':U1C
central o raz del husillo. En esta parte. los filetes
son IIlll) pronunciados con el objeto de transponar
lHHI gran caJllidad de malcrial al meriar del
extrusor, aceptando clmalcrial sin fundir y aire que
est atrapado enll'e el material slido.
Profund idad dd Fi lete en la Zona de Descarga o
Dos ificac in
En la mayora de los casos, es mucho lT\(,;nor a la
profundidad de filete en la alll1\cntacin. Ello licne
C0ll10 consecuencia la rcduc(,;in del volulI1en en
que el material
compresin sobre
tl"Unspol1ado. ejerciendo una
el Illaterial plastico. Estn
compresin es til para mejorar el mezclado del
maWflal y para la e:-..pulsi<in del airc que entrn Junto
(,;011 In materia pril1la alimentad:1-
n.elacin tk Compresin
C0l110 las profundidades de los no son
!as diferencias disean dependiendo
dcltipn de material a procesar.)(1 que los plsticos
tiencll componamlcntos distintos al !lUIr.
La n:lacin clllre la profulldid3d dd filete en la
) la profundidaJ del tilete en la
se dl!110nlin3 relilcin de compresin. El
resultado de este cllcicntc siempre mayor a llllO)
puedo.: Ileg.:lr hasta 4.5 en cienos materiales.
PROCESOS DI': TRANSFORMAClON 7
h) LUIIgiwd
Tiene una importancia especial; innuye en el
desernpeiio product ivo de la mnqulIIa y en el COStO
de sta.
hll1cionalmente, al aumentar la longitud del hus illo
y consecuentemente la del extrusor, tambin
aumenta la capacidad de plastifieacin y la
productividad de In mqUina. Esto significa que
operando dos e.\trusores en las mismas condiciones
de R.PM y temperatura que 05610 se distingan en
longitud. es posible que el extrusor de menor
longitud no tenga capaeidud de fundir o plastificar
el material despus de recorrer todo el extrusor,
Illicmras que el extrusor de mayor longitud ocupar
la longi tud adicional para continuar la
plaslificacin dosificara clmaterial perfectamente
fundido. en condiciones de fiuir por el dado.
Otro aspccto que St: mejora al incrementar la
longi tud es la calidad de mezclado y
hOl11ogt:neizacin del material. De esta forma, en
un extrusor pequeo la longi tud es suficiente para
fundir el material al llegar al final del mismo y el
plstico se dosifica mal mczclado.
En las mismas condiciones, un extrusor mayor
fundir el material antes de llegar al fina l yen el
sobrant..: segUir mezclando hasta
entregarlo homogneo. F.sto es imp0l1unte cuando
se procesan materiales pigmellwdos o con lotes
maestros (Illaster batch), de cargas O aditivos que
I"l!qulerall IIlcorporarse perfectamente en el
producto.
() Ditmetro
Es la dimensin que inOuyc directamente en la
capacidad de produccion dt: l.:t mquma.
generalmentl! crece en proporcill con la longitud
A dimetros mayores. la capacidad en
"-g hr es presumiblemente superior.
8 CAPITULO 11
Al incrementar esta dimensin debe hacerlo
tambil:11 la longit ud de husillo, ya que el aUIU:nto
de productividad debe ser apoyada por una mejor
capacidad de plastificacin.
Como consecut!ll cia de la impollancia que tienen la
longitud y el dimetro del equipo, y COI1 base en la
es trecha relac in que guardan entre s. se
acostumbra especificar las dimensiones principales
del husillo como ulla relacin longi llld/dimet ro
(UD). Comercial mente las relaciones UD ms
comunes van desde 20/ 1 hasta 30/! . aunque la
maquinaria especial fuera de estt: rango tambin
est disponible.
2.4. PELICULA TUBULAR
1.4.1. COMPONENTES DE UNA LINEA DE
PELICULA TUBULAR O SOPLADA
Cons iste tpicamente en: e:-.trusara, cabezal o dudo.
anillo de de enfrianllcnto. disposi tivo
estabilizador o calibrador de pclicul a, dispvSIli\o
de colapsa1llienlO de la burbuja. rodillo de tiro
superior. cmbobinadora y una torre estructural que
soport a las parl es anleriorl!s.
La distribucin de los componentes de la lnca de
pelcu la tubular se detalla en la Figura ] . -1.
BOBINA
RODILLO DE
COLAPSAMIENTO
TORRE
8URBUJA
PANEL DE
CONTROL
E:nRUSOR
Figurll ]-4 LIl t!1I l i t! EXlrw,ilI (Jt! J}ellcllltl Tuhular.
fI) D(lclo o Cabezal pum Pelit: uh, Tubular
El cabezal de una lnea de pelcula soplada. puede
definirse C0l110 un ncleo y una envolvente
cil ndricos y concntricos, separados por un espacio
que puede oscilar entre los 0.6 y 2.8 mm. llamado
abertura o tolerancia. Ambas estructuraS metl icas
estn controladas en temperatura por una serie de
resistencias elctr icas.
La funcin del cabezal es ofrecer al polmero
rundido la forma de un tubo de pared delgada de
espesor constante a lo largo de su circunferencia,
que se transforma en una pelcula por la accin de
ulla expansin longitudinal y transversal j) llegar a
la LOlla de formacin de la burbuja. La Figura 2-5.
ilustra la construcc in de un cabezal para pcicula
tubular.
Fi;:llrll 1-5 Ctlbl!:nf 111' EXlru ri/I Ile Pelclfla TI/hfllllr.
De la construccin del
tubular. las siguientes
importancia:
Ranuras de FllIjo Hclicoidal
;abezal para pelcula
part es son de gra.n
En el disell0 de un cabezal. se observa la
IIlCOIl\ en de tcner flujos total mente
longitudinalcs, ya que las partes slidas que dividen
el paso del malcrial y que son inevitables en el
ensamble del cabezal, pueden producir lneas de
unin o soldadura visibles a la sal ida del cabezal.
-
Este defecto puede ser eliminado al practicar
ranuras heli coidalcs en e l c uerpo del mandril o
parte cenlral del cabezal. Las ranuras que se
en profundidad a l avanzar lateral mente,
promueven un efecto de movimiento lateral del
mOleral, que en conjunto con el movimiento
a!>cendente longitudinal, provoca el
desvanecimiento de cualquier defecto por la
presencia de objetos estticos previos y, por
cOlls iguienlt=, homogeneza la salida del material
por el cabez,1] (ver Figura 2-6).
EL PI..A."'lCO
HORlUlmAl
YPtnCAUlEm'I!
ur.u.,
DfUNtO><
Fi;/Im 2-6 nI/jo (le 'fli.\tico en I<H CWlfllc.\ IIdicoidn/es riel
Cob/!wl.
Tornillos de Calibracin de Espesor
Se utilizan para instalar de manera perfectamente
concntrica las partes componentes dcl cabezal, lo
cual es ind ispensable dc::, pus de una labor de
desensamblc para su limpi cL.a y mantenimiento.
b) Anillo de Enfriamiento
Pr la accin del e:\.trusor, el polmero fundido
el cabezal, toma el perfi l tubular de los
labios del dado contina modificndose con un
longitudi nal por accin del tiro de
unos rodillos superires) una expansin lateral por
efecto de la presin del aire atrapado dentro de la
burbuja.
PROCESOS DE TRANSFORMACION 9
Si el enbeznl sc encuentra uniformemente centrado
) calentado y el material sale homogneo. la
pclicula se forma con un espesor y dimetro
constante.
El material extrudo recibe un enfriamiento
superficial mediante una corr iente de atre
proveniente del di spositivo llamado anillo de
enfr ii.lrl1 iellto .
El anillo de enfriamiento cmnple con las siguientes
runci ones:
Llevar e l material fundido al estado s lido
Estabi lit.ar a la burbuja en di6metro y forma
circul ar
Reducir la altura de la burbuja
En ciel10s casos. proporc ionar claridad a la
pelicula, deteniendo la cristalizacin del
polmero
t-. lejorar la produclividad
Las variables a cont rolar para llegar al mejor
enfri amiento de la pelcula son:
Volumen del aire
Velocidad de l ai re
Dire<.:cin del aire
l"emperatura del aire
Los diserlOS de ani llos de enfriamiento son
variados, dependiendo del t ipo de mate rial que Sto!
vaya a procesar.
Los cliseilos ms complicados son los anill os con
una) dos etapas de en fr iamiento. que se e ligen
segn los requerimie ntos de enfriamiento del
procc:.o.
10 CAPI TULO 11
Un esquema del anillo de enfriamiento de una y de
dos etapas se muestra en la Figura 2.
7
.
A.NIU..O DE ENFIWlIollENTO IUN LABIOI ANillO OI! 100S LABIOSI
_.
Fi;:lIrll l 7 Altillos Ile Elljri/llllie/lto.
Tambin en la parte de enfriamiento de la burbuja,
existen equipos con la opcin de enfriamiento
interno del prodUCID. Es cOllveniente aclarar que el
aire que se e ncuentra en e l mlerlor de la burbuja, en
equipo:> convencionales, se mantiene sin reemplazo
duranle toda la operacin de produccin. Esto
provoca que el en fri amiento principal so lo ocurra
por la acc in del anillo de enfriamiento.
En la operac in de equipos COn enfriamiento
interno. el rea de contacto se duplica. permitiendo
aumentos de productividad del 30 a l 50%. aUllquc
se requiere de un cabezal especial y un segundo
compresor para abastecer el inlerno.
e) Ullid(f(!es de ClIlihracilI
L:ls unidades de calibracin di!:ipositivos que
controlan el di metro de la burbuja se requieren
cuando se trabilja con la opcin de enfriamienlO
interno. Estas unidades constan de pcquei'os
rodillos soportados por ejes curvos dispuestos
alrededor de la burbuja y mant icnen
constantemente las dimensiones de sta.
Ad icionalmente. un sensor de dimetro colocado
justo arriba de la lnea de cllfriumi enlO, manda una
scal pum aumentar o reducir el volumen de aire;
con ello se puede lograr diferenci as de 2 mm en el
dimeLro.
Una ventaja mas de la circulacin interna de aire es
la reduccin de la tendencia de la pelcul a a
adherirse o bloquearse int ernamente, gracias a la
remocin de ciertos volini les emi tidos por el
polmero cal iente.
I:::,n los equipos si n enrriamiento imemo, debido a
que la camidad de aire en el imer ior de la burbuja
es constante, generalmente no requieren ms que
ajustes ocasionales dI! int roduccin o extraccin de
aire. para llevar la pelcula nueva ment e a las
dimensiones especificadas. En este caso, las
\ariaciones en la temperatura ambiente a lo largo
del da. pueden provocar ligeras variaciones en el
dinllletro. Cuando un mayor cont rol de dimensiones
sea requerido, se puede usar la unidad o canasta de
calibracin.
ti) U"itlatl de Tiro
lnclu)'e un marco para el colapsamiento de la
burbuja y Ull rod ill o dc prC'.{in y jalado de la
pelcula. que al igual que el embobinador, son
p;Hles que no innuyen en la productividad de una
de extrusin. pero tienen influencia en la
calidad del formado de la bobina de pelcula.
Lo primera parte de la unidad de tiro que tie ne
comacto con la pelcula es el marco de
cola ps:uniento que tiene la funci n de:
Llevar a la pelcula en forma de burbuj a a una
forma plana por medio de ulla disminucin
constante del area de paso
Evitar que durante el colapsamiento de la
burbuja se formen pI iegues o arrugas
El marco de colapsamicnto puede labricarse de
diversos malcriales que van desde tiras de madera
hasta rodillos de aluminiO lt otros metales. Los
parl1letros principales para el buen desempeo de
la unidad de colapsal11 ientu es la rri ccin cntre la
pelicllla, (;1 marco y los ngulos de colapsamiemo
de la burbuja.
-
I
J
I
L
L
1
e) Rodillo_" de Tiro
Aunque no arectan la produclJ' .. idad de la lnea de
e"'Lrusin. influyen en la calidad de la pelcula final,
ya que deben tirar uniformemente para no provocar
variaciones en el espesor. La pe lcula debe
oprim irse con la firmeza necesaria para evitar la
fuga de aire que pueda causar un descenso en el
dimetro fina l. Para el logro de esta ulti ma funcin,
uno o ambos rod illos son de acero recubierto con
hule y lino de el los est refrigerado.
J) Embobilllulores
Las unidades de embobinado de pelcula, SOI1
dispositivos pum la captacin del material
producido para slI m in slrarlo a mquinas de
procesado final como Impresoras, cortadoras,
selladoras, etctera.
Existen bsicarncllle dos tipos de cmbobinadores
De contacto
Centrales
Embobinadores de Contacto
En el embobinador de contacto, cl eje que portn el
ncleo sobre el cual se enrollara la bobina, llamado
rodillo de pelcula, no esta motorizado, pero gira
por la transmis in dcl movimiemo de otro rodi ll o
(sobre el cual se recarga) que s cuenta con un
motor accionador llamado rodillo de contacto.
El rodillo de contacto es fijo y puede estar cromado
o recubit:rto con hule. mientras que el rod illo de
pelcula no tiene un eje lijo) se muevc sobre un
riel curvado que malll iene la pres in constallle
elllre los dos rodillos.
La Figura ilustra el fUllcionamie nto de lIll
embobinador de contacto.
PROCESOS DE TRANSFORMACION 11
ROOU.OOE
CONTACTO
RODIU.O
FiKll rff 1-8 Embohimlf(or ((11: COIIIIlCIO.
Este t ipo de embobinador es el de mayor uso en las
lneas de pelcula soplnda. Sus vcntnjas son:
simplicidad de operacin y economa. Desventajas:
slo produce bobinas apretadas y tiene dificultad
para producir rollos de pelcula angosta de gran
longitud.
Embobinadores Cenlrates
En los embobinadores centrales, el rodillo de la
pelcula est motoriz.ado, varia de velocidad al
incremcntarse el dimetro de la bobina, as como
varia el torque para mantener constante la te nsin
en el producto. Todas es tas variacioncs son
controladas por computadora.
La Figura 2-9, muestra la const ruccin de un
embobinador central.
D
1,-1
'/ \
, '- \
L - -..l----=====
c
.........
m
Figll rll 2-9 Stl:JJUJ dI! 1:'",hofjlf(/(fo Celllrlll.
El uso sIstemas cOlllputari/ados \ ue!ve al
enrol lado central costoso. ) en cierta forma. ms
compltcado de manejar en comparacin con el
cmboblllador de contacto
12 CAPIT ULO 11
Entre las ventajas del sistema de embobinado
central est la produccin de bobinas de baja
te nsin de enrol lado, que reduce la sensibilidad de
los rol los al encogimiento post-enrollado.
2.4.2. COEXTRUSION DE PELlCULA
El proceso de coextrusin de pelicula IUbular, cobra
illlponancia por la gran \crsatilidad y va riedad de
pelculas que se pueden obtener. Entre sus usos se
la combi nac in propiedades de dos
distintos polmeros para obtener un producto con la
suma de sus ventajas en una pelcula sandwich,
para obtener un espesor menor y reducir el costo
del producto.
Las diferencias bsica!. entre una lnea de exlrusiIl
de pelcula y una de coc:\lrusin, se obsen.an en la
aparicin de dos o ms extrusores y la modificacin
del cabezal o dado con la adicin de ms canales de
flujo. Generalmente se coextruycn materiales que
tengan compatibilidad lisica y condiciones de
exl rusin sinll lares.
Cuando los poli meros que van a formar una
pelcula de varias capas tiene n compatibilidad
fsica es posible que se unan sin la neces idad de
utilizar sustancias intermcdias quc fu ncionen corn o
adhesivos. Por otra pnl'tc, si los lIlateriales tiene
condiciones de cxtrusin parecidas se tcnddn
menos problemas en los diseos del cabezal
1:. 1 extrusor o extrusores adicionales proporcionan
el material que formar las capas secundarias en la
petcula terminada, como se observa en la
Figu/'LI. ].10.
MATERIAL'
==rERIAl " .. '
FigUf(/ 2-10 pll ro ProducciII de Pelculll
Coexfmi/u, Tres
Las siguientes panes del sistema. son las mismas
que las de una lnea de extrus in sencilla.
2.4.3. APLICAClON DE LOS PRODUCTOS
A continuacin. se cll listan algunos de los artcu los
terminados ms comullcs que se producen en un:.!
linea de pelcula tubular:
Bolsa comercial
Bolsa para empaque (alimentos. diversos)
Pelcula para uso agrcola (teln agrcola)
Bolsa desprcndiblc para autose rvicio
Pelcu la encogib le para embalaje
Bolsa para transporte de basura
Sacos indu!.triales
Otros
po
I
I
1
j
1
La Ilstt! anterior slo pretclldc ilustrar usos
gcneraks. sin embargo. los usos especiticos son
limitados. principalmente en el Se<.: tor de envase,
siendo el mercado que consullle el mayor volumen
de plsticos.
2.5. EXTRUSION DE TUBO Y
PERFIL
2.5. /. COMPONENTES DE U L1NE/l
Este proceso consta de una extrusora con un discll0
de barri l ) husillo adecuado a l tipo de material que
se quiera procesar. En la produccin de tubo y
perfil, el plstico de uso ms comn es el
Policloruro de Vinilo (PVC). UUJ1(jue la tubera de
Polietileno es tambin usada por su bajo costo.
En el extremo del extrusor, un cabezal o dado
conformani al polmero en estado plstico a las
dimcn.)iones del tubo o perfil requeridos. Sin
embargo, para asegurar la exactitud de dimensiones
CORTADOR
BOBINADOR
TENSION
JALADOR
F(r: 11f1l ]." Ullelllle l'uherl/S plll'lll'dliofcjillilS.
RIEL UNIDAD DE
DESCARGA
CORTAOOR
SOPLADOR JALADOR
DE RESIDUOS
Figllrlf 1-/1 L{m'lI dI! "crjiles pI/m' 1!/11II11U(II.
I'ROCI':SOS DI': TRANSFor1AcrON 13
del producto, se hace necesaria la instalacin de la
una unidad de formacin O calibracin , en la cual.
el tubo o perfil adquirir las dimensiones que
aseguren los po.'>teriore.'> ensambles soldaduras
que con ellos se hagan.
Una vez logradas las dimensiones del producto, una
tina de enfriamiento remueve el calor excedente,
evi tando cualquier deformacin posterior de l
producto. Antes de la tina de enfriamiento, 110 es
po"ible ap licar ningn esfuerzo o presin al
producto sin correr el riesgo de provocarle una
deformacin permanente. Junto a la ti na de
enfriamiento, un elemento de tiro aplica una
tellsin o jalado constante nI material para que este
siempre en 1ll0\ imiento. Por ltimo. dependiendo
de la flexi bilidad del producto. una unidad de corte
o de enrollado prepara el producto para su
diSlribucin . \ eontinuncin. se muestran arreglos
tpicos de lnens de cxtru!iin de tuberia Oexiblt:
(Figura 1-/1). perfil (Figllra 1-11) y tubera
(Figura 2-/ J).
ENFRIAMIENTO
TANQUe DE
VACIO
FORMADOR
TANQUE DE
VACIO
EXTRUSOR
EXTRUSOR
DOBLE HUSILLO
DADOY
CALIBRADORES
PA NEL DE
CONTROL
TOLVA
14 CAPITULO IT
JALAOOR
FORMADOR CORTADOR
UNIDAD DE
ENFRIAMIENTO
TANQUE DE
VACIO
DADO
DE CAMPANA
Figllrll 2- /3 UI/e/l Ile Tuherflllll! Rigiflo.
a) Dudo o Cabezal fiara Tubera
Cuatro tipos de cabezal se pueden en los
equipos para la produccin de tubera: el cabezal
con rnandril-araia, el cabezal con mandril en
espiral, el cabezal con al imentacin lateral y e l
cabel.ul o dado eDil paquete de mallas. Cada uno de
estos disCli os proporciona direrentes patrones de
fluj o para el plst ico, debiendo seleccionar el tipo
ms adecuado pam evitur efectos de degr3dacin
del polimero o ddectos de calidad en el producto.
Esqw,:mtical1lcnle estos tipos se muestran el1 la
Figura 2-1./,
/oIANDRll SOSTENIDO
POR ARAA "',
Mot.NORll
ot.lI.'>IEN TAC10N
LATERAL
ngllm2-14 TipO;} de Cabew/t!s Imm Tuherll.
AllMEtnACI!)N
INFERIOR
IdANORll
AllME'HACION
INFERIOR. CON
OISTRIBUIOQR
HElICQIDAl
El cabt!zal con mandril -araa es empleado en el
procesamiento de PVC; ste por su
tendenc ia a la degradacin, exigc canales de flujo
que no causcn turbulcncias ni estancamientos de
material. Un diagrama ejemplifica este tipo de
cabezal en la Figllra 1-/5.
FORMADOR
EXTRUSOR
V
'"''O
Ir- ,c,,,
"
L ::\',
,t"
_1iJ
,
,
-
c'fi,
IrI
,
T
r
""
r'
,
\21
"
' 'tw
,""
AM,lOOEl
ENTRAOAOI'
CAUBRADOR
PLASTlCO
MANl{Rll
ARANA
Figllrn l-H Cllhe:a/ eOIl ,u(//ulri/Arflf; ll.
b) Sistemas de Calibracin de TI/beria
rienen la func in de proporcionar al tubo el
dimetro especificado y la for ma circular que el
producto requiere.
Se pueden dist in.:;uir dos tipo:. de sistemas de
cal ibracin, con base en la forma de la pared del
tubo produc ido:
Calibracin para tubera de pared lisa
Cal ibracin para tubera de pared corrugada
A su \ e7_ cada uno de los sistemas anteriores se
clasifican en los siguientes principios de
funcionamiento:
Calibracin externa utili7...ando vaco
Calibracin interna utilizando presin
Las cuatro combinaciones resultanres se explican
con detalle a continuac in.
f
e
1
l
..
4
JI
J
J
J
,
I
J
I
1
I
I
I
1
,
1
1
e) Calibracin de Tubera Pared Usa
Cali br:lcin E.\If'rna (vado)
Por el vol umen de tuber;a que se produce por este
mtodo, es la forma de c<.Jlibracin que se encuentra
con m::J.yor frecuencia. La Figura 2-16, muestra los
principios de este sistema y es la base para la
explicacin posterior.
FORMAOQR
I
/
,
"". -=-. ",
, ,
lIT
.. ,
. 'h '"
=
It, .. ,: " ,' .. 'C
'.
,.
I
VACIQ
Figur/l 1-16 Si stell/(J de Jibmci6" l:::Clt!flltl I!II p"I!(/ Lisfl
por V"t"n.
En este tipo de calibracin, el vacio provocado en
la parte del mbo ocasiona una di ferencia de
pres iones que hace que el polmero. an moldeable
por la temperatura elevada a que se encuentra. se
mantenga en contacto con el tubo formador
metlico, que tiene un dimetro interior igual al
dimetro exterior que se es pecfica para el
producto.
La inmers in total o aspersin de agua de
enfriamiento sumini stra la estabilidad final para
evitar deformaciones posteri ores.
Calibracin E'(terna (presin)
En la calibracin externa por presin, el m1smo
efecto de diferencia cntre la presin exterior e
interior de l tubo plastico, promueve la formacin
del tubo contra las part!des de l tubo de ca li bracin,
con la diferencia de que en este caso es aire el que
se in)'ecta al merior del tubo que es cxtruido. La
Figura 2- ilustra el proceso.
PROCESOS DE TRANSFORMACION 15
ENTRADA DE ENTRADA I SALIDA
AIRE DE AGUA
I
t
CABEZAL FORMADOR
SEllO DE
MUtE
Figurtl 1/ i Sistenln de Cnlibrac!" Ex/amI por "re.litJ".
La calibracin externa por presin puede lograr
mejores efectos, pero requiere de un di seo
especi al del cabezal para permitir la inyeccin de
alre.
d) Calihrtlc ll de TIt/)erif, Corrllgrultr
C:ilibracin ['(terna (vacio)
El proceso de formacin de tubo corrugado por
vaco tiene el mi smo principio que para el tubo
liso; se diferencian en que los formadores lienen la
parcd ondulada y estn en continuo movimiento. ya
que el tubo no podria circular entre las muescas de
las piezas formadoras.
Este tipo de tubera no es muy comn, ya que se
utiliza principalmente en sectores industriales. La
Figura 218 representa este proceso.
PLASTICO
VACIO
CA8EZAL
Fi;;IIm }-llI llihraci,;" EXlemn por Iludo pum Tllherifl
Corrugtufu.
16 CAPITULO 11
Calibrac ion Externa ( prcllin)
En este tipo de calibracin, el aire a presin penelra
por conductos practicados en e l cabezal y se
inyect.:l1l en el tubo extruido an caliente. La
diferencia de presin provocada moldea la pared
del plstico contra los formadores mvi les.
proporcionando al producto el corrugado requerido
(ver Figura ]-19).
FORMADORES
AIRE A
PRESION
CABEZAL
ENTRADA
DE AIRE
figllrll 2- /9 C(/libracillI 1:::.:Iernll P/) f 'reJill para TI/ berrll
Ctlrru;:lIIfll.
En este diseiio. se obsef\a tambin el sello que
irnpir..k parcialmente la fug:l de alfe de la zona de
mayor presin. pero pcqUl.':lias porciones de aire
escapan entre las depresiones de la pared del tubo.
teniendo que ser repuesto constantemente para
lIlliformizar la caliJad del producto. Sistemas con
mayor complejidad como los que cuentan con
enfriamiento interno. incrementan la productividad
de CSIaS lineas de c'\(rus iII.
C) Unidad v Till a dc En/riomicll lo
Til,;!ne por objeto rell10ver el calor excedente que la
tubera conserva a la s:;lida de l t:; nque dc
cnlibracin.
La importancia del enfriamiento. radica en la
estabilidad que adquiere d phi.stico para 110
dcfofllmrsc al pasar por la unidad dto: ti ro. en donde
el tubo se somete a presiones que podran producir
nlteraciones en la forma circular requerida.
Se pueden encontrar dos tipos de tinas de
enfriamicnto:
Enfriamiento por esprcado (aspersin)
Enfriamiento por inmersin
Enfri amiento por Esprcado
El tubo pasa por la unidad d!;! enfriamiento. que
consiste en una calnar.:\. d .. lIlde numerosas boquillas
instaladas rocan agua fria sobre I:; tubera. La
Figura ]-]0 muestra el funcionamiento.
SAUOA
fORMADOR
SAUDA DE
AGlIA
MANOMETRO
ASPERSORES
Fi;:/lrll 2-10 Sislemfl fe EII!rifllllilm/(IIJOr / b pen'ilI.
Este enfriamiento es usado para tuberas de gran
dimctro donde las velocidades de produccin son
bajas) la aspersin pu..:dc lograr UIl enfriamiento
cfccti\o. por el tiempo de permanencia ele\ndo de l
producto dentro de este equipo.
Enrriamelllo por Inmcrs in
En el por inmersin. el tubo pasa por
una tina llena de agua en constante enfriamiento;
as se lle\a acabo por un intercambio de calor
tamb in constantc.
A diferencia del enfriamiento por esprcado. la
inmersin es usada para tubera de dimetro
pequclo. donde por las \clocidades allas de
e"trllsin se requiere de lInl' nrriamiento intenso.
En ambos mtodos. algunos autores sugieren el
calculo exacto de la longitud de la tina de
A
;
"
.-
..
,
.1
t
l
1
I
I
1
1
t
1
1-
l
..
'-
..
enfriamiento. requiriendo dalos COI11O: dimetro,
espesor, material de fabricacin, velocidad de
produccin de la t uberia )' tcmperalUra del agua de
enfriamiento. Tambin es comlln para los dos
mtodos. el uso de un enfriador y una bomba de
recirclI lacin, para poder enfriar el agua que se
calienta por el contacto con el plstico, se devuelve
a la tina de enfriamiento y se completa el cicJo.
j) Unir/mI de Tiro
Una vez terminado el paso por la unidad del
enfriamiento, la tubera pasa a la unidad de li ro
donde se genera toda la fuerl.u que mantiene al
plstico en movimiento dentro de la linea de
extrusin. Se conocen tres tipos de unidades de ti ro:
Por Oruga
De Bandas
De Ruedas o Rodillos
De estos tipos de unidades, las primeras se
prdieren cuando el articulo producido es sensible a
la presin, esto es, que pueda sufrir deformaciones
bajo presiones moderadas o en productos de
grandes dimensiones. Los sistemas por rodillos, son
mil,; sencillos y adecuados cuando es muy pequea
el rca de contacto. La Figura 2-11, l11uestra los
principios bsicos de un sistema de lira.
EJE MECANISMO
CONEXION
TMNSVERSAL
ORUGA
CQNECfOR OE PRESIQN
SOP(lRTI!
Fi':ffrll ]-]/ (luir/mI de Tiro.
PROCESOS DE TRANSFORMAClON 1 7
g) Unidades de Corre
Existen varios tipos de unidades de corte, diseadas
para adecuarse al trabajo requerido en la
produccin de tubera flexible, la prctica comn es
formar rollos, lo cual reduce el trabajo de corte.
mientras que en la produccin de tubera rgida el
corte del tubo debe hacer:;e con precisin en
intervalos de longitud igualeS.
Para la seleccin de unidades de corte de tubera
rgida)' nexible, ser necesario tomar en cuenta los
siguientes fac lores:
1:.1 dimetro y espesor de pared
La materia prima util izada
La forma y cal idad del corte
La long itud de l corte
De los puntos anteriores. el diametro y espesor de
la pared son de mayor imponancia.
Los sistemas de cone descritos se muestran en la
Figura 2-22.
......
_ ........ '. - , ....
-"'" ...... "
.. ,. ..... ..
.. .... ...
.. _ ..... ..
(\ __ o
. e: ,/
_ ......... "
._.
" ..... _ .. _ ......
2-22 OiHill//)l' SistemllS (fe Cort/!.
La sierra radial se utiliza en tubera basta de 20 cm
de mientras la sierra plandarm es
utiliL.:ld:I para tubera de gran dimetro.
"inIp/:.
18 CAPITULO JI
Cuando se requiere un mejor terminado en el corte
)- aumentar la fac ilidad en el acoplamiento de
tramos de wbo. se puede colocar un mecanismo
que forma un chatln a In tuberu.
El tipo de gui1!otina usado en el corte de tubera
scmirrgida como PEAD. PP PEBO, es efectivo.
pero puede conduci r a ligeras deformaciones por
accin de l impacto de la cuchi lla.
En los cortes por sierras, las pequer13s denticiones
que cortan la tubera provocan al mismo tiempo la
formacin do: pequejas virutas que algunas veces
permanecen unidas al tubo.
Cuando <;e requiere evilar la formacin de
n:siduos, se utilizan Illecani:.mos donde las
cuchillas se ell la pared del tubo) giran a
alta vducidad, produciendo slo una vinlla que por
S1.\ l.:un,:i'io relnti".:lmentc grande se desprende de la
tubera.
It) Ull idude.\ de El/ mI/afio
Se ocupa para materialcs tle;..ibles, que son los que
no sufren una deforllladn permanente por ser
enrol lados.
La IUbera de Polioletinas ) mangueras de PA y
>vc nc:\ible, son adt!cuadas para este proceso.
A pesar de que 110 son sistemas Il1U) complicados,
se deben obsen al' las siguientes considCnlciones al
empIcar un elllbobinador de tubera :
El dillletro del carrete embobinador en su
ncleu, no dehe ser menor a 20 - 25 \eces e[
dimetro exterior del tubo a enrollar, para
evitar colapsamiclllos en el producto .
El diametro e;..terior de[ cnrrete debe ser JO a
20 cm I1HI) or que el dimetro exterior formado
por el producto enrollado.
VDp}:.
Una sola estacin de enrollado se puede usar con
\clocidades de e;..trusin menores a .2 m/min,
mnimo dos e.:;taciolles cuando se trabaje entre 2 y
20 m/l11in y eSlaciones automticas y
semiautomticas a mayores velocidades.
2.5.2. COEXTRUSIONES DE TUBERIA
Tiene su principal ventaja al poder u.:;ar materiales
reciclados, pues produce tuberas en cuya parte
interior se c;"lruye reciclado) una cubierta
c;..terior de materin[ virgen que conserva una buena
ilpanencm del producto ) contiene ma) ores
cantidacles de aditivos para la proteccin a los
ataques d,;l medio umbiente.
1::.11 algunos uso.:; elctricos y dc drenaje es vlida
esta prctica. ) a que se pueden obtener productos
de menor costo con buenas propicdades para las
aplicaciones a las que se dirigcn.
Otro tipo de coextrusin se prescnta en la tubera
corrugada. que requiere nexihilidnd y resistencia
mccanica pero con una par..:d ilHeriar lisa para
evitar los est:mcalllientos de los lquidos que se
Irnllsportell. El principio de este procc.:;o se muestra
en la Figu/"{/ 1-23.
MANDRIL
PARA
CAPA ENTRADA
FORMAOOR INTERNA CE AIRE DADO
Fi;:lIr11 2-13 Tllbf!rll Corru.l[II(/II.
l
2.5.3. APLICACIONES DE LOS
PRODUCTOS
La tubera obtenida por los mtodos anteriores tiene
los siguientes usos:
Tubera conclut (PVC, I-lDPE)
Tubera a presin (PVC, r IOPE)
Tubera para instalaciones elctricas (PVC.
HDPE. LDPE)
Tubera de conduccin de drenaje y desage
(PVC, HDPE)
Tubera industrial (PVC. HOPE, PP)
Tuber a para drenaje domstico (PVC. PP)
Tubera para gas (PVC, HDPE)
Tubera para conduccin de agua potable
(J IOPE)
Tubera para agua de riego
Tubera para uso mdico
Mangueras (PVC)
2.6. EXTRUSION DE LAMINA Y
PELICULA EN DADO PLANO
El proceso de cxtrusin por dado plano ofrece
algunas variantes con respecto a \a cxtrusin de
pt:lcula tubular, siendo el mtodo para oblener
lmina para aplicaciones como termoforlllado
(blister pack, skin pack, artculos desechables) y
lminas de varios espesores para diversos usos.
Algunas caractersticas del proceso son: alta
productividad, mejor enfriamiento y buen control
de las dimensiones y propiedades del producto
oblenido.
En las Figuras 2-24 y 2-]5. se muestran esquemas
que seilalan las partes principales de dos diferentes
arreglos para lncas de extrusin por dado plano:
PROCESOS DE TRANSFORMACION 19
OSCII,.AOOR A.DAPTADOR
UNIDAD DE TlRO
v CI1lLl. ROLL
MEDIOOR
DE ESPESOR
FILTRO
Fig/lNl 2-14 Lillf:1I pllm Produccin de Petcllfa.
ENFRIAMIENTO
"'00
EXTRUSOR
Fig/lm 2-25 Lnea pum Prot!lI cdII de I/ojll Terll/oformllble.
Las partes ms importantes en la extrusin por
dado plano son:
Dado O cabezal
Rodillos de enfriamiento
Sistema de tiro
Unidad de embobinado
2.6.1. COMPONENTES DE LA LlNEA
a) Dado () Cabezal
En una li nea de extrusin de pelcula plana, el dado
es la pieza esencial del sistema, ya que otorga la
forma quc el polmero tendr en su aplicacin final
(excepto en lneas con estiramientos posteriores.
orientacin). Una vista de la seccin transversal de
un dado pl::ino se l11uestra en la Figura 2-26.
20 CAPITULO 11
TRANSVERSAL
PARED DE
RESTRlCCION
LOCAL
r-gurll 2-26 Esquema de Olido Pl(ll/o.
FLUJO DE PlASTICO
Para una correcta uniformidad en el espesor de la
pelcula a la salida del dado, el fundamental
es e l diseo y la distribucin correcta de las
temperaturas a lo largo del mismo, as como el
ajuste de los labios por donde el plstico fluir y
tomar su forma final. Debe considerarse que el
ancho de la pelcula a producir siempre ser menor
al ancho mximo de los labios del dado. debido al
efecto de "formacin de cuello" a la salida del dado
y al rec orte lateral, necesarios para 11l1iformizar los
costados de la pelicula.
Los diseos de dados para la produccin de pelcula
plana y lmina son similares. es posible distinguir
tl'es con basc cn la forma del canal de
distribucin del polmero fundido a la salida del
dado.
Los disei'ios diferentes son los encargados de
transformar secuencialmente el material fundido
que avanza con un perfil cilndrico en una lmina
recrangul<tr plana. libre de tensiones y esfnerzos,
para evitar deformaciones en el tiempo de
so lidificacin.
Los tipos de colectores O canales de distribucin
que distinguen el diseiio del dado son:
Tipo "T" (normal y biselado)
Tipo "Cola de Pescado"
Tipo "Gancho para Ropa"
El llltimo es el ms recomendado, ya que muestra
gran consistencia en la uniformidad de distribucin
del tluJo a pesar de cambios en las condiciones de
operacin. La desventaja es el costo, ya que el
discilo de alta tecnologa de los canales de flujo
eleva su precio en comparacin con los otros tipos .
En la Figura 2-27. se Illuestran esquemas bsicos
para distinguir las diferencias enire estos lipos de
disel'ios.
, ,
DISTRIBUIDORES TIPO "r'
W
U
"1
1
121
1
,; I
,
I
DISTRIBUIDOR TlPO DISTRIBUIDOR TlPO
"COLA DE PESCADO" "GANCIlO OE ROPA"
Fijillfll 2-27 dI! Dllrlo Pll/l/o.
Si se toman en cuenta aspcctos de cali dad y costo,
el disei'io de colector tipo "Cola de Pescado" es el
ms equilibrado, pero al igual que en el diseo tipo
"T", es necesario agregar elementos mecnicos que
permitan hacer ajustes a la distribucin de flujos
cuando existan variaciones en las condiciones de
proceso.
El diseilo dc "Gancho para Ropa". es usado
preferentemente el1 operaciones en que la calidad y
uniformidad de espesor del producto sean aspectos
importantes, mientras en el otro extremo, el diseio
de dados con colector "T". tiene mejor aplicacin
en la produccin de recubrimientos y laminaciones
con papel y/o aluminio. donde las variaciones en
uniformidad son prcticamente despreciables.
Sumado a la incidencia del tipo de diseo sobre el
costo de un dado plano. se debe cOl1sidenlr el rea
en el dado sujeta a presin, que es proporcional a la
longitud de los labios de sali da del dado.
Esta area. adems de influir por el aumento en la
cantidad de material de fabricacin, tiene otro
aspecto importante: [as reas que son recorridas por
el plstico fundido estn expuestas a grandes
presiones y, por ello, deben ser utilizados
mecarllsrnos de cIerre del dado de mejor
desempeo, pero que tambin son ms costosos.
Estos efectos son ms crticos cuando se procesan
materiales de alta viscosidad, se requiere el uso de
sistemas de cierre mecnico reforzado por pistones
hidrulicos o por discios de dados especiales de
mayor resistencia a presiones que tiendan a abrir
los labios.
En dados de gran longitud de salida, el efecto de la
presin causa el efecto llamado "Concha de
Almeja" (c\UIll shelli ng), que es una deformacin
en la zona central de! dado donde se presenta una
mayor abertura por la de flexin de las paredes
metlicas. La representacin de e:ite efecto se
muestra en la Figura 228.
/
_'<1/,
LOS LABIOS
FigUrII ZZ8 DefQrtl lllciim ()Uf "C/um Sheflillg ".
b) Sistemll de Enfriamiento
Tomando Ulla forma laminar al salir del dado. el
polmero pasa por un corto tramo donde no ha)
contacto, excepto con el aire ambiental hasta llegar
al rodillo en donde empieza el enfriamiento. En
PROCESOS DE TRANSFORMACION 21
este punto, dos diferentes tipos de lneas de
extrusin se pueden distinguir:
Para pelcula (10 400 I.un) (0.01 0.4 mm)
Para lmina (0.2 2. 5 mm)
Esta lt ima divisin se puede emplear en casos
prcticos pero no es una clasificacin defi niti va. si
se toma en cuenta que los criterios para distinguir
una lmina dc una pelcula se basan en el espesor y
en la posibilidad de formar rollos sin daos ni
deformaciones permanentes, es caracterstica soro
de las pelculas. Va que esta ltima cual idad no es
faci l de en un espesor definido, si no que
aumenta de manera paulatina, no es posible fijar
una diferenciacin exacta por espesor entre las
pelculas y las lminas. Las difercncias enLrc las
lneas de produccin de pelicula plana y de lmi na
termoformable, se observan en la zona de rodillos
de enfriamiento, donde en el primer caso la pelcula
tiene contacto en un s610 lado al momento de
uni rse al rodillo enfriador, mientras en la lmina
tcrmofofmable, la resina cae entre dos rodillos que
calibran el espesor final y permanece unida al
rodillo mayor para continuar enfrindose.
La Figura 119 muestra algunos arreglos de
rodillos para pelcula y l<imina.
j . PELJCULA 2.-lAMINA
rigUflll.19 Arreglos de Rodillos puru Prodll ccilI de
Pe/iclI/a P/um, )' LIIn;lIu Termof(}rnlllh/e.
22 CAPITULO"
El rodillo de enfriamiento requIere un efectivo
sistema de intt:rcambio de calor: entre mejor y ms
rpido sea el enfriamiento, mayor ser la
productividad y algunas propiedades tisicas de la
pelcula, entre las que se incluye la transparencia,
La Figura 1-30 muestra un corte longitudinal de
dos tipos diferentes de rodillos de enfr iamiento,
segn los nujos internos del refrigerante.
ENT ........... A
c"""Al WTERl'O ,fIlA
Pigur{/ 1-30 Fll/jos fe Lf/I/ido Re/rigeN/lite delll ro del
ROlfillo tle E,,!rimllieIlIO.
Para U1l mejor efecto de enfriado, vanos sistemas
acolllpalian al rodillo de enfriamiento;
Cmaras de succin
Cuchillas de aire
Estabilizadores laterales
La localizacin de esto:. mecanismos con respecto
31 rodi llo de enfriamiento se muest ra en la
Figura 231 .
ROlJjllOOE
SUCCION
LEV .... n ... NI(NTO
DADOPUl.NO
ROOIUO
ENFRIAQOfl
Figllrll 1-31 COIIJigllfllC;i lI LId Rot/illo Elrfrillll or (cfl il/ mil).
Cmara dc Succin
Auxil ia para lograr un buen contacto enlre la
pelcula y el tambor de enfriamiento, al crcar un
rea de baja presin que jala a la pelcula hacia el
tambor, adelntls de remover cualquier voltil que
pueda adherirse al tambor y ocasione la reduccin
de la capacidad de enfriamiento.
Cuchilla de Air e
Debido a que meC<.nicamellle sera difcil oprnnir
la pelcula contra d rodillo de enfriamiento, la
cuchilla de ai re real iz.a. esta operacin al lanzar una
cortina de aire a alta presin contra la pelcula en el
punto de contacto con el rodillo. Cuando se usa aire
frio para la func in, ste contribuye en parte con la
remocin dcl cnlor c:-..cedl:llte.
Estabili7.adores Lat erales
Son boquillas de aire laterales que reducen el
encogim lento de los costados de la pelcula.
t.:) Elementos al Ellfriwlliell(()
Ya eSlabililado el polimero por el rodillo de
enfr iamiento, pasa por una sene de etapas
preparndolo para su ar.:ond lt:ionamiento final. El
camino dt!l plstico ya moldeado incluye rodillos
libre!.. rodillos para el iminacin de pliegues.
medidor y controlador de espesor, un sistema de
tratamiento superficial para racilitar la impresin,
equipo de corte) succin de bordes.
Dependiendo de las especificaciones establecidas
para el producto final, varios de [os equipos
anteriormente mencionados pu..::den ser omitidos.
Los ms importantes a detallar son los equipos de
corte longitudinal de las pelculas y de
<;!mbobinado.
d) Equipo, dI!. Corte
Dos lipos son uti li.l<ldos: el corte lateral. para tener
un producto con bordes uniformes ) el cort e
central, cllando se requiere de pelcul as de un ancho
menor al que se produce en el dado.
1(
.-
>1.
JI
1(
If
JI
JI
l
JI
I
JI
Tres son comnmente utilizados (ver
Figura 2-32).
NAVAJA SENCILLA NAVAJAS MUlTlPlES
REVOLVER)
DISCO GIRATORIO
ng/l rtl 2-31 Silll!mllS tic Corte dI! PdcU/II.
En los cortes laterales COI1 funciones aUlornatiadas,
se cuenta con sistcmas que conducen el recorte a
equipos que reducen su tarnmio hasta dejarlo
para reintroducirlo al extrusor.
e) Ull i dmles de Ell rollfUlo
Tienen la [uncin de producir bobinas compactas y
uniformes, pero como generalmente la pelicula es
usada en otros procesos como impresin y/o
envase, el producto debe ser de fcil proccsomienlo
y usu, esto es, 110 presentar bloqueo y no estar
e:\cesivam\.:nl e tenso.
Los procesos bsicos de embobinado son:
Embobinado por contacto
rmbobinado
El embobinador por contacto. es usado para obtener
rollos de pelcula no sensible a la tensin, mientras
el embobinador central, se usa cuando se requiere
de rollos donde se puede regular la compactacin.
PROCESOS DE TRANSFORMACIOl'i 23
Los detalles de estos equipos son bsicamente los
mencionados para los bobinadores descritos en la
seccin de pelicula tubular.
2.6.2. COEXTRUSION EN DAlJO PLANO
Al igual que cualquier otro producto coe.xtrudo. la
produccin de pelcula o lmina con distintas capas
de dos o ms materiales encuentra su principal
diferencia con respecto a una linca de extrusin
simple, en la construccin del cabeLal o dado.
En el caso de pelcula o lmina plana. se pueden
distinguir tres formas distintas de produccin de
coextrusioncs, dependiendo de la forma en que los
nuj os de los distintos materiales se encuentren para
formar una sola estructura:
Flujos separados dentro del cabezal y unin de
materiales externa.
Flujos separados dentro del cabcl.al y unin en
la salida .
Flujos completamente juntos dent ro de l
cabezal.
11) Fl ujos Separados Dentr() del Cfl befI / J' Uni"
Exterl1a
En cste caso. cuando los materiales an cal ientes se
unen fuera del cabezal, corren independientes
dentro de ste e incluso pasan al exterior por dos
aberturas o labios diferentes. siendo posteriormente
unidos al contacto con el rodill o enfriador.
Puede ser un rodillo que presione y
asegure la unin de los materiales. aunque ste se
vuel ve indispensable slo cuando una tercera capa
de algn otro material frio se agrega al sistema, o
cuando debido a las altas velocidades de extrusin,
pequeiias cantidades de aIre pueden quedar
atrapadas entre ambas capas. Para esta construccin
de cabezal. las \ enlajas se obserVA]] cuando se
quiere tlos materiales de propiedades de
24 CAPITULO"
Oujo muy diferentes (principalmente temperaturas
de proceso), ya que el diseo de [os canales de nujo
de cada material puede ser completamente distinto
y aislado tmlicamente con relativa facilidad.
Entre [as desventajas. slo los dados con dos
ranuras de salida son recomendables de construir,
ya que de tres en adelante se convierten en dados de
extrema complej idad y elevado costo.
Operati vamcnte, el problema de manejar materiales
distintos en un solo canal tiene el inconveniente de
controlar dos salidas de materiales independientes.
Adems, [as contracciones laterales (Neck-in)
deben ser mnimas y la produccin de humos entre
las capas extrudas pueden generar problemas de
cali dad en la lmina final.
Un factor adicional a considerar, es que en la
extrusin de pelculas muy delgadas. que tienden a
enfriarse rpidamente. se pueden presentar
problemas dI! baja adhesin (ver Figura 2-33).
+
Figllra l-JJ Dado P'allo pllm Coextrll.doll, Ullill Ettema.
b) Flujos Sepamdo.\ Del/tro del Cabezal y Uni"
Ames de Salir
En este tipo de dados, los materiales llegan al
cabezal y se distribuyen por colectores distintos, se
unen antes de abandonar el dado. teniendo este una
construccin de varias entradas con otros canales
de flujo y una sola ranura de salida (ver
Figura 2-3.J).
Figllfll ].J<I DIUll1 Plw/O pflm CoexlmsilI, Ull ioll ell Salida.
En este tipo de coextrusin, los materiales que
tienen distintas propiedades de flujo pueden ser
controlados y ajustados individualmente, mientras
que un control total del espesor se logra con mayor
eficiencia al tener una sola ranura de salida. El
aislamiento de los canales individuales. es posible
de lograr, pero es ms complejo que en la
construccin del tipo mencionado en el inciso
anterior. Como desventajas, adems de los
problemas de aislamientos ya mencionados, se debe
considerar que la construccin del cabezal es
compleja, aunque la illlrouuccin de hasta una
cuarta capa es ractible.
e) Flujos Juntos Dentro del Cabezal
Este tipo de coextrusin se puede realizar en
cabcnles convencionales, con la inclusin de un
adaptador que dosifica los diferentes materiales
para la formacin de una sola corriente. Los tipos
de adaptadores ms usados se esquematizan en la
Figura 2-35 y 2-36.
... '._.
CUT .....
Figuru ] J5 f l l l o ~ PIIIIIO.I pum CUffxlrusiol1 1ft! I'dCIIIII,
Fl lljos Unitlos.
~
~
f
~
t
j
j
J
..1
i
I
I
r
1
r
~
r
1
A
1
j
1
~
~
1
{
l
,
!
1
,
1
~
I
LABIO
FLEllIBU
CANAlOE
FLUJO
,..A, TERlAL
I\DAPTADOR ~ T E R l L
EXTERIOR
Figllff/ 1-36 DIiI/o P/(mo p(lffl Coe.xlrll j ;II (le Pt!licl/(l.
La ventaja de este tipo de construccin, es que casi
cualquier nmero de capas pueden incluirse para
de aplicaciones muy
esto con una complejidad
obtener lminas
especial indas, todo
relativamente menor a los mtodos anteriores.
Como restriccin, se debe tomar en cuenta que los
materiales deben tener propiedades reolgicas (de
flujo) y temperaturas de proceso similares. Se
puede considerar que e')te es el sistema ms usado
en la produccin de cocxlrusiones.
2.6. 3. APLICACIONES DE 1.0S
PRODUCTOS
Pd icul a Plana (0. 01 - 0.4 mm)
Pelcula para bolsa
I.aminaciones
Pelculas encogibles
Pelculas para envo lturas
Pelcu la de uso domstico
Pelcula para envase
Pclicula para uso decorati\o
Pelcula para paal
Cintas adhesivas
Pelculas con re lieve
Ot ras
PROCESOS DE TRA;'1SFORMACION 25
L:l mina Tcrmofor mablc (0.03 2.5 mm)
Cubiertas
Envases
Desechables
Skin pack
Bl ister pack
Cocxtrusiones
Envases de alimentos
Envases de productos quimicos
2.7. RECUBRIMIENTO DE CABLE
2. 7.1. COMPONENTES DE LA LINEA
En la industria de cables ais lados. una amplia
variedad de productos hacen que existan muchos
tipos de configuraciones para lneas de
rccubrim lento.
A pesar de las diferencias entre ellas, todas guardan
una est recha relacin; la parte fundamental de estos
procesos se encuent ra en el dado o cabezal y ste es
comn a todos los tipos de recubrimiento.
a) Desc:ripciol/ del Dado
Para el proceso de recubr imiento de cable, se ut iliza
un cabezal del tipo de seccin_ anular, por su
similitud con las sal idas de los cabezales para
pelcula tubular y Illbera.
En el caso del proceso de recubrimiento de cable, el
propsito es aislar a un producto semi terminado
como el cable de cobre o la fibra ptica.
El esquema de un cabcLal de recubrim iento de
cable y las partes bsicas se muestran en la
Figura Jr.
26 CAPITULO 11
GUIA DEL
I
OI$TRlBUlOOR
CABLE
I
I
/
"
I
,{j
// "
'/
//
,
I
<"
. , ,,:
;.,', .
I
" ">
'-.,
//'
' .:-,; /,?' <' / 910
,
CABLE TORPEDO
Figura 1-37 Nomell clatura del Cabe:/I/ de Recubrimiemo (le
Cable.
Como se observa en la figura, el paso recto del
cable requiere de una extrusin transversal, la cual
puede ser \arinda desde los 30 hasta 90,
predominando la eXl rusin en ngu lo recto.
E:\islcn dos formas para e l recubrimiento de cable:
Rl!cubrimiento por presin
Recubrimiento con tubo
Rec ubrimie nt o por Pres in
En este lipo de cabezal. el cable a recubnr se
encuentra em uclto por el plast ico fundido bajo
presin en el tnterior de l dado.
En este caso. la adherencia del pllistico al cable por
la:> condiCiones de presin tempe ratura es muy
buena: en el de
la penetraCIOll del
metalicas.
alambre trenzado, se
plstico entre las
asegura
tramas
Para un mejor logro de este propsito se puede
crear un \aeio en la parte central del cabezal, como
se ob:.ena en la FiKIII'a 1-38.
CABI.!
Figura 1-38 Rl1cubrjmienlo de Alambre Me/lico por Presin.
Rec ubrimienlO por Tubo
En el dado para recubrimiento por tubo, se uti liza
un dado similar al usado en la produccin de
tuberia, pero de un dimetro muy pequeo. En la
etapa de recubrimiento, el pequeo tubo formado
en e l cabezal se contrae, disminu:-cndo un poco su
espesor y cubri endo la superficie del cable, corno se
muestra en la Figura 2-39.
SUCCIONOE-""IE
CAIIt.!
Figura 1-39 Hl!cubrimil!nro dl1..tlambrl1 MI! /lico por Tubo.
h) Efemell lUS Posterior eJ (tI Cabezal
Todas las lneas deben tener despus del cabeza l un
sIstema de enfriamiento. un elemento de tiro un
cmbobinador. adicionarles un sistema de
medicin de espesores de pared, un probador de
fuga de corriente otrOS sistemas de medicin que
depcnderan de la especialidad que se est
trabajando.
.
"'
t
.c
..
..
.;
.4
..
t
t
t
1
I
t
2. 7.2. APLICACIONES DE LOS
PRODUCTOS.
A islado de fibm ptica
Cable fino (mi ni-cable)
Cables telefnicos
Cables sencillos o trenzados
Cable de alta con
entrecruzado
Cable de alto calibre
Polietilcno
2.8. LL'illAS DE PELLETIZACJON
y PRODUCCJON DE
COMPUESTOS
Las lneas de mezclado y produccin de
compuestos (compounding), en trminos generales
cumplen con las siguientes funciones:
Mezcl ado y IlomogenizacilI de Polmer os COII
Aditi vos:
Estabilil<1dores de temperat ura y rad iaciones
Lubricantes de proceso
P1astifican!cs y modificadores de impacto
Co lonmtes
Cargas
Rctarduntes a la nama
Agentes de entrecruzado
Agentes clarificantes
I ndusin de Refuerzos Mcca nicos en los Polirncros
como:
Fibra de vidrio
Fibra de carbn
Otros usos:
Aleacin de pol meros compatibles para
obtener un material de caracteristicas deseadas
PROCESOS DE TRA:'<SFORMACIOI\" 27
Il onl ogeneizacin y obtencin de condiciones
de flujo deseadas en polmeros vrgenes
Formacin de perlas o "pellets", que es la
forma ms prctica que pueden tener las
resinas plsticas para su
transportacin y a lime ntacin
maquinaria de moldeo final
maneJo,
de la
Filtracin de polmeros que contengan slidos
y contaminantes infusibles
Mezclas de matcria l virgen con recic lado
Eliminacin de volti les del polmero
( monmero no reacc ionado, solventes de
polimerizacin o agua)
A principios de siglo, la maquinaria para formar
compuestos para tcrmoplsticos, tuvo su punto de
origen en los mezcladores y amasadores por lotes
( intermi tentes) usados en el procesamiento del
hul e, pero a causa de l cOllt inuo desarrollo de la
industria del plastico y de la de
compuestos de mejor ca lidad y de un mayor
volumen de produccin, las li neas de
"compounding" han logrado un elevado nivel de
especializacin y tecnificacin.
2.S./. DESCRIPCION DE LAS LINEAS DE
COMPut:STOS
Las l neas de formacin de compuestos, consisten
en maquinaria de mezclado. amasado y equipo
perifrico para lograr e l producto requerido. La
es pecializacin de una linea de "compounding",
consiste en que el conjunto husillo-barril tcnga un
adecuado que cumpla con las funcioncs de:
Plastificar
Mezclar y homogeneizar
Dispersar
Remover \ ollilcs
Filtrar
Pellelizar
28 CAPITULO 11
Para lograrlo, se debe contar con un equipo con
zonas bien localizadas de direrentes rangos e
intensidades de mezclado y corte del material
plastificado.
Los grados de mezcla y corte. se obtienen con
repelidos cambios del semido del nujo lquido,
separaciones de corrientes e intercambios de capas
de materiales en los diversos canales de un tornillo.
Generalmente, en la construccin de maquinaria
para lneas de compunding, la caracterstica es usar
motores de accionamienlo de alta potencia, ya que
el calor usado en la plaslificacin del material debe
provenir en mayor grado por la accin de fr;c n
en el mezclado que por los calefactores
e:\leriores.
Eq uipo Auxiliur
La mayor parte de [os siguientes elementos son
frecuentemente encontrados al observar una lnea
de compuestos:
Si los de almacenaje de materia prima y de
material (pellets) procesado o compuesto.
Unidad de premezc[ado continua o
ink:rmilente, que
notablemente la
completa.
en ciertos
efic iencia
casos mejoran
de la lnea
Unidades de alimentacin, que pueden ser
tornillos alimentadores. bandas sinfin
grav imtricas, tolvas dosificadoras, vlvulas
rotatorias. bombas de engrancs, etc. Se eligen
segn la precisin requerida en la
alimentacin y e[ estado fisico del material
alimentado (granos, po [va, lquido, etctera).
Sistemas de proteccin contra objetos extraos
basados en principios mecanicos, inductIVOS o
magnticos.
Sistemas de tamiado y cambio de tamiz para
la retencin de partculas e impurelas que
pudieran pasar al extrusor.
Unidades de pcllctizacin con sistemas de
transporte de pe[[ets, neumticos o por agua.
Enfriadores o secadores de pellets,
dependiendo del sistema del transporte
amerior.
Sistemas de envasado del producto final.
Sistemas de control de temperatura del
extrusor con calentamiento elctrico o por
:lceitc y de enfriamiento con agua.
Bombas de vacio para extraccin de voltiles
del polimcro.
Pneles centrnlcs de conlro[ de instrumentos.
2.8.2. TIPOS DE LfNEAS DE
COMPOUNDlNG PARA
TERMOPLASTICOS
Destacan cuatro tcnicas de manufactura de
compuestos, con base en el tipo de resina que se
procesa:
Para Poliolefinas
Para plsticos sens ibles a la temperatura
(PVC)
Para Polmeros de Estireno
Pnra plst icos de ingenicria
a) Compo III,dillg de Poliolefilllls
Se distinguen tres formas para producir compuestos
de Poliolelinas, por el estado fsico de [a resina que
abandona el reactor donde se genera:
Para resina fundida (LOPE)
Para resina en solucin (l IOPE, PP, LLOPE)
Para resina en polvo (HDPE, PP, LLOPE)
Lneas p:lra Compoundi ng de Resina Fundida
En este tipo de formacin de compuestos. la
descarga directa del reactor en forma de masa
1
fundida pasa a un extrusor con un husillo de
relacin de 24 LID Y una configuracin especial, o
con husillos gemelos corrolalltcs donde las labores
de aditivacin, homogeneizacin y pellctizado
llevan a cabo venteos y remocin de gases pafa
j abatir las concentraciones de mileno residual hasta
-'
J
...
,
J
,
r
(
!
!
1
t
1
1
1
t
1
1
SO ppm o menor
Aunque eSle tipo de maquinaria huba sufrido un
constante desarrollo para satisfacer las crecientes
demandas de LDPE hasta llegar a mquinas con
una produccin de 20 a 30 lon/ hr, el uso creciente
de LLOrE, obtenido como una solucin o como
polvo, hace que el discilo de mquinas ms
productivas sea poco probable.
Uneas de Concentracin de Soluciones
En la obtencin de Pol iolcfinas por e l mtodo de
sol ucin. el principal obstculo de un material
procesable es la separacin del solvcnte, usado en
la po]illleriacin de b obteni da.
Una solucin a este problema cra la separacin por
agotamiento con ... apor de agua. pero esto
implicaba una costosa separacin) purificacin
posterior dd solvente, que debe estar libre de agua
para poder reutilizarse.
La mejor opcin se encuentra en concentrar
directamente mezclas de polmero al 85% en
extrusoras, debido a la alta viscosidad del producto.
Para alguLlos C;:lSOS como el de la res ina de PEAD
para grado la desga!:li fi cacin se ll eva en
e:\.lrusorcs l11onohusillo que operan en c;Jscada,
eli minando los \'ol{.t iles durante la transferencia
elllr .... ambos equipos.
Otros equipos de torni llos geme lo::. o 1llu ltihus iHo,
Son usados parfl Poliolefinas de alta viscosidad.
PROCESOS DE TRANSFORMACION 29
Los equi pos actuales para la aditivacin y
pelletiac in de resi nas obtenidas por solucin,
llegan a tencr productividades de 15 ton/ hr. con
dimetros hasta de 460 mm.
Lneas para CompouuJing de Res ina en Poh' o
Este tipo de lineas tienen productividades hasta
20 - 25 ton/hr, ligeramente menores que las lineas
para resina fundida, pero mayores a las de
concentrac in de soluciones. Ha n tenido poco
desarrollo tecnolgico desde su creacin,
avanzando nicamente en el aspecto de velocidades
de produccin.
El uso de equipos monohusillo, se encuentra
limitado en capacidad. llegando 5610 a 5 ton/ hr
corn o mximo.
En husillos gemelos. las mqui nas con husillos
engranados y de giro contrari o, tienen poca
efectividad y debido a problemas de construccin
no se pueden disear mquinas de grandes
dimetros. e ll o limitnla capac idad de produccin.
Sin cmbargo. en sistemas de husillos gemelos no
engranados de gI ro o engranados de giro en
el mismo sentido, se pueden lograr muyores
dimetros. hasta de 380 mm y se obtienen
producciones m:Lximns.
Pel tetizadorcs para Poliolefi nas
Para la formacin de perlas o pellets dc
Poliolefinas, provenientes de los equipos de alta
productividad me ncionados, se usan cquipos con
capacidad de 25 ton/hr. Un esquema del equIpo de
pelleti zacin de elevada carga se muestra en la
Figura !-.O.
30 CAPITULO 11
ARRANQUE
PROOUCCION
_ l .
3,
Figurll 2-40 f'ell<!tizfI(for R/ljo Agall, COII Vll'l l ltl de
Arrmll/l/c tfe ",mll/ccioll.
b) CompoIl ll dil1g de Polmeros Sensibles a la
Temperatura
Al tratar sobre polimeros sensibles a la
temperatura. la atencin principal se dirige al PVC
que es el caso ms tpico, pero tambin debe
mantenerse presente ti los Polietilenos
espllmables y algullos hules
tcrmplasticos como miembros de este grupo.
En el caso de produccin de compuestos de PVC, la
mCLela de un mayor nmero de aditivos en
compnraCIOll con las Polio le finas y por
consecuencia. la nccesidad de un trabajo de
.incorporacin de materiales ms efectivos,
encuetllra la dificultad del manejo de una resina
que puede degradarse con facilidad.
En el caso de extrusin de tubera o perfil de rvc
rgido, se prefiere premelclar la resina de PVC con
los aditivos necesarios en mezcladores de alla
velocidad. Los polvos obtenidos de este equipo, son
al mentados directamente al extrusor donde el
producID final ser obtenido.
Cuando el uso de malerial pelletizado es necesario
como en los casos de produccin de cable
recubierto, suelas de calzado con PVC plastificado,
botellas de compuesto de PVC rgido, es
necesario el uso de una lnea de extl'llsin
especializada para el mezclado) pellctizacin de
los componentes que, por la complejidad del
proceso, regularmente llegan a 3 tonfhr para
cornpueslO de PVC rgido ) hasta 6 ton/hr para
malerial plastificado.
Para las resinas de PVC, en especial cuando se trate
de PVC altamente sensible a la temperantra y al
corte. es necesario controlar estrictamente las
condiciones de produccin.
tipos de equipo mas adecuados para el
compounding de PVC incluyen:
Extrusores COn husillos gemelos engranados y
de giro contrario
Plast iFicadorcs empleados especlicamentc
para ;Olllpucsto de PVC plas!ilicado
Amasadores (Ko-kneaders) con unidades de
descarga monohusi llo
E:'I.trlt sorcs planetarios con unidades de
descarga monohusillo
Extrusores COIl husillos gemelos, engranados y
de giro en el mismo sentido, con unidades de
descarga monohusilllo (Kombiplast)
.,
J
(
J
:1
-' 1
f
:1
:1
..
J
.1
1
J
.1
.J
l
I
t
,
J
1
1
J
..
f
j
-
e) COIllpOIl IUJi lt:: de Polimero.\ tle Est irel lfl
Ya que t!1 se obtiene COIllO materia!
fundido por la mayor parte de los sistemas de
poJinlCrlLUcin, el trabajo de pclletizacin se puede
lograr con bombas de engranes para el transporte
del material y unidades de pclletizacin.
Cuando adems de la pclletizacin. se requiere de
la incorporacin de plastific:ulIcs, lubricantes.
colorantes 11 otros aditivos y una desgasiticacill
para rC/TIO\er rnonmcro residunl (500 ppm para
calidad alimentos), es preciso el liSO de maquinaria
de husillos.
En la produccin de compuestos de Polmeros de
Estirl.':llo. la productividad de la maquinaria
empicada no generalmente las 3.5 IOn/ hr.
ti) Cumpollllllillg lle de Ingeniera
La produccin de compuestos de plsticos de
ingeniera involucra a resinas terlTIoplsticas como:
PA. pe. ABS. POtl. l, PMMA. PPO. I!lc .. adems de
tcnnofijos ) plasticos reforzndos y
cargados.
Las operaciones involucradas en el cOlllpound ing
de plslicos de ingenieria son:
Pbstificacin
DistriblU;in mezclado de ad itivos
(eqabilizadores. colorantes. retnrdantes a In
tlalll3, etctera)
Remocin de \oltdcs
Illclusin de cargas. eualldu se requiera
R(,!fuerzo \,; on fibras Ittlllcralcs. cuando se
l't:!qlllt:!r1
Akacioncs con otros pollllleros. cuando se
ro.: qull.'ra
Pt:!lk:tiLa..:i0n
PROCESOS DE TRANSFORMACION 31
A diferencia de lus lineas de produccin de los
compuestos antes mencionados, aquellas usadas
para plsticos de ingeniera lienen una
produeti\ idad baja, que nucllla entre 1,000 y
1,500 kg/hr.
Ext rusin Doble Husill o
la construccin de extrusore:. de dos husillos se
conoce desde hace ms de 50 mios. su
desarrollo en Europa. La dificultad princ ipal en sus
orgenes era la complejidad requerida para los
cojinetes de empuje ) el engranaje paw la
coordinacin del giro de los husillos .
Las razone:. principales del desarrollo y uso de
extrusores doble husillo sc ha enfocado a la
transformacin de materiales sensibles a la
tempcralUnl y procesos especiales C01ll o
formulacin de compuestos. reacciones qumicas
(polimerizacin o depolimcriLacin) remocin de
vo!:tiles) ortros.
Los extrusores doble husillo se clasifican en
funcin del sentido de rotacin de cada eje y por el
grado de sobreposic in o engranaje entre los
husillos.
[ POR su DIRECCION DE GIRO I
COFlOTANTES CONTRAROTANTES
I POR EL CONTACTO ENTRE HUSILLOS
ENTRELAZADOS
NO ENTRELAZADOS
FigufII }.,J 1 Tipos lit! E.\lfIISOr,!!i Doblt! Hu liIIl).
32 CAPITULO IJ
De manera general se conocen las siguientl!s
familias de e.'\lrusores doble husillo.
,"USILLOS
I':NTRELAZAOOS
HUSILLOS NO
ENTRELAZADOS
I ca.ROTANTES
CONTRAROTANTES
!cONTRA.ROTANTES
l caROTANTeS
BAJA VELOCIDAD
lA VELOCIDAD
cONlcas
COMERCIALMENTE
Figurt/1-41 CJlIl'ijiCflcilI tli! EXlrmlJrl!!>' Doble u/u'm".
Como se aprecia en la figura comcrciahncnte se
construyen extrusores entrelazados co-rQtanles,
entrelazados contra-ralantes y no entrelazados
contra-ralantes.
Funciones de Mezcl:ldu
Para la formacin de compucslOs, los extrusores
doble husillo utilizan las funciones de dispersin)
de distribucin de rnateriales. En el caso de la
dispersin, implica que las cargas o aditivos
sufri rn una reduccin en el tamai'io de las
partculas, mientras que en la funcin distributiva
slo implica Ulla separacin y hOlllogenizacin de
las panculas en el volumen de la mezcla.
1
_-
--
I
I DISTRIBUCION
Figura 1-43 FUlldollei (le ,lfc:c/atlo.
[
0 00000
.:000 00.:0
0 0000.:0
[ 0 000 0 0
--
--
No lodos los compuestos requieren ambas
runciones, ya que en algunos casos es importante
conservar el tamrl1;o de partcula del aditivo o carga
y slo es importante distribuirla.
Ex trusores Contra-rotantcs Entrela zados
En este tipo de extrusores se utilizan cuando se
requiere de una gmn dispersin de los materiales,
como en el caso de maslerbatch de color o de
aditivos. Tamoien se l1tiliza para aleaciones
polimricas que requieran un mezclado intenso.
L' na ,entaja de estos equipos es que funcionan
como bombas de desplazamiento positivo,
racilitando cualquier opcrm:in de extrusin cn
lnea sin necesidad de bombas...re engranes.
E\ trusures Co-rOlanles Entrcla J;ados
Estos c:\.trusorcs se prefieren para compounding en
volmenes mayores.
Entre los husillos e:\.lste solo una pequeJ;a
separacin, forzando con esto al plstico a ci rcular
por la periferia de los husillos, generando un patrn
en forma de 'S"". Por est:J pequea sepuracin se
crea un efecto de "autolimpie7a", donde un husillo
remueve el plastico de In superficie del otro.
Contra-rota nt cs:-olo EnlrclaLo',dos
Lo" ex1rusorcs contra-rO!311IeS no e::.ln en contacto
intimo, siendo por esta ra7n excelentes en los
casos dar,de slo sc requiere UIl mezclado
distribulivo, es decir, que no requiera de una
reduccin del tamuilO de los aditivos agregados.
Tambin se usan en dt\olatiliLacin de allas
producciones.
i
,
!
CONSULTORES PROFESIONALES DE LA INDUSTRIA, S.A.
Equipos, Ingeniera y Servicios para la Industria Plstica
1972 - 1996
o.,; ....
. :i . :::r1!f:::
i .,'
l-:-f,rl' :: . :;
. 1 -,
,
Servicios:
Venta de Equipos
Servicios de Ingeniera
Instalacin de Equipos
Consultora Industrial
Soporte Tcnico
Partes y Refacciones
OFICINAS GENERALES
Manuel Izaguirre No. 29, 2
0
piso
Ci rco Centro Comercial Satli te
Naucalpan, 53100, Edo. de Mxico
Tels.: 393-9319, 3939429
Fax: 393-9596
Sala de Exhibicin y Ventas
Parque Cupatitzio No. 20
Col. del Parque
Naucalpan, 53300, Edo. de Mxico
Tels.: 393- 1987
TECNOLOGIAS AVANZADAS
PARA PROCESOS PLASTICOS
T ermo-ReguIaOOres de aI}Ja Y
Controladores de temperatura para moldes de Nylon, AcelaI, PoIicarbonaIo.
Po/yester, BalIera Zamak. Aminio. etc.
Para control de en tarnro- certral en mquinas ftexogrticas, etc.
-
PeabOOy TecTank
Disel'lo. Fabricacin e Instala-
cin de SILOS atornillados y
sOldados, para almacenamien-
to de Terrnoplsticos en acero
al carbn o inoxidable. con ca-
pacidad de 20 hasta '500
Toneladas.
i THERMAL i
CARE trJ
Sistemas para anlri amianto de
agua, Chi ll ers portt il es. cen- ,
trales, Torres de enfr iamiento,
Termo-reguladores, tanqueslbom- "
r; bas, tratamiento de agua, Inlef-
b'
'". cam lado res de placas y Diseo ,.
de Sistemas. . ,
I '
ELECTRA FORM, INC.
Filtros, Resistencias. T ermcpares, Torpedos, Extensiooas de nariz, Ele.
NOVATEC
Sistemas a1Jk>m1icos <E dosiflr.a5n de pelets Y poMs. (Loaders).
Sistemas de secaOO de resilas: PET, NYLON, ABS, ACETAL, ele. (Dryels)
;-* RaPld
... ,
MOLI NOS: Ms de 50 modelos
2 hasta 200 H.P.
Alta Product ivi dad
Bajo nivel de ruido
Mnimos Finos
Bajo consumo de energa
Fcil limpieza
Granulatar Ine.
CONSUL TORES PROFESIoNALES
DE LA INDUSTRIA, S.A.
Manuellzaguirre 29205, Circuito Centro Comercial Cd. Satlite
Naucalpan Edo. de Mxico, C.P. 53100
Tels. 3939319 y 3939429 Fax: 3939596
,
t:
t
(
k
i
L
-
3. INYECCION
3.1. DEFINICION
El moldeo por inyeccin, es un proceso
intermitente para producir piezas de plstico que
consiste bsicamente de: un sistema de fusin y
mezclJo de la resina, diseiado para expulsarla a
aha presin una \ez que !>c encuentra en estado
lquidu: un molde metlico hecho de dos o ms
piezas. cuya cavidad tiene la fonna exterior de la
pieza deseada y; un .!>istema de cierre de molde que
evita que ste se abra al recibir la presin interna
del plstico fundido.
Para agilizar el ciclo productivo de la mqUina se
usa un sistema de enfriamiento de molde. que es un
elemento perifrico.
3. 1. 1. VENTAJAS Y RESTRICcrONES
El proceso de inyeccin tiene la ventaja de producir
piezas con [as siguientes caractersticas:
Superficies lisas.
Propiedades de resistencia excelentes. a pesar
de espesores de pared delgados.
Posibilidad de formar orificios, refuerzos,
inserciones de partes metalicas.
Elevada productividad dependiendo del
tamano de la pieza.
Obtencin de piezas listas para ensamble o
liSO final.
Piews de gran exactitud en forma y
dimensiones.
PROCESOS DE TRANSFORMACION 33
En cuanto a las restricciones, al planear usar la
inyeccin para producir una pieza se debe
considerar que:
Cada pieza requiere de un molde particular.
La forma de la pieza pucde ser complicada por
lo que se recurre a moldes complicados y
caros.
Por tratarse de un proceso cclico, una
interrupcin menor en una de las etapas puede
abatir gravemente la productividad del
proceso.
La construccin de un molde es costosa e
implica la necesidad de tener asegurada una
nlta produccin, o el costo final de los
articulas se elevara.
Existe un lmite para el espesor de las paredes
que se pueden formar (aproximadamente hasta
1520 milsimas de pulgnda la ms delgada).
3. 1. 2. A I' U CACJONES
El proceso de inyeccin, a pesar de no alcanzar los
volumenes de produccin que se logran con el
moldeo por extrusin. tiene su importancia en la
impresionant\! variedad de artculos que se pueden
generar y por tanto, la diversidad de mercados que
puede abarcar.
Por medio de la Lnyeccin se logran desde piezas
sencillas como una pluma, una cuchara desechable,
engranes de ingeniera. pieLas complicadas para
implantes quirrgicos ), con resp\!cto a las
dimensiones, se puede moldear un objeto del
tamao de un botn. hasta una tarima para embalaje
de uso industrial.
A comiLllLacin se mencionan los diferentes
campos donde comnmente se encuentran artculos
producidos por inyeccin.
34 CAPITULO 11
Artc ul os Domesti cos
Artculos de aseo (charolas, cubdas).
Artculos de cocina (vasos, jarras, platos).
Artculos decorativos (marcos de cuadros.
flores art ticiales).
Pa1es de aparatos (cubiertas, peri llas y piezas
interiores de aparatos elctricos y electrnicos
como televisores. equipos de sonido.
telfonos, vidcograbadoras).
Artcu los de jardn (si llas, boqui llas de
manguera)
Artculos de LISO personal (cepillos,
rasuradores. peines)
Artcul os de Ofici na
Pl umas, portaclips, engrapadoras, lapiceros.
Partes de equipo electrnico (carcazas) partes
inte rnas de fotocopi adoras. computadoras,
sumadoras).
Partes de mobiliario (peril las de c3jone:..
ruedas para sillas).
Artculos de Consu mo
Desechables (cucharas, tenedores, cuchillos).
Envase ) embalaje (recipientes, tapas a
presin y roscadas, estuches de cos mticos).
Jugueter a
Modelos a escala. Illuecos, bicicletas.
jugueles montab les. estuches dejucgos de azar
o cient lficos, entre aIras.
Artcu los de seguridad (protectores
respiratorios, protectores auditivos, lentes de
seguridad. cascos).
Rt:cipie11tes )" contenedores de sustancias
corrosivas o txicas . tapas de stos, etctera.
Tarimas
3./.J. /,\lPOJlTANC/A EN EL MEJl CADO
La 1I1yeccill es uno de los procesos de
transformacin de plst ico:> de mayor inters por la
cantidad Je artculos que se producen y de resina
consumida. superada slo por la extrusin en razn
del volumen. Al considerar la maquinaria, la
inyeccin ocupa el primer lugar en cuanto al
nmero de equipos en funcionamiento. En el
aspecto econmico. se requerira un anlisis
detallado para determinar qu posicin ocupa la
in)cccin el1 ClLan to al 1110l1to de ventas logrado,
pues si la e'>.:trusin es el proceso que ut iliza el
ma)or volumen de resina en comparacin a
cualquier otrO mtodo de moldeo, la inyeccin se
caracteriza por producir pieLas con mayor valor
agregado 'lUlo! la extrusiLl .
3.2. DESCRIPCION DEL PROCESO
El funcionamiento de UL1a L11quina de inyeccin
esta basado en un ciclo. donde cada periodo
consume un nmero determinado de segundos.
Durante i,!\ ciclo. entran eLl accin alternativamente
las distintas pnrtcs de l:l mfLquina de fo rma
discontinua. La Figura 2-.J.I, muest ra las partes de
ulln mquina de inyeccin:
AJUS TE Ot ALTURA
Ol "OLOE
MoraR [il)' ;i,
OH HU.'LLO J.J!J y'" U,,'OAO
ACUMULADORA
01 lNVlCC"'''
eOMU H,ORAUUCA
n: /Im ].14 b'llIl!m, de 11111/ II II/ ll inu dI! /lIy(!ccill.
I
I
e
(
"
El material plst ico al imentado por la tolva en
forma de pelle l!'., pnsa al c ili ndro de la inyectora,
donde por accin del giro del hus illo se le aplican
esfuerzos de friccin que generan calor y el
poJi111 ero se funde, se hOl1loge neiza y se transport a
hasta la punta de la unidad de inyecc in. El
constante trans port e de material crea una pres in en
[a pm1e frontal, que es compensada con el retroceso
del husil lo, que va lomando la posicin previa a la
inyeccin.
Acumulada la cantidad necesaria para ll enar las
cavidades de los moldes. la unidad de inyeccin
aVnZ1 hasta estar en con lacio con el bebedero, que
es el Orificio que perrni tmi el a\ ance de l material
fundido hacia el interior del mol de. El molde, que
ya sc encucntra perfectament e cerrado ) bajo la
pres in de [a unidad de c ierre. rec ibe e[ material
inyectado a pres in por el movi miento de avance
de l hus illo que. runcionando como un mbolo.
empuja el nuido por [a boquilla hacia el bebedero)
de ahi pnsa [l lodo el interior del molde, ll enando
[as cavidades y expulsando el a ire que estaba
contenido en e llas.
Una \e7 lleno, el husillo manti enc una presin
constante para evi tar que el material que fue
forzado a ent ra r regrese y se fo rme encogimientos
en la piela a l trm ino dd cnfriamiento.
El sistema dc enfr iamiento del molde debe tr:tbajar
efecti, amCllle durante el tiempo que ste aloj3 a la
resina fundid3. con la finalidad de solidificar [3
pieza ra pido y poder ini ciar un cic lo cuanto ant es
en beneficio de [a product ividad del proceso.
Ya que e[ c iclo dI! in)eccin se repi te
continuamente) c3da una de SllS etapas consume
algunos :,c::;ulldos, es import:l!lte resaltar que [a
reducc.:in de l ti empo en que se derarrol[ a una
etapa. aun en forma mlllllHl. puede re fl ejarse en un
aumento importante en la prdue tJ\idad del
proccso.
PROCESOS DE TRAr-i SFORNIACION 35
La Figura 2-../5 representa [as tres etapas
principales de l ciclo de moldeo:
" ... , .. "".,.,.,..
u ., .........,.
....... ...,. ...... .....
_ ......... """"
""'o "",""uco"'''.-o
"" ....... "" ... O.' ....... 'e
Figllrtl l -.t S EtrIII/S fi el Ciclo tic I lljeccilI.
3.3. DESCRlPCION DEL EQUIPO
3.3.1. T1POS CONSTRUCTIVOS
Aunque genera lmente todas las mquinas de
inyeccion poseen [as mismas partes, los arreglos en
que :. tas se acomodan dist inguen cualro lipos de
sistemas de inyecci n. Estos arregl os se Illuestran
en la Figllra2-../6.
INVECCION HORIZONTAL
INYECCIQN VERTICAL
'NVECCION VERTICAL
INYECCION \.ATE ..... l
Figll rll 1-.t{ Tipll.f CQIISl ruct;.os de I Ii)'e((Orlu.
36 CAPITULO II
En el primero de los arreglos, la unidad de
Inyeccin esta en pOS1Clon horizontal y
perpendicular al plano que divide a las dos partes
del molde. La construccin de este tipo es la ms
senci lla, ocupa un mayor espacio superficial.
El segundo tipo es una modificacin del primero, la
unidad de Inyeccin es vertical, mientras la
disposicin del molde y de la unidad de cierre
permanece sin cambio.
El tercer tipo de construccin se ocupa cuando la
pieza inyectada lleva insertos metlicos como
tomillos, tuercas, bujes, pernos, etctera.
En el ltimo arreglo, la inyeccin se realiza en el
mismo plano que divide las cavidades del molde.
Existen mquinas que combinan la posicin de las
unidades de inyeccin para realizar productos de
diferentes colores y diferentes materiales.
UNIDAD DE
COI..OR CLARO
VERTICAL
UNIDAO DE INYECCION
COLOR A"'ARILLO
LADO OPERADOR
Figura 2-47 /Wlquil/{/ pllm Vllrios Colores.
UNIOAD D INYECCION
COLOR NEGRO
Para aplicaciones ms especiales hay mquinas que
inyectan dos materiales, uno sobre otro,
denominadas para dos componentes.
Se realiza por: moldeo por inyeccin complejo, o
moldeo por inyeccin 'sandwich". Es posible
inyectar las masas a moldear una junto a la otra,
una encima de otra y una entre otra (ver
Figura 2--18).
""
Iny"ccin d .. Dos Mat"r1ales. Uno JuniO al Otro
Inyeccin de Materialu. Uno Scbr. ,,1 Otro
Inyeccin d .. Dos Materialn, Uno Dentro del Otro
Figllrll 2-48 Di[erellteJ Tipo.\ de Moldeo por Inyeccin.
3.3.2. UNIDAD DE INYECCION
Rene todas las partes involucradas en la
plastificacin, mezclado y dosificacin a presin
del material, para la alimentacin de las cavidades
de los moldes.
Existen cuatro tipos de unidades de inyeccin,
dependiendo del mtodo de plasificacin e
inyeccin usado para su funcionamiento:
Embolo
Embolo en dos etapas
Husillo plastiricantc y mbolo
Husillo inyeccin o rcciproc<lnte
La inyeccin con husillo reciprocante ha tenido una
mayor aceptacin desde que fue introducido hace
30 aos. Se describir con detalle la ltima (ya que
es la ms utilizada en las empresas productoras de
artculos inyectados).
,
1
I
I
1
..
k
It
"'
..
"-
"-
..
It
..
"-
"
..
..
TECNOLOGIA MEJORADA QUE APOYA
A LAS MAQUINAS BASICAS
EL CONTROL PlO ES EQUIPO
O:;U:
i
' MEJOR DE
:::: DE BARRIL Y DE LA
El! UN ESfUf.RZO LA PRESICION '( RIGlQU
DE LA MAQUINA NISSEI CONDUJO UN
ANAUSIS DE LA MAQUINA Y SUS
ESfUERZOS A FIN DE PROVEER El MEJOfI
DlSfNO DE LAS PLAnNAS MOVlL y
I
SE INCREMENTO El OIAMEl'RO DEL PlSTON
DE CIERRE A fi N [)( MEJORAR LA
I LA
l,\ MANTIENE GRAN
LIMPIEZA DE ACEITE HlDAAUIICO ASI
'COMO UN ALTO AHOARO DE ENERGtA
ElECTRICA YA
,
NISSEI
EL SISTEMA sse NISSEIIJUE llEGA A
OBTENER AlJA CIJNSERVACION IX
ENERGIA ELICTR1CA
LA
LA MAQUINA UTllllA UN MOTOR
HIDRAUUCO OH TIPO PlSTON AXIAL EL
CUAl.. POSEE UN fXCElfNTE EFECTO DE
PRESlCKlN EN LA CARGA DE MATERIAL
El DISEO SIN TUBERIAS y MAHGUEA.I
HlDAAlA../CAS EN EL MfCANlSMO DE
INYECCION CONTRIBU't'!: A UNA
EN El SISrEMA HIDRAUlIC
EL CONTROl. He 9000 G REAlIZA CON
PRESlCION EL CICLO DE MCtDEO POfI
I
EL I'I\NEl DE CONTROl. CONCENTRADO
HACE QUE SEA MtN VERSATl.
LOS Itm:RAUPTORES DE OPERACION
EsrAN MONTADOS EN EL CENTRO DE LA
DE MOLDl'O, Pl:RMITlENDQ Al
OPERADOR El FACll ENTENDIMINlETO y
LECTIJRA DE LAS CONOICIOOES DE
FN
MAQUINAS DE 80-460 Tons. DE CIERRE
NISSEI MEXlCO, S.A. DE C.V
Al!. Ao de Jurez No. 340-1
Col. Granjas Son Antonio
Delegacin lztopalapa, Mxico, D.F.
Tol:52 55811443, 1233
Fax: 52 5 581 1277
JATEC LATINOAMERICANA, S.I. DE C.V.
KONA HOT RUNNER SYSTEMS
La Tecnologa Espacial
Aplicada al Plstico
Unico sistema
adecuado para el moldeo
de todos los Plsticos
MAZAROTA S. A. de C. V.
Fresno 54, Col. Palo Alto. Cua)lmalpa. D.F. , e.p. 05110
TeL 259 74 51 Fax: 259 14 73
,/ '"
IMMHMEX
"--'"
MAQUINARI A Y PEUClIlAS PARA UlI NDUSTR1A OEl
MAOUlNARIA
REPRESENTAMOS EUROPEAS
AKON-5UWA- UNEAS COMPlETAS DE EXTRUSION PARA LABORATORIO
DESDE 10 mm
ADtEA BUUI RENATD-IT<l.UA- MOLINOS DE 7-150 HP, PElLfTIZAOORAs
AGLDMEHAOORAS ETC '
SIMEC-lrAUA CORTADORAS REBOBINAOORAS PARA BOP!': CPP. PET, flEt
PAPEL ETC
fORPLASIITAUA BOLSEAOQRAS PARA BOLSA CAMISETA EN RGUO y
ESPECIAUDADES
MANlONI -liAUA-IMPRESOMS FlEXOGRAFICAS HASTA 8 COLORES
TAMBOR ctNTRAl
OMC-ITAUA- EXTRUSORAS DOBLE HUSillO, PUlVERIZAOORAS LINEAS
RECICLADORAS PARA OESPERCICIQ DE PLASTl CO
POSTINOUSrnlAl
RISCKE & HEAFURTHAlfMANiA- SELLADORAS MANUALES Y
SEMIAUTOMATICAS PARA PE HASTA CAUaRES 4000
RECiClADDRAS DE DESPERDICIO OE PLASTlCD DE
POST-CONSUMO SIN NECESIDAD DE LAVADO
WEtSS-ALEMA. ... LA- UNEAS DE LAVADO PARA DESPERDICIO DE PLASTICO
POST-CONSUMO
PEUCULAS
DISTRIBUIMOS PEUCULAS DE AMTOPP CDRPORATl DN
BOPR CPP PET, PVC y PEUCULA STRETCH
i I' AIIA MAYOR INfORMACION UAMENOS HOY MISMO!
IMMERMEX, SA DE C.Y.
Monte Chlmborazo No. 527-101
Lomas de Chapullepec, 11010 MxIco, O,F.
TeL (5) 520 2741 Fax (5) 540 6940
i
TORNIL LOS Y C I LI N DROS DE CALIDAD
Nuestros programas de fabricacin Incluyen toda clase de
camisas y husillos para equipos originales y repuestos de los
mismos.
Los conjuntos de plastif icacin son hechos con la ms alta
tecnologa. husillos tpicos de alta plastificacion con
mezcl ador es especiales para PVC, Polipropilenos , Plsticos de
Ingeniera, de inyeccin convencionales, con mezcladores de
pia, helecoidales , madox: mejorando as el acabado y
r esistencia fi nal del producto.
Mejoramos los diseos originales de las vl vulas, cambindolas
por vlvulas de bola de flujo libre de remezclado y varias
Especializada en la gran industria del
plstico, se ha destacado en la
fabricacin de husillos y camisas de
extrusin e inyeccin.
Una empresa
orgullosamente
Mexicana,
con Tecnologa
y Personal
Calificado.
opCiones.
TECNICA NAVA
20 de Noviembre 1003 Col , Sto. Morio Aztahuocon Te!. 6423435 TelFox, 691 3426
.
~
1\
(
I
l:
lO..
"-
ti
~
.'
k
l
,
1>..
O;
1>;:
ji
I
iII' ,
l
1
II
1
j
,1
~
'-
11
1
"
~
:1
11
"
"
l
'-,
: I
~ 1I
j
-
Unidad de Inyecc in de Husillo Rcciprocantc
Este tipo de unidad dI:! plastificacin consta de las
siguientes partes:
Tolva
Husillo y punta de husillo
Barril
CabeLal del cilindro
Boquilla
Elementos de calefaccin
En la Figura 2-49 se muestra el arreglo de las
partes t:n la construccin de la unidad de inyeccin.
ADAPTADOR
RESISTENCIAS
"'
TORNILLO NO RETORNO
TORNilLO
RECIPROCANTE
Figl/m 2-49 Vumcndu(um de /11 Unidad de 11I)'"cdn.
a) Tolva de Alimentacin
La tolva, al igual que en el proceso de extrusin,
acumula ulla cantidad de materia prima a procesar:
sta se mantiene isLa para dosificar en la etapa que
la mquina la requiera.
La dosificacin es intermitente, pero en genera!
a!imcnta materia! de !a misma forma en que se hace
en !a exlrusin.
El tipo de to!V[! Imis empleada cs la ms sencilla,
debido a que los materiales que se transforman en
mayor volumen no requieren de tratamientos
especiales; nicamente se puede llegar a requerir un
PROCESOS DE TRANSFORMACIO.'i 37
sistema para la automatizacin de carga de materia
pnma.
b) Husil10
El husillo empleado para Inyeccin, difiere con
aquel utilizado en extrusin, porque las resinas
procesadas difieren en propiedades de fluidez entre
un mtodo y aIro.
Gencralmente, las resinas usadas en exlrusin
presentan mayor viscosidad y un ndice de fluidez
menor, mientras el proceso de inyeccin requiere
de plsticos quc fluyan rpidamente, llenando las
cavidades de los moldes.
Sin embargo, el proceso de plastificacin en el
mtodo de inyeccin, es el mismo uti lizado en la
extrusin; cs vlido hacer referencia a las
explicaciones mencionadas en la seccin de
husillos de extrusin, para entender las dimensiones
y el trabajo bsico del husillo en la plastifcacin.
una diferencia general, que puede distinguir a un
husillo de inyeccin de uno de extrusin, son las
zollas ocupadas para alimentacin, compresin y
dosificacin.
A continuacin, se muestra una comparacin entre
husillos convencionales para ambos procesos:
ZONA INYECClON EXTRUSlON
Alimentacin 60% 20%
Compresin 20% 40%
Dosificacin 20% 40%
Otra diferencia con la que se puede distinguir
plenamente un husillo de inyeccin, es la presencia
de una punta muy caracterstica.
38 CAPITULO 11
e) PUl/la de Husillo
Durante la ctapa de alimentacin, el husillo gira y
retrocede. plastificando y acumulando malCral en
la parte frontal del can.
Al momento de la inyeccin, el hus illo avanza
comprimiendo el plstico y romindolo a pasar
hacia el molde; con ello se establece una gran
presin que hace que el material intente fluir entre
los alabes para regresar a zonas intermedias de la
unidad de inyeccin. Esto no es conveniente y se
evita con el uso de diseos de punta de husillo que
impidan eMe contranujo. Los diseos deben ser
elegidos dependiendo del tipo de material
procesado,
Para materiales no estables a la temperatura. se
utilizan pUl1tas de husillo que no impidan o
modifiquen mucho el flujo del polmero hacia In
parte frontal del barri l. Esto slo se logra. usando
una punta ancha que deje una pequea nbertura
entre sta y el cuerpo del barril. para que al avanzar
el hus illo durante la inyeccin y al mantener una
presin del plstico en el molde, se reduzca el
rdorno de material hacia partes anteri ores del
husillo, aunque no se evi ta completamente.
PUNTA OE I-lUSILLO
ANILLO DE BLOQUEO
Fi;:lIrlll-50 '/l1//11 Ile 1I11.\iIIo.
Para PVC rigido, las puntas del husillo debcn estar
protegidas ,entra la corrosin, con construcciones
disctladas para optimll.ar el flujo a lo largo de la
punta y evitar estancamientos de material y
conlraflujos de la resina. Algunos diseii.os de estos
ti pos se muestran en la Figura 2-5 J.
s.. s,
S. , a(O!,',S, S,"O
S ESP"CIO ENTRE FILETES
O OI",.ETRO
s,. s,
s" s, s," o
Figl/m ] 5/ de I/I/ Jillo 11m IlIyeccin de [' Ve
Otros diseos de puntas de husillos, lIsados para
plsticos de mejor estabilidad trmica, son del tipo
denominado vlvulas de no retorno. Existcn varios
disctloS, aunque la finalidad es la misma y el
principio dc funcionamicnto es similar para todos.
en una punta con un elemento mvil.
Durante la alimentacin del material la posicin de
estc elemento mvil dcja un canal libre por dondc
el plilstico fundido fluyc para almacenarse en la
zona frontal del caiin. Al momcnto de la
inycccin. cn que avanza el husillo para bombear el
material, el elemento mvil se retrac. cerrand los
canales de flujo) evitando casi por completo el
retroceso de Illntcrial, haciendo ms efectivo el
funcion::llniento dcl husill o al trabajar como pistn.
VALVUL" OE IIOlA
PUNTA
V"LVULAS PE ANILLO
Figlllll J.j] VdlmlllS (le !\ 'o- RelQf/lQ.
C"RRER"
ANILLO
ASIERro
AMLLO
CERRADO
"SIENTO
I
CI
{
1
1
1
1
{
I
1
J
(
1
1
1
1
1
1
l
t
,
I
1
I
J
11
,1
:1
t
,
ti) Cm"'611 o Barril
Es el elemento que trabaja en forma conjunta con el
husillo, en la plastificacin y transpone de matcrial
desde la zona de alimentacin hasta el extremo
opuesto de la unidad de inyeccin. Esta parle del
equipo. de forma similar a los callones usados en
c:-.trusin, deben tener una construccin resistente a
las presiones internas generadas. a las temperaturas
de trabajo y a [os desgastes provocados por la
constmllC friccin de los materiales polimricos
procesados. )- a las eventuales corrosiones
promovidas por degradacin de material o por la
naturaleza qumica de ciertos adi li\os que pueden
reaccionar con el metal.
La superficie interna debe IIcvar un tratamiento
cspecial para aumentar su dureza y rcs istencia, que
en muchos casos sera determinante para garantizar
la calidad de las piezas. Los melados de tratamienlO
de superficie son:
Gas-nitrurado
1011-11 itrurado
Endurecido de superfiCIe
Cromado
COl1struccin bimetlica
Olros
Los mas lIsados son los nilrurados (Gas o Ion) y la
construccin bimet<ilica. la
construccin bimetlica ofrece el mejor
comporwmielllo anle los problemas de desgaste,
pero los costos de cada tipo dc tratal11icnto de
superficie conjugado con la durabilidad y
resistencia del equipo son las var iables que
intervienen en la toma de decis iones al adquirir una
maqulllaria nue\ a.
Por otra parte. en los diseilos de construccin de los
barriles, las parles principales son las mismas que
fueron mencionadas en la seccin de extrusin.
PROCESOS DE TRANSFORiVlACION 39
e) Cabezal del Cilindro O Ad(lptlUlor
Esta pieza une al cuerpo principal del ci lindro con
la boquilla de inyeccin. La construccin hace que
el equipo adqu iera una fabricacin ms modular,
facilitando los cambios de boquillas cuando las
exigencias delmuterial as lo demanden.
Si n embargo. tambin se adiciona el problema de
tener una unin extra, porque habr de evi tar fugas
de material plastiticado por las altas presiones
desarrolladas. Esquema dc este e nsamble se
mucstra en la Figura 1-53.
BOQUILLA
ADAPTADOR BARRIL
I
.\
,
I . II
----Fy71
/"
JD
"'''ILLO MOVIL
Figllra 1-53 Cllbe:ll de Cilindro.
j) BOq1li1l11
Es el canal de dosificacin del material fundido,
desde el carln hacia cl bebedero del molde.
Mecnicamente. la irnpol13llcia de su diseo radica
en tener que resist ir la presin con la que se recarga
contra el molde sin surrir desgastes.
Esta pres in es impresci ndible para prevenir el
escape de material en la zona de unin boquilla -
molde. que deben acoplarse perfectamcnte.
40 CAPITULO 1I
La unidad de Inyeccin debe tener siempre una
boqu ill a que puede tener dos tipos general es:
Boqui llas abiertas
Boquillas de apertura controlada
Boquillas Abiertas
Son las ms sencillas en func ionamie nto. constan
de un canal de salida del malcral hacia el bebedero
del molde. teniendo siempre este cunal abierto. Al
siempre libre el paso del material, se presenta
ciert a cantidad de maten al que fluye hacia el
exterior cuando el ciclo no est en la etapa de
inyeccin.
Esta sit uacin, es favorable en [os casos de que se
est procesando un materia l que requit:ra un ma nejo
trmico delicado como el PVC, resinas termofijas o
clastmeros. el drenaje de material en la puma
que puede sufrir degrad.1cin por un calentamit:nto
prolongado u ox idacin por contacto con la
atmsfera, garantiza la calidad del primer material
que st!a inyectado en el siguiente ciclo de moldeo.
Otra ve ntaja. es su bajo cO:.to y su corta longit ud, a
diferencia de otros tipos de boquil las. En la
Fig/lra se muestra un corte longitudinal de
una boquilla abierta tpica.
CIllNCRO
HUS ....
Figura 2-54 Boquilla Abiertll.
Boquillas de Apertura Controlada
l:stas boqui llas. a diferencia de las anteriores.
permiten Id paso del material fundido al cC\terior
cuando hl unidad de inyeccin se encuentra en
posicin de ll enar el molde, evi tando
escurrimientos de plst ico en elapas intermedias.
Existen dos clases para este t ipo de boquillas:
Boqui llas de apertura controlada por el ciclo.
Boquillas de apert ura con control separado.
En el primer tipo, existen dispositivos ideados para
responder en el momento en que el ciclo exige que
la boquilla se abra para expulsar el plastico. esto es,
cuando la punta de la boquilla se recarga contra el
bebedero del molde o cuando el hus ill o avanza y
ele va la presin en el interior dcl barri l.
Por otra parte. las boquillas de apertura controlada
con COlltrol separado o independiente. son ab iertas
o cerradas mediante mecani smos externos, siendo
posible abrir la boquilla aunque no exista presin
en el cilindro ni acoplada al bebedero del
molde.
En ambos casos. estas boquillas resu lt an ms
costosas que las abiertas. adems son mayores en
longitud y. por sus mecanismos de funcionamiento.
requieren de un mayor ma ntenimiento. Sin
embargo, SlI S ventajas las hacen recomcndables
para el proceso de algunos materiales.
Las Figuras 2-55 y 2-56. cjemplitican algunos
mecanismos de fu ncionamiento de este tipo de
boqui llas.
"
I
t
" ,
"
..
i
J
1
J
(
J
J
.l
J
.(
c ...... "" DEI. RUOltTE I!UOIIIll!
al ....... 0.0.
AaUJA
l : igufII 1-55 8 olfllil/l/ de Auujll.
FigUrll ]-56 BOl/ uilla dI! Pefl!O.
g) lJo/des
A pesar de que e l proceso de l1lyeccin, requiere
indispensablemente de la presenc ia de un molde,
ste es considerado C0l11 0 un accesorio y no una
parte constilUyente de un equipo de inyeccin.
debido a que puede toma r rormas prcticamente
infinitas, por ello no es vendido como parte de una
mquina de inyeccin, sino que se adquiere con
alguna firma especial izada en el diselio y
construccin. En fOfma bsica, un molde se
compone de dos partes que tienen una cara comn
que las acopla perrectame nte entre s , mienlral> que
por la otra cara van montadas. una mitad en la
platina fija ) la otra en la plat ina mvil. La
Figura .?_5"T, Illuestra una forma muy si mplifi cada
de la estruclUra) mOlltaje del molde.
PROCESOS DE TRA1\SFORMACION 41
U"IOAO Ol!
CIERRE
Uo.IOAO oe
C:IERRI!
MOLOE
Fig/U(/ 1-57 MOII/aje del \foMe.
PLATI NA FIJA
Durante el ciclo de inyeccin, cuando e l material de
la ullid,::d de 11l yeccin est completamente
plastificado. la plalina mvi l se traslada en
direccin a la plat ina fija hasta que las dos mitades
del molde se encuentran y fomlan una sola pieza,
con ayuda de la unidad de cierre. En ese momento,
la unidad de inyecci n expulsa el plst ico que pasa
por la boquil la y de ah al bebedero. que es el
primer canal del molde que tiene contacto con el
plstico fundido. Posteriormente, el recorrido
depende de la pieza o pieLas que se cs tn
moldeando.
En el caso de ser un molde para la produccin de
un artculo por c icl o, el plstico pasa directamente
del bebedero a la cavidad que tiene la rorma de
inters, hasta llegar al ltimo rincn del molde.
Esto sucede para piezas medianas y grandes
(aproximadamente 50 a 100 gr cn adelante) donde
un molde de varias cavidades podra resultar muy
grande y en consecuenc ia, demandaria tambin una
mqui na de in) eccin grande) costosa.
i\loldes Convencionales
Para piezas pequeas (tapas. botones, etc.), los
moldes de una cavidad resultan extremadamente
improduct ivos, ya que generalmente este tipo de
piezas requiere de e levados \ olmenes. La sol uci n
es construir moldes donde ms de una pieza se
42 CAPITULO U
inyecte en un mismo ciclo. En este caso, el plstico
fluye del bebedero del molde a unos canales
auxiliares, llamados correderas, que lo llevan hasta
cada una de las cavidades. que deben quedar llenas
de plstico al mismo tiempo.
La Figura 2-58, al gunos ejemplo,) lk:
arreglos para piezas producidas en moldes de varias
ca\ dades.
Fif.!/If/f ]58 Arreglos (I/! Cin'jl/ml/!.f Mtilliple!J,
Para el caso ms simple de moldes de mltiples
ca\ dades. el producto final sale acompaado del
plstico que pennanecc en las correderas, s iendo
necesaria una operacin de separacin de la pieza
de inters del plstico del cunal auxiliar (llamado
tambin colada fra); ello c:\.ige del tiempo de un
opera rio y de una operacin de molienda de la
colada para poder reintegrarse nuevamente a la
mquina de in)'ecc in en veL de desecharse. Esto
eleva en alto grado el precio del producIo.
Tambin debe considerarse que los gramos totales
inyectados no son totalmente aprovechados para
formar una pieza Lltil, por lo que la capacidad de la
mquina se ve di::.nlinuida y se obtiene algn
material de reproceso. Generalmente las maquinas
se operan entre el 20 Y el 80% de su capacidad
nominal.
Moldes de Col:lda Caliente
Para eliminar los problemas derivados del uso de
canales se han introducido con xito los
llamados moldes de colada caliente. En stos, se
cuenta con elementos calefactores que mantienen
los canales siempre fluidos, a pesar de que el resto
de l molde se est enfriando. Esto consigue que al
abrirse el molde. slo sea expulsada la pieza ti l
formada, mientras los canales que distribu)eron el
mate rial para las diversas cavidades, aculllulan
mater ial para el siguiente ciclo de inyeccin . Esto
ticne como \entnjas que se pueda utilizar la
capacidad total til de plastificacin de In mquina
en producir pieLas efectivas, reducir el ciclo de
inyeccin al suprimir el tiempo necesario para
llenar los canales. sobre todo. eliminar la necesidad
de moler y realimentar el material de coladas frias.
A esta serie de ventajas, se contrapone el hecho de
que este tipo de moldes, por su complejidad,
requiere de una inversin superior a la requeridu
para un molde :;imi lar con colada fra.
c .. ' ....
Pi;:llrtl 259 Color/o Clllie/lll'.
h) Sistemas de Ex/mIsin
"W.C[N[II.ODOOO ' ...at...oOOII
.... .... OI!" .... LA.. '[MTO
El sistema de expuls in de las pIezas inyectadas.
de un nmero determinado de pernos que
son partc de la cavidad de inycccin ) que durante
la apertura del molde. se accionan por medio de
sistemas mecamcos para separar la pieza plstica
del metal.
En ocasiones, estos sistemas de expulsin toman la
forma de anillos. principalmente al tratarse de
piezas de proyeccin circular como cubetas,
charolas, ctcetcra.
La prctica comn es disear el molde de manera
que la pieza perrnanc7ca en la parte del molde
sostenida por la platina mvil, porque en esta parte
de la mquina, es ms sencillo colocar los sistemas
de expuls in de piezas,
Cuando la pieza queda detenida en la parte del
molde colocada sobre la platina fija, es neccsMiQ
detener el ciclo automtico de la mquina para
t!xtraer manualmenle la pieza, situacin que afecta
la productividad del proceso.
T:pas con rosca
En el caso de inyeccin de tapas con rosca. el
problema surge en la expulsin de la pieza, ya que
un empuje longitudinal no bastar para remover la
pieza, y en el ltimo de los casos, puede incluso
llegar a da ar las espirales de la rosca.
En este caso. se requiere el uso de moldes con lIna
construccin mecnica ms compleja, al incluir un
mecanismo que. al momento de la aperlura del
molde, haga gi rar y retroceder los ncleos m::Jcho
del molde que origi nan la forma de la rosca, para
lograr la liberacin efectiva de las piezas sin daar
su cuerda.
i) U"idades de Cierre
Est discll ada para mantener firmemente cerrado el
molde durante la inyeccin )- evitar los sobrantes o
rcbabos de material. y por otra panc. cuidar la
integridad del molde. c\ itando cierres bruscos o
presiones excesivas.
La unidad de cierre
desde los primeros
ha sufrido modificaciones
modelos de maqulllana
PROCESOS DE TRANSFORMACION 43
producidos, y esta evolucin de sistemas de cierre
ofrece tres mecanismos bsicos:
Sistemas de cierre mecnico
Sistemas de cierre hidrulico
Sistemas de cierre hidromecnico
Sistemas ue Cierre Mecnico
Se encuentran representados por los mecanismos dc
rodillera. En este caso, un s istema mecnico simi lar
al sistema de articulaciones que un brazo ut iliza
para aplicar alguna fuerza, presiona y sostiene el
molde en su posicin al momento de la inyeccin.
La Figura 1-60 muestra un mecanismo de rodillera
para facilitar la comprensin de su funcionamiento.
POSIC10NCERAADA
PLATINA TRASERA PLATINA MOVIL
CILINDRO HIDRAULICO PLA TINA FIJA
POSICION ABIERTA
Pigl/NI 2-60 Slelllfj (le Cierre ,IIeclnit:o.
Sbtcmas de Cierre Hi drulico
En los sistemas hidrulicos. el cierre del molde y la
presin ejercida durante la inycccin. es creada por
medio de un pistn hidrulico qut: es accionado por
medio de aceite a ~ e v a d a presin.
En la Figura 1-6/ se muestra un ejemplo de un
sistema hidni.Lllir.:o de cierre de molde.
44 CAPITULO 11
Ul'lJLSOII O!l!(IO(I .......,.. DI'
HlJotAUUCO IUJOCIOI< uov..
Figura ] -61 S'temlllle Cierre /Jitlrtlllico.
Sistema de Cierre I-lidrolllcc ni co
Este sistema es una combinacin de los dos
sistemas anteriores.
Prefcnde tOmar las ve ntaj as de ambos, para un
cierre de molde ms efectivo. Inicialmente por
medios mecnicos (general mente de rodillera), se
cierra parcialmente el molde a una presin muy
baja, terminando el trabajo un sistema hidrulico,
que ejerce la presin fina l que el molde debe
soportar en la etapa dt: inyeccin y sostellimiento.
La Figflra ]62 es un arreglo tpico de una unidad
de cierre con s istema hidromecnico.
CILI NDRO HIORAULlCO
PLATINA MOVlL
PiSTON
CI LINDRO ""'RAUL'C(' -_ PLATINA MOVll
PLATINA FIJA
FiRurn 2-61 Si!jlemll Je Cierrre Hidromt!cnico.
3.3.3. TIEMPO DE CICLO
La velocidad de ciclo de moldeo depende de
diferentes vari ables como son:
Tiempo de Apertura y Cierre del Molde
Tiempo de Inyeccin
Tiempo de Sostenimiento
Tiempo de Expul sin
En la Figura 2 63 se muestra la secuencia de etapas
durante un ciclo de inyeccin comn.
I
ClCLOI;ll/_
' ----'-
_00 , ,
._..
" 1
o ..... l l;lI/ IIffl!CCIOf< \ ENfI!l.llOllHTO /
!lOST[N","EH1'O (lI'UUfON
Figllrlll.63 Tiempo de Cid/J.
De las variables anteriores, el tiempo de apertura y
cierre del molde dependen de la tecnologa de la
mquina (ciclo de vaco), mientras que el tiempo de
inyeccin, sostenimiento y expulsin dependen del
disei o del molde, rorma y tamao de la pieza,
nmero de cavidades, relacin L/e (longitud
les pesor) y otros aspectos importantes.
Ciclo en Vacio
Es el tiempo total que se requiere para el cierre y
apertura de la mquina, si n producir ningn
material (inycccin=sostenimicnto=enfriamiento=Oscg).
Para selecc ionar una maquinaria de inyeccin es
muy importante evaluar parmetro, ya que en
piezas de alta producl.:in se puede reduc ir la
produccin hasta en un 20% por 1 seg de diferencia
en el ciclo en vaco entre dos mquinas simi lares.
SOMOS UN EQUIPO
QUE TRABAJA PARA USTED .
PORQUE NUESTRA PRINCIPAL MOTIVACION
ES LA INDUSTRIA DEL PLASTICO"
Ofrecemos servicios de alta calidad y vanguardia con Modelos Tcnicos, Informativos y
Pedaggicos que permiten desarrollar las mejores alternativas de actualizacin, generando
conocimientos Integrales para Ejecutivos y Empresarios .
Con instalaciones adecuadas, modernos sistemas de comunicacin soportados
por un profesional equipo humano de Investigacin, desarrollamos Diplomados,
Seminarios, Conferencias , Congresos, Estudios de Mercado, Consultora,
Diagnsticos Empresariales y Certificacin de Habilidades Laborales para
fortalecer el crecimiento de la Industria del Plastico.
Servir es nuestro principio y fin, ya que gracias a Usted eXistimos.
Acrquese a nosotros porque ..
... en Plasticos lo sabemos
INSTITUTO MEXICANO DEL PLASTlCO INDUSTRIAL, S.C.
Insurgentes Sur 954- 1er. Piso
Tel. 6693325
Col. del Valle 03100 Mxico. D.F.
Fax. 6874960
TODO
I
e l
1
i
1.
"
1
!
"-
,
I!
1.
l
J
L
1
..
l
1
t
[
l.
I
1
!
l
IL
l
L
(
l
1
"
J
"
4. SOPLADO
4. 1. DEFl i\'ICION
El moldeo por soplado es un proceso discont inuo
de produccin de recipientes y artculos huecos, en
donde una resina termoplstica es rundida,
transformada en una preforma hueca y llevada a un
molde final en donde, por la introducin de aire a
presin en su interior. se expr\l1de hasta tornar la
forma de l molde es enfriada y expulsada COmo un
artculo terminado. Para la produccin de la
preforma. se puede cOll siderar la mitad del proceso
como conjunto y utililando el proceso de inyeccin
o exrrus in, permi tIendo que el proceso de soplado
se divida en dos distintos: inyeccin - sopl o
y extrusin - soplo.
4.1.1. VENTAJAS Y RESTRICCIONES
El proceso de soplado tiene la ventaja de ser el
nico proceso para la produccin de recipientes de
boca angosta: solamente comparte mercado con el
rotomoldeo en contencdores de gran capacidad.
Par:t el proceso la produccin de la
pieza final no requiere de moldes muy costosos.
Otra ventaja es la obtencin de artcu los de paredes
mu) delgadas con gran resistencia mecnica.
Opcrativamente permite cambios en la produccin
Con relativa sellc ill c/. tomando en cuenta que los
moldes no son volumi nosos ni pesados.
Como re stricciones del proceso se pucdc mencionar
que se producen artCulos Iluccos que requieren de
grandes espacios de almacenaje ) dilicultan la
comercialiwcin ti regiones que no estn prximas
11 la planta productora. Por otra parte. cn el proceso
de extrusin-soplo. se tiene en cada ciclo una
porcin de material residual que debe ser mol ido y
retornado al material virgen para su recuperacin,
lo que reduce la relac in produclo
ohtenido/mareral alimel/IC/do. ) que se debe
arlicionar al precio del producto.
PROCESOS DE TRANSFORMACIO;'; 45
4.1. 2. APLlCACrONES
Prcticamente e l moldeo de cualquier recipiente se
puede lograr por medio de l proceso de sop lado,
siendo e l uni co para la produccin de rec ipientes de
cuello angosto de alto consumo en induslrias como
la alimenticia. cosmtica y qumica. aunque en
envases de cuell o ancho, puede encont rar cierta
competencia en el proceso de inyeccin y quizs
con el tcrmoror1l1ado, mientras que en contenedores
de gmn tamao y boca angosta, observa una gra n
comprelencia con el moldeo rOlacional. El proceso
se encuentra en rranco crecimiento, bajo la
necesidad de abastecer a un mercado de al imentos
tambin en constante auge. Ejemplos de la
diversidad de aplicaciones son:
ScclOr Cos mticos - Fa r macutico
Env:tses de tratamientos tipo ampolletas
Envases pequeilos para muestras mdicas
Recipientes para medicamentos en pastillas
Recipiente!. para jarabes. soluciones y
!.uspcnsioncs
Recipientes grandes para suero
Rec iptentes para shampoos y cremas
Recipie ntes para loc iones y perfumes
Sector Alimentos
Botellas para aceite comestible
Botellas para agua potable
Botellas par:1 bebidas carbonatadas con o si n
relamo
Botellas para bebidas alcohlicas
E!l\ases pequeilos para golosinas O
prOlllOc ionales
Envases para bebidas rerrescames 110
c:\ rbonatad3S
EII\ ases para condimentos
1:.11\ ases para bebidas en polvo
46 CAP1TliLO II
Garrafas para lquidos (vinagre, jugos, leche)
Garrafones de agua potable
Recipientes para productos VISCOSOS
(mermeladas, mie les)
Sector Domst ico e Industria l
Contenedores de gran volumen para sustancias
qumicas o agua
Garrafas para solventes
Juguetes (muecos, carros montables)
Recipicntt:s pequcilos pan envase de
productos qumicos (pegamentos)
Recipientes para productos de limpieza
(blnllqllcadores, jabones lquidos)
Recipientes para reactivos > sustancia!'.
corrosivas
Recipientes para aceites industriales )
automotrices
Tanques para gasolina en aut omviles
COIl1 pactos
Import ancia cn el }Icreado
El moldeo por soplado se puede considerar
netnl11enlc como el productor de anculos dI:! vida
(ti l corta, ya que aIl teniendo en cuenta que por
este proceso se obtienen grandes
industriales de h.:l st<l 10,000 litros, tanques de
automotri ces o contenedores no
desechables para lquidos en generaL el mayor
porcentaje (en volumen) de las formas obtenidas
estn dirigidas al emase de productos de vida de
anaquel breve, que en llluchos casos no llega a una
semana cuando se trata de alimentos. Esta
situacin. unida con la cnndicin siemprc r,;reciente
de la Induslria de productos alimenticios.
f:1rmacutic05) cosmticos. permite que el proceso
de "oplado cotlsene una pos icin de \erdadero
desarrollo. Incluso. las dificultades de transporte de
envases por problemas de volumen, prcticamente
libra a este tipo de moldeo de ataques por
importaciones masivas de artculos terminados; ello
no sucede para otros procesos de transformacin de
plsticos.
4.2. DESCRIPCION DEL PROCESO
El moldeo por soplado tiene la complejidad de que
en sus dos etapas principales requiere de otros
tantOS procesos de moldeo distint os: tilla es la
preparacin de la preforma por extrusin o
inyeccin y la otra es el proceso de 'ioplo
propiamente dicho. Con base en la manera en que
se obtiene la preforma, el proceso de soplado debe
dividirse en dos tipos:
ExtrusinSopl o
In)eccin Soplo
Cada uno de los tipos de soplado tiene a su vez
camctersticas que requieren posteriores
subdivisiones, pero <l partir de esta div isin inicial
se puede describir con cl aridad id proceso.
4.2.1. PROCESO DE EXTRUSlON - SOPLO
Se uti liza principalmente para la obtencin de
recipientes de boca angosta. con O sin cuerda y
preferentemente para materi ales como PEAD.
PEBD, PP Y PVc. En la Figura ] 6.J se muestra un
diagrama simpl ificado para la obtencin de un
objeto hucco 1llcdiallle el proceso de extrusin
soplo mostrando las cuatro etapas de ciclo.
.-
-
-- . -
... /"
... "... )
...... ""
"' ......
o
Figllffll 64 Pr ocl,')'( (fe E.1;lrmilj ll .so/llo.
..
. -
--
"",eu.
.... '1 L
l
I
l.
t
l
"-
l
;
(
I
Il
le
Jl
,
1
11
Il
~
J
'-
,
"
11
'-
,
R
1
~
~
,1
<
t
I
"
11
t
"
I!
"
J
" !(
~
Para la obtencin de artculos huecos por esta va,
la resina polimrica es alimentada a la tolva de un
extusor: de ah pasa al interior del calln, se
plastifica y hOlTIogeniza por medio del husillo con
los pigmentos y otros aditivos que tambin hayan
sido alimentados, siendo nicamente restringido el
uso de cargas o reruerzos, ya que estos ltimos
generalmente provocan la ruptura de las paredes del
artculo cuando est en la elapa de soplado.
El material ya homogneo y comp1ctameme
plastificado, pasa al dado o cabezal que, de manera
sil11dar a la c:\.lrusin de tubera, produce una
preforma (prison) tubular con dimensiones de
pared controladas para que la pieza final cLlmpla
con las dimcnsioncs de espesor requeridas.
La produccin de esta preforma debe ser
invariablemente vertical y descendente, ya que no
existe ninguna gua que pueda ofrecerle alguna otra
orientacin. mientras que el tiempo empicado desde
que comienza a salir del dado hasta que tiene la
dimensin precisa para contll1uar con el ciclo. est
limitado al 111omento I!ll que la primera porcin de
plstico extruido se enfrc. perdiendo caractl!risticas
para ser moldeado.
Llegando a la longitud de preforma ptima, que es
ligeramente mayor a la longitud del Illolde que
forma la pieza final, entra en accin el mecanismo
que cierra las dos pat1eS del molde para dejar
confinado cl prison en ste. Durante su
mO\ imiento, d molde adems de rodear al prison.
lo prensa por l\llO de sus cxtremos provocando el
sellado de las paredes del tubo, debido a que el
plstico se cncuentra allll arriba de su temperatura
de reblandecimiento.
El diseo del molde puede incluso cortar el
material sobrante por debajo de ste, formando as,
la caracterstica lnca o costura en la base de todo
recipiellll! obtenido por e.'i.trusin-soplo. El otro
extremo del prisn permanece abierto, pues es
necesari o para las etapas posteriores.
PROCESOS DE TRAI\SFORMACIO:-I 47
En la tercera fase del proceso se introduce una
boquilla por el extremo abierto del molde y en el
interior del prison, se inyecta aire a presin,
obligando a la preforma a extenderse hasta alcanzar
las paredes del molde. donde se enfra y conserva la
forma interior del molde. La boquilla de inyeccin
del aire crea al m ismo tiempo la estructura final de
la boca y cuello del recipiente.
Es importante setlalar que durante el proceso de
expansin de la preforma hacia las paredes del
molde, el espesor de la pared sufre una reduccin
por el aumento del rea superficial.
En la ltima fasc de! ciclo de soplado, el molde se
separa exponiendo al recipiente terminado a una
temperatura en que es estable dimensionalmeme,
para ser entonces expulsado por su propio peso o
por el aire a presin que an se encuentra en su
interior. Generalmente, el tiempo invertido en las
dos ltimas etapas (soplado-enfriamiento y
expulsin) tarda lo suficiente para que en el dado se
haya extruido una nueva preforma, siendo
necesario que el molde recin liberado del producto
tenga que moverse hacia la recepcin del nuevo
material, para iniciar un nuevo ciclo productivo.
4.2.2. PROCESO DE INYECCION - SOPLO
Se utiliza el1 los casos en que se requiera obtener
recipientes de boca ancha, con o sin c\lerda, con un
cuerpo an ms ancho o de forma tal que no p u ~ d
obtenerse por un proceso simple de inyeccin.
T3mbin es adecuado cuando la resina requerida
para la obtencin del recipiente tenga una tluidez y
\iscosidad que no permitan la e.'i.trusin de una
preforma o se tengan muchos problemas para su
control.
En la Figura 2-65. se muestra el proceso de
inyeccin- soplo. indicndose las etapas de que
consta el ciclo para la obtencin del articulo final.
48 CAPITULO 11
--
--
_'o __
h r!l;JltI rrm
- --
Fi:urtl 1-65 Proce.w, de IlIyecdlI-Soplo. EllllJa,J Prillcipa/es.
En esta variante del proceso de soplado, en la
primera etapa la resina es alimentada a la tolva de
una maquina de inyeccin, de donde pasa al can
) por 1:1 accin del husillo y las resistencias
caleractoras es fundida, homogeneizada y
transportada hacia la punta de la ullidad de
inyeccin; ah se ac umula tempora lmente.
Al reunirse la cantidad de material sutlciente para
inyectar la pieza y teniendo el nlolde li sto para la
recepcin del material, el husillo de la unidad de
plastiricacin avanza, expulsando al material
plastificado hacia la cavidad del molde para
producir la preforma. con un perfil de espesores
que puede ser unifonTlc o variable dependiendo de
1;) formil del articulo tinal. La preforma tiene un
aspecto tubular y no puede ser, en ninguno de sus
puntos. ms ancha que el dimetro interno de su
boca.
El plstico inyectado es ligeramente enfriado para
que la prelorma pierda fluidez y conserve un estado
reblandecido. Al momcnto de alcan7..ur la
tempe ratura adecuada, la parte del molde
correspondiente al cuerpo de la preforma. se aparta
para ser su.<,tituida por otro molde que tiene la
forma e:-..terior del recipil!nte deseado. En esta
etapa. las partes del molde que formaron el cuello y
la parte interna de la preforma se conservan
Inmviles. La preronna, ubicada ahora en un molde
de mayor \ ol umen. es expandida por la inyeccin
de aire introducido por el vstago met.ilico central
usado durante la inyeccin de sta.
La expansin involucra una reduccin en el espesor
de las paredes del recipiente. de manera si mi lar al
proceso de extrusin soplo, pero en este caso. la
linea de costura en la base del producto no aparece.
siendo reemplazada por una discreta promi nencia
que indica e l punto de inyeccin de la preforma. El
plilstico. ahora en contacto nuevamente con las
paredes interiores del molde final, transfiere su
calor rpidnmente hac ia e l metal, que a su vez, es
enfriado con corrientes de fluidos refrigerantes
(agua con aditivos. en trminos gc nerales).
Fina lmente. la ltima etapa del ciclo corresponde a
la expulsin de la pieza terminada con la apertura
de los moldes que dieron forma a l cuerpo y cuello
del recipiente y la salida del \astago central de l
interior del producto. De aqu. el vstago central y
el formador del cuello se renen con el molde del
cuerpo de 13 preforma para instalarse en pos ic in a
la sa lida de la boq uilla de la inyectora) es perar una
nueva descarga de material plastificado para iniciar
un nuevo ciclo.
4.3. DESCRIPCION DEL EQUIPO
4.3. /. CA BEZAL DE EXTRUSJON
Desempea un papel importante en el proceso de
extrusin-soplo. ya que de la calidad con que sea
producida la preforma, depende el xito de la etapa
de soplado. los cabezales uti lizados en la
ext rusin para soplado. deben tener una
construccin de 90, pues no existe otra rorma en
que el molde pueda tomar e l prison que no sea
vertical. La:. secciones de a limentacin al cabezal,
deben tener un diseilO adecuado para e\ itar lincas
de soldadura por los elementos que sostengan el
mandril central del dado. Para la producc in de
preformas de dimetro pequeo, una sa lida de
material recta o cOllvergente puede ser indicada y,
un prison ;on espesores de pared constante
responde perfectamente a las necesidades de l
proceso.
11
ASB eA SERIE ""_
+ Una alternativa que jams existi en la Industria
+ Un concepto totalmente nuevo, mquinas de "dos etapas", alineadas por
"mdulos" en un solo paso
+ Mdulos separables y acoplables para combinarse a mquinas existentes
UNA MAQUINA CON CUATRO OPCIONES
, ,
~
CD
~
~
..
@
I
@
@
..
"
INYECTORA-SOPLADORA UNA ETAPA INTEGRADA
1 INYECTORA DE PREFORMAS
J INYECTORA CON ACONOICIONAMIENTO TERMICO " READY TO BLOW"
SOPLADOR LISTO PARA RECIBIR PREFORMAS
NISSEI
ASB
ASB
"L / N E U P" DE
"A SER
PB 85/100 - 16/4
PB 170/ 170 - 24/6
PB 170/ 170 - 32
3,300 (2 f) - 4,200 (0.5 f) BPH
3,600 (1.5 f) - 4,800 (3 f) BPH
5,000 (1.2 f) - 7,200 (0.5 f) BPH
-- - -
- - - --- r---,
I
J I
- 1- - -""- - -
- - - - - - - - - -
- - -- - -""--
ACOTACIC'" E\; C\ T METROS
t ALTOS VOLUMENES DE PRODUCCION, CON "FLEXIBILIDAD"
+ REDUCCION DE ESPACIO Y ENERGIA
FACIL MANEJO y CONTROL DE OPERACION
.,. ALTA CALIDAD DE ENVASES. BAJO CONTENlbo DE AA.
NISSEI
ASB
MEXICO, CENTROAMEAI CA y CARIBE
NISSEI ASB CENTROAMERICANA, S.A. DE C.v.
Torres Adalid 618, Planta Baja
Col. del Valle 03100
Mxico, D.F. , Mxico
Tel: (52 5)6690069 / 14041288
Fax: (52 5) 669 1645
JI.
JI
..
"
,.
.( 11
Para la produccin de formas que no sean
completamente Cilndricas y de seccin transversal
uniforme, o que sean de un tamao relativamente
grande (ms de 5 1 O lilros de capacidad final), es
necesario contar con un control en el espesor de la
preforma o prisol1 eXlruido. que podr ser no
u1l1forme al paso de su longitud.
La variacin de espesores, en el caso de formas
irregulares y complicadas. obedece a que al
momento del soplado algunas zonas de la pared de
la preforma c'\pcrimctllan mayor elongacin que
Olras, produciendo paredes ms delgadas, debilcs o
muy gruesas donde se material.
En el caso de productos grandes, el peso del prisol1
extrudo se Ulcre mcnla con la longitud y tiende a
estirar a las paredes mas cercanas al dado: se debc
compensar con incrementos paulatinos de espesor
al mom\!nto de la produccin del prison.
La variacin en los espesores de la prerorma, se
logra por de un dndo que pueda incrementar
o reducir la distancia de la abertura. por la que se
est eXlruyendo la resina. Esto se consigue con el
movimiento ascendentl! ) descendente del mandril
del dado de extrusin.
Las Figl/l'aJ 2 66 \ 2-6"", muestran diseos de dado
y pnsol1.
LABIO
RANURA
ANGULa DE
SESGO
Figllfl/ l-( Dllflos /IIfI/ Ex/rusilI de Prc/orttllu de ESle.mr
I I/riable.
PROCESOS DE TRANSFORMACION 49
l'"
0.070
}
o Oto
O.Oll _
0.06&
PARISON
0031
0084
0014
0100
PRODUCTO
RECORTE
DE MATERIAL
Fi;:lIrII 2-67 Esp<!Sor I'rugrllll/mlo de II/UI I're/orll/II y
Producto Fillfll.
4. 3.2. CABEZAL ACUMULADOR
En la produccin de contenedores grandes (de 20 I
o ms), ) principalmente cuando se requiere una
distribucin del espesor de pared, se recomienda el
uso de maquinaria con cabezal acumulador, que es
un mecanismo de almacenamiento del plstico
fundido para posteriormenle formar el pnson con
alta velocidad.
As. se ev ita el t!stiramiento natural del parison que
en casos e:\tremos puede proo.ocar la ruptura del
mismo, especialmente si su peso es mayor a:2 kg.
4. 3.3. CORTE DEL PAR/SON
Una \ t!Z que el prisoll ha sido formado) captado
por el moldc. existe un mecanismo que corta el
prison y permite el paso de la boqui lla de soplado.
En el caso del PVC y Poiolefil1:ls, se puede utilizar
una cuchilla en fria. E.n caso de que el prisoll sea
muy delgado o inestable, se prefiere UIl nlamhre
calicnte (resistcncia electricn). que tiene la
des\ entaja de requerir m3)Or manten imiento.
I
50 CAPITULO 11
4.3.4. MOLD/:."S PARA EXTRUS/ON-
SOPLO SIN /JIORIENTACION
Estos moldes son los ms sencillos, ya que un solo
molde de dos piezas se puede utilizar para el
func ionamiento eJe una mquina.
Pam su construccin, se pueden uti lizar materiales
muy ligeros como el aluminio, debido a que en la
ctapa de soplado no se ejerce una presin elevada
como en un moldeo por inyeccin, consiguiendo
ventajas en peso y conductividad trmica, siendo
ms sencillo maquinar los canales de circulncin
del lquido de enrriamiento.
Sin embargo, en mquinas de alta productividad, la
intensidad de trabajo put:dc demandar moldes de
acero O alguna otra aleacin resistente para
conservar el mo lde en buenas condiciones an
despus de someterlo a largos periodos de
produccin.
En la Figura 2 68, se muestra un molde de
extrusin-soplo.
Figl/m l -MI Molde pI/m hOle de Il!dlt! dI! PEAD.
4.3.5. MOLDES PARA INYECCION-SOPLO
SIN BIORIENTAClON
En este proceso, debe adicionarse un molde de
inyeccin de tres partes, que implica una
compleji dad mayor que el cnso anterior, ya que e l
molde de inyeccin debe tener un diseo especial y
materiales para resistir las presiones normales de
un proceso de inyeccin.
El molde de soplado podr ser de las mIsmas
caractersticas que el usado en la extrusin-soplo
convencional.
4.4. PROCESOS PARA LA
OBTENCION DE
RECIPffiNTES
BIORffiNTADOS
Durante mucho tiempo se estim la posibil idad de
introducir a los materiales plsticos en el envase de
bebidas gaseosas, agua purificada y otros
productos, donde el dominio del vidrio y los
materiales metlicos parecia indiscutible.
Las principales caractersticas que el plstico debe
cumplir son:
Presentar alta transparencia para proporcionar
buena presentacin al producto envasado.
Resistencia mecnica a presiones internas el1
caso de bebidas carbonatadas.
Cumplir con los requerimientos de vida de
anaquel exigidos por las bebidas carbonatadas
(baja permeabilidad al CO
2
).
Tener resistencia a impactos producidos
durante las labores de produccin, trnl1sporte y
distribucin del producto.
Tener un precio menor al vidrio y
productividndes igun les o mayores a ste.
U u f h ~ I
j
1.
1.
..
..
..
..
,
I
,
I
,
.(
l
1.
~
...
..
.:-
l.
..
..
..
..
!
1
I
:1
I
1
11
I
1
Las dificultades parecan excesivas, sobre todo en
el caso de la impermeabilidad al CO], y por la
presin a la que se envasan las bebidas gaseosas,
slo se podia aspirar a resolver el problema con
grandes espesores de pared o complicadas
coextrusiones. Inclusive, eran contraproducentes al
analizarlas en transparencia, productividad y costo,
por el lo se descartaban comO alternat ivas factibles.
El desarrollo de una modificacin a los procesos de
cxtrusin -soplo e inyeccin - soplo, asi como la
invcstigacill de llUevas grados de resinas que
cumplieran con las propiedades mecnicas y de
permeabilidad impuesta .. por [as caractersti cas de
los productos a envasar, resolvieron los problemas
para la sustitucin de vidrio y metales, en campos
en que parecfan irremplazables.
4.4.1. PROCESO DE EXTRUSJON-SOPLO
CON B10R1ENTACION
Es preferido para la obtencin de botellas de PVC
transparentes; es un proceso de extrusin-soplo,
con una etapa que asegura el estiramiento
longitudina l del rec ipiente producido.
La Figura 2-69, muestra la secuencia de pasos a
seguir durante la extrusill -soplo con biorientacin.
I
ESTlRAIlENlO
~
~ ~
~
PRODUCtO
Figura 1-69 Pruceso fk Extru.fi,,,-Soplo co" BiorielllacifI
PROCESOS DE TRANSFORMACION 51
Las primeras etapas de este mtodo, sIguen el
mismo camino descrito para el proceso extrusin -
soplo convenciona l, pero al llegar a la ultima etapa
no se obtiene el producto final, sino una preforma.
En el proceso convencional, la preforma obtenida
es sellada en su parte inferior y soplada, sufriendo
un gran estiramiento ci rcunferencial, pero bajo
longit udinalmente, que provoca un arreglo y
orientacin desbalanceado en las molculas y
prdida de las propiedades risicas mximas que el
polmero puede proporcionar .
Para resolverlo, la preforma obtenida es lras ladada
al molde que tiene la forma del producto final y que
es mayor en longitud y circunferencia en relacin
con la preforma. Aqu entra en accin simult nea
un dispositivo mecnico que estira la preforma
longitudi nalmente, mientras que por medi o de aire
a presin se real iza la expansin de las paredes de
la preforma hasta las paredes del molde.
Asi, se obt iene el recipiente requerido con una
ori entacin en sentido longitudinal y
circunferencial, que mejora de manera notable las
propiedades mecnicas de las paredes del producto,
logrando altas resistencias con purcdes
considerablemente delgadas.
Moldes par!! E)[ lrusin-Soplo COII Biorienl:lcin
Para la cxtrusin-soplo con biorientaci n, los
moldes no requieren de construcciones
resistencia a la presin, pero son
complejos en su func ionamiento y diseo.
de gran
bastante
Se pueden usar materiales ligeros en su
construccin o de mayor resistencia mecnica,
dependiendo de la intensidad de uso a que estn
sometidos.
52 CAPITULO "
4.4.2. PROCESO DE l NYECC/oN-SOPLO
CON B10RlENTAClON
Se retiere preferelltemente a la produccin de
envases de PET, que generalmente se dirigen a
mercados COtllO el envase de bebidas carbonatadas
yagua purificada.
La variacin contra el proceso normal de
in) eccin-soplo. es la introduccin de una etapa de
estiramiento longitudinal, con la que la preforma
crece a mas del doble de su tamao original.
consiguiendo una C.'traordinaria mejora en sus
propicdade:. mecnicas que le permite resistir a
impactos extenore:.. estando sometida a preslOlles
interiores considerabks.
Esto ha provocado UIl importante desplazamiento
del \, drio en la industria rcfresquera. con una
reduccin de ms del 90% en peso de em ase.
La Figura 1-70, ilustra el mecanismo seguido para
la biorentacin cn UIl proceso de inycccilHoplo.
/
f I
HUSILLO
MOLoe ABIERTO J -'
Fi;;lIff1 1-7fJ I'roCI!\O (le IlIyeccin-Soplo COII 8iorielllllcilI.
Comparando la secuencia anterior con el proceso
de inyeccin-soplo convencional, se puede advertir
la inclusin de una etapa en la que la preforma es
eSl irad::! longitudinalmente por medio de un vstago
de vertical. micntras la inyeccin de
aire a presin ofrece a las paredes del recipiente la
bioricnlacin que permite paredes delgadas con
alias propil!dades mecnicas. adems de las mejoras
en transparencia, bajo peso y casIo
Moldes para Inyeccin-Soplo con Biorienlacin
Es el Illtodo de soplado de mayor complejidad en
cuanto a moldes se relic:rc.
En la etapa de obtencin de la preforlll.:l. se debe
uti lizar un molde de a lta resistencia ) de
e."\traordinaria capacidad de enfr iamiell to. ya qU\! en
e l moldeo del PET. un enfriamiento ordinario
puede conducir a la obtelH;in de piel3s opacas por
la de las cadena!) del polmero. En
estos moldes, la zona ms dificil de enfi"ia r es el
plinto de inyeccin, por esta razn. en las botellas
terminadas se pueden apreciar ligeras lonas opacas
en la parte inferior del producto.
Posteriormente, se emplea un molde similar al
usado en e l mtodo bionentacin de preformas
e:\lfuidas, con la diferencia de que en este caso,
deben ser previstas mayores capa;idades de
estiramiento longitudinal.
5. TERMO FORMADO
5.1. DEFINICION
Es llll proceso de transformacin secundari o; una
lmina dt.! material termoplslico se moldea por la
accin de lel11pemtura } presin. La tempemtura
ayuda a reblandecer la lmina ) por medio de
moldes y la intervencin de "acio o presin, se
adquiere la forma final.
5.1./. VENTA JAS Y RESTR1CCiONES
La alta producth dad es Ulla \ entajas del
termofonnado. en razn de que por ser un proceso
de transformacin secundario. no se IIt!ga a la
[lIsin de la resltln, sino nicamente a
reblandecer la.
Tambin se deri\;} en requerimientos de moldes
muy scn;illos. en comparacin a los moldes por
ill)cccin para la fabricacin de una misma pieza.
La senc ilk/ relati\:1 en la construccin de moldes
ofrece al proceso de tcnnofonnado una major
Igilidad e ill\ersiones bajas c\wndo se cambia de
diseo de producto lo clIal, es tardado y costoso en
un cambio eh.: moldes para inycc<.:in.
En cllanlo a las restricciones del proceso, se debe
partir dI! IIna lmllla de material plstico en lugar
de materia prima en foml<! de pclkts o ])01\ os. As;'
el costo de pnmas para el proceso es
mucho 1ll<l)"OT que para los prm:esos de
Irunsformacin primarios como la myeccin, la
extrusin O el soplado.
lII1 limite los espcson:s dimensiones
del producto. I.:.n el priml!l" caso. lilln inas muy
grues;.s no permill:n un .:;lenlUJ1llento uniforme I! n
su parte illtl!rna. por la ba):l condllc!;\ dad trmica
de los plsticos, que impedir 1,.'1 formado de la
pieza. En e l caso de las dimensiones del producto.
por ser un proceso basado en estiramientos de una
PROCESOS DE TRA:"I SFORMACION 53
lmina, la forma final est restringida a las
propiedades mecnicas de la resina y al espesor de
la lmina.
La insercin de partes metl icas o la produccin de
piezas COI1 perforaciones. 110 es posible
directamente; se debe recurrir a mtodos de
maquinado postcriores y no se usa el ! 00% de la
lamina en articulo terminado. ya que una parte dc
sta debe ser conada reciclada.
5.1.2. APLICACIONES ACTUA LES
El proceso de termo formado. tiene su mayor
mercado en productos de vida corta como
aplicaciones para envase y embal aje de a limentos.
medicinas y di\ersos. as como en
productos dc!>echables. Sin embargo, tambin tienc
aplicaciones de tipo industrial. Ejemplos de stas
son las sigui entes:
Embalaje
Vasos de tapa pelable para alimentos
Charolas para embalaje de alimentos:
repostera como galletas)' confitera
ipsulas para ell\ase de productos
farmacuticos: bl istcr pack para past i lIas
Cpsulas para envase de articulos di\ ersos:
bltster pack para pilas. rastrillos, tornillos,
botones. etcclera
Recipientes para embalaje en panaderas:
charolas para pastcles J gelatinas
I.mbalaje dc artculos diversos: clal11 she lJ
Articulos de Oficina:
Protectores para tcclados dc computadora
Artculos de Consumo:
Desechables: \ asas. platos
orillas decorativas de temporada: 1lloti\os
na\idelios
54 CAPIT ULO 11
Industrial
Interiores de refrigerador: liners
Ot ros
13urblljas para maquetas
Domos para tragaluz
5. /.3. IMPORTANCIA EN EL MERCADO
En 1993, el consumo de 13111in3 parn lenl1oforrn ado,
ascendi a 90,000 toneladas que se procesaron por
transformadores que vendieron su producto a otros
usuarios con Jos que se han integrado y cuyo
negocio principal no es el te rmoforrnado, sino la
produccin de nlimentos, medicamentos, apa ratos
domsticos, entre otros.
5.2. DESCRIPCION DEL PROCESO
5.2./. POS /ClONA MIENTO
Cons iste en sujetar firmemente la lmina en el
bastidor de formado mediante pinzas LL aIras
di<;pos itivos que impidan el desplazamiento aleral
de la lmina. Si se moldea una lamina gruesa
(espesor mayor a 0.25 mm) se sujeta la misma con
un bastidor o pinzas, pero si la lmi na se alimenta
en rollo o es delgada (espesor menor a 0.25 mm),
puede .ser sujetada con clavos que la mantengan
durante su moldeo.
LAMINA
Figl/ ra 2-71 Sillltnlll le SlIjecin e/l la Ewpa de
PINV,S
LAMINA
5.1.1. CALENTAMIENTO
Al calentar la lmi na, se reblandece a su respect iva
temperatura dc formado por tres mtodos
direrentes.
a) Radiacin
Es el mtodo mas utilizado para suministrar energa
directa y uniforme a la lmina, se emplea para
materiales de bajo calibre y puede ser aplicado en
varias formas:
Alambres en espiral dI.! nquel -cromo
Calentadores en barras de ucero
Calentmlores en tubo de cuarzo
Placas de ceril.lnica con alambres empotrados
como resistclIcias
Lll1parus dc radiacin infrarroja
Como la transferencia de energa radiante no
depende de la distancia de separacin entre la
fuente y el receptor, sino de la efectividad de la
r3diaein. la forma ideal de realizar este proceso es
por medio de lmparas de radiacin infrarroja.
El rango de longitud de onda de la rad iacin para el
calentamiento en el proceso de tennoformado es de
0.3 a 10 Y la zona del infrarrojo es de
0.7 a 3 Mm, mi entras que las otras fu entes de
calelllamicnto) radiacin se salen de estc rango.
El nico riesgo 10"5 que el mal uso de ste pl1ede
provocar UII calentamiento r;:xcesivo (posibilidad de
que mado del materi al) y, si la lmina es gruesa,
existir una mala distribucin de la temperatura en
su superficie.
h) COll vctccin
Se emplea para lminas gruesas) consiste en hacer
circular aire previamente calel1tado en un horno
para tograr el reblandecimiento de la lmina.
UUj7h-------------------------------------
"
e) ComJucdII
Se realiza medj[lnte una placa metlica porosa que
se calienta y se mantiene en contacto con la lmina
a formar: se ~ l l p l c a en el mtodo de formado de
lmil1[l atrapada.
5.2.]. FORMADO
Consiste en forzar a la lmina previamente sujetada
y calentada, a tomar los contornos del molde. Para
ello, se requiere de una fuerza externa que puede
ser de tres tipos.
a) Vaco
Por medio de una bomba, se acciona el vaco que
jala la lmina hacia la superficie del molde hasta
lograr que se adhiera a l.
b) Presin
A travs de nire a prcSIOIl, se empuja la lmina
hacia el molde para que sta se adhiera a l y lome
la forma del mismo.
e) iHecflli co
Se le denomina tambin como formado {cmbra
Macho) consiste en un molde con conlramolde ),
por medio del ensamble de ambos. se logra que la
lmina reblandt!cida tome los comamos del molde.
En esta parte del procc.:>o, la lmina sufre una
deformacin para alcanzar la forma final. la cual
pucde ser dCIlOIll i nada como estiram lento.
El grado de estiramiellto de la lmina depende de:
Temperatura de la I{mina
!\ivel di.,: fuerza aplicada durante el formado
Grado de orientacin y orden molecular de l
material
Comportamiento de esfucrlo-esti ramiento del
material
I' ROCESOS OE TRANSFORMACION 5
Otro factor que afecta este grado de estiramiento, es
la temperatura de transic in vtrea (Tg), ya que para
materiales amorfos, presenta un rango amplio
donde se pueden defonTlar y retener esta forma al
retirarse la carga (esfuerzo de formado); sin
embargo. los materiales cristal inos tendrn zonas
que no se deformaran o estirarn t:1.cilmente.
En el proceso de tennolormado se tiene un
complejo sistema de estiramiento, ya que en
ocasiones, se presenta un estiramiento unia.xial
biaxial. Ko siempre se obtienen espesores
uniformes en el articulo ti nal.
En algunos procesos de termoformado, previos a la
etapa del formado. se rcal iza un paso de
est iramicnto biaxial para a!canan mayor
uniformidad en el espesor del producto final. Esto
se pucde lograr media nte el for mado libre de una
burbuja o con un estiramiento di recto de la lmina.
5.2. 4. ENFRIAMIENTO
Se deja la pieza sostenida cn el paso de formado
hasta quc solidifique. o bien, dependiendo de los
requerimientos del proceso se implementa un
sistema de enfriamiento que puedc ser:
Introduciendo agua al molde por algunos
canales
Forzando aire a presin sobre la ple7..a
terminada
Rociando como spray un poco de agua sobre
la pieza
Esta ltima forma es poco comn y slo se aplica
eU:lndo el matena! no presenta problemas en sus
propiedades mecnicas por la humcdad.
5.1.5. DESMOLDEO
Despues de enfriada la pIeza se desmolda y
desprende de las pinzas sujetadoras.
56 CAI'ITULO 11
5.2.6. CORTE DEL DESPERDICIO
En esta etapa, se corta la parte innecesaria O no
deseada de la lmina. Este corte se rcaliza por:
Compre sin
Desgarre
Calor
Abrasin
En el proceso aulumti;u de tennoformado. los
de corte I11S uti li zados SOIl la
compresin y el desgarre:
a) Compresill
Es el equivalente al su ajado o troquelado de golpe.
se basa en tina fuerza que se aplica a una superficie
plana. donde la placa que ejerce la fuerza consiste
en tina cuchil la metlicn o en un tlcje que toma la
forma del corte deseado y que a la vez acta como
Ulla cuchilla. Cuando en el corte, por fleje no existe
exactitud. el corte con troquel de golpe se realiLJ
sil1luhaneamcntc en el momenlo del formado.
11) Desgarre
Es e l sistema denomillado como troquelado,
consiste en aplicar fuer7.:.! por flrriba y por abajo de
la llninl para lograr 1!1 desgarre del material.
lalllbin se le conoce como cane con cizalla. De
forma operan las m:iquinas donde pri mero se
rea liza el formado} despus el cort e,
COMPRESION OESGARRE
i
Fi;':lIra ] i2 SiII/!ma.l d/! Con/! I!II TcrmoflJrmrulo.
5.2.7. MOLDES PARA TERNO FORMADO
A diferencia de los procesos de soplado e
inyeccin, el tcrmofonnado puede utiliLar diversos
materiales en funcin de! \ alumen de produccin
requerido.
Con la vemaja de que en termo formado los moldes
estall c.\puesto:> a presiones bajas, que comUlllnente
no reb<lsan el 5% de la presin que requerir<l llll
lllolde de mycccill de talnaiio simi lr,
materiales para fabricacin de estos van desde la
madera y pastas hasta aluminio y aceros de alta
resistencia.
Los materiales ms COlllunes se aprecian en la
Figura J. -3.
r ..
"'ES""
<
_o.
._.
MATERIALes
-< -"',,""
"AA
MOLDES
::"-
MUaL
O,"".
Figlll'll ]- iJ l/lili:/uII' pura \/u/de.\ ,le
'ferlllO[tIr//II/rfu,
ti) ,Uuldes dc l/m/cra
Generalmente se utilizan para rabricacin de
prototipos o producciones cortas. Dcben ser
maderas duras no resinosas. que generalmente
reciben tratam ielltos de secado ell horno antes del
maquin.1do par:1 C\ tar deformaciones dur.1llte la
t:lbric.1cin.
Dependiendo de la complejidad del molde. en
algunas ocasiones se reqllicre de hacer ensunblcs.
usndose adhes i\os como el rcsorclI1ol, hotmchs o
epxicos.
1
!
11
il
I
,.I
.( 1I
.1(1
,
1:\1
I
Jt '1
b) Moftle:; de Resi lla
Para productos en Jos que la rempcrai ura superficia l
del molde no sea mayor a 60C, es factible el uso
de resinas Icrmofijas epoxi o polister insaturado,
empleando como refucr.w fibra de vidrio.
Es necesaria una cuidadosa construccin del molde,
ya que pequei'as burbujas bajo [a superficie pueden
generar depres iones y perforaciones dura nte el
proceso.
e) Moldf!.\' M/!.Ilico.\"
Al umin io
-
Pura grandes producciones, los moldes metlicos
son muy utilizados, principalmente por su
resiste ncia t rmi ca y mecnica superiores a las de
la madera) las resinas. as como por su c:\.cellSnle
condllcti\ dad trmica, Para una mayor resistencia
se utilizan al uminios grado aeronutico. Debido a
quc el aluminio presenta un coeficiente de
expans in trmica mayor que el ace ro, se debe
tcner cuidado al remplazar moldes de estos
materiales para evilar dt:formaciones.
Acero
Debido a que los talleres metal-mecanicos
COmnmente uli lizan aceros de altas
especifrcacione::. para construir. por ejemplo.
moldes de inyeccin, tambin estos materiales se
util izan para fabricar los moldes de termofonnado a
pesar de que los requerimientos de pres in,
temperatura y desgaste son Illucho menores. Los
materiale::. usados para altas producciones y moldes
gra ndes es el AISI P20. Otros materiales ut ilizados
son el 57 11-13.
PROCESOS DE TRANSFORiHAC10N 5
5.2.8. TIPOS DE PROCESOS
Procesos Bs icos o de un solo Paso (Una Etapa):
Formado a Vaco Directo
Formado a Vaco Molde Macho
Formado a Presin Li bre
Formado a Presin
Formado Mecnico
Procesos ;\Iullipasos ( l\tultiet:lpas)
Formado a Vacio COll Colchn de Aire
Formado a Presin con Colchn de Ai re
Fonnado a Vaco con Retomo
Formado a Presin con Retorno
Procesos eon Ayuda de
Formado a Yac io con Ayuda de Pistn
Formado a Presin con Ayuda de Pistn
Formado a Vaco con Colchn de Aire y
AYlLda de Pistn
Formado a Presin con Colchn de Aire y
Ayuda de Pistn
Procesos Especiales
Formado a Yado con Desl izamiento
Formado a Presin con Diafragma
pormado de Limilla Atra pada
Formado de Cuerpos Huecos
Formado Muhieapa
ti) Proc:esm; Brsicos
Formado a Vaco Directo
En este proceso se tiene un molde hembra sobre el
que se coloca la lmi ll a previamente calentada, y
bajo l se apl ica vaco; de esta forma. la lamina
baja)' adquiere la forma final.
VCflllljas:
Sencillez en moldes
Facilidad en procesamiento
Bajo costo
Des\'entajas;
No se logra uniformidad
Profundidad limitada
Fondo y esquinas delgadas y borde grueso
58 CAP ITULO 11
A plic:u: iones:
Charolas
Platos desechables
Protectores y separadores de fruta
Protecciones de cosmticos
de farmacos
La gran mayora de blister-pack
LAMINA I I PINZAS
l \;'11 \! I( r- ""0
I I
VAClO
1
1
SUCCIONOE
LAMINA
:3- , y
, "---t FONOO DELGADOS
Fi;:/Irt1 1-14 ProCI!SO (fe F"rmrulo al VI/co,
Formado a Vacio Molde Macho
En este C<lSO la lmina reblandecida, se coloca
sobre un molde macho y debajo de ste, se aplica el
vado para que el mater ial tome la forma del
llllsmo.
Vcnt:ljas :
Fcil desmoldco de las piezas
Se pueden utilizar moldes m<is complicados
que el caso anterior
ms econmicos que el caso anterior
Desventajas:
No se logra uniformidad en el espesor
Fondo y esquinas gruesas
Paredes delgadas
Aplicaciones:
J31isters en 1m. que se desee proteger el
producto, blister unido con cunn.
CALENTADOR
1 , 11 \ I \ I \ \ \ I I
CA"'NA Y <l
MOLDE
J __ l.-
1 '
SELLO
VACIO
AREAS GRUESAS I AREAS DELGADAS
PIEZA
,
FigurrI 2-75 Formado ( VI/co Moltle Macho.
Formado a Presin Libre
En este proceso, se carece de moldes. Un sensor
determina la altura de la burbuja. Para fabricar la
burbuja, se fija la lamina reblandecida sobre la
dmara de presin) se le inyecta aire hasta que la
burbuja alcanza la altura deseada.
Ventajas:
Y'luy bajo costo
Facilidad de moldeo
No se requiere n moldes
Desve ntajas:
Slo se pueden obtener burbujas
El control del tamaio de la burbuja depende
de la exactitud del senSor y la habilidad del
operarla
Aplicaciones:
Todo el bubble-pack y protecciones que sean
semiesfricas.
Los pasos de l proceso se observan en la
Figura 2-76.
11
11
11
:1
II
INDlCPoOOR DE
IllTURA
LAMINA n
1> >-----0 1\1 ,
t a
CAMARA
PRESlON
Pi:;IIr111.76 Fo,mmlo" Prl!.\;On Libr/!.
Formado iI Presin
En este proceso se sigue el prinCipio de vacio. Para
ayudar a bajar la lmina hasta el fondo del molde,
coloca sobre sta una cmara de presin y se
inyccta ai re: de esta forma, la liunina alcanza la
profundidad total y se puede reducir un poco el
adelga7..amiento de las paredes, al ejercer dos
fuerzas en el momento del formado.
Se alcanzan mayores profundidades
La diferencia en el espesor de pared se reduce
Desventajas:
Se requiere de dos sistemas: uno de vaco y
otro de inyeccin de aire
Costoso
Aplicllcioncs:
Para piezas de superficie muy detallada
Para materiales difciles de tcrl11oformar,
como el Pollpropilcno
En la Fig/lra 2 7, se muestran los pasos del
proceso.
PROCESOS DE TRANSFORMACION
l..!- VACIO
Fi:/un ]77 Formado ( Presi II.
Formado \\Iednico
,
Se realiza al presionar la lmi na reblandecida entre
un juego de moldes hembra- macho. La presin
o
que se aplica es de 50 psi (3.4 kgfcm-) y llega a ser
de 150 psi (10 kglcm\
Ventajas:
Unirormidad en el espesor
Ciclo de fonnado corto
Des"cntajas:
Se eleva el costo de Jos moldes
Se requiere de una prensa
Aplicaciones:
Recipientes con lapa pclable
Articulos de PoliesirCll0 Espumado: charolas,
platos, bandejas, empaque de huevo.
En la Figllra 2-78 se muestra el proceso.
ORIFICIOS D! V!NTEO
UMONDE Ma.ot:S D I f
Figura ) . 78 Fomuu{o Meclllico.
60 CAPITULO 11
b) Procesos 'vf lll,ipas()",
Tambin e.xistcn procesos de dos o ms pasos, en
los que se involucran fuerzas para el formado,
obteniendo productos de mayor cal idad. Esto es
debido a que una primera fuerza estira previamente
la I{mina y una segunda fuerza la foma. De esta
ma nera, la lmina moditica sus dimens iones antes
de adquirir la forma final para que el producto
terminado tenga uniformidad en el espesor de sus
paredes.
Formado ; Vado con Colchn de Aire
Sigue el princip io del fo rmado a vaco directo;
de aplicnrlo, se forma una burbuja inyecta ndo
ai re que estira la lmina.
LAMINA PRECALENTADA
o
,
o,
P'RESION VAClO
Figll fll 2-71) FO/' /l/ ado (/ Vnc{o con Col chn de Aire.
Forma do a Presin con Colchn de Ai re
En este C:1S0 tumbill se form.:! una burbuja y,
cuando la lamina toca el molde. ste baja hasta
cernIr la camara ) logra que la presin haga que la
lmina se adhira a el.
LAMINA
PRECALENTAOA
..oYIr.aENTO
on MOLDE
SEUADOCEL
"0""
PRESICN
Fi;.!lIrf1 1-80 fI Pre.\ill eOIl ,lc/6t1 Ile Aire.
Forma do a Vacio con Retorno
Es semejante al caso anterior, slo que la burbuja
en lugar de generarse por presin, se produce al
apl icar vacio y sta no toca al molde haS1..1 que se
cierra la camara: es entonces cuando nuevamente se
aplica \ aco pero en sentido inverso para lograr que
d material se adh iera totalmente al molde.
r---------- --,
D t'rnrnTlIn"mliji
J
<l
-fue
SWlTOi l..!::::_ VlCX,I
Figll rfl l-SI Formlldo 1I l/co eOIl Rl'lorllo.
Form:.do a Presin con Retorno
En este caso, la presin crea la burbuja y la fuerza
que logra que la lmina adquiera la forma del
molde. Genera un.:! burbuja inversa a la cavidad
final del recipiente.
"''''
=J DI
AIRE
PIEZA FORMAOA
tr
\ . I
AIRE
rigurfI J-8J Formllfl o 1I Presi 611 ('011 RI'IOrllO,
11
11
-
e) CUIl Ayuda de PL\'tlI
En algunos casos, adems del LISO del aire ya sea
como presin o fucrla de vaco para lograr un
previo estiramiento, el proceso se auxilia de med ios
mecnicos como un pistn, para alcanzar grandes
profundidades antes de efectuar el proceso de
fonll ad total.
Esto se podra considerar casi como una orientacin
de los recipientes y se presenta para casos
especiales.
Los procesos util inldos son:
Formado a VII;io con Ayuda de Pistn
Es simi lar al formado a \acio. pero antes de
aplicarlo, un pistn hace descender la lmina hasta
que toque el molde. Es to puede ser util izado para
casos de formado de piezas rnll) profundas en el
moldeado de materiales difi\,;iles de terlll ofonnar.
LAf"INA PRCAlENT,IlOA PRESION
O
'n,A.
, ,
D{]
'CI
MOLOE
V,IlCI O
Figl/m Furmudo" Vaca C/)/I IIpa/" ,II! l'j,>fIl.
Formado a l)rcs in con A) ud:1 de Phln
El pro,;es es seml!janle al sistema de Formado a
Presin, con la di ferencia de que en eSle lipo se
auxil ia de UIl pistn. En la Figuro ltj.J. se muestra
el proceso.
PROCESOS DE TRANSFORMAClON 6
_. -.
' L!. VACIIJ
VACtO
"1$r-"' -. r
$PUOIt .,
" .;'" .-PRESION
l'. VACIO
AltEAS
ARu.t DE IGUAL ..f r- PltOllUCTO
UPUOR \-----J
Figllfl/l.RJ I-ormll//II 1/ Prl!Jil1I eUII Ayuda dr Pist" .
Formado a Vado con Colchn de Aire y Ayuda de
Pistn
Primero se genera lIll! burbuja para estirar la
lmina. despus un pistn la baja has[a que toque el
fondo del molde) filialmente se apl ica vac io para
quc el matcrial se adhiera al molde y adquiera la
rorllla final.
ACTW .. C1ONOEl
Figllfl/ ],Y5 Forllllldo 11 , 'lIco eUII Colch" de Airry Ayllda
dr I'l,/(ll.
Formado a Presin con Colchn de Aire y Pistn
Tambicn (!Il est\! caso se produce una la
diferencia con el proceso anterior consiste en que
para hacer bapr la lmina se a) t1da del pistn) de
aire a presin. formando la lmi na al apli car vaco.
VACLO
Piglfrtl 1_,"6 Forlllll1/o /1 Presi" eO/l Colch,. de Air(' y
Aylld" dr Pi.\t".
62 CAPITULO"
ti) PrQce.\"Os E Jpeciales
Existen otros procesos que son particulares para
cada material o aplicacin.
Formado a Vaco con Des liza mient o
En esta variante, la lmina reblandecida no se
sujeta con firmeLa, sino que se hace por medio de
unos que le proporcionan la pos ibi lidad de
moverse. En el momento de aplicar vacio. la lmina
no slo se estira, sino que tambin se desliza para
no adelgazar demasiado su espesor. Cuando la
lmina ha bajado suficientemente. se aplica presin
sobre el la para sostenerla y ::Ip licar el vaco tota l
hasta que la pieza quede totalmente termi nada.
La Figura ]87 muestra la secuencia de pasOS para
el formado a vado con desliz.amiento.
VAe,e
Figllrtl ] 87 Formado (/ I licio eOIl l)e.\!i:Mllielllo.
Formado a Presin COII Diafragma
Se utiliza para plst icos corno PET o Nylon, que
tiendcn a ser muy quebradizos y pueden reventarse
por el estiramiento durante el proceso de formado.
Ello sucede porque durante IEl etapa de
calentamiento. el material se reblamJcce y puedc
ser estirado fc ilmente, pero con un ligero
tiende a endurecerse y a fracturarse en
el momento de est irarlo.
Es as que en el proccso se uti liza un diafragma dc
caut:110 que puede ser ;n lentado y sobre e l que se
coloca la lmina )a reblandecida. El diafragma
mantiene a la h'unina t ibia y reblandecida, por eso
es fcil de estirar. Posteriormente. el diafragma se
inOa para estirar la lmina y hacerla llegar al fondo
del molde, y con aire a presin. se logra que la
lmina se udhi era totalmente al molde y adquiera su
forma definitiva.
ocrJ,
..... , ........
U
"'000"
:J.:ll rtl].88 Formllllo t , Pre\ MII co" Di(1frllgmtt.
Formado dI! Lmina Atra pada
Se uti liza para materiales altamente orientados
como: el Polieslircno Orientado (OPS) o materias
sensibles a la temperatura como el Polietileno y
Polipropileno. La lmina se sujeta contra una placa
porosa que va a ser la fuente de calentamiento.
Cuando se alcanza la temperatura de formado, se
aplica presin a travs dc la placa para forlar lu
lmina a descender al fondo del molde y a l mismo
tiempo, puede aplicarse vaco para lograr el
formado total.
] -1J9 Fo, mfl(lo (Ir Lli mm/ Afrtlptl tftl .
Ft'lrmado de Cuerpos Huecos
Ha sido durante aos, un proceso tcnicame nte
viable. Consiste en prccalentar dos lminas
separadamente y Ilevarl:lS. posteriormente. a un
arreglo doble de llloldes hcmbra. Una pipew de
soplado es colada entrc ambas lminas. que una vel.
fijadas juntas, son 'in!ladas" con aire a presin
contra sus respectivos moldes.
Por este mtodo se producen superficies huecas que
pueden ser llenadas con PUR (espumado) para dar
mayor rigidez. Para articulas de alta capacidad, esta
tcnica compite con el proceso de soplo.
t
POSTONESOE
... SISTVOC .... .o.L
FOR ..... OO
FiguffI ]-90 Forllllldo lle CIII:rpo_l' Huecos.
Formado Multica pa
Se emplea para artculos donde se requiere
presentar una barrera al oxgeno. Los materiales
desarrollados ms efectivos de barrera, son
esencialmente plsticos incompatibles (EVOH, PP,
PA, PET, PVDC, entre otros).
los reactores de descho en lminas coextruidas con
algunos de estos materiales no pueden ser usados.
Como resultndo. se desarroll una variacin del
proceso de formado de cuerpos huecos, donde
lminas individuales son alimentadas desde rodillos
independientes hacia los precalclltadores y llevados
jUntos posterionneme. a la estacin de formado.
Un:! vez que el producto mullicapa formado ha sido
recortado. las capas individuales pueden ser
scpamdas y llmpiadas para ser recicladas y producir
una nueva lmina mullicapa.
PROCESOS DE TRANSFORMACION (
Las capas de matcrial en el producto formado slo
estn adheridas por contacto y pueden ser
deslam inadas por malos tratos.
Figum 2-9/ Farmatl o Multicap'l.
5.3. DESCRIPCION DEL EQillPO
5.3.1. Tipos de l\Jquillas
Existen los siguientes tipos de acuerdo al producto
que se dcsea obtencr.
a) il'lrqllilJas de V" a ESffl cilJ
En este caso, la lmina permanece esttica en su
pOSicin desde el calentamiento hasta su
desmoldeo. Su ciclo de produccin es largo.
Esto quiere decir que la lmina se sujeta mediante
un bastidor y, bajo el armazn de la mquina, se
renlizan las etapas de calentamiento, formado y
enfriamiento, para enseguida
los bordes intiles n la pieza.
>tORNO
, -
Of. ...
0 0:: ......
f t f -: .
1 '---"1
=
extraerla y cortarle
\
FiXllra 2-91 \1I;ll u;"a de Unll ESfflcill .
64 CAPITULO 11
b) \l{;quilJtls de DO! Es(m:;oll es
Este t:quipo es una variante del caso anterior, en l
slo se utili.wn dos estaciones de trabaj o y un
horno. Presenta dos bastidores y mientras uno entra
al horno para ft!blandccer la lmina. el airo sale
para formar la que ruc previamente calentada.
Despues de extraerla del molde. se coloca otfa
lmina para que contine el proceso. El equipo se
ucilin cuando la:; pen:> SOIl muy grandes y
requieren de mayor tiempo de calentamiento. Un
esquema simple de la maquina de dos estaciones se
muc::>tm en la Figura
PINZAS
/ I \
-r-o: :cr--o
LAMINA LI I
Figllm ]9J .lJ11/1li1l1/ de El'/rlciollf!s.
e) \/quimts Rolttliv(ls
En este caso, se tienen tres bastidores montados
sobre un carrusel. cada lino de ellos pasa por las
de calentamiento, forlllado y
posicionamiento de la lmina. por lo que en lodo
rnornenlO se produce una pieLa terminada. Este
proceso es til para grandes donde se
requiere mayor produccin.
,
HORNO .."
"-igllrl/l-94 Ml//lil/(/ RO/ll/iv/I.
CARGA Y
DESCARGA
\
,
I/) \/tilfllillas de Termoformtu/o en L ll ea
IlItermitente
En este
despus
molde,
equipo se alimenta la lmina en rollo y
de que se reblandece, es formada en el
despucs sigue su recorrido par;]
Sincronizarse con el corte de la rebaba)' se obtiene
e l produclo final.
Se emplea para fabricar piezas de espesores
delgados COI11O: vasos, platos y tazas desechables o
contt!l1cdores de alime11tos.
HORNO
CORTADO
r---,
,
o PRODUCTO
AUMENTACION
DE
F/gllrlll-'J5 .l flil(lf //W I!/I Lll CII hllcrmil enTl!.
e) .\Iflf" i IlfU de Termojorl/uu/o en L ll eft
COl/ tillull
Es parecido al caso anterior. con la diferencia de
que el molde se coloca en
velocidad constante para
un tambor que gira a
formar de manera
continua la lamina. Cuenta COIl la posibilidad de
que mientras enfria la pieza formada. camina
para lograr "Iimentar continuamente la lmina
formada. Generalmente, este tipO de mquinas se
conectan en lnea con una seccin de llenado y
sellado, para realizar si multneamente el
Formado.,'Llcnado/ $ellado
alimentos o frmacos.
""''"EHIAc;>CN
de empaques
rigllT/I 1-96 .l/ti/lllilll/If/l IJ".!/I C(mt;/11If1.
p"ra
1I
-
Algunos equipos en lugar de poseer un tambor,
presentan un carro reciprocante que en el momento
del tcrmoformado, jala la lamina hacia adelante y
cuando sta se libera, el carro retrocede para
termoformar otra seccin de ella.
t
FORMADO V JALADO
t
UBERACION v
RETROCESO
Fi;lIf{/ ]97 ,\ftll/ i/l ll el! LiIl/!11 Cotll;wlI/ (fe P/llffl!ormll
Reciprocllllle.
Dc los cinco CrlSOS, los ms utilizados son: las
mquinas de una estacin y las de Icrmoformado en
lnea. ya sea i11lermitcnle o continua.
6. OTROS PROCESOS DE
TRANSFORMACION
6.1. ROTOMOLDEO
6././. DEFlN/ ClON
El rotOl11oldc o moldeo rotacional, es UIl proceso
intermitente para la produccin de cuerpos huecos.
Consiste en el calentamiento de un polimero en
polvo o liquido. dentro de un molde que gira, en
donde el material se distr ibuye y adhiere en toda la
superficie interior el .. ! molde. Posteriormente, se
enfra todo e l sistema y sc abre el molde para
extraer la pieza terminada.
a) VCI/(ujus y Re!-;trict.:ioltes
Tiento: como principal \entaja, las inversiones
econmicas que st: requieren en relacin al equipo
primario de transformacin. Ello se comprueba al
PROCESOS DE TRANSFORMACIO:-l 6
compararlo con maquinaria de soplado, proceso
con el que compite directamente el1 el rea de
cuerpos huecos de ms de 20 It de volumen.
Tambin puede generar cuerpos huecos con
entradas muy angostas o sin ellas, razn que
favorece al rotomoldeo para fabricar juguetes,
pelotas) articulas deportivos. El moldeo rotacional
se considera un proceso sencillo comparado con
otros procesos de transformacin primarios .
Como restricciones, se puede mencionar que es un
proceso poco productivo, con ciclos de produccin
mucho ms largos que los requeridos para formar
piezas del mismo tamao, en un proccso corno el
soplado. Otra restriccin se rel aciona con la materia
prima, que presenta menor disponibilidad que las
malerias primas convencionales en pellet. Esa
m1sma especialidad en la presemacin dc
materiales en polvo o lquidos para transformar,
permiten que el proceso de reciclado de piezas
defectuosas o mal rotomoldeadas sea dificil.
considerando que no es factible poder pulverizarlas
o llevarlas nucvamente a estado liquido.
h) Aplicaciolle.f .-lclIIa/es
La baja producti vidad del proceso dc rotomoldeo,
en comparacin con el soplado, provoca que el
principal campo (.11: aplicaciones del moldeo
rOlacion31, est dirigido a (a fabricacin de
contenedores de mayor volu1l1env por las a ltas
inversiones necesarias pnra mquinas de soplado de
gran volumen y. en la produccin de arti culas de
plastisol (PVC), porque sle no puede
transformarse en Illllquinas de soplado. La siguiente
lista muestra algunas aplil.:aciones para
Rotomoldeo'
Caras)" cuerpos de muiiecas
Tambos y c011lenedores de 200 L.
Juguetes montables (carros. animales)
Tinacos para uso domestico
Pelotas y baloncs
Otros artculos deportivos (canoas,
deslizadores)
66 CAPITULO Il
e) Importancia del Mercado
La caracterstica de baja productividad que ya ha
sido mencionada de este proceso con respecto a
otros procesos de transformacin, provoca que el
impacto en el mercado para el rotomoldeo sea
relativamente bajo. Sin embargo, es importante
notar que tiene sectores bien definidos. como la
produccin de muecas, balones y juguetes. Existen
otros sectores en pleno crecimiento, como la
produccin de tinacos y cisternas, que desplaza
definitivamente al asbesto y fibra de vidrio. La
creati vidad y el diseo son las principales
herramientas para continuar ganando mercados. Por
ejemplo, en aplicaciones como seales en carreleras
y autopistas o depsitos de basura en parques y
lugares pblicos.
6.1.2. DESCRIPCION DEL PROCESO
El proceso de rotomoldeo cornien7..a al colocar una
cantidad determinada de materia prima en el
interior de la mitad de un molde, con la forma del
artculo que se desea producir. La cantidad de
materia prima depende del tamao del artculo y
del espesor de paredes que se necesiten.
Una vez colocado el plstico,
hermticamente las dos partes del
se cierran
molde y se
introducen en un horno en donde se realizar la
fusin o gelado, segn se use polvo o lquido. El
molde que est sosteniJo por un s istema de brazos
mecnicos, comienza a girar sobre varios ejes de
rotacin, provocando que el material se distribuya y
ll egue a todos los puntos interiores.
La fusin y di stribucin del plstico es mucho ms
lenta que en otros procesos primarios como la
inyeccin o el soplado, donde se usan mecanismos
ms enrgicos para fundir y amasar el material.
Cuando el material ha cubierto todo el interior del
molde, ste se enfra y se abre para la expulsin de
la pie7..a final. Despus se agrega al molde ms
materia prima para iniciar un nuevo ciclo.
6.2. CALANDREO
6.2./. DEFlN/C/ON
Es un proceso de transformacin primario continuo
para la produccin de lminas y pelculas, por
medio de un sistema de cilindros que comprimen el
material preplaslificado para llevarlo al espesor
deseado, pasando despues a otra serie de rodillos
para enfri ar el producto.
a) Ventajlls y Re!ltricciolles
Tiene como principal ventaja, la productividad y
manejo de materiales con alta relacin de carga,
que no podran usarse con equipos de extrusin
convencionales.
La principal restriccin, es el alto costo de las
inversIOnes de maquinaria, que dificulta la
instalaci n de nuevas plantas. Tambin tiene el
inconveniente de requerir de lneas de productos
que representen un volumen apreciable para que [a
operacin de la mquina sea costeable. Por otra
parte, son relativamente pocos los materiales que se
usan para calandreo, donde el PVC es el
tennoplstieo que se utili za en mayor porcentaje.
Otros plsticos como el Polietilcno, el
Polipropileno y el ABS, se usan en menor escala.
b) Aplicll(;;olles
El calandreo se dirige bsicamente a mercados de
alto consumo, gracias a la productividad de las
lneas de proceso.
Algunos de sus productos tienen aplicaciones
directas al consumidor, mientras que otros
productos generales como lminas y pelculas, se
pueden modificar mediante otras tcnicas de
impresin, sellado y maquinado, para ofrecer una
amplia variedad de productos.
Las aplicaciones ms comunes en calandreo son:
Pelcula para paales desechables
Pelcula para juguetes nflables
Cortinas de bao
Manteles para mesa y Papel tapiz
Lminas para tarjetas de crdito
Lmina para empaque blister
Losetas y Linoleum
c.1 Impor(tlltcia del Mercado
A pesar de la elevada productividad de las
mquinas, la cantidad de material calandreado no
es comparable al consumo de plsticos de otros
procesos primarios, como la extrusin, la inyeccin
o el soplado. No obstante, el proceso tiene sectores
del mercado completamente asegurados, incluso se
estima que en los siguientes aos continuar el
crecimiento del plstico transformado por ste
proceso, ya que sirve a sectores muy dinmicos
como: la construcc in (Iinoleum, losetas, papel
tapiz), empaque (lmi na para blister) y consumo
(pelcula para panal desechable).
6.2.2. DESCRIPCION DEL PROCESO
Inicia con la alimentacin de material amasado,
homogneo y plastiticado, en la parte central de dos
rodillos calientes que giran en sentidos opuestos. El
giro de los rodillos obliga al material a pasar entre
ellos, siendo prensado y forzado a tomar un espesor
casi igual al espacio que existe entre los rodillos. El
proceso permanece continuo por la formacin de un
cmulo de matcrial que pennanece en los rodillos,
esperando poder pasar entre ellos.
La lmina formada contina su paso por los
rodillos posteriores de la calandria donde se ajusta
el espesor. El material plstico pierde
progresivamente temperatura hasta alcanzar
consistencia slida y el espesor deseado.
PROCESOS DE TRANSFORMACION 6
En el acabado del producto, intervienen los rodillos
finales del sistema de la calandria. Se pueden
colocar rodillos lisos, texturizados o con relieve.
6.3. INMERSION
6.3.1. DEFlNICION
Es un proceso de transformacin prlmano, en
donde un plstico en estado lquido recubre a un
molde caliente, solidificndose y permaneciendo
adherido al molde como parte del producto final o
separndose para utilizar el molde para fabricar una
nueva pieza.
a) Ventajas y Restricciones
Como ventajas se puede mencionar la sencillez de
la instalaci n y los niveles bajos de inversin para
establecer un taller de inmersin.
Por otra parte, las piezas obtenidas por este proceso
pueden tener formas complejas y se pueden utilizar
para recubrir piezas metlicas y protegerlas del
medio ambiente.
Como restricciones, slo puede ser usado en
plsticos de consistencia lquida. Esto restringe su
aplicacin a plastisoles y algunos otros polmeros
que pueden tener esta presentacin.
b) Aplicaciones Actuales
El proceso de inmersin es utilizado a baja escala y
algunas aplicaciones estn siendo reemplazadas.
Pero existen productos que difcilmente se podrn
cambiar por otros mtodos, como:
Recubrimiento de herramientas
Botas y Guantes
Escurridores de trastes
68 CAPI T ULO 11
6.3. 2. DESCRIPCION DEL PROCESO
Para la inmersin se requiere de un equipo base que
consta de: un molde de cualquier forma. una tina
como recubrimiento con el plstico a usar y un
horno de calt:ntamiento.
Durante el proceso, el molde que generalmente es
metlico. se pre-calicllta para mejorar la adherenc ia
del plst ico. Una vez lograda la temperatum
adecuada, se inserta el molde. parte del producto
final, en la tina pura recubrir loda la superficie con
el plstico liquido.
Despus se extrae [a pIeza ya recubierta y se
introduce en el horno para termi nar de gel ar y
sol idificur el plastico superficial. Cuando se trata de
la fabr icacin de artculos como guantes o botas. se
rernut:vc el molde y se libera la pieLa obtenida
C0l110 producto final.
6.4. VAGADO
6.4./. DEFlNIC/ ON
Es un proceso de transformacin primario para la
produccin de piezas con espesores grandes. En un
mo lde se agregan matcrias primas lquidas y, por
cambios risicos o quimico!;, se endurecen para
generar una pLeZa.
11) Vel/tajas y R I!.'ltricciol/ f!$
Como ventajas del proceso de vaciado, se puede
mencionar la sencillez de la 11lstalacin. los ni veles
bajos de inversin para establecer un talle r de
vnciado, \a posibi lidad de obtener piezas con
mat!!ria!cs que se estn polimeriza.ndo "in 5itu",
obten iendo pic7JS con all a::. propiedades Illccill1icas
y fisicas.
Dentro de su!. restricciones. no es un proceso
adecuado para todo:> los polme ros. debido a que
los materiales deben presentarse en estado lquido.
Cuando se usa la polimerizacin di recta dentro d
molde, los porcentajes de encogimienro S(
mayores que para los plaslicos comunes, e l
genera la posibilidad de obtener piezas con defect.
e inexactitud de dimensiones.
b) Aplicft cioll e.\ AClllalel'
De todas las aplicaciones que se produc.
actualmente por vaciado. gran parte de ellas SI
hechas de materiales termo fijos.
A continuacin se presentan algunos ejemplos
los usos del vaciado.
Lminas y barras de Acrlico
Barras de N) Ion, PE ultra alto peso molecul
Engranes y piezas de Nylon
Encaps ulados elctricos y e lectrnicos
Gomas) Juguetes
SeilalamierHos de trnsi to
6.4.2. IJESCRIPClON DEL PROCESO
Existen variaciones dentro del proceso de vacia(
En trminos generales, consiste en llenar un 11101
con la materia prima deseada, que pueden ser un(
ms monmeros para generar un polimero, o
polmero no entrccru.l<.ldo con iniciador
l:atalizador, o un pl!)tico lquido (p.e. plastisol) e
pasa a slido por accin del calor.
Gna vez lleno el molde con la materia prllna,
apl ica el calor necesano para acelerar
solidificacin del plstico, esperando el ticrr
necesa rio. El lt imo paso, es remover la pieza
molde, labor que se faci lita si el molde original e
construido con algn 1ll:lIcrial flexible.
V ~ ~
>
POLIETILENO
-
i
I I
{
.1.
I I
-
_n
I
I
tf-fr
H H n
t
e
inIpi.:
-
-
.
4
-
-
=
INSTITUTO MEXICANO DEL PlASTICO INDUSTRIAL, S.C.
*
T........,. ....
.
o
z
\j,j
...1
,.
-
t;:
-...1
o
Q.
POllETllENO
INDlCE
l . GENERALIDADES ..................................... ........................................................................................... 1
I r IIISTORl A.
!.2. MATERIAS PRIMAS
lJ. CLAS1FlCACION
14 ESTRL'Cn, R.'\ .
,. , .. ", ." .. " .. 2
2
4
I S, PRODUCC10N
2. POR TIPO DE PLASTICO........................................................................... . ...... i
2.1 POLlETI LE:-4 0 DE BAM OE!\SIDAIJ (PEBO O LOPE) 7
22. ?OLl ETILENO UN!.: AL DE BAJA DENSlDAl) (f' ElBO O LLOPE)
23 POUET1LENO DE ALTA DEr-SIDAD (PEAl) O HDPE) 8
2.4 POLJETILFNO DE AI.TO I'ESO MOLECULAR or ALTA DENSIDAD (IIM\VHI)I'E). 9
2.5 POLJETI LENO DE eL rRA ALTO 'fSO MOLECULAR (UHMWI'E) 'h 10
2.6. FSPECIALlDADES LN . 11
3. I>ROCESOS DE TRA.'"SFORI\lACIOl\ .............................................................................................. 12
). !\CONDl CIONA PREVJO 11
3 2 INvEcerON IJ
3.3 15
) " SOPLAOO 22
) .5. ' J EftJ\-10fORMADO 24
H KOTOMOLDW 24
3.7 COMI'RlSrOl' 25
38 MAQl, l'oAD, 25
3.9. ACABADO 26
4. NUEVOS DESARROLLOS ....................................................................................................... 27
QUIMICA SIMPLEMENTE GRANDIOSJI
FABRICAMOS Y COMERCIALIZAMOS
POLlETILENO DE MUY BAJA DENSIDAD
FLEXOMER ~
POLlETILENO DE BAJA DENSIDAD CONVENCIONAL
POLlETILENO DE BAJA DENSIDAD RETICULABLE
POLlETlLENO LINEAL DE BAJA DENSIDAD
EASY FLowrM
TUFLlN
SUPER TUFlIN rM
POLlETILENO DE ALTO PESO MOLECULAR
POLlETILENO DE ALTA DENSIDAD
UN1VAL
POLlPROPILENO
UNION CARBIDE QUIMICOS y PLASTICOS, S.A. DE C.V.
OFICINA MATRIZ
Penfnco Sur 3190, 20 PISO
Col Jardines del Pedregal
01900 Mexico, D,F
Tel" (5) 726 90 70
Fa,)( : (5) 652 14 19 / 224 27 77
PLANTA TUL.TITLAN
Km. 32.5 Autopista
Mxico-Quartarc
54900 Tult lUlln, Eco, de Mxico
Tal : (5) 872 5100
Fax: (5) 872 12 72
SUCURSAL MONTERREY
Calzada dal Valle Oriente 400
EdiliCio MolI del Valle
Despacho 1220, Col. del Valla
66230 San Pedro Garza Garca. N.L,
Tal : (B) 378 68 38 ! 39
Fax: (8) 378 68 42
FABRICAMOS Y COMERCIALIZAMOS
POLIETILENO
POLl ETlLENO DE MUY BAJA DENSIDAD
FLEXQMERTM (EXTRUSION DE PELlCULA E INYECCION CON MUY BUENAS PROPIEDADES
DE SELLO Y FLEXlBILlDAD)
POLlETlLENO DE BAJA DENSIDAD CONVENCIONAL
FABRI CACION DE PELICULA y BOLSA
CABLE Y ALAMBRE (AISLAMIENTO DE CABLE DE MEDIO Y ALTO VOLTAJE, CABLE TELEFQNI CO y
CABLES RETARDANTES A LA FLAMA V/O BAJA EMISION DE HUMOS)
POLIETILENO LINEAL DE BAJA DENSmAD
EASY FLOWTM
TUFLlN TM
SUPER TUFLlN ~
TUBERIA
CABLE Y ALAMBRE
(PROCESABILlDAD DE PEBO CON PROPlEDADES DE POLI ETLLENO LINEAL DE
BAJA DENSIDAD)
(PElSD PARA EXTRUSIDN y FABRICACION DE PELl CULA)
(PELSD PARA EXTRUSION CON ALTOS REQUERIMIENTOS DE RESISTENCIA
MECANICA)
(RIEGO POR GOTEO)
(RECBRIMIENTO DE CABLE TELEFONICO y OTROS)
POLl ETILENO DE MEDIA DENSmAD
TUBERIA DE GAS
CABLE Y ALAMBRE (CUBIERTA DE CABLE DE FIBRA OPTICA)
POLIETlLENO DE ALTA DENSIDAD
UNIVAL TM (FABRICACION DE BOTELLAS, LAt\llI NAS y l1JBERlA).
LNYECCION (FABRICAcrON DE ARTICULOS PARA EL HOGAR, TAPAS, JUGUETES, ETC.)
PELlCULA DE ALTO PESO MOLECULAR
SOPLADO (TAMBORES DE GRAN CAPACIDAD)
TUBERIA (EXCELENTE RESISTENCIA AL EseR. TUBERIA TIPO 11 Y TIPO 111 ,
CATEGORIAS 4 O 5 Y CLASES 2243, 3354 Y 3454)
CABLE Y ALAMBRE (AISLAMIENTO PARA CABLE TELEFONlCO SOLIDO y CELULAR, CUBIERTA DE
CABLES DE POTENCIA Y TELEFONlCO)
UNION CARBIDE QUlMICOS y PLASTICOS, S.A. DE C.V.
1I
'1
,
CAPITULO 111
POLIETILENO
1. GENERALIDADES
1.1. mSTORIA
El Polictileno pertenece al grupo de los polmeros
de las Poliolefinas. Estas provIenen de
hidrocarburos simples, compuestos por tomos de
carbono e hidrgeno y con dobles enlaces e-e.
Ejemplos de stos son el etilcno, (!! propi!cno, y el
isobutilcllo.
En los ai;os 1869 - ! 879, varios cientficos
publicaron informes sobre los pollllcros de as
alefinas. Estos materiales en estado gaseoso tienen
poca tendencia a polimcrizar. ::ls pasaron nlgullos
allos ames de lograrse la polimerizacin del etileno.
En 1898. Von Pechmann obtiene el primer
Polietileno a partir del diazomctano. En 1900,
Bamberger y Tschirner analizaron un producto
similar. encontrado que tcnia la frmula -( e H::!) n
y lo llamaron " Polimetilcll o",
El Polieti lcno. fue obtenido accidentalmente por los
estudios a alla presin de! etilcno que Michacl s
realiz en Amstcrdam. Este fue un ha llazgo
afortunado que apro\eeh Gibson para producir
Polielileno, a partir de una mCl.cla de ctilcno y
benzaldehido. Para 1935. en Inglaterra. [os
qumicos e ingenieros W. Faucen. G. Paton,
W. Perrn y G. Williams. polimerizaron ctileno
utiliLando altas presiones y temperaturas. este
descubrimiento penniti a la empresa le l la
fabricacin del Poliet ileno ell 1938.
En 1952 K. Ziegler. desarroll en Alemania un
procedimiento de polimerizacin de etileno sin
presin. recurriclldo a catalizadores de
alqui [alumUlio )' otros simi lares. En 1954 se
desarrolla el proccso Phillips, C01l el uso de
catal izadores de xidos metlicos. Estos procesos
proporci onan polmeros a bajas presiones y
temperaturas, y en consecuencia se tienen algunas
modificaciones en la estructma: esto se refleja en el
aumento de la densidad. son ms duros y t ienen
m<l)orcs temperaturas de abJandamit.:nto.
Al trmino de los afias 70. apareci e l Polietil eno
Linea! de Baja Densidad ( PELBD). que fue v ~ t o
con un inters considerable, ya que muestra
propiedades y estructura Intermedia entre los
materiales obtenidos a baja y alta presin.
El Polieti leno de mll) baja dens idad es introduc ido
por Cnion Carhidc en 19R5 y. en 1990 con las
investigaciolles de los catali zadon:s rnewloccllicos.
las compa as E:\xon y Do\\ comenzaron la
produccin de los primeros polmeros olefinicos,
que combinan procesabilidad y buellas propiedades
mecnicas.
2 CAI' I TULO 111
1.2. MATERIAS PRIMAS
El ctileno es la materia prima para la obtencin del
polietilcllo. tambill ex iste Polict itc no copoHmcro,
que adems del ctileno. contiene l>utadieno. hexeno
ti octeno.
1.2.1. DESCRlPCION DEL PROCESO DE
OBTENClON DEL MONOMERO DE
ETJL ENO
Se obricrH! del petr leo J del gas nat ural med iante
el craqueo a temperat uras elevadas. Otra forma de
obtencin es mediante la separacin de las primeras
fracci ones obtenidas en la destilacin primaria del
rClr0leo.
GAS NATURAL j
FRACC10NAMIENTOl
"'fTANO
nANO
PROPANO
CRAQUEO) IIUI.o.NO
I
-
OESTILAC10N
t
,
.
1'"/g/l/"ll j./ O"'t'lIdIl (fl.! E/ilello tI pflnir l i t' Gus :\'(I(lI r(lI.
CRAQUEOI
..
FRACCIOH
II"'D"'E"ST'"I!- LA"'C"'I O""'N I
[ETILENO 1
Fi;:/Ir11 3] Obu"d" lit' Elil e/m 11 puni , (IrI Pelrl eo.
J.2.2. ESTRUCTURA
El Cldeno
hidrocarburo
tambin llamado eleno, es
que pertenece a la familia de
un
los
alqucnos, ya que tiene un doble en lace entre los
carbol1os. Gracias a ese doble enlace se lleva a cabo
la polimeri zacin. La est ruc tura quimica del ctileno
es la siguiente:
H H
I 1
e=e
H H
1.2. 3. PROPIEDADES
El et ileno es un gas incoloro con olor dulce y
temperatura de autoigniein de 450C. A una
purez:.l no mell ar de 96% en VOllJllle n, es
ligeramente soluble en agua, alcohol y eter ctlico.
Es poco txico y ext remadamentc inflamable.
1.3. CLASIFICACION
Los Polictilenos se clasifican por:
Contcnido de Monmcros
l lomopolimero
Copolilllcro
Densidad
Baja DCI1!>idad
Al ta Densidad
Peso \r1olccular
Alto Peso Molecular
Ultra Al to Peso Molecular
Las tres clasificnciones. adems de la distribucin
de pesos moleculares. son caractersticas de las
poliolefinas, que de alguna forma definen e l uso y
tipo de procesamiento de cada una de ellns. A estas
tres propiedades. tambi n se les conocen como
propiedad,,:s de caracterizacin de poliolelinas.
porquc conjuntndolas proporcionan todas las
cMacteristicas del materi:! 1 ) cuidados para
transformarlo.
1. 3.1. CONTENIDO DE AfONO.HEROS
'1
a) HOl1lopolmero
l
I Es un polmero obtenido de un monmero, que con
h la ayuda del iniciador (oxgeno) rcaliza su
pO]lIneri7.3ci n:
,1
"
-
{
LOPE
ETILENO + INI CIADOR
Oz HDPE
b) C()po/imero
Es un polmero que se produce por la adicin de
dos o ms mOllllleros direrentes:
BUTENO LLOPE
ETILENO + HEXENO-{ HOPE
OCTENO UHMWPE
1.3.2. DE.VSIDAD
Los Polietilcllos son clasificados de acuerdo al
cdigo ASTr..!. por su densidad como:
IBAJA DEl'SIDAD DE: 0.9100940 g/cm'
PEBD Polil.!tileno Baja Densidad
PEI.BD Polieti1t:no l inea l Baja Densidad
[ALTA DEl'SIDAD DE 0.941 - 0.965
PEAD
PED-APM
UHMWPE
Poi ieti leila A Ita Densidad
Policlileno Alla Densidad Alto
Peso Molecular
Po!tctilcno ulra Alto Peso
:-"'lol ecuJar
Los efectos que ha} al ilumentar la densidad se muestran
en la tabla 3. !
I'OLI ETlLENO
TI/hIn J./ l/el Allllllmto de 111 Densidad 1'11 el PE.
PROPI EDAD EFECTO
RIgidez Aumenta
Dureza Aumenta
Resistencia a la Tensin Aumenta
Resistencia a la Abrasin Aumenta
Resistencia Oumica Aumenta
Barrera a Gases Aumenta
Brillo Disminuye
Punto de Reblandecimiento Aumenta
Impacto a Bajas Temperamras Aumenta
Resistencia al Rasgado (pelcula) Disminuye
Elongacin Disminuyt
1.J.J. PESO MOLECULA R
I:st relacionado con el ndice de fluidez e innuyc
en e l mlodo se con que podr transformar el
plstico.
TI/Mil .1,2 C/lllifimcifj1 ll:;:jrr el l>ew \loll:('ll llIr.
CLASI FICACI ON p, g/gmol
LDPE 100,000 - 300.000
LlOPE 200,000 - 500,000
IlDPE :WO,OOO - 400,000
lIMWHOPE 100.000 - 500,000
UHt-.-1WPL 1'500,000 - 6'OUO,OOO
Tllhln .1.1 LjfXIf/\' l/d 1>1!1O ,l/oll:(:/lllIr ell l'f I'E,
I'n. OPI EOAO EFECTO
de la f\lasn Fundida Aumenta
Resistencia a la Tensin Aumenta
Resistencia al Impacto \umenta
DureLa Aumenta
ReSIStencia a 1:1 Abrasin Aumenta
Elongacioll Disminuye
()uimica Aumcnt:l
[3;ITcra C\ll1lf:l G<1S .... s \lIm .... ntn
Punto de ReblandecimIento Aumenta
Urillll Disminu)c
Indice de Fluide7 DisI1lUHl) e
4 CAPITULO UI
1. 3.4. DlSTRfBUClON DEL ' ESO
MOLECULAR
Un pelJct de Poliet ilclIO, est compuesto de
intinidad de cadenas de pesos moleculares
di",imos, es decir, de distintas longitudes. Si la
distribucin de pesos moleculares es ancha,
significa que h<l) cadenas muy largas, medianas y
pequcllas sin el predominio de ninguna de stas. Si
la dist ribucin es c::.(rccha habr una mayor
uniformidad y las diferencias scrtlll menores. La
d istribucin del pes\) Illokcular es la funcin del
Proceso de Polimerizacin,
I::n la Figura 3-3. se pueden observar las curvas que
se obtienen por cromatografa de pt;:rmeacin de gel
(GPC).) la <Ilstribucin del peso molecular angosta
)" une ha de diferentes Pol ictilenos.
N
U
M
E
R
O
O
E
M
O
L
E
e
U
L
A
S
ANGOSTA
ANCHA
PM
"-:Ilrrl 3-3 J)ilfri{lIIdlJ!l lit: I'eso.\' IHofeClIfllres.
La mayor parte de las molculas tienen pesos
moleculares similares. Esta dist ribucin es la ideal,
):1 que es ms uniforme en la longitud y
distribucin de sus cadenas, y presenta mejores
propiedades en los productos terminados. Sin
embargo, muestra algunas dificultades en el
procesamiento.
b) Ancha
Es un conjunto de molculas de alto y bajo peso
molecular. Esta distribucin es variada en cuanto a
la longitud y dist ribucin de sus cadenas, por lo que
presenta menores propiedades mecnicas.
1.4. ESTRUCTURA
Los polmeros de etiJeno son hidrocarburos
santrados. de alto peso molecular y poco reactivos.
Las macroll1olcLllas no estn unidas qumicamente
entre s, excepto en los productos reticulados.
Por su estructura simtrica, presenla una gran
tc ndenci3 a crist3 Ii7.ar, por ello e l Polielileno es un
tcrmoplstico semicriSlalino. Su estructura es:
H H
- I '3
--t c-c
1 n
H H
Segn las condiciones de operacin duranle la
reaccin para la obtencin del Polielileno (presin,
temperatura, LISO de iniciadres y catali/adon:s). la
polimcriza.:in puede originar, tanto
macromolculas lineales o poco ramificadas, como
macromolculas muy ramificadas. La rrecuencia
con que aparecen las ramificaciones, se denomina
grado de ramificacin y SI! indica con el nmero de
ramificaciones por cada 1000 atamos de carbono de
la cadena principal.
Las dircrencias mencionadas en la cadena de la
macrolllolcll la de Poielileno, se refleja en las
caracterst icas tlsicas de cada tipo de Polietileno.
El Polictileno con cadenas poco ramificadas tiene
gran cristalinidad. La crist[inidad alta y tu
distancia corta entrc macrOlllolculas vecinas hacen
que el Polieli lcno tenga una alta densidad y mayor
resistencia mecnica.
Por otra pal1e. debido
del Polietileno de
a la cstruclllra complicada
macromolculas muy
VIf/Ji:. ----------------------
ramificadas. tiene una cristnlinidad menor que el
Polidi lcno de cadenas lineales. La mayor distancia
entre las macromolculas. resulta en una densidad
menor y tambin menor resistencia mecnica.
El Polietilcno Lineal Baja Densidad es un
copolmcro de etileno COIl otras a-olefnas como el
I-bulcno. I-hcxcno I-oeleno. Ocupa una pos icin
intermedia en cuanto al grado de ramificacin y de
cristalizacin entre el PoJietileno de Alta Densidad
y el de Bajn Densidad. Por cons iguiente. sus
propiedades tambin SOI1 intermedias.
El porietiJcno con masas moleculares muy alias, se
denomina Polietileno de Ultra Alto Peso Molecular.
Este polmero tiene un ndice de fluidez de cero. de
dificil procesamiento pefO con buenas
caractcristicas de ductibilidad, propiedades a bajas
temperaturas y excelente resistencia a la abrasin.
Cuanto mas elevada sea la masa molecular, menor
ser la tendencia a la crislalil3cin dentro de los
grupos Polietileno, y cuando disminuye la masa
molecular, disminuyt! la resistencia mecnica en
general, por ejemplo la tens in de estiraje. Sin
embargo. aumenta tambin la resistencia a la
traccin. el alargamiento. la resistencia al impacto,
al desgaste. a la deformacin por calor y
mejora la resistencia qumica.
1.5. PRODUCCION
Como se ha visto. el elileno posee un doble enlace,
que se rompe por la accin de un iniciador y del
calor producido por la reaccin exotrm ica.
fonnando cadenas largas con una unidad etilllica
repetit iva.
Ro + _ RCH,CH,CH,CH,
INICIADOR
Ro = Hadiwf fi"re. producido por el nlciador
POLlETI LENO
En la fabricacin de Polietileno existen dos
procesos:
Proceso de Alta Presin
Polietileno de Baja Densidad
Proceso de Baja Presin
Polietileno de Alta Dens idad
Poliet ilcno Lineal de Baja Dens idad
Polietileno Alto Peso Molecular
Polietileno Ul tra Alto Peso Molecular
/.5./. PROCESO DE ALTA PRESION
El eti leno gaseoso. muy puro, se polirneriL3 en
presencia de un iniciador (perxido de bcnzoi lo.
azodi-isobulironitrilo u oxigeno), a presiones de
1.000 a 3,000 atmsferas y temperaturas de 100 a
JOO'C.
La reaccin se puede efectuar en reactores
autocla\es con agitador o en reacton:s tubulares
(tipo serpent n).
ti) ReaclOr AII(oc!tII'e-Agita(/o
La polirneri7.J.cin se realiza a partir de una me7cla
de orgnicos con ctileno altamente pUTO.
el cual se in)ccta en el autoc lave. La reaccin se
inicia ti 150
u
e con la descomposicin de los
perxidos. de tal manera que al realizarse la
polimcrit..acin se obtenga una conversin de l ! 5%
al 40%. El producto es una mezcla polietilcno-
etilcllo. saliendo a presin) a unos 200"C. para
despucs pasar al arca de extrusin y prepuracin de
compuesto. como se muest ra en la Figura 3'; ,
Por proceso. se obtiene un Polietileno de
amplia distribucin de pesos moleculares)' grandes
mm i [jea,: iones.
6 CAI'ITULO 111
r
-
U1
:l -
,.,
_ .... ____ __ _____ j
- ------- -------
PURG.o. PAR.t. PAfVr._
lA .o.CUMLt..ACION DE
RAOICALES Pf.ROXlOO
NATURAL
Fit;lIfII 3-4 Ditlgrrmw Il e ItI Pu/imer;:(lcil/ ( 1 ,,11111 Pre:silill
del [i/el/o,
b) Reactor Tubular
Se alimenta \!I reactor con etilcno gaseoso, oxgeno,
perxido o la combinacin de ambos. La reaccin
se realiza de 150 a 300
u
e. logrndose una
convers in dt!J 20% al 30%. El etileno se alimenta
continuamente al reactor y en el aIro extremo se
descarga peridicamente el producto como una
mezcla de Illonomcro y polmero por medi o de una
\lHlla de alta presin. La descarga continua
dislllll1uye la acumulacin de polimcro en las
paredes del reactor.
1.:1 Polietilcl1o
mm i ficaciones y
obtenido presenta
una distr ibucin de
pocas
peso
molecular angosta. que implica mayor fac ilidad
para su transfonnacill.
1.5.2. PROCESO DE BAJA PRESION
En los procesos de baja pres in, se cambian las
presiones altas por catalizadores de Ziegler-Natta.
tlue son compuestos orga nometl icos de alumi nio)
titanio. La reaccin se Bev,J acabo en condiciones
,
de I a 100 kg/cm- de presin y temperatura de 25 a
OO"C. La poli menzaL:i6n puede ser:
Ln solucin
1::'11 suspensin
En fase gaseosa
fl) En Solucin
Este proceso cst basado en la po limeriz;
cont inua de elileno, con l -ocleno en ciclooe
con una temperatura de 250
0
e y presi6
,
77 kglcm-. obteniendose Poli eti leno Lint=al de
Densidad (PELSD).
b) Eu Suspensiu
La polimerizacin se efecta por la mezcl
eti lcno e
catalizador
hidrocarburos disolventes en
de lecho fijo. para despucs sepal
polmero del hidrocarburo di solvente.
condiciones de la reaccin son, de 100 a 170'
temperatura y de 5 a 15 kglcm: de presi
Polietlleno obtenido se caracteriza por
estructura lineal y gran de nsidad. Este proces
patentado por la compailia Phillips Co.
CATALIZADOR O.04ill.
crO EN Al,O,
DEETILENO
--r-"
INERTES
t '
I
. ,
AGUA
TURSO-
MUCLADOR
AGUA - SOl ve
A UCUPERAC
'" ru.
,
r
-r , ..
SEPARACIQN
SOLVENTE CEGASES
AGUA DE 1
.... POUMERO
i -AGUA t
POLI MERIIACIQN
4 DREN
CAlAUZAOORES VAPOR
ELIMINACION DE
CATALIZADOR
ELAIIORACI
POLI MEI
NgurII J-5 Po/imer h adn ti;:! ElilellO el! Sllspell5i n
( Prrl ces/I Phi/ippv).
e) En Fm .. e G(Iseo.m (Proceso Ullipol)
l.a polimcrizacin en fase gaseosa comienza
alimentacin directa del etil el1o. que debe
alta puret.a (aproximadamente del 99.8%).
catali zador en polvo (cromo modi ficad o COIl
Ambos sc alimc ntan continuamente y el Poli!
es desalojado intermitentemente del reac
travs de una cmara con sello pnrn gnses.
I
La polimerizacin ocurre ti presiones entre 1 ti
1 00 y de 23 a 100 e de temperatura, y se
obtiene un Polietilcno de buenas propiedades
debido ti la pureza del ctleno. adems de ser
econmico por no rt:querir procesos de
recuperacin de solvente y catalindor.
rr:
CO .. ""
ec ..
[
Si
!luCIO!! DE
OM'
Fl.UlOOf!CAo,o,
r- PlJRO
UTAUllIDCOII
OI$TtoIA DE
IL"y
""SC:UG.<>El
PROO..eTO
: i
,-ouIfl'I<.v.IQ C .... NU ....
.. uc; .... I>O .... l ..... CENAMlfNTO
Figura J6 P()limer;:acivlI del Erilt'lI o el! Pil le GI/S>om
(Pm('I!S() l/ni/IOI).
2. ANALlSIS POR TIPO DE
PLASTICO
Como cualquier otro polmero. este matcrial ha
sufrido modificaciones y ampliaciones en ::;ll
debido a los nuevos grados comerciales. La
clasificacin utilizada en la indust ria se basn en la
dens idad, y partiendo de esta, se har el analis is
para cada tipo de Poliet ileno.
2.1. POLlETILENO DE BAJA
DENSIDAD (pEBD O LDPE)
2.1.1. PROPIEDADES
El Polietileno de Baja Densidad, ti ene una densidad
en el rango de 0.91 0-0.925g1cm
J
, en func in de la
POLIETlLENO
estructura molecular del polmero. El PESD tiene
una est ructura en su mayor parte amorfa.
Es un material translucido, inodoro. su Pli nto de
fusin varia dependiendo del grado de la resi na,
corno promedio en 110C. Tiene una conduct ividad
trmica baja, como la mayora de los materiales
termoplasticos.
Las propiedades mecanicas del de Baja
Densidad, dependen del grado de polimerizacin y
la configuracin molecular. es decir, cuanto mas
elevado sea el peso molecular mejores sern las
propiedades.
En este sentido, los productos fabricados con PESO
mant ienen buenas propiedades hasta los 60C, por
su temperatura de ablandamiento (80 a 100C).
Debido a la baja conductividad elctrica. el PE se
ha convertido en un ais lante de pri mera, tanto en
alta corno en baja tensin .
La naturaleza no polar del Polietileno. le confiere
gran resistencia a Jos ataques de sustancias
qumicas. A temperaturas menores de 60
Q
e, resiSTe
a la mayora de los solventes, acidos, bases y sales
en cualquier concentracin. Por otro lado, a
temperaturas superiores es soluble en solvetlles
org:micos alifticos. y especialmente en los
aromticos y clorados. Es totalmente at;.. ico.
impermeable al agua y relativamente poco
permeable al \apor de agua)' gases. puede estar en
contacto di recto con ali mentos sin presentar riesgo
para los consumidores. cumpliendo con normas
rOA (Food and Drugs Administration).
2.1.2. APLICACIONES
El PESO tiene aplicacin dentro del sedar de
envase y empaque, dest::Jcando su utilincin en
botellas. envase industrinl, laminaciones.
pelicul::J para forro, pelicula encogible.
recubrimientos, sacos) costales. tapas para botell as
y otros.
8 CAPITULO 111
En l::l construccin, se puede encontrar en IUberia
(conduit), en agricultura como pelcula para
ill\ernadero y tubera de riego.
En la industria se utiliza C0l110
aislante para cables y conductores, cables de alta
frecuencia. material dielectrico, juguetes pequelos
y otros productos.
2.2. POUETlLENO LINEAL DE
BAJA DENSIDAD
(PELBD O LLDPE)
2.2. / . I'IiOPIEDA DES
El Polictileno Lineal de Baja Densidad es un
corolilllero. por esta razn sus propiedades fsicas
SOl! alteradas por la longitud del comonmero.
Como el polimero presenta molculas que son
esencialmente lineales, las formas cristalinas son
m,is compactas y ello ocas iona que se obtenga una
pclctll:l Illenos transparente que con un PoJieti!eno
de 8:lJu Dens idad.
La:. propiedades rcolgicas ) risicas del P!2LBD
son diferentes de 135 del PEBD, con densidad
similar pero con direrencias en el ndice de fluidez
a consecuencia de que e l PELBD tiene una
viscosidad mayor. El punto de rusin de las resinas
lincales es alrededor de 20" e ms alto que t:1
PEBD.
de las propiedades mecnicas que
distinguen al PELOD de los PEAO y PEBO son:
mayor res istencia a la traccin. al rasgado y a la
perforacin o puncin, mejor resistencia al impacto
rl tempe raturas muy bajas (hasta y en
pelculas posee excelentc elongacin, por lo quc se
pueden obtener calibn.!s mas bajos que con PEBD.
En Cllanto a su n:sistcllcia ql1llllica, presenta los
mismas caractt:r:::.ticas que el PEBO,)a que ambos
son de naturaleza no polar. Por ser un material
at.\ico, existen grados FDA para contacto con
a limentos.
2.2.2. APLICACIONES
Por sus propiedades, el PELI3 D es mu) imeresallte
para e l sector de envase-embalaje. Su apl icacin
principal es en pelcula y lmina.
Se puede encontrar en apl icaciones como pelcula
cncojible, pelcula est irablc, bolsas grandes de uso
pesado, en contacto con alimentos empacados al
..... acio, como carnes fras y quesos, en cocxtrus iones
con Poliamida, debido a que se requiere baja
permeabilidad a gases. p.:lra bolsas hielo y
paiiales desechables.
En la agricultura tiene usos como: acolchado
agrcola, para proteccin y cOlltrol del
maduramiento de la" pencas de pltanos. en
invernaderos y otros.
2.3. POUETlLENO DE ALTA
DENSIDAD (PEA O HDPE)
2.3./. PIiOI'/ EDADES
El Polietileno de Alta Densidad (PEA O). ticne una
dens idad cn e l rango de 0.941 - 0.965 g/cm
3
;
presenta un aho grado de eristalinidad, siendo as
un material opaco y de aspecto ceroso, las
propiedades de cristalinidad y mayor densidad se
relacionan con las molculas ms empacadas. )3
que casi no e.\iSICn ramificac iones.
La rigidez. dureza y resistencia l la tensin de los
Polielilcnos. se incrementa con la densidad, el
PEAD presenta mejores propiedadcs mecnicas que
el PESO )' el PELSO, tambin prescnta fcil
procesamiento y buena resis tcncia al impacto y a la
abrasin.
calor necesario para llegar al punto de fusin,
est re lacionado con la cristalinidad. El Pol1eti leno
de Alta Densidad. muestra un punto de fUSin entre
120 J 136 <.le. mayor al del PEBD.
uuJ7h --------------------------------------
DOW QUIMICA MEXICANA
AL SERVICIO DE LA INDUSTRIA DEL PLSTICO
Dow Plastics
Dow Plastics
PRODUCTOS PARA LA INDUSTRIA DEL PLASTICO
Mejore propiedades, calidad y productividod con los productos de Dow
POUOLEFINAS y RESINAS DE BARRERA
ASPUN'"
ATTANe
DOWLfX
HDPE
LDPE
PRIMACOR
RETAIN
SARAN
AFFINIfY
TYRI N'"
Resinos de PoIietileno poro Fibras
Polietilenos de Ultra Baja Densidad
Polietilenos Lineales de Bojo Densidad
Polietilenos de Alto Densidad
PoIietilenos de Bojo Densidad
Polmeros Adhesivos
Polietilenos Reciclados
Polmeros de Barrero
Poliolefino Plostomrico
Polietilenos (Iorados
TERMOPLASTICOS DE INGENIERIA Y ESTlRENICOS
Resinas de Policorbonolo
Resinas de Poliuretono Termoplstico
Resinas de ABS
CAUBRe
ISOPLAS@
MAGNUM
STYRON'"
TYRll
Resinos de Poliestireno Cristal y Alto Impacto
Resinos de Estireno Acri lonitrilo (SAN)
D.E.R.
DERAKANe
EPOXICAS
Resinas Epxicos
Resinas Vinil Ester
PEUCULAS
Pelculas Adhesivos
Peliculo PVDC poro Envolver Alimenta
Pelculas de Poliestireno para Etiqueto
Pelculas de Poliestireno
DAF
S R N W R ~
oPTlcrre
OPTIMl
TRYClTe Pelculas de Poliestireno Biaxialmenle Orientadas
ISONATe
PAP
VORANAre
VORANOl
POllURETANOS
MDI Puros, Prepolmeros y Modificados
MDI Polimricos
IDI
Polioles Polieter
DOW PLA5T1CS UDER MUNDIAL EN TERMOPlASnCOS OFRECE MAS Y MEJORES PRODUCTOS PARA lA INDUSTRIA
DQW QUIMlCA MfXKANA
Palmos 555-3 Piso
Lomas de Chapultepec
Mxico, D.F. 11000
525 / 227 19DO
DOW aUIMlCA DE COlOMSLA
Transversal 18 I'F 78-80
Bogot, Colombia
Apartado Areo 75240/241
571 / 25688DO
OOW VENEZUELA, C.A.
Edilicio Banco Loro 1 a.
Transversal can Ave.
Principal de lo Castellana
Caracas 1060, Venezuela
582 / 2632155
TIPfCA, S.A.
Paseo Colon
Edificio Noga-3 pisa
Sen Jos, Costa Rica
506 / 220-0272
11
-
Por su naturaleza no polar, es como una gran
molcula de hidrocarburo paratinico. El PEAD
tielle excepcional resistencia a sustancias qumicas
y otros medios. No es atacad por soluciones
acuosas. salinas. cidos y lcal is. La solubilidad del
Polictileno en hidrocarburos alifticos, aromticos
y dorados, depende de la cristalinidad, pero a
temperaturas elevadas el PEAD es soluble en stos.
No resiste a fuertes agentes oxidantes COIllO cido
ntrico. cido sulfrico fu mante. perxidos de
hidrgeno o halgenos.
2.3.2. APLICACIONES
El PolietiJeno de Alta Densidad c uenta con un
nmero variado de aplicacione!>. en el sector de
envase y empaque se utiliza en bolsas para
mercancia. bolsas para basura, botellas para leche y
yogUlth. cajas para transporte de botellas. envases
para productos qumicos. envases para jardinern,
detergentes y limpiadores. frascos para productos
cosmticos y capilares. recubrimientos de sobres
para correo, sacos para comestibles, cte. En la
e lctrica se usa COIllO aislante de cable y
alambre. para cone:\iones y cuerpos de bobina.
En el sector aUlomotriz_se usa en rec ipientes para
aceite) gasolina. conexiones, y tanques para agua.
adems de tubos y mangueras.
Otros usos son: artculos de cordelera, bandejas.
botes para basura. cubetas. platos. redes para pesca.
regaderas para aceites minerales yagua, tejidos
tI!cnicos )- tapiceras, tinas de bailo para beb. en
juguetes. elCetera.
PO LlETlL EN O
2.4. POLLETILENO DE ALTO
PESO MOLECULAR DE ALTA
DENSIDAD (HMW-HDPE)
2.4.1. PROPIEDADES
El Polietileno de Alto Peso Molecular de Alta
es un lluevo grupo de la familia de los
Poliet ilenos. Se diferencia de los copolmeros y de
los hOlllopolmeros anteriores por su peso
molecular promedio, e l cual se encuent ra entre
200.000 ) 500.000 g/glllo!.
Otra manera de caractcriLarlo es por su ndice de
!lujo, que es invcrsurnentc proporcional al peso
molecular, razn por la cual presenta mayor
dificultad de procesamiento. Su densidad se
encuentra en e l rango de 0.944 a 0.954 g/cm
3
.
El Poliet ileno de Alto Peso Molecular presenta
propiedades como: buena resistencia al rasgado.
amplio rango de temperaturas de trabajo (de -40 a
120 oC), impermeabilidad al agua y no guarda
olores.
En cuanto a sus propiedades qumicas, son muy
parecidas a las del PEAD. aunque el HMW-HOPE
presenta mejor resistencia. debido a que la longitud
de las cadenas que forman el polimero son
ma)oreS, aunque la est ructum y naturaleza 110 polar
es igual para los dos.
2.4.2. APLICACIONES
Un gran porcentaje del II:VIW-HDPE, es destinado
a la fabri cacin de pelcula. debido a sus
propiedades mecnicas y qumicas. Tambin tiene
caractersticas de facll Impresin y doblez, que
pennlte uliliz:lrlo en bolsas. empaque de alimentos
y recubrim ienlo de lalas. tubeT:; a presin,
aplic<lciones indust riales como parches de tubera,
en distribucin de gas. en sen icios domsticos de
agua) lneas de alcantarillado.
10 CAPI TULO 1II
La mayor aplicacin del moldeo por soplado, est
en la manufactura de contenedores con capacidades
de 200 litros. los cuales requieren propiedades de
impacto. resistencia qumica y mdulo de flexin,
tambin se elaboran tanques de otras capacidades.
Una de las aplicaciones ms recientes del
HMW- HDPE. es C0l110 dueto de la fibra ptica para
las instalaciones telefnicas.
2.5. POLIETILENO DE ULTRA
ALTO PESO MOLECULAR
(UHMWPE)
2.5.1. PROPIEDADES
Este tipo de Polietileno es de Alta Densidad y
elevado peso molecular, entre 3'000,000 y
6'000.000 giglllOl, es UIl material altamente
cristalino y debido a estas dos caractersticas,
presellta propied3des especiales. Es un Illalcrial
rnu) difcil de procesar, por su elevado peso
molecular tiene Ull ndice dc tluidez muy bajo, por
lo que es casi illlposibl\! usarlo en los procesos de
soplado. in)cccin y extrusiI1.
El UH!"vIWPE presenta excelente resistencia al
impacto, alH1 en temperaturas bajas de -200" C,
tiellc Illuy bajo coeficiente de friccin debido a que
es un material autolubrie<lnte, no absorbe agua
(menor al 0.01%): reduce ls niveles de ruido
ocasionados por impactos y presenta resistencia a la
fatiga.
La propiedad mils importante del Ul [!"vIWPE, es la
resistencia a la :.brasin (aproximadamente
10 vcces mayor quc la del acero al carbn). Las
propiedades quimicas del Ull!"vlWPE, son: l11uy
bLlena rcsislem::ia a medios agresivos, incluyendo a
fuertes agentes o:\.idantes, a hidrocarburos
aromalicos y halogcnados, que disuelven a otros
Polietilenos con menor peso Illolecul3r .
No es resistente a los cidos sulfrico y ntrico
concentrados. Algunos grados cuentan con la
aceptacin FDA, que les permiten el contacto con
alimentos.
2.5.2. APLICACIONES
Debido a sus propiedades singulares, las
aplicaciones de este Polietileno son diferentes a las
de los otros tipos, van encaminadas principalmente
a partes y refacciones de maquinaria.
Para el manejo de materiales, se puede encontrar
en: soleras de friccin. cintas gua, canales, cintas
de desgaste, placas dcsl izan tes, la! vas. rodam ientos.
en la minera. en rodillos o camisas de desgaste,
como recubrimientos para bandas transportadoras,
ruedas. bujes. para manejo de productos quirn icos.
en bombas, filtros, partes para vlvulas , juntas y
empaques.
Tambin tiene aplicacin en ret:1cciones de
maquinaria de la industria del embotellado, stas
pueden ser estrellas. tornillo sin fin. espaciadores,
placas de desgaste, bujes. levas, y otros.
En fundiciones. se encuentra en placas para
manejar arena hmeda en SllS tolvas y silos, y en
los pernos para la transmisin de la potencia de los
motores.
En aserraderos. para fabricar resbaladil!3s. canales
y soleras de desgaste para cadenas, para facilitar el
manejo de los troncos y pedazos de madera.
En la industria elctrica, debido a sus propiedades
dielctricas. se emplea en partes de motores
elctricos. l!HerrUplores y acopladores.
-
,
2.6. ESPECIALlDADES EN
POLIETlLENO
2.6./. POLlETlLENO DE MUY SAJA
DENSIDAD (PEMSD VLDPE)
Los Polietilenos de muy Bnja Densidad, son una
familia de copolmcros lineales del etileno, con
densidades en el rango de 0.880 a 0.910 g/cm
J
, se
caracterizan por ofrecer buena flexibilidad
comparada con otros materiales como el etiJen
acetato de \';nil0 (EVA). et il en-acr ilato de etilo.
PVC flexib le, elastmcro termoplstico cti leno-
propilcllo (EPM), con la ventaja de una resistencia
mecnica y qumica.
Estas poliolcfinas se producen
po'
copolinH!riL.tl cin dL: etileno con otras
tales como buteno. hexcno, aclena y propilcno. por
el proceso fase gas o en solucin. La densidad, el
peso molecular y la distribucin de pesos
moleculares son variables que se controlan por el
contenido de comonllIcro. el catalizador y las
condiciones de pollmeri/ .. acin.
Durante la poli me rizacin se obt ienen productos de
baja cristalinidad. resullando un polmero suave.
flexible, COIl caractersticas de absorber energa,
que se traducen en notables propiedades de
resistencia al impacto. a la pllllzlIra y al rasgado.
Las propiedades reolgicas de los VLDPE, son
similares a las de los Polietilenos Lineales. por tal
razn para su transformacin deber utilizarse el
equipo disei'lado para procesar Polieti lenos
Lineales. aunque requiere temperaturas menores de
operacin durante el moldeo. en el rango de 150 a
175C
Los Polictil enos de Baja Densidad. encuentran
aplicacin donde se requiere rigidez. resistencia al
Impacto, resistencia a la punzura en combinacin
con suavidad Ocxibilidad.
I' OLlETlLENO 1
Aplicaciones especficas de este material son:
pelculas para el empaque de carnes. pelcula
st rctch. pelcula encogible, empaque de productos
md icos. adhesivo en coextrusioncs; adems estas
resi nas utilizadas como modificadores de impacto y
mczclas con PP y PEAD mejoran la resistencia al
rasgado en pelculas.
Otras aplicaciones de los VLDPE han sido para
remplazar a los hules termoplsticos como el EPM
en aplicaciones automotrices. Tambin tiene
aplicacin en: mangueras para aspiradoras,juguetes
suaves. geomembrunas y pelculas para la
agricultura.
2.6.2. IONOMEROS
Se refiere a materiales termoplast icos que
contienen al mismo tiempo enlaces nieos y
covalentes. Los ionmeros no son propiamente
Polietilenos. en realidad son copolmeros del
etilcno yacido metacrlico; esa es la razn por la
que muchas de las propiedades comunes de las
poliolefinas son tambin evidentes en los
ionmeros. Por ejemplo. la resi stencia qumica,
intervalos de fusin, densidad y procesos de
transformacin son similares al Pol ieti leno de Baja
Densidad (PEllO) o al copolmero elileno-acetato
de vinilo (I::VA).
Para la obtencin de ionmeros, se parte de dos
cOlllonmeros, uno de los componentes puede ser
cido metacrilico y el otro puede ser etileno. que
polimerizan gracias al doble enlace como se indica
en la siguiente reaccin:
XCH,-CH,+YC-CH, -
e
4
o OH
- _(CH:.CH,) (C_CH:),.
e
4
o OH
12 CAPITULO 111
Los valores de X y Y muest ran la porporcin en
que se encuentran los copolmeros en la cadena.
A part ir del copolmero et ileno-acido mctacr lico,
se obtiene el ionmeTO por medio de una reaccin
COIl un lcali o base (re,ccill de neutralizacin)
que cont iene al in metalico.
eH,
,
- (eH! - C H I ~ - (e _ CH, )y - + MOH ____
e
o OH
eH,
,
- - (CH-CH)K-(C-CH)y '
e
. ,
O OM
.ti 10/1 metlico como sodiQ, :inc. calciu, magnesio
Las propiedades resultantes dependern del peso
molecular, e l contenido de cido mctacrilico y el
tipo th: Il metlico que generalmente es sodio o
zinc. De la aplicacin y [as propiedades deseadas
depende la eleccin entre uno u otro. En general,
las n:sinas de in sodio proporcionan un llJejor
aspecto. res isten mejor los aceites y sus soldaduras
tIenen mejor resistencia al sellado en caliente. Por
:.11 parte. las res inas lipo zinc, tie nen mejor
adherencia en coextrusin y en laminacin sobre
alumin io.
Ambos tipos ue iones se caracterizan por su
extraordinaria sellabilidad a bajas temperaturas.
Para la transformacin de resinas ionomricas, se
requie re del mis 111 0 equi po y maqulllaria que se
utiliza para Poliet ilenos usuales. :.lo que las
Il.;'tllperaturas de procesamiento suelen sit uarse en el
rango ue 300(, puedcll llloldenrse por inyeccin,
soplado y e;..trusin.
Los prinCipales usos de los comonmeros son:
pelculas de empaque, pcliculas lami nadas con
otros Sllstratos para empaque de grasas. accites,
carnes. leche. jugos. ca fe. tambin COlllO ais lante en
alambre y cable. cubierta de pelotas de golf y de
pinos de boliche. eu suelas de zapatos deportivos,
en laminaciones. ) en recubrimiento de metales
para protegerlos de la corrosin, entre otros.
3. PROCESOS DE
TRANSFORlVlACION
Cada uno de los I)olietilenos presenta diferentes
caractersticas. que limitan algunas veces su
procesamiento ell determinados mtodos de
transformacin. Sin embargo, por los procesos de
inyecc in y extrusin, pueden transformarse la
mayora de los Polictilcllos.
TabftJ J.4 L fOS del Polietilello .
PH.OCESOS DE: TIPO DE:
TRAI\S FOK;\ l ACION POLl ETlLENO
EXTRUSION PEBD
- Tubera y Perfiles PIBOL
- Recubnmientos de Cable y Alambre PEAD
- Pelicula Soplada PEAD-APM
. Lmina
II\ YECCIOX PEBD. PESOI.
PEAD
SOPLADO PESO
- Inyeccin-Soplo PEBDL
- Extrusin-Soplo PE\D
PEAO-APM
TERI\10I'OR!\IA DO P[130. I)I:AO
ROTOMOLDEO PESD. PESDl
PEAD
C02\IPRESION y \lAQUI,' M DO l.! HMWPE
3.1. ACONDICIONAMIENTO
PREVIO
J././. SECIDO
Los Poljctilenos no requieren de secado. )a que su
absorcin de humedad para el PEBD y PELBD es
mellar a 0.2%)' para el PEAD es me nor al 0.1 %.
III.yII., ----------------------
En el caso de que por condiciones adversas el
material est hmedo. se recomienda un secado en
charolas. en un horno con circulacin de aire
caliente a 63"C durante 3 tu, o en un desecador a
80C durante 1 a 1 Yz hr.
J.l.2. REGRANULADO
Se puede mezclar el recuperado con material virgen
en una proporcin del 30%, aunque algunas riela!:;
se trabajan con el 100% de material reciclado.
Siempre que se real izan mczcbs de material virgen
con recuperado se debe cuidar que sean polmeros
del mismo tipo, algunos grados de Polielileno no
son compat ibles ent re 3 } pueden afectar el
material.
3.2. INYECCION
J.2.1. CARACTER1STlCAS DE L4
MAQUINA RiA
) Gelleralidades
El moldeo por inyecc in con PEBO. PELSD y
PEAD, emp lea condiciones de operacin
semejantes, varialldo so lo el perfil de temperatura,
los conceptos sigUIentes. se aplicarn a los tres
tipos de Polictileno mencionados.
b) Husillo
El husillo util izado para 1 .. inyeccin de Polietileno
es del tipo universa l. con una relacin U D de 18: l
a 20: l y un paso constante de ID.
La zona de alirnentacLn ocupa el 50% de la
longitud. eDil una relac In de compres in de :1: l.
Los husillos estn regulnfmente adaptados con una
vah ula de ant irretOrno. que tiene por objeto
impedir que el material se regrese a lo largo del
husillo. durante la fa se de inyeccin.
POLI ETILEI\'O 1
En la Figllra 3-7, se puede apreciar el husillo con la
vlvu la arllirretorno.
Figllrll 3- 7 /1usiflfl p'JrlI fa /J)'l:ccin dI: Polierifl:ll o.
c:) BOqUjJ!ll
La boqui lln con vlvula es la ms utilizada, se abre
automticamente cuando se apoya sobre el
bebedero del molde. y se cierra cuando la unidad de
inyeccin se separa del molde y la presin de l
material existente en la cmara de inyeccin
empuja al pistan pequeo contra la parte externa,
cerrando el barreno de la sali da del material.
CABEZA
VALVULA CUERPO
CARRERA
I
-----+--
1
Pigurlf 3-8 Boquilla COII V,U.."fa "Tipo A "'.
J.2.2. CONJJJCI0NES DE OPERACION
a) Perfil de Temperalllrfl.fi
El perfil de temperaturas puede \ ariar de acuerdo al
ndice de fluidez y al grado de l material utili zado.
14 CAPlTlLO 111
Los perfiles pueden variar si el tiempo de
residencia aumc:nla o di smi nu)e. Por ejempl o. para
el PEGO, si el tiempo de residencia no e: .. ccde los
5 millutos se puede l11.:lnejar una temperatura de
boquilla de 200
0
C. pero si el ti empo de residencia
es mayor, la temperatura debe disminuirse para
evitar la degradacin en el material. Por otra parte.
si este valor disminuye y el tiempo de residencia es
menor a tres minutos. la temperatura de la boquilla
puede alcanzar Illa)ores valores.
I.as temperatura:. ms recomendables en el molde
son entre 10 Y 60"C.
Tabla 1,5 1'<!rJiI de T empl!rulllrltS ell lllJ'l!cdllI.
MATERIAL PESJ) PELBlJ I'EAD
ZONA T Oc
roha 40 -70 40 - 70 50 - 80
Alimentacin 120 - 170 130 - :WO 170-180
COlllpr\!sin 120 - 210 140 - 190 170 - 200
Dositi,m:ln 160 - 200 170 - 200
Boquilla 130+220 180235 180-240
J\101dc 30 - 50 5 . 30 10 - 60
h) Pre.\ioll es
Prcsin de In,\ccdn
En los IlInnes l11.\.inl\lS se piclas de
mayor brillo. ::iC disminuye la rormacin de
burbujas y borrall las Imeas de unin. Sin
embargo. se deben tener temperaturas bajas para
los es fuer70s residuales en el re<l del punto
dc lIl)eCL:ln.
Para Poli\!ti lcnos se rewmienda comrolar la
prilllt:l'a etapa d 1.500 ) la segunda a
750 Al ;antrolar correctamente la \'nriable
se pro\oca milyvl' o m..: nor L:ontraccin en la pieLa.
Para alcanzar cidos menores, se sugiere operar a la
llui.xlma presin dc Inyeccin, reduciendo
si multneamente la temperatura.
Contra presin
Para los polietilenos es reeom\!ndada la menor
contrapresi?n posible. un ... alor nominal es
de 5
() Tiempo tle Sostel/imiento
Depende del espesor) de la geometra de la piel,\.
Para calculnr el tiempo de sostenimiento. se
aconsc!ja reducir progresivamente el tiempo de
avance del tornillo hasta que 3C noten rechupes en
la super(i;ic de las piezas. A partir de ese punto, se
va incrementando a raln dI: 1 seg c:lda tres
cuatro ciclos hasta que las pic/as no tengan marcas.
d) Velocidad
Vcloddad de Inyecci n
PMa lograr buena apariencia superficial y buenas
propiedades mecnicas. la \ elocidad de 111) eccin
deb,;: ser alta. especialmente para aqudlas piezas
que tengan muy delgados.
Vcloddad det Husi ll o
En el PEAD no se usan \ elocidades mayores de
0.75 a 0.8 mis. Si el tornillo tiene un dimetro de
40 1111ll. las rcvoluciom:!> por minuto no dchen
e;\.eeder de 380. Si nll larmenlc para un tornillo de
mayor diamctro (76 lnm). para obtener ...
de 0.75 a 0.8 mis la velocidad de rotacin debe ser
de 100 rpm.
Para PEBD ) PEI.SD. la \clcid:ld Ill' debe 3er
111:l)or dc! 0,78 a 0.75m/s. Para dimetro de -lO 111111
del lt.mtillo. la velocidad rotacion ll lO debe ,,\.ceder
las 360 rpln. De igual manera para obtener una
\'elucidad de 0.7 a 0.75 m/:. en dimetros Olhl)Ores
(70 mm) . el tomillo debe gi rar alrededlw de 1.IS
rpm.
-
-
I
1
3.2.3. MOLDE
para el disei'jo del molde, debe considerarse que los
polietilcnos, por ser materiales scmicristalinos,
presenlaJl contracciones de moldeo relativamente
grandes, en baja densidad de 0.015 a 0.050 cm/cm
yen alta densidad de 0.025 a 0.060 cm/cm.
a) Bebedero
El Bebedero no requiere de 111ngu113 consideracin
especiaL por lo que se emplean bebederos
convencionales con ngulo de salida de 3 a 5 y con
dimeiro mayor al de la boquilla.
b) Coludas
Su tamaii.o aproximado es de 4 a 7 mm, aunque con
dimetros de 7 mm mayores. se tiende a aumentar
el ciclo de moldeo Sin lograr aumentar
significativamente la rapidez del llenado del molde.
En el caso de emplear moldes de colada caliente, se
recomiendan dimetros de 0.73 a 0.8 mm.
En cuanto a la geomet ra de las coladas, se sugieren
Ins circulares sobre las trapeLoidales y las
semicirculares, ya que permiten el paso mximo de
material a travs del orificio.
e) PlIl/tos de Il/yeccilI
Se pueden mancJar de cualquier tipo (de escaln.
abanico, lengeta, aguJa, submarino o tnel. de
anillo, de di sco) siempre y cuando su anc hu no
sobrepase los 0.5 cm, ) su longitud no sea mayor a
0.75 mm. Algunas veces se emplean del tipo
submarino con ngulos de salida de 30" y
combinacin de cerladores que rompan la celada de
la pieza.
d) Orificio.l de Vellfeo
Se Utilizan cuando las ranuras de l plano de
particin de las panes del moldc no son sufi cientes
-
POLIETILENO 1
para liberar el aire y ste no puede escapar por los
expulsadores O troqueles auxiliares. Deben tener un
ancho de 0.025 a 0.08 mm y una profundidad de 4 a
6 mm, generalmente.
3.1.4. PROBLEMAS COMUNES EN
INYECCION
Los principales problemas que se presentan en la
inyeccin dt: Polietilenos. son piezas incompletas,
por falta de plastificacin, o poca presin para la
inyeccin. piezas con mucha rebaba, debido a
temperaturas muy altas de plastiticacin. o una
presin muy alta de inyeccin.
3.3. EXTRUSION
3.3. 1. CARACTERISTlCAS DE LA
MAQUINARIA
(1) GelleTlllidmle!i
Los tipos ~ Polietileno, que se pueden procesar
por este melado son: PESO, PELSO. PEAD,
HMW-HDPE.
A cont inuacin, se describirn las caractersticas de
la maquinaria de extrusin y se analizaran los
distintos procesos de cxtrusin indicando las
condiciones de operacin especficas para el
Polietilcllo.
h) HusiJ/o y Cilindro
El husillo es la parte fundamental de la extrusora,
su disefo varia segn el material. la forma y
finalidad de los artculos a fabricar .
Para los Polietilenos. a c.xcepclon del Polielileno
I incal, resultan efectivos los husillos con Lonas de
alimentacin) de dosificacin largas) la ?Ona de
compresin corta; COIl ello se garantiza la
homogcneizacin del material .
16 CAI'ITU LO 1II
LONGITUD " 240
.--
-
-
ALlMENTACION DOSIFICACION
"O 70
COMPRESION
3D
Figl/ ra J9 l/u.\1II0 de Exlrus;ll purll I'l)lierilell o (le Afta y
Blljll lJemidllrf.
En el caso del Polictileno Lineal, los husillos deben
ser disci'iados para reducir la disipacin de energa
en fOfma de calor o pOlencia del motor.
Se recolllienda un husi llo con paso decreciente parn
fundir mejor el material y homogeneizarlo a l fina l,
esto con el fin de reducir el esfuerzo .Jplicado al
material y evitar su posible degradacin.
El PELBO es un poco mas abrasivo que el PES O,
por lo que se sugiere que el acabado del tornil lo sea
de carburo de tungsteno u otras aleaciones de a ha
para alargar su t iempo de vida.
LJ1t;jlt1
u
PASO MAYOR PASO MENOR
Figurl/ J IO I floil!o (l e EX/fIlSill pI/m Pofi eti/ellO Ullell /.
Para ambos casos, la relacin UD, oscila ent re 20: l
a 28 : l. dependiendo de los productos a fabr icar.
Los deben ser Jo slIticientr.:mcnte fuenes
para sop0l1ar las altas presiones a las que es
sometido el material fu ndido, resistentes a las al tas
temperaturas) a la abrasin.
En el exterior dr.:1 cili ndro van instalados lo!.
disposit ivos especiales para calentar y refrigerar las
zonas autnomas del cilindro.
-
e) Dado
Tubera
La parte esencial de la extrusin de tuber a. radica
en el discllo del dado y en la distribucin del flujo
de la masa fundida, que es forzada a pasar entre el
mandril y el cuello del dado, produciendo UIl tubo
de poltmero fund1do.
Al fluir el polmero fundido a travs dc:l dado. se
divide en In:s corrientes. que fl uyen alrededor de
las "patas de la amiia". Despus de pasar por la
araa y por el mandril, las corr ientes que se haban
separado se vuelven a unir y forman una sola
corriente tubular. El material fundido tiene tres
lneas de unin que deben soldarse lltimamcnk,
sin dejar marca alguna. ni presentar falla en el
producto fina l, esto r.:s posible debido a que el
plst ico que fl uye est bajo presin y en estado
semi lquido.
TOfINILLO
CENTRAOOR
MANDRIL
MACHO
,:,"::;"'"
TORNILLO
CENTRADOR
ANILLO DE
RETENCION
DADO
HEMBRA
CUELLO DEL
"'00
PATA DE
ARANA
Figura )." I)(ldo de EXlrIIsilI dI! Tuberfll en Linell.
I'clicula Soplada
Para produci r pelcula soplada de Polietilcno.
existen tres tipos de dados. A conlinuacin s{
describe cada uno de ellos:
-
Alimenlaciu Lateral.- En este ipo, no muy
utiliLado. la corriente de masa fundida se
distribuye alrededor del mandril: una vez que
10 rodea. los fluidos se encuentran, se funden y
el material que se va alimentando al dado 10
empuja. El problema de este dado. es que el
material no sale homogeneo y se aprecian las
marcas de la ullln de los nuidos ocurrida
_dentro del dado.
OISTRIBUIDOR
Figllrrl J/2 1)(ldo pI/m "die/I/u Sopltu((I eOI! Afimf'l!lllcirJl!
U,fl!rr/f.
Tipo Aralia con Alimentacin por el Fondo. -
Es muy utilizado en la industria. el nombre
araiia, proviene de los elementos radiales con
los que anillo se conecta al mandril. Esta
aralia, di\ ide al flujo fu ndido por tiempos
cortos y causa algunas lneas de unin que
pueden ser con el liSO de UIl
dispositivo de embarrado, el cual causa que la
corriente axial sea envucha por una masa
fundida que \la fluyendo circularmente. Su
ventaja es que favorece la distribucin
uni forme de la masa fundida a la salida del
dado. La FiJ!,urlf 3/3 muestra un diagrama.
POLlETILEl'iO 1,
LABIOS
Figllfll J- f J DlIlfl) !)lm, l'elcllla S(Jplula "Tipo Arr",a" COII
Alill/I!I/Iaci,. por el FO/lflo.
Tipo Espiral con Alimentacin por el Fondo.-
Este dado proporciona una pelcula de
excelente calidad, pues est provisto de
ranuras hel icoidalcs en el cuerpo del mandril.
Las ranuras pierden profundidad al avanZt'lr
movimiento
combinado
origl1l3. el
defecto por
y promueven un efecto de
lateral en el material. que
a su movimiento ascendente,
dcs\anecimiento de cualquier
presencia de los soportes del
mandril y, como consecuencia, homogeneiza
al malerial u la salida del dado. La
Figura 3-U representa el esquema de un
dado con lipa espiral.
MANDRIL
ENTRADA DE
MATERIAL
figllra J./J f)mfo pllrrl !Jeft'll!1I SUIJf{//U "Tipo Efpim/" CVII
A limellllldII por d F(J/u{IJ.
18 CAPI T ULO 111
L:'lI nina y Pclic ula de Dado Plano
La Figura J-15 muestra un dado para la fabricaci n
dt! pelcula por "Dado Plano", Como se puede
ob:icrvar. la alimentacin del dado es por la parte
central, pasando hacia el distribuidor de tlujo, que
reparte el material ha,;ia los extremos del dado. El
dist ribuidor tiene un tlrea muy grande para ofrecer
mnima resistencia al nujo, permitiendo que la
resina fluya libremente hu\,;ia los extremos del dado
en forma uniforme.
Pan el caso de lmina e l dado es si milar. Difiere
del anterior en el grosor del producto que elabora y
en la apertura entre los labios del dado. La apertura
utilizada par; pelcula es muy pequea y crea
presiones Illuy elevadas durante la extrusin.
ENTRADA
CUERPO
TORNILLOS DE AJUSTE
Fi;lIN1 3-15 Dm/ !,ara 1)e1Cllfll p(lr Darlo Plllllo.
11) Perfi lel' de Te"'l'erfltura.\"
El perfil de h.:mperaturas vara de acuerdo al grado
del material a transformar, a l tipo de produclo a
obtener (pelcula. tubera. lmina, recubrimiento de
etc.) ('11 ocasiones hasta de los limltnntes de
la misma maquina.
-
TI/hla 3.6 Perfil lIe Tempemlll rllS e" E.wmsilj".
MATEIHAL PElJlJ PEAl) PELBO PE/\I )
ZQN;\ T tiC ( Tubera )
Tolva 40 - 60 40 - 60 40 - 60 40 - 6
Alimentacin 120- 140 150-170 190-110 19021
Compresin 140- 170 170-190 200-220 20022
Dosificacin 150- 180 180-200 210-230 21022
Dado 160-190 180-210 215-235 22022
Relacin UD 20:1;28:\ 10:1;28:1 20:1;18:1 20:1;28
Re:!;cin de 2: 1;3: 1 2: 1 ;3: 1 2: 1 ;3: 1 2-l ;3:
Compresin
e) EIII/ipo Corriellte Ahajo
En e!>te punto, se describen los procesos y el equipo
que requiere el Po!ietileno al salir de la extrusora.
para crear productos cspecficos como: pelcula.
tubera, recubrimientos, etctera.
Tubeda y Perfil es.- Para la 1:1bricacin de tubera
)' perfiles, se necesita un extrusor comn, adems
del adicion<t l l:olllo el dado, el formador (de
preferenc ia formador al \ aeo, ya que proporciona
mejor acabado), una tina de enfriamiento, jalador
de velocidad variable)- enrrollador o cortadora.
Para calibrar c l dimetro exteriOl" del tubo, se
cmplea el formador al \,'Jeo. medIante el l:LJal se
somete al tubo e'\truido a \ ,'Jeo, al tiempo de que lo
I!nfra.
La tina de cnfriamiento consiste en un bmio
desplazable independiente con agua circulante. por
donde pasa el Illbo extruido. Para Polietiknos se
recomienda que la kmperalura d(;:1 agua dI!
sea de 30 aSO" C.
,.
. 1
,
'.
Eljalador o unidad de tiro puede ser:
De Oruga
De Bandas
De Ruedas
Ell este dispos iti vo se genera la fUC.la que
mantiene al plsti co en movimiento dentro de la
lnea de extrus in.
Po.'>teriorlll enle, se ll eva a una bobina o a una
cortadora, segn el producto que se fabrique.
terminando as el proceso de fabricacin.
En la Figura 3-/6 se puede ve r una linea para la
fabricac in de tubera.
UNIDAD DE FORMAOOR
COIlTE
BOBINA UNIOJ\ D DE
( JALADO
ilji\J]E1
TINA CALIBRADOR
FigufII 3-/6 UIIIW pI/m l a Producci/I de Tuhos de
PolielilellO.
EltTRUSOR
Ilclcula Soplada.- Se rubrican en lI na lnea de
exlrusin C0 l11 0 la que St: muestra en la
Figura 3-'''", Consta de la extrusora, dado, anillo de
enfriami ento y soplado con su respectivo
compresor, unidad de colapsamicnto, rodill os de
tiro. sistema de rodillos intermedios y
embobinador .
La manera como ope ra e"ta lnea, es sumini strando
el aire con cicrta sobrepres in a travs del or ific io
central de! mandril, int1ando la pclicula tubular al
salir del cabclal a la l1l ed ida necesaria.
La unidad dc cobpsarnicll lo recoge la pelicula y los
rodillos la comprimen: as la pelcula en fo rma de
una cinta doble se enrol la cn un tambor o
embobinador,
-
I'OLlETrLENO 19
Cuando se ha alcanzado el dimetro precIso, se
interrumpe el suministro de aire y el espesor de la
pelcula se regula ajustando el estirado
longitudinal.
I'uesto que en e l interior de la pelcul a se mantiene
In misma cantidad de aire. se obtienen pelculas de
dimetro y espesor constante.
A [a sal ida del cabezal la pelcula se enfra en el
anill o de enfriamiento con el a ire impulsado por el
venti lador.
RODILLOS
INTERMEDIOS
EMBOBINADOR
rr...lifi'f:.., "'O<L"" DE TIRO
UNIDAD DE
COlAPSAMIENTO
BURBUJA
Figllrll 3-1 7 Im-Wlll cill pum PefcJll1l 1"ubufM.
Para cada tipo de Polietileno. existen condcioncs
especiales para obtener mejores resultados:
Para el Policti leno de Alta Densidad ( PEAD),
se reqUIere: una di stancia del dado a los
rodi ll os de 1.50 a 2.50 111 . mximo.
dependiendo del ancho de la pelcula, una
relacin de soplado de la burbuja entre 3.5 : 1 a
6: l . una altura de la linea de enfriamiento de
OAO a 0.80 metros) una abertura del dado de
1.016 a 1.524 mm.
Para el Po!ietil eno de Raja Densid.:td (PEBD),
se requiere: una relacin de soplado entre 1: 1
hasta 6: 1, aunque los valores entre 2.5: 1 a
20 CAPITULO 1lI
3.5: 1, se limites para un control
seguro de! espesor de la pelcula Y del
dimetro de burbuja. La relacin de soplado,
la altura de la Hllea de enfriamiento y la
velocidad de produccin son los factores que
deben balancearse para obtener buenas
propiedades mecnicas y espesores uniformes.
Las aberturas del dado se encuentran entre
hasta 50 milsimas de pulgadas. de acuerdo al
calibre que se dt:!sce obtener.
El Polietilcno Lineal de Uaja Densidad [Xlr sus
propiedades Teolgicas. requiere de otros
cambios. El husillo es diferente al del
Polictilcno de Alta y Baja Densidad.
El Polietileno Lineal crea alta presin en los
. b el
eqUipos en que se 1m ap
convencional. Ello se debe a la gran viscosidad que
presenta en estado fundido. La consecuencia de la
sobrepresin. es un arrugamiento en la pelcula, la
solucin es ampliar la ubertura del dado con el in
de reducir la presin. En la Figura 3-18 se puede
apreciar la diferencia en la apertura de los dados
para PEBO} PELBO.
LOPE
LLOPE
1mm
20 mm
20 mm
ngllrll 3- 18 AperlUrII fel Ocu/() pum Rajn
/Jensjfud y 'olie/ilello Lineal.
Para enfriar el Polietileno Lineal, los de aire
comcncionales no son capa.ccs de disipar todo el
calor, es preci so disear anIllos eall doble salida de
aire. denominados aerodintllnicos
Estos anillos son 1.5 \eces ms grandes en su
dimetro que los convencionales, su ventaja es que
enfrian ms rpido)' evitan torres demasiado altas.
FLUJO DE
."
, '
--4J.Wljl! hJ
DE
DE
ENFRIAMIENTO
Fi;/Im 3-/9 IJe EllfrifllliPllfo pI/m P"lil'tilelltl.
Mezcla de PESD y PELBD.- Es la ms
importante dentro de los prese!1!a
ventajas como: mejorar las propiedades
mecnicas con respecto al Polietileno de Baja
Densidad y di sminuir costos respecto al
Polieti leno Lineal de Baja Densidad. La
mezcla de estas dos resinas se puede hacer en
un tambor, colocando la cantidad exacta en
porecl1Iaje de peso. segn el rango que se
desea trabajar .
El tiempo de mezclado del material para que
este listo para alimentar al extrusor, es de lOa
15 mino Cuando se trabajan mezclas hasta con
un 30% de Polietlleno Lineal. no se requiere
de ninguna modificacin en los equipos.
En las siguientes graticas se muestra cmo se
modifican las propiedades en las mezclas PEBO-
PELBD, Figllrc/s 3-20 y 3-21.
A. Schulman ...
Productos que te
ayudan a crear
Prestigio
Probablemente hayas hecho todo en
bsqueda de la excelencia, Invirtiendo
en equlpo correcto, optimIzando tu
planta, gastando en el entrenamIentO y
cpacltacin de tu gente.
Entonces, qu faha para lograr el xito
de tu negocio? . . Los productos de
A. Schulman.
POLYBATCH"
TiO
l
y concentrados dtsli7.3 11 tes,
uv,ayudas de proceSo.
POLYfORTtt PI' I-Iomopolfmerosy
copolmeros naturales,cargados y
reforzados.
POLYTROPE8:A1eacionesdc
PP/EPDM nalurlles,urgados y
reforzados.
POLYFLAM3: pp,PE,PS,AHS,
la tlanu.
POLYFABS_ Compucslosyaleacioncs
JeABS.
SCHULAMIO* (Nylon)
y tt'orzad.lS.
Const rUir y proteger una Imagen de
c.)id,ld es csccncial en los mercados
coIllPt:li IlVOS de hoy y A. Se/mima" l e
proporciona la habili dad para disear los
productos que S<lusfJCrn tuS necesidades.
LllllJIlOS hoy y convi rtete en un
miembro ms del eqUIpo de excelencia.
A. Se/turman. " El mco nombre que
necesitas conocer en plstiCOS.
A. Schulman de Mxico
SAN LUIS POTOSI
Av eFE 730. Zona Ind del PotOSi.
San Luis PotoSI. C P 78090
Tel.: (48) 240708
MEXICO
Manuel E. Izaguirre , 3304. Naucalpan
Edo de Mxico, C P 53100
Tel.: 393 72 46, 393 12 16
MONTERREY
Camino del Lago 4517. Sector 4. Col. Cortilo del Alo,
Monterrey N l., C P. 64B90
Tel.: (8) 365 55 05
RESISTENCIA A LA TENSI ON (KglcmZ)
350 .. . - ...... . ........
300 .... _. _ ..........
'"'
........ ....... .
'00 L_ .. O".:c .. C" ..... .;:-. _ ..... -:::-.....
'"
---
- ", . ....... -....... - . . ............. .
__ OIR_ TRANSVERSAL
100 ...................
--- OIR. MAQUINA
.............................
% DE pOLlEnlENo LI NEAL
Figllra 3-10 U 111 TI!/lSin.
ELONGACION ('4)
10aa ... .. _ . ..... _ .. ___ ....... _ . ..
'"'
I F 2 EN COtM:NCIONAL y LINEAl.
800 . _. __ . __ ...... .. .. _ .... ..
70'
.o,
'"
............. ..,..:-::--
-
.. ...... - ...... --. ..,.-.:-: ............ .
--
....... .; ... -.:. ... ....................... .
-
400 ... ;0 ..... . ...... ... :....:...:....:.
D,R
.T-R..\sVERsAL
'"' f' -:-............. .. ........ :: .. '-' . (IR' M;";u'; ..
200 ..........................
100 ...................................
o 10 JO 40 SO SO 10 80 100
% DE POLlETILENO LINEAL
Figllf(1 ] .2//'vrCI!/I/ajl! dI! E{mgadlI.
Lamina y Pcl icul:t con I)ado Plano.- Para hacer la
diferenda clllre lmina y pelcula. existe un criterio
que se basa en el espesor del producto que se
elabora. Cuando se tienen espesores de 0.01 pulg
(0.25 mm 250 o Illayores recibe el nombre de
lamina y si el grosor es menor de 0.0 I pul g, se
considera una pelcula.
Cuando se trata dI! un dado plano. el proceso de
elaboracin dI! I\mina t:S simil"r al de pelcula.
En la Fig/lra 3-11, se puede obsef\'ar un proceso de
fabricacin de lmina. La instalacin cuenta con la
21
extrusora, el dado plano. los rodillos de
enfriamiento, transportadora de rodillos, unidad de
tiro, cortadora 'y un recogedor.
RODILLOS EXTRUSORA
CORTADORA
DE ENFRIAMIENTO
TRANSPORTADORA
DE RODILLOS
Figura J-l1 /1/ 51111t1dlI pllrl' FllbriCl1T Lmil/II
0<""
PLANO
Los rodillos de enfriamiento enderezan, refrigeran
y proporcionan el acabado superficial a la lmi na u
hoja que sale de la extrusora.
Dichos rodillos se enfr ian con agua y se mantienen
apretados uno contra otro por medio de 1111
mecanismo hidralico o neumtico.
Con el fin de no da ar la lminn, los rodillos de la
unidad de tiro van cubiert os de una capa delgada de
hu le. La guillOl ina esta pro\ ista de inst rument os
que permiten hacer cortes automticamente a
determinadas longitudes.
Las lminas se ulilian principalmente pura
producir artculos por lermoformado.
La pelcula tambin se pasa a una serie de rodillos
de en friamiento de jalado. Ln buen enfr iamiento
mej ora las cual idadc:. pticas de la pelcula:
claridad. brillo} baja nebulosidad.
Si la di stancia entre el dado )< el rodil lo de
enfria miento es muy pequea, se corre el riesgo de
que se rompa la pelcula a la salida del dado. un
aumento moderado en la distancia elimina los
defectos superficiales y mcjora la oricntacin de la
mIsma. fa\ oreclendo las propiedades mecni cas.
En e l proceso final. la pelicula no :. i,; corta. se
enrrolla en bobinas para ser empacada.
inpl;.
22 CAPITULO [JI
n ecubrillli cnt o de Cable y Alnmbrc.- El cabl e se
toma del ro llo de al imentacin, pasa por los
rodil los de tensado. y despucs a un calelHador.
Enseguida, entra a la extrusora, donde se le apl ica
el recubrimiento ais lante, sale por el cabezal y pasa
a la tina de enfri amiento.
En sta. la lemper::num del agua desciende
gradualmente. una vez fro el producto se controla
la calidad del ais lamiento en el deteclOr de chispa y
se ver itica el dime tro del cable.
[)espus se pasa ni cabrestant e que lo estira antes
de ser cnrrolludo. y Juego pasa a un dist ribuidor
para llegar al rodillo de enrrollado.
ROLlOOE
ALl MENTACION
I EXTRUSOR
RODILLOS
DE TRENZADO
f iNA DE
ENFRIAMIENTO
VERlFI CACION DE
DIA .... ETRO
DETeCTOR DE
C; ' SPA
DI STRIBUIDOR
Figllrtl 3-23 JI/sltlflldo/l Ile Aidu",ielllo (le G.blt:s y
/lIl1111bres.
L:lluinacin.- El proceso de lalll inacin consistc cn
unir una pelk ul a delgada de Polietileno a UIl O O
ms sustratos. con el fi n de combinar las
propiedades de los matl!riales.
Con respec to al ext rusor y al dado el mecanismo es
simi la r al de la pl!lclIla por dudo plano.
El Po li etilcllo plast ifi cado sale del dado a
temperatura alta, se depos ita sobre la superfi cie del
sust rato por rccll brir, ames de tocar e-I rod illo de
en fr iam iento.
El sustrato es alimentado cOlltinuulll ente sobre un
rodillo de hule. ) ste presiona el material cont ra el
rodillo de para produci r un contacto
per fc:cto entre el sustrato, el Polietileno deposi tado
y el rodi ll o de enfri ami ento.
El espesor del recubr imient o de Poli etil eno se
controla por la alimentacin de pl sti co
proporcionada por el extrusor y la velocidad del
material >Of recubrir.
Mediante estos procesos de lalll inacin se pueden
obtener combi naciones de Poliet i!cno en donde es
importante un buen sel lado de los empaques sin
que stos retengan el sabor de los ali mentos. Por
ejemplo, con papel "raft o cartn para el envase de
leche, jugos y aliment os congelados.
3.4. SOPLADO
1:: 1 proceso de soplado en Polict ileno se puede
Ile\ ar ti cabo por ext rusin soplo e ili )::{"C' !n soplo.
3.4./. EXT/WS/ON SOPLO
El proceso de moldeo por sopl ado
obtener una pieza tubular de
cons iste en
Policti lcno
plastifi cado, que se produce en la e:-..( rusor des pus
de pasar por el dado. La picLa tubul ar rec ibe el
nombre de prison o preforma, que es at rapada
entre las secciones huecas que componen el molde
) que al inyec tarle aire a presin se obl iga al
matc rial plastificado a tomar la forma dclmolde.
-
En el proceso de e:-..trll sin sop lo. recomi enda un f
extrusor con un LID de 20: I a 28: 1, Y la relacin de
compres in de 2.: I a 3: l.
La e:-.. trusora debe contar con un cabezal en angul a
recto para dir igir el material hacia abajo sobrc el
dado. b isten cabezal es s imples y mltipl es.
Los cabezales simples t ienen una sal ida
conti nua que ali menta a uno o varios moldes.
El CabeLal Mltipl e cuenta con dos () mS
sal id us ronnando al mis mo tiemp en cada
una de ellas un p<irison.
l.
DAOO
MOLOE
INTERIOR
OE.llolOLOE
AIRE A
PRESION
Figura 3]4 Mo//eo por SOJp/t/tJo.
APERTURA Y
De las siguientes \uriablcs depende la calidad del
artculo que se va a producir.
a) Tel1lpl!fallfrtl de. Plttsrijicacin
Es la temperat ura con la que sale el matcrial del
dado) de depende tiempo necesario para
enfriar la piez" alltes de salir del molde. Tllllbicll
innuyc con la buena calibracin de las paredes del
artculo debido al alargamiento que puede sufrir la
preforma. ) en aparienCia superfi c ia l del artculo.
h) PresitJlI dI! Soplado
De la pr,;sin de depende el llenado
correcto de las cavidades del molde. La presin se
ajusta segul1 el tamao de la pieza y del discll0 de l
molde.
\'I a terial Presin de Sopl a do (kg/ cm )
PEOD 4-6
PEAD 5 - 7
e) Ve/uciflat! del Aire
-
Puede afecta r Itlnl0 la del producto
terminado. como la resistencia en las lneas que
forman las secciones del molde. -\ \elocidadcs
altas de ,>opbdo. el aire no logra salir) queda
atrapado en forma de burbuja entre la pared de l
molde)' el !lrliculo.
POLlETlLE:l'iO 23
d) Recomendaciones e/l el Disetiu tle Botel/tlj'
En el diseilo de botellas y recipientes, se
recomienda evitar los ngulos agudos y las
esquinas, para proporcionar mayor resistencia en
las reas criticas. Hay que prevenir que los sistemas
de manejo o llenado de botellas. sometan al cuello
a curg:ls o esfuerzos.
3-4_2_ INYECCION SOPLO
Es la combinucin de dos operac iones distintas para
lograr a ltas producciones en envases pequeos.
En el rango de 1 cm) a un litro. la mayora de
frascos y botellas se producen por moldeo de
inyeccin-sopl o. Esta tcnica tiene lu ventaja de la
operacin cn un puso, 11 0 produce desechos ni
trit urados y fabrica botellas con mejor definicin y
acabado. principalmente de l cuello.
a) COll sideraciones Sobre el Equipo
El equipo consiste en Ulla combinacin de
inyeccin y soplado. ofrece mayor produccin y
ahorro de materia prima al no producir desechos.
Es mas complicado y costoso que una mquina de
extrusin soplo.
b) De.H:ripcilI del Ciclu tle '-'lo !deo
Los cmases se manufacturan en c uatro tiempos:
Plastificacin de l material en el husi ll o.
Inyeccin de la masa plastificad::! formando
las preformas en unos moldes transportadores
giratori os (preformndo).
rranspol1ac in de las preformas en los moldes
de sopl ado mu ltiples (de dos a d1e7 piezas a la
\ i,:'/. dependiendo de! lipo de maquina), donde
Son
[ransportacin de los envases ya formados al
lugar dc c:\.puhill. (normalmente eaen en una
banda transport adora). contina e l ciclo )'
mientras unos son expulsados. otros se estn
soplando) Olros inyectando.
vnpJ:.
24 CAPITULO III
3.5. TERMOFORMADO
Es el moldeo de lminas de plstico por la accin
del calor y una fuerza de fonnado, que puede ser
por presin o vaco.
El mtodo para e l termoformado es el s iguiente: el
plsti co en forma de lmina se calienta a una
determinada temperatura, despus es moldeado y
finalmente enfriado.
3.5./. CA LIDAD DE LA LAMrNA
La cal idad de una piez:l. termoronnada. no slo
depende de los pasos del mtodo de termoronnado,
sino tambin de la calidad de la lmi na exlruida con
la que se hace el formado.
Por las propiedades de la lmina de Pol iet ileno, ste
puede ser tcrmofonnado por cualquiera de las
tcn icas tl suctas por el Policstireno o cualquier otro
plstico.
La seleccin de la tcnica depe nde de aspectos tales
como: la dimensin de la picLa, tipo de superfi cie
(tc'\ tLlrizada o lisa), espesor de paredes.
profundidad del dibujo y otros.
Las pi eLas por termo formado tienen un porcentaje
de l!ncogilllicnto par.:! el Po lictileno de Baja
de .3.0 a 3.5%.
3.5.1.
El rango de temperaturas para el termoformado de
Plieti !eno" OSCI la Cll tre los 120 135C.
3.6. ROTOMOLDEO
LI moldeo rOlacional fue e mpleado originalmente
para lquidos dI! vinilo. en partes huccas
flc'\ible ... como batanes lIltlados )" juguetes como
cabezas de rnurlecu.
Durante los mios 50' s, los moldeadores
comenzaron a usar este proccso para el Pol ieti leno.
El rotomoldeo en Pol ieti lell o necesita de res ina en
polvo.
3.6. / . DESCRlPCfON DEL PROCESO
El proccso consiste en:
Vaciar el materi al en el molde
Cerrar el mo lde
Introduci r el molde al horno
Gi rar el molde dentro del horno
Sacar del horno y cominuar gi rando el molde
De acuerdo al tamaiio de la pi eLa y el espesor de
pared. cambia el tie mpo de pe rmanencia en el
horno.
3. 6.1. CARACTERrSTfCAS DEL
MA TERlAL
El pol\o para rolomoldeo est disponible en
Polietilcno de Baja y Alta Densidad: stos tienen
ndices de t1u idez que varan de 2.5 a 25 gIl O mino
Las resinas hall sido usadas en muchas aplicaciones
sometidas a moderados ni veles de esfuerzo.
CALENTADOR
POLVO MOLOEADO
ENFRIADOR
-
--
,
.,
Figll ra J -lj PrOCefO (le HOIomofde/1 pllra !'(llirfilrll(f
InYI:. ---------------------,
~
11
arton ~ f 0 . m MR
La Alternativa Superior en
Lmina de Plstico Corrugado
Fabricado por
..-...
Carton Plast SA de CV
Ka rto n ro MR
Polietileno 100% de Alta
Densidad
Fuertes y Durables
Peso ligero
Resistentes al razgado y
punteado
Diversidad de colores
Resistentes a cambios de
temperatura (calor, ro y
humedad).
Una alternativa superior al
cartn, madera, metal y
pl stico rgido
Reusables
Impermeables
100% reciclables
Productos 1 00% ecolgicos
Los productos de la lnea
ARTICULOS PARA OfiCINA, se
encuentran disponibles en los
principales Centros Papeleros y
Distribuidores de Artculos de
Oficina del Pas.
Para mclyor informacin ...
..
... contctenos!
o ...... ,.
La lmina de Plstico Corrugado
es el material que
por sus caractersticas, ofrece una
alternativa superior a la de los
materiales tradicionales tajes como el
cartn, carln corrugado, madera,
metal , plstico rgido, etc., lo que nos
ha permitido incursionar en un cada
vez mayor nmero de mercados,
solucionando as un sin fin de
necesidades a nuestros clientes.
es una lmina de
Plstico corrugado 100% Polietileno de
Alta Densidad; impermeable, resistente al
razgado y punteado, fcil de imprimir,
cortar coser, troquelar, engrapar, pegar y
ensamblar; fabricada en cualquier color
slido O traslcido, en varios espesores
(de 2 a 5 mm. ) y en varios pesos hasta
1500 grs. por metro cuadrado; es 100%
reciclable, resistente a cambios de
temperatura (calor, fro y humedad) y con
posibilidades de fabricarse con efecto
retardante a la flama yantiesttica.
51 REQUIERE DE ESTA LAMINA DE ,
PLASTICO CORRUGADO, SOLlCITEIA
POR SU NOMBRE
Karton[fiEI5J"
i nTREUnSE nL enmelO!
t , Carton Plast SA de CV
Carlos B. Zetina No. 401-2b
Col. Industrial Xalostoc
55348 Estado de Mxico
Tel. (5) 714 2416 Fax. (5) 714
I
C'"
-.
3.7. COi\lfPRESION
Este moldeo slo es aplicable para el UHMWPE
porque su peso molecular est entre 3,000.000 y
6,000,000 glglllol: 110 puede ser por
tcnica" cOll\cncionales, tales como inyeccin.
extrusin y termo formado, ya que las grand;s
cadenas de molculas no pueden ser procesadas
como en el caso de tos tennoplMicos comunes.
1; 1 equipo conSla de:
Prensa hidralica
l. Moldes
Equipo Auxiliar
3.7.1. PRENSA H1DIIAUU CA
Es una de las piezas ms importantes. debe de tener
, .
un minllllo de presin de 70 kglcm (1,029 pSI).
Las placas de la prensa deben tener capacidad de
calentamiento y enfriamiento. cuando los
materiales que van a ser moldeados tienen mellOS
de 1 pulg de espesor. Normal mente la temperatura
de las placas es de 220C (42SoF),
3. 7.2. MOLDE
Los moldcs deben sra diseados para soportar una
presin de opcmcin de 70 (1.029 psi), ms
up facto r de segur idad, y deben ser la base para la
capacidad de calentamiento y enfriamiento.
Si el e:ipesor del articulo es mayor a 1 puIg, el
molde debe te ner un di!;eJio tal. que el cont rol de
temperatura ele la perifena este separado de la parte
superior e inferior dellllolde (FIgura 3-26).
El lo es necesario para prevenir el prematuro
enfriamiento de la periferia, quc puede causar
formacin de un slido fuera del perfil dd material.
II
POLl ETlLENO
o ZONA PARA CALENTAR I ENFRIAR LA TAPA V BASE
O ZONA PARA CALENTAR I ENFRIAR LAS PARECES
Figllrll 3-16 ,\loMeo pur CompresilI
3.7.3. EQUIPOA UXILlA R
PAREDES
Escalas para cambio el peso de mate rial.
25
MCl.clador (opcional) para la adicin de
pigmentos y airas aditivos.
Cargadores neumticos (opcional) para
t ransferir el material de los tambores n los
contenedores y luego a los moldes.
3.8. MAQUlNADO
Una vez transformado el UHMWPE, puede ser
procesado mediante mquinas que lrabajan madera
o herrmn ientas para:
Aserrado
Cepillado
Fresado
Barrenndo
Torneado
l'
,
11
l
I
I
1
26 CAPITULO 111
3.8. 1. ASERRADO
Puede ser COl1ado en sIerras cintas o circulares,
usadas para cortar madera o metal. Las sierras
cintas son adecuadas, ya que liberan el calor
generado, permitiendo altas velocidades de corte.
Para obtener un buen cone, la sierra debe estar
perfectamente afilada. Las velocidades normales de
C0l1e para las s ierras cintas y sierras circulares son
de 3,000 a 4,000 metros por minuto.
3.8.2. CEPILLADO
El UHMWPE puede se r manejado mediante los
trompos usados para madera cepillos para
maqu inar metal. En ambas mquinas se pueden
maneJar revoluciones alias, pero debe se r
alimentado Illuy lentamente en el rango de 6 a
9 m/m in.
3.8.3. FRESADO
Las mquinas fresadoras de altas velocidades
pueden ser empleadas para fabricar piezas y
perfiles. Son mquinas especialmente diseadas
con cabeales universales que permiten cortes
horiLntalcs, vel1icales y en <ngulo, hacen posible
la produccin econm ica de grandes lotes. Para
lograr un perfecto desprendimiento de la viruta al
1110l11ento del COlle, las cortadoras helicoid;Jlcs
deben estar debidalllente afiladas COIl un
destalonado suficientemente grande.
3.8.4, IJARREIV/-JDO
Puede ser barrenado. ya sea en UIl lOmo, una
fn!sadora o UIl taladro de baneo. El calentamiento
local ptll::de sel' pre\cnido en la mayora de los
casos con un afilado que permita salir libremente a
1:1 rebaba. Si el sobreC31entallliento ocurre ::1 altas
vclocidades de corte. el enfriall1ielllo puede
l'CnllZlrse mediante :.me rrio. agua o aceite soluble
diluido.
3.8.5. TORNEADO
Puede ser fjcilll1ente transformado en tornos
convencionales para madera o metal. Para la
produccin de volmenes altos en forma
econmica, se pueden utilizar tornos de velocidad
alta adecundos para maquillar materiales blandos.
pero el corte debe realizarse lentamente.
3.8.6. FA BRICACION DE ENGRANES
Con este material se pueden fabricar engranes
excelentes que pueden slIstituir a los de metal,
debido a una mejor disipacin de calor. La
tolerancia en la cara de apoyo del diente. debe
incrementarse para permitir la e:\pansin trmica de
cada uno de el los. El clculo de la resistencia del
diente, puede ser estimado C0l110 si rueral1 dientes
de metal. Los dientes deben ser redondeados para
cvitar puntos ti losos que puedan aUlIlentar el
esfuerzo de los In iS1110s.
3.9. ACABADO
Debido a que el Polietilcno es UIl malenal apolar, la
labor de impresin se dificulta porque las tintas no
logran anclar sobre el material. Es por ello que se
requiere UIl tratamiento denominado "corolla'" ell el
que se oxidJ la cara dI! la pieza donde se dcsea
Imprlllllr.
El tratamiento corona consiste en ulla descarga de
alto vo llaje que gcm.:ra una atmsfera d,; ozono y
proporciona al matcrial una energa superfic ia l de
38 dnas/cm, la cllal produce porosidad superficial
al material ) en consecuencia las tintas pueden
unclarsc.
El acabado es temporal, por lo que se recomienda
que dcspues de que se aplica el tratamiento corona,
se realkc la lInpresin. )<1 que dc 11 0 ser as. a los
tre:. meses desaparecen los efectos supe rfi ciales.
-
4. NUEVOS DESARROLLOS
Un metalocC'lIo es un compuesto metalorgnico con
una estructura definida. Los rnctaJoccnos se
conOcen desde 1951 en los trabajos de E.O. Fischer
y G. Wilkinsoll. Ellos descubrieron, casi al mismo
tiempo que Karl Ziegler la catlisis metlica. Estos
fllctaloccnos rueron L1sados en la sntesis de
poliolcfinas a mediados dc los ailos 50's; 5111
embargo. fueron puestos dc lado porque la
actividad cataltica era poco adecuada,
Esto call1bi en 1975 cuando un grupo dirigido por
Sinll ) Kamins"y dc la Universidad de J lamburgo
anunci que la adicin de agua prO\oca un enorme
incremento de la actividad cataltica.
A travs de la variacin en el arreglo espacial de las
macromoh!culas. las propiedades de nujo y la
interaccin de fases, es posible obtener
arquitecturas polimerlcas con nuevas propiedades.
EsIO ocurre medianIl! el empleo de un catalizador
que intcn iene en la conexin entre bloques
individuales. Io!n un arreglo de varios lTlonmeros
para alterar la distribucin y longitud de las
cadenas del polmero. La alta actividad cataltica
elimina vil1ualmentc los residuos.
Los avances ms recientes de los ltimos aos, en
el rea de pol iolefinas. han sido en el desarrollo de
resinas poliolefinicas cataliadas por Il1ctaloccnos.
Varias empreSas se encuentran trabajando junlas
. para apresurar la introduccin de estos materiales al
mercado.
Este desarrollo tecnolgico hace posible 10
siguiente:
-
ProJucir capolllleros de ctilenoalfaolefinas
con densidades desdl.:! 0.865 g/cm
J
.
Crear polillleros COI1 indices de Ouidcz desde
fra\.:clOnalcs hasta 50.
POLI ETlLENO 27
Crear polimeros con nuevas caractersticas
(elastmeros y plastmeros).
Mejorar los productos de poliolefina
existentes.
Ofrecer mayor nexibilidad de la que permiten
otros procesos como fasegas. alta presin,
etctera.
Debido a [os altos costos de invest igac in y
desarrollo, las primeras aplicaciones han sido
dirigidas a Ilichos de mercado especficos. La
capacidad de competir con EVAde alto contenido
de VA, copolrncros c idos e ionmeros. debida a
su excelente sellabil idad. han colocado a estas
resinns en mercados al alto valor agregado.
Otras resinas metalocenicas han sido empleadas en
pelcula soplada de alta res istencia y pclkula cast
para pelcula stretch industrial. costales, etctera.
Las pelculas fabricadas tienen 3 a 10 veces la
resistencia al impacto dardo y de II a 40% ms. la
resistencia ltima a la tensin que las petculas
con\encionales de comonmcro hexeno.
Algunos aI ras materiales que actual mente se
producen en plantas piloto. prximos a aparecer en
el mercado. incluyen a las Olefi nas Ccl icas, PP
si ndiotctico y rs sindiotctico.
Ms an. nuevos PE metalocnicos, basados en
diversos comonmeros. aparecenin COIl relaciones
costo I desempeo similares a la de algunos
termoplsticos de ingeniera COIllO el amol'fo ABS,
o resi nas cristali nas de PET.
Una nueva generacin de poll olefinas
metalocenicas comienza en aparecer. siendo
dirigida hacia aplicaciones de polioletinas
cOll\encionales. Por su mejor re<;istcncla a la
puncin y a la tensin y scllabilidad. se incrementa
la funcionalidad) la velocidad de las lineas de
empaque, C0111 paradas <.:011 las COIl\ endona les
poliolefill3s ZieglerNana.
28 CAPITULO UI
Los fabricantes de compuestos estn explorando los
potenciales de los plastmcros y clastmeros
olellnicos (POP, POE) producidos con
catalizadores metalocnicos. los cuales compiten
con los elastmeros tradicionales y con los
cpoll1leros de VLOPE.
Los por y rOE cuentan con aprobacin FOA,
presentan combinaciones Sltl precedentes de
tenacidad, rigidez y resistencia al calor.
Los lluevas modificadores !le Hl1del1 en torma de
grnulos secos y dc nujo libre, mientras que los
EPR y EPD,\\ con frecuencia se suministran en
bloques, 10 cual dificulta el mezclado comilluo.
Incluso cuando los hules comencionales estan
disponibles en forma de grnulos, se dispersan con
cierta dificultad.
Esto ltimo tiene un gran impac to en los mercados
de pelculas y empaqm:s. Actualmcnte, estos
productos se mezclan con PP, EVA, LLDPE, LOPE
y llOrE en aplicac iones comerciales de moldeo por
inyeccin, extrusin de pelcula
soplada y cast..y de perfi les.
Las apl icaciones de este tipo de res inas en el campo
d(! los elastmeros aparecen t=n juntas, partes de
frc nos, duetos de aire, aislante dt: corrcctores,
partes de uso mdico y artculos deportivos que se
puedell clasificar como articulos moldeados. Como
<lI'leulos exlruidos podemos mencionar, cintas,
aislamiento de alambre y cable, mangueras
automOtrices e industriales y r(!cubrimi(!ntos.
Tambin cncuentran aplicaciones en aditivos, en
de impacto para Poliolefinas (PP )
PEAD), agentes dispersantes para concentrados de
color y otros.
-
POLIPROPILENO
I
- -
I
)
0 -
(;)
I
I
--
.)- )
I
()
n
H H
I I
c- c-
I
H- C-H
1 "
INSTITUTO MEXICANO DEL PLASTICO INDUSTRIAL, S.C.
,
I
Q
z
"-1
...1
-Q.
Q
=
Q.
-...1
Q
Q.
1
1
I
.1
POLlPROPllENO
INDlCE
l . GENERAL[OADES ........................ . . ....................................................................................... I
Ll IIlSTURJA
1.2 \-I A TERIAS PRIMAS
11 CLAS1FICACION
1 PRuUL;(;CION ...
2. ANA LISIS POR TIPO DE PLASTlCO ................. .
2.1 POLlPROI'JLF'IO Hotd OPOJ.1MF.RO y COPOLI\IFRO r:-'IPACTO
22. POLlPROPILENO COPO] I\IU<O R,.\:-JOOM
23 POI 11'ROprLE'!\O MOOl P1CADO
2.4 .. \Il;;ZCLAS DE I'OU1'ROPILE:-JO
J. PROCESOS DE TRANSFOR!\IACION .H ............. .
) 1 i\CONU1CIOKAMIE'ITQ PREVIO
32 1\I\'I::C<:IOI\ ..
) 3. FXTRUSrO>l .
3 4 liOPI . ..\oo.
3 .s. TER.MOrORNIADO
3.6 SELI.ADOOSOLDADO
J 7. 1o.PREs[O'l" y DECORAJ)()
o 2
....... J
. ...
. ........................ ... ....................... 7
.'
" ._.16
l.
. ..... 19
19
.19
"
JI
.. )1
34
34
.1. DESARROLLOS TECNOLOGICOS .........................................................................................
4 1 BIORIF:r-:T,\OO
4 2
4.3 POLlI'HOPILE;-.<O F:SPUMAOO
44 CA \lrTAI.OCEr-:JCOS.
34
)j
INDElPRO
POL..IPROPI L.ENO
INDELPRO
Es una de las empresas de Alpek, el
Grupo Petroqumico de Alfa, que
produce y comercializa resina.> de
Polipropileno en el mercado mundial. El socio de
AJpek en esta empresa es MonteU Polyolefins lnc.
(antes Himonr), lder mundial en tecnologa y r o d u ~
cin de Polipropileno.
Indelpro I Montell comercializan sus productos con
las marcas Pro-fax, Valeec y Moplen bajo los mismos
estndares de calidad.
La planta de lndelpro se encuentra en Altamira Ta-
maulipas, y su capacidad anual de produccin es de
200,000 toneladas.
Inde1pro desarrolla sus actividades en el mercado glo-
bal consolidando su liderazgo en distintas regiones del
mundo.
Indelpro entrega sus productos empacados en distin-
tas foonas y se adeca a los requerimientos de sus
clientes, ayudando a optimizar el manejo de sus ma-
terias primas y a reducir sus costos de operacin.
Cuenta con un sistema de servicio enfocado a garan-
tizar rapidez, calidad y la ms absoluta satisfaccin de
los clientes.
La principal materia prima con la que rrabajl Indelpro es el Propileno (monmcro), gas
procesamiento primario del petrleo, y que mediante reacciones qumicas se convierte en Polip'"I,;l"",, (pq
limero), cuya presentacin se ofrece en dos formas:
Valtcc: Esfrica de color blanco opaco, sin rusroria trmica.
Profa:<: Pellet en grnulo translcido, que se obtiene de la extmsi6n del polmero tipo Va.ltec.
Catalizadores
I Qumicos
Aditivos
t
L
_ _ _ .,! Qu;m;cos
Aditivos
Los principales procesos de transformacin del polipropileno y sus aplicaciones
Fibra, pelicula mono y bi-orientada, tela de rafia, lmina para termoformado, etc.
I nyecCin: Artculos parJ el hogar, electrodomsticos, pie1.Js automotrices, juguetes, artculos mdicos,
tapas y tapones, etc.
Soplado: Borellas y envases
l ndclpro fabrica diversos ripos y grados de Potipropileno, Homopolmero5, Copolimeros RandolTl y
limeros de tmpacro, enfocados desde su produccin al proceso de conversin al que se dirigen.
a
Alpek
&
pp
CAPITULO IV
POLIPROPILENO
1. GENERALIDADES
1.1. HISTORIA
El Polipropilcno es un tcnnoplislico que pertenece
a la familia de las Poliolefinas se obti ene a travs
de la polimcrizacion dd propl lcno
En el G Nana, siguiendo los
elaborados por K_ Zieg1cr en Alemania, desarrol lo
un cataliz:ldor estereo...:spccifico con el qw;:
posible obtener Polipropilt!llo de cstmctura
regular denominado Isotaclico. Este poI linero tiene
un alto gr.ldo de ordt;:namicnto cristalillld:ld.
presenta blh.:nas propiedad..:s mecall1cas y
resistencia t::mlica. Su c01l1c rcializacion en Europ.:l
y NOl1eamcnca se realiz hasl.:l 1957, iniciando su
aplicacin en enseres
este material tambu.:n se conoci como
Pol ipropikno HOJ11opolllllCro :1 pesar de que ten ia
excelentl!s lislcas. no cubra otras
Como resistencia .11 llllp.:l.cto En 1.1 dcada dt: los
60's se desarroll un Polipropllt:no Copolull\.:ro.
Jonnado por clikno propilcno que tiene
resistencia al Impacto ) mantiene las propiedades
meca..nicas, temlicas \" eleclric:1.s dI;; un
h0111 opolllnero, con un mayor campo de
aplicacin. sin embargo. b aparicin de UU;VOS
productos asl como la susti tucion de madera. metal
\ idrio no se detuvieron. por e llo el Polipropi leno
tmo que Il1C.lor.:l.r aun mis sus propied:J.des
mecnicas
As! surgieron grados modificados que contienen
cargas como fibra de ,idrio. carbonmo de c3lcio,
tako o mic3 que haccn dd Poli propikno, un
excelente material en piezas de ingenien.:!. y
\.:ketrodomsticos, prcsl!llt.:mdo me nor costo que el
ABS, Ion Polister Tcnnoplastico.
Debido a que la cst nl ctura del Pohpropileno
Homopolmcro es semicristahna. no pernHte el p.:l.SO
de b luz libremente. es deci r. que al no ser
su .lplicacion en el ll1crc:tdo de
C11lp:tquc estab.l limitada. Por este motivo.
los f.:!.bric.lI1tes del pollmero desarrolJ,:rOIl el
Polipropikno RandOIll Clarificado qut! combina las
propied.:!.dcs dd Poliproplleno I\onmll con una
excelente tnmsparencia
Par.t bs m:cesidades la industria automotri z,
surgio una mezcla de Pollpropikno con hule de
monomcro de t:tilenopropileno-dieno (EPD!\I), que
fue nombrado hule tt:nnopl:\stico (TPO)
2 CAPITULO IV
El TPO presenta propiedades similares a las del
hule como mayor resistenc!l al impacto,
hidrocarburos y gasoli nas, con la .. entaj a de
procesar como un temlOplistico.
En 1976 Hans Sinn y Waltcr Kaminsky de b
Universidad de II ::unburgo, descubrieron que un
mclaloceno podia actuar como catalizador efi ciente
en la pol imerizacin de etilcno.
Debido a que el inters en el arca del Polipropileno
no haba decado)' se necesitaba un catalizador en
donde se ejerciera un control completo, los trabajos
de metaJoccnos siguieron orientados a es ta rea, En
1984 Kaminsky ) Hans Brintzinger de la
Unive rsidad
metalocenos
selectividad.
de Constn.nza, Alemania, obtuvieron
de alla actividad
Algunos
producir Polipropilcno
qmnllca y
se especializaron para
lsotctico y otros para
Polipropilcno Sindiotactico. Este ultimo. aun no se
conoce comercialmente.
El Polipropileno se com erte en una familia de
grados puros y modificados
Polipropileno Homopolmero
Polipropi leno Copolmero Impacto
Polipropi leno Copolimero R.andom
Polipropileno Modificado
TPO (Poli propileno mezclado con EPDM)
1.2. MATERIAS .>RIMAS
La materia pri ma para la polimerizacin del
Polipropikno es d propilcno. que se obtiene a
partir de la r;.;fll1acion del petrleo o gas nntural El
propileno junto con el I..!tileno son las I11ntcrbs
prinms mas bnratas en In produccion de pOI Jlll CrOS,
s..; part e de enos par.1 cre.1r toda una variedad de
monomeros combinados par.! producir una extensa
sed.: dI; productos.
/. 2. / . DESCRlPCION DEL PROCESO DE
PRODUCCION
El monomero Propilcno, obtenido de los procesos
de refinacin es de aira pun:za En Mxico,
PEMEX lo obtiene por el siguienlc proceso
,
PETROLEO
I
I
REFINACION
I
I
GASOLEO o CRUDO
I
REDUCI DO
+
I
OESTlLACION AL ALTO
I
VACIO
+
I o e S1NTEGRACION I
CATALtTlCA
GASOLINA
L-____ ______ I
I
FRACCIONAMI ENTO OEL. I
PROPANO.PROPILEtlO
PROPIL.ENO
I
SUB
PRODUCTOS
Figura 4-1 /Jwf.:rama del f1fl/cesII dI.' I'E I! EX para la
/)hll.'/luflI del P'Op{1.'1I0.
/ .2. 2. ESTRUCTURA
El propilcno, se obti ene
craqueo de petrleo. Se dif,;rencia del
porque en l exist,; un grupo met ilo \l nido a llll O
los atomos de carbono Su estmctur.l es
sigui ente
H H
,..' 1"1
--+-C - C -r--
L I ,.J n
H CH
3
-
J.2.3. PROPIEDA DES
El propilcno es un gas incoloro en condiciones
nonnales de tCmperatLlI.l y presill, lica :'1 _4S
n
C.
Tambin se denomina Propeno
1.3. CLASIFICACJOl\
Se clasifica de IJ. siguicnte fonna
Por Maleri:lS Primas
HOl11opolmero
Copolmcro Impacto
Copolmero Randolll
Por Estmctura Qumica
Isotaclico
Sindiotctico
Atacrico
1.3. 1. CLASIFICACJON POR MA TERIAS
PRIMAS
a) }/omopofimero
El PolipropilcllO es sintetizado a partir del
monmero propilt:no baJo condiciones controladas
de presin y temperatura, en presencia de un
catalizador organomct:ilico, lriclonlro de titanio El
Homopolimcro se produce en varios grados de
ndice de fluidez y distribucin de peso molecular.
Los Homopolimeros que pos:;cn Ull indice de
fluidez de 2 a 5 g/JO min. corresponden a los
gr.:u:l.os para rama) pclicula
El Polipropilcno hOl1lopolmero se puede modificar
para mejorar sus propIedades lllccanicas y fisicas,
originando grados como
Grados Modificados
Al reforzar al Polipropllcno con C:lrgas como fibra
d 'd'
. e VI no, c:lrbonato de calcio y t:l1cos, se
IDCrementan sus propiedades m..::.nicas. tennicas v
flSicas y si adicionamos agentes nuclC:lntes se
SU trnnsparencia
POLfPROPILENO 3
Fibra de Vid.-i o.- Incrementa la resistenci.:1 a la
tensin. tcmp!ratur.t, fatiga) rigidez Se pueden
US.:1r en f0n11a de fibras cortas o largas La fibra de
vidrio corta imparte buen:l rigidez y, [a larga
aumcnta la rcsistenci.:1 a [.:1 tens in a elevadas
tcmpcl'J.turas
La dcsventaja de l.::t fibra de vidrio. es que
disminu) e los efectos de la orientacin. reduce la
resistencia al impacto e incrementa :J desgaste de la
maquin.:1ri.1 dunUlte el proceso de lf<Ulsfonnacin
T al co - Es una carga cls ica que proporciona
rigidcz, incrcmentn In tcmperntul'J. de dcflcxin y
proporciona estabilidad dimensional. La desventaja
del talco, es que disminuye la rcsistenci.:1 al impacto
a bajas temperaturas y la res istcncia a la tensin
Carbonat o de Cal ci o. Ofrece al material
resistencia al impacto, a los rayos ultravioleta y
nwjor CSt;;l.bilidad dimensiol1<1[ Esta aprobado por [a
Foods and Drugs Administration (FOA), par:l estar
en contacto con alimentos Conserva un alto IIldice
de fluidez que ayuda a su fcil moldcabilidad
Agentes Nucl eantes - Incrementan la transparencia
del Polipropileno. Estos .::tditivos pueden
adicionar :1: Polipropilcl1o HOl1lopolimero,
Copo[imo.!ro Impacto o Copolllnero Ralldom, sin
embargo se recomienda utihzarlos
RandOI1l. ya qm: sc facilita
e l:J.ri ficacin
en Copolmcro
e[ ,;fecto de
Los agcntes nuc1eantes, ademns de la
tr;ulsparencia, mejoran las propiedades lllccanicas
del pohmero, reducen ciclos de moldeo) ayudan a
la crist Ilizacin en el mold,;o SII1 necesidad de
enfri<lmiclltos rigurosos_
Los agllltes llucleantcs se clasific.lJl en dos tipos
[n,)rganicos
Olganicos
I
4 CAPITULO IV
Los clari li cantes inorgnicos como el talco, caoln o
las stlicas. no se funden durante d proceso y son
mas dificiles de distribuir en la mus.J. fundida..
adems de tener pobre actividad nuclCJ.ntc.
En cambio los organicos. como los pigmentos azul
y verde de ftJ. locinina se pueden fundir durante el
procesamiento :.
distnbUlrse en
gran facilidad para
la resma Estos aditivos se
puhcriz."\1l hasta 5 en un molino de bolas y se
mezclan en polvo con Polipropilcno en
concentraciones dr.: O,jO"
TPO
En los l limos dil.!z alios, se ha crt.:.ldo un grall
desarrollo 1.,:11 las mczcb s llal lladas Polio\cflnas
TenllOplnStiCas (TPO). debido a que IKUl slIstinudo
y superado :1 otros materiales en la fabricacin de
productos dentro dI.:: b industria alltomornz,
El TPO I.::S una mezcla d..: Polipropileno con huI..: de
et il..:no-propilcno-dieno (EPDM), que se adiCiona
en dif;rt.:nIes C:Ull ldadcs, dt.:pendiendo de esta el
grado d..: TPO desarrollado. por lo que bs
propiedades del produclO dctenninadas por la
compos icion de la IlH.!zc\a Cuando se adicionan
(h; 30 a 50"',<:. de hule. se tie ne un
ll1:Herial con ek\':lda n:s lstencin al impacto se
conOce como Polipropileno de Super Alto ImpnclO,
SHIPP El mtodo de tnUlsfolln<lcin es importantt:.
a que las condiciOlles de opernciol1 SI;; \'1;;11
rctlt!.iadas ..: n bs propiedades del producto,
A pesar de ser tina Illezcl:t de plastlco sl;;lllicristalino
con elastllll.::ros amorfos. se puede procesar en
equipos eOtl\'enciona!cs para temlOplasticos
b) Cupo/imero /m{Jtl cro
Para la daborac in dI.::! copolimcro. el propi leno
rea;ciona con elikno y un catali7 .. 1dor de o
c\.\:trta g..:neracin ) se poli meriza. Oc esra fomta, se
proces.1 un copolltncro de tipo impacto. que es una
de las propiedades mas sobresalientes de este
murenal Para incrementar la rcsistt:ncia se adiciona
EPO,,",l, que es un hule de t.!tileno-propileno-dicno,
perteneciente a la familia de las a tetillas Los
proveedores ofrecen una extensa gama de grados de
imp:lcto de aClIt!rdo :11 porcentaje EPOI\ !
adicionado .
e) CO{Jolimero Rwulum
Si duranre t!I proceso de obtencin de PP
homopolimero, se adiciona de I j :t 3 5% d..: dilcno
) un catalizador m..:nos cstercoespeclfteo, pero mas
acti\o p.1ra obtener una mayor cantidad de
Polipropikno Atacrico. la combinacin de
Polipropi!eno lsot:lct ico. Atactico y Erlleno, origina
el Polrpropikno R:Uldom La adlcion de ctl leno se
11..:\ a a cabo en fonna aleatoria
1. 3.2. CLASIFlCACfON POR
ESTRUCTURA QUIMIU
La estcr\!o-reg\.\laridad en las cadl.::llas lineales,
depende del ord..::n en que estn colocados los
gnlpos m;rilos bter:tles, aSI C0l110 del catalizador y
proc,;so de poliml.::rizacin usado. originando
tipos de acomodo en la cstnlcturn mokcu lar.
Esta cstcreo-regularidad SI.:: denotluna Tacticidad. y
se cbsifica I:n
rsobctieos
Sindiotacticos
Atacticos
En toda polimerizacin se obtiene una tllczcl:l
ellos y SI.: busca alcanzar los or..:s porect1l:1ies
de:! ripo Isotactlco. qUl': es la ,;stmctur.l obtenid.\ .:n
d IHtC\O sistema dI.:: pol imcliz.."1ciotl 1.::11 fas..: g"""'Sl
(esf;ripol)
.'
,1
a) polipropilello !souctic;o
Se caracteriza por una posicin cstcn.:oquimica de
los radicales metilo a lo largo de la cadena, que
pe[Jl1itc crist.Jlizar Esto se rencja principalmente en
valores altos de propied:ldcs mecanicas y tennicas.
La cadena molccubr no puede cristalizar en fonn.J
plana como el PE. ya que sus cadenas toman una
fQnna helicoidal con tres molcul as en c.. '1da vuelta.
En la Figllra .J-2 se observa la cstruclUra del
Poli propilcno satacti ca.
o GRUPO METILO
AlOMO DE HIOROGENO
ATOMQ DE CARBONO
Fi:/Iru 4-2 1 ~ r l l a l l r Q Il"ulktica.
b) Polipropilello SilltJiouctico
En esta I.!stnlctura los radi caks metilo, cst:in
altemados a lo largo de In cadena de lHanera
ordenada cstcrcoquLmicamenlc
Fi.:ura .J_] EI'Ifl/C(/ru SilldinrdClicu.
POUPROPILENO 5
e) Polipropilefl o Auctico
En el Polipropileno Atacti co, los radicales metilo se
f!IlCuentran al azar en la cadena. El Polipropi leno
Atctico apenas tiende a cristalizar, dado que carece
de ordenamiento espacial.
Por consiguiente, su densidad ~ resistencia
mecuca son menores al lsotacti co, asi como las
temperaturas de reblandeci1l1Jf!nto y fusin
Figura 4-1 F;.,rucrllra Arler/ca.
1.4. PRODUCCION
El Polipropi leno se obtiene por los SIguientes
procesos de polimerizacin:
Suspension
Diluyente Nafta
Di hl\ente Alcohol Etllico
l\ lasa.
GaSf!osa
Li quida
1.4.1. DESCRIPCroN DE LOS PROCESOS
lJ) Po/imeri:'lJcidlf COII Diluyente Nafta
Estf! proceso es d mas antiguo. se llc\a a cabo
mediante la alimentacin al reactor de propileno, un
catal izador Zicgler-l\a.rta y l\a.fta como medio de
rencei en
6 CA l' ITULO IV
Esta se realiz.1. a 60C dUT3I1te ocho horas.
obtenindose una 80 a 85% Al
finaliz.'T la polimerizacin se obtiene"
Polmero satctico
Polimero Atictico
Materia Prima no Reaccionada
Estos productos se someten a un proceso de
separacin donde se encuentra el PP Isatctico, en
mayor cantidad que el PP Atictico
h) Polimerizacin COI1 Difuyente Alcohol Etlico
Este tipo de polimerizacin se lleva acabo mediante
la alimi!ntacin de propileno, un catal izador tipo
organometal ico y alcohol etiljco como solvente a
un reactor. Estos reactivos se mezclan y se
pol imerizan a presin y temperatura elevadas. el
tiempo de residt,;ncia es de 16 a 24 hr, dependiendo
de la cantidad de solvente empleado, por ser el que
climin; e l calor de polimerizacin y remueve el
residuo que dcp. el catol izador Despus de la
rcoccin, el producto oblcnido pa5:l o. un ll.llquc de
descarga. en donde se evaporo. el monmero
dejando al polimero pora que se lave) cmpoque,
alcanzando diciencias de 92 a 94%.
() Polimeri:llcifl1 en ,'I/ll.'m '(lsemi(J
Surge en 1983 y es el de ms reciente desorrollo
tanto por su tt!cnologia como por el tipo de
catalizador. Al catalizador utilizado se le conoce
como dc tercero. y cuarta generacin, es ms
estcreoespeclfico. tiene un mejor cOl1trol del tamalo
de partculo. y de la co.ntidad de Polipropi leno
lsotactico. Con este proceso, se logra obtener un
mayor gro.do de pureza, as como estnlcturns en
bloque con las que se producen tipos especiales
como el copolimero impacto
En este proceso se utilizan dos rcac[Qrcs en serie
El primer reactor se aliment.:!. con gas
propileno, catalizador de tercera y cuana
genemcin y otras sustancias qumicas, as,
por medio de la polimeriz...cin se obtiene el
grado homopolimcro.
Para el grado copolmero, en el primer rcactor
se cfcct:J. una prepolimerizacin Una mczcb
que an contiene catal izador acti\' o se
transfiere a un segundo reactor, en donde se
combina con gas etileno y se tennina la
reaccin con ayud:J. de presin y temperatura.
generndose un copolimero impacto.
Una \ez efectuada la reaccin, la resina pasa a un
tanque de descarg;'\ en donde se desactIva y
dcsgasifica. Posterionm:nte. es transportada a Ull
ultimo t::mque paro. purificarlo )' finalmente
pellctizarlo.
Este proceso no utiliza soh ente, lo cual uda a
tener tiempos de residencia de cuatro horas, que
anh:rionncnte eran de seis con un mejor control de
las propiedades dd producto, alcanzandose
efickncias dI.!
El 60% de la capacidad de produccin del
Polipropileno se obtiene por fase
el) Polimeri:,acilI en Masa /.it/I/ida
El monmero de propileno se po illl eriza fcilmente
en masa. cmpleando propileno liquido Este
proceso conocido como Spheripol liccnciJ.do por la.
compaiiia Himont , es econmico. confiabh.! y capaz
de producir un amplio rango dc productos de
polipropileno.
El proceso en masa, tiene la. ventaja de proporcionar
ma)or acti ... idad de polimerizacin debido a la alta
concentraclOn de monomero. eliminando la
puri ficacin del dilu) ente USado en ls de
suspensin ms antiguos
ji
-
El proceso incluye la preparacin del catalizador,
que se encuentro en fonna de po}vo y se dispersa en
un medio viscoso antes de ser procesado. Un
donador Y co-catalizador, se alimcntrul junto con la
corriente de propileno liquido al primer ci rcuito de
polimerizacin. El contenido del reactor es
circulado continuamente por medio de una bomba y
de ste, pasa al segundo circuito de polimerizacin,
El tiempo de residencia, es de dos a tres horas a una
temperatura de 70"C y una presin de 35
kglcm
2
El propi leno polimeriza. en presencia del
catalizador, para producir molculas
extremadamente largas) estables.
La suspensin en el segundo circuito de
pomeriL1.cin, fluye hacia un tanque flash donde
se vaporiza el propilcno y se separa el polmero por
un' filtro.
La corriente de polimero, pasa a UIl vaporizador que
descompone los residuos de catalizador y donador,
eliminando el propileno remanente en el pollmcro.
El polimcro se descarga del vaporiz..."1dor hacia un
secador y pasa a la seccin de adicivacin o
extmsin. para obtener el IJroducto final.
2. ANALlSIS POR TIPO DE
PLASTICO
El PolilJropileno es un poli mero tennoplistico con
gravedad especfica de 0.91 Como ya se analiz,
existen tres tipos de Polipropileno que se obtienen
por el proceso de polimerizacin. homopolimcro,
copolmcro impacto y copolmero random
Adems se puede modificar con hule EPDM.
obteniendo diferentes grados impacto. Asimismo, si
se agregan diferentes porcentajes de carg.1.S
POLIPROPlLENO 7
minerales o fibra de vidrio, producen otra gran
variedad de Polipropilenos Modificados.
2.1. POLIPROPILENO
HOMOPOLIMERO y
COPOLIMERO IMPACTO
Polipropi leno Homopolimero.- PrcsenL."1 alta
resistencia a la temperatura, puede esterilizarse
por medio de rayos ganllna y xido de etileno,
tiene buena resistencia a los cidos y bases a
telllper:lturas abajo de !WOC, pocos soh'entes
organicos lo pueden disolver a temperat ura
ambiente Posee buenas propiedades
dielctricas, su resistencia a la tensin es
excelente en combinacin con la elongacin,
su resistencia al impacto es buena a
temperatura ambiente, pero a temperaturas
abajo de OC se vuelve fragi l y quebradizo.
Polipropi leno Copolimero.- Presenta ~ e l e n t e
resistencia a bajas temperaturas, es m:is
flexible que el tipo Homopolimcro, su
resistencia al impacto es mucho mayor y
aumenta si se modifica con hule EPDM,
incrementando tambin su resistellcia a la
tellsin al igu31 que su elong3cin; sin
embargo. la resistencia qumica es inferior que
el I-Iomopolimero, debil idad que Si! acentla a
temperaturas elevadas.
Analiz;mdo las propiedades del Polipropileno
copolimcro y homopolimero, se observa que stas
se encuentran muy cercan.1.S, con la unica diferencia
de que el Polipropi leno copolmero, posee una
mayor resistencia al impacto y el Homopolimcro,
prcsentn mejor resistencia a la tempera[ura Las
propiedades de ambos tipos de Polipropikmo, se
tratan en fonlla indistinta
8 CAPITULO IV
2./. / . PROP/EDADES
(1) Propiedades Fsicas
Densidad
Es tlti l para la cantidad de mat!!ria prima
que Se va a uti liur en la fabricacin de un art icul o
detcnninado
El Polipropil eno, en comparacin con Poli eti leno,
ti ene una IUllS baja, pemliticndo que su
rc ndimi;nto en produccin sea rn a) or Su rango de
densidad es de O R9 a 0.9 1 g/cm]
Ahson: in tic A:;1I ;I
El Polipropile no. es un material que no absorbe
IUIIlH::dad ;,ita su secado previo para procesarlo,
In ant Clll endo una buena estabilidad dimensiollal,
incluso en ambientes altamente hmedos.
Contraccin dc \ l oldco
La contraccion del Polipropilcno en el molde. es
menor que la que sufre el Polictilcno. dependl!
fundamentalmente de: tempcr.ltura dd molde,
tempCf.1tura de fund ido y tiempo dI,; sostenimiento
El rango de del moldeo para
Polipropilcno es de l a 2% \ debe tomarse en
cuenta durante el diseo del molde.
Indi cc tic FluiLlC""L
Detennina la eleccin del grado del material de
acuerdo al proceso de transfonnaein qtte se va a
utilizar; tambien I,;S una medida indirecta de! peso
molecular del material A medida que es menor este
valor. el peso molecular eS mayor y la rigidez de la
pH.:za es elevada.
Por el conLrari o, cuando el mdice de fluidez es
dcvado. el peso molecular es menor, la rigidez
disminuye, el brillo aUfficnt::t y se f::tci lita
inyeccin en pi ez;;s de di sellOS complicados
Para cada proceso y se cuenta COn
diferentes ndices de fluidez. El ndice de fluidez
detennina el grado del Poli propi leno y, segn este,
la aplicacin
En la Tabla -11 se proporcion::t una relacin entre el
indiee de fluidez y sus aplicaciones comerci;;les en
Mexico y otros paises
Tabla -1.1 .-Jplicaci,J/I IIIt acuerdo alllldice de Fflllde:.
DE \I'Uc. \ Ct Ol\ IDE.\L
FIXIDEZ
I 5
J.2
5.9
Piezas Tcnicas
El ectrodOlllsti cos
Pi c/.as tcnicas
Piezas tcllicas
rielaS tccnicas
.,
Mueblcs
a '1
6 I Ekctrodomesticos
Piezas tccnic:ls
9.5
.,
12
20
35
AI'U("A(;I O'l
Muebles
Mucbles
PiCLas tcnicas
Piezas tecnicas
Pared
IYluebles
Pared
. ,
I J
Prollictlatlcs dc Barrera
Este materi al present<,"l los siguientes coefi cientes de
permeabilidad, como aparecen en la Tabla 4.2.
Tablu J,l Propiedades de Burrera de !'ulipropileno
l
.
GAS TEMPERATURA "C
1S JO
'"
SO
Vapor Je Agua 2.1 3.2 7.4 19.0
ditl
Nitrgeno 430 600 1280 2800
cm
J
/m
2
da bar
Aire 799 960 1820 3600
cm
J
/11
2
dia b<lr
Oxigeno 19m 2500 5100 920IJ
cm
1
/m
2
diu har
CO
2
6100 8400 14800 27300
cm)/m
2
da bar
El Polictileno de Baja Densidad, es siete veces mas
pemlcable qLII:: el Polieti1cno de Alta Densidad,
mientras que e l PoJ ipropilcno. presenta una
pcrnlcabilidad internledia.
Un caso especial es d Polipropi leno Bi orientado,
que reduce su pemleabi lidad.
En oC:lSiones, es di fi ci l saber si estas propiedades
son buenas o malas, al conocer nicamente
nmeros, t:s necesario comparar el PP con otros
materiales, como se muestra en las Figuras 4-5 y
-1-6, donde se observa como el .lcet:lto de cel ul osa
es un material que permite el paso de la humedad y
el oxigeno, mientras plasticos como las Poliamidas
prescntan mayor penne.l bil idad a la humedad, P;ro
no al oXigeno
,
Dato.\' para una pelcula con espesor de 1.5'76 mil
-
POLIPROPILENO 9
1000 "00 2000
Figll ru 4-5 I'ermeahi/i dad 1.11 Oxige/w.
" .... ,,. 10
Figura 4-6 PefmeahillJuJ u fa /lumedad.
b) Propiedades Mecfni cas
Las propiedades mecani cas de l Polipropileno estan
en fimcin del peso molecular y del grado de
cri stalinidad
Rcshtenda a la Tensin
La resistencia a la tensin dd Pol ipropileno tiene
un valor medio en comparacin con los dem.:ls
tCffilOpl sticos, la \ enlaja es que su resistencia se
incrementa considerablemente durante d proceso de
fab ri cacin de pelicul as. rnffia cuerdas
En la Figura 4-- se mues tra una grfi ca de
n:s istcncia a la tens ion contr:!. la tcmper.ltura de
\anos tennopl st!cos, Se obscl'\ a como el
Pol ipropi leno Modificado compite con plsti cos
tcni cos
10 CAPITULO IV
Del anlisis de 1a gni.fica. resalta como la fOnT13 de
la curva de Polipropilcno Modificado se asemeja a
la del Nylon 6/6. Sin embargo, la Poliamida tiene
mayores propiedades de esfuerzo a In tensin a
mayor temperatura, debido a que es un plstico de
ingenicrb.
"
,
,
,
,
''' 1 '\
,
,
,
,
\ .
' ",
,
,
,
,
o
,
20 40 tO 110 1'0
Figura .J.7 Comparacilll I'olipropilellu Modificado vs.
PlstIcoS de Ingeniera.
De la isotacticidad del Polipropileno, dependen las
propiedades de tensin del material, como se
muestra en b Figura 4..8.
420- - ..... . ........ ... ...................
350-' " .. ..... .. .........
, .. .........
210 .. ...........
:: "
,
" " " " " " '"
Figura .J-8 Efecto de la !sotacticidad en las Propiedades de
Ten.Hn.
Para controlar que el Polipropilcno sea en mayor
porcentaje salctico, se mide durante su
produccin el indice de isotacticidad, que es el
porcentaje de Polipropilcno de una muestra que no
se disuelve en n-pentano.
Esta fonna de medir la isotacticidad es relativa y
hasta cierto punto dudosa, ya que pueden existir
Pol ipropilenos Atcticos de alto peso molecular,
que tambin sean insolubles en n-pent.1.IlO
Dentro de los tipos comerciales, a medida que
aumenta la carHidad de material satctica, aumenta
la cristaunidad, el punto de reblandecimiento, la
ligidez, resistencia a la traccin, mdulo de tensin
y dureza. a pesar de que siempre cxistt: polimero
::mlctico. como subproducto que no se logra separar
y se encuentra presente por debajo del 5%.
Se ha comprobado que un polmero totalmente
isotctico, tampoco seria conveniente para las
aplicaciones dandI.: se requiere resistencia al
impacto o ciena elongacin
Elongacin
El Polipropileno tiene un excelente rango de
e]ong;cin, flucta entre 400 ) 430 % utiliz:lf1do
cargas de 300 a 400 kg/cm
2
, lo que justifica el
amplio uso de este material en la fabricacin de
pelculas, y que hace posible su estiramiento en
direccin mquina (;\'10) y transversal (TD) Para
raffia y cuerdas. solamente se hace el estiramiento
en direccin mquina, que es de seis a ocho veces
mayor del tamao inicial, producindose piezas de
aha resistencia a la tensin
La Figura .J-9 demuestra como el Polipropileno, en
comparaciOn con otros materiales, tiene una
elongacin mayor que permite obtener peliculas
bioricntadas.
-
l
I
,
-
~ it\ "'
-
~
-
- - -
-
.
'/
- ,
... ,.,_ ... _-,..-
Figuru 4-9 ElolIgaci/J de PflliprQPllenfl "l". Comodifles.
Resistencia al Impacto
La resistencia al impacto del Polipropilcno, es de
6.8 a 8 16 kg. cm/cm, y por esta propiedad se
emplea para fabricar carcazas de electrodomsticos,
gabinetes, portafoli os, aspas para lavadoras y
botellas
Rcsistcnci:a;a la Flexin
El Polipropileno es un material scmi-rigido, su
resistencia es de 600 kg/cm
2
, se utiliza en la
fabricacin de carcaz..'1S de aparatos, cajas y
contenedores de alimentos.
Mdulo de Flexin
Es una medida de la rigidez del material. La
presencia de los grupos metlicos en el
POlipropileno, proporcionan una mayor rigidez con
respecto al Polietileno, incluso por encima de los
100C; se utiliz.."\ en la manufactura de popotes,
cerdas para escoba) tapas con bisagra integrada.
Resistencia a la Compresin
Esta propiedud indica la carga que soporta un
pl<istico antes de defonnarse El Polipropi1cno
presenta un valor de 500 kg/cm
2
, se utiliza en la
inyeccin de sillas) soportes para muebles.
POLIPROPILENO 11
e) Propiedades Trmicas
Temperatura de Reblandecimiento Vical
El Polipropileno presenta resistencia a la
temperatura por periodos cortos sin defomlarse en
temperaturas arriba de 140C, puede ser esterilizado
con r:tyos gamma y xido de etilena Por alra lado,
en el proceso
temperaturas
deformarse
de metalizado se manejan elevadas
que el material soporta sm
Haciendo una comparaclOn, la temperatur.l. de
reblandecimiento del Polietileno Baja Densidad es
de 86C, del Poliet ileno Alta Densidad 127C y
Polipropileno 140C; debido a su resistencia se
utiliza para envasar menneladas.
Telll llcratura tic Deformaciln Bnjo Carga
Este material a 11 0C soporta 4.5 kglcm
2
, es
utilizado en la fabricacin de pieZt'lS mecnicas
como engranes, cafeteras elctricas y freidoras . Con
una tempcrntura de 55C soporta una carga de 18.5
kg/cm
2
, pero si se refuerza con cargas como fibra
de vidrio, talco o carbonato de calcio, la
temperaLUra aumenta hasta 150C. Se empl ea para
fabricar tableros automotrices, parrillas para auto y
piezas mecnicas.
ComluctivitJatl Tmlic:l
El Polipropilcno presenta un valor muy pequeo dc
conductividad, ya que el calor que absorbe lo
transmite lentamente; esto se refleja en ciclos ms
largos de enfriamiento durante su transfonnacin.
Resi stencill al Calor Continuo
Es la capacidad que presentan los plsticos para
soportar elevadas temperaturas libres de esfuerzos
mecnicos. De los plsticos comodities y el ABS,
cl Polipropileno es el material que ms resistencia
posee, se utiliza en la inyeccin de acumuladores
para automvil
12 CAPITULO IV
,
-
Calor Especifico
e) Propiedades Elclricas
Es b cantidad de calor que se necesita para elevar
La constan{C dielctrica es la capacidad de los
un grado centgrado, la temperatura de un material
materiales plsticos para almacenar la energi J.
por unidad de peso El Polipropileno presenta un
dentro de ellos ,
valor elevado de calor especifico, consumiendo ms
energa para su transformacin y enfriamiento.
El Polipropil eno es un materi.11 que casi no acumula
cnerglJ, puede ser utili zado en circuitos electricos y
d) Propiedades Oplicas electrnicos. Sin embargo, al compararlo con el
Polietileno, el PP presenta dos desventajas:
El Polipropileno por natumlcza es traslcido y su
t ransmit:mcia es de 70 a 75'7'0. A pesar del valor
Qumicrunente, el cobre y otros metales
bajo. las piezas moldeadas en este material sm
catalan b descomposicin, que resulta ms
pigmentar presentan mayor transparencia que las
f;lcil en los carbonos tercianas.
a base de Poli etilcno de Alta Densidad.
Se vuehe fragil a temperaturas de _10C.
Esto s..: debe a que exist..: menor densidad en las
zonas amorfus y cnstalinas del Poli propileno, cuya
A continuacioll. se muestrrm las propiedades ms
densidad es g/cm
3
y para el Polietileno es de
importantes del Polipropilcno, comparadas con
O 9--l g/cm
3
Polietilcno.
A pesar de poseer una tr:msmitancia pobre, sta
pasa a valores de 90 - en el caso de pclcula
se biorienta y de X 7 a 90% en recipientes
Tabla 4.J COl/lparaclfill dI! I'ropwdudes de '(/ipropde/w con
soplados cu:mdo se cmplcan agentes clariti calltcs.
Pofiert fellu.
PROPtEDADES UNIDADES r.:SD PEAD
pp
Densidad
g/cm]
O.n - O')3 O.9-l - 0.% 0.90-09 1
Cri st.l li nidad % 60 - 65 So - 90 60 -l'lO
Rcsist\":!ncia a ];.1 Tensin kg/em' IOO -J 70 210 - 380 300 - -lOO
Elollcacin
"
500 - 725 100 - 20!) 500 - 700
Mdulo Hs!ico ' ' l x 10 kg/cm- 1 2 - 26 5( - \O 1I -
Resistencia a la Flexin
' .
1.0 - 1.2 I x JO k!!lcm
... ...
Dure/a (shorc) 4lJ - -1-5 O (j() - 70 D S5 - 95 R
Conducti\ dad Tennica
, '
I x 10 Cal cm/ se!! cm- 8 II 12 5 33
TCIH l. Reblandecimiento (Vicatl
Oc
RO - 90 l20 - 130 I-lO - I(iD
Tenm Fusill 'c 110 - 115 110 - I-l U
po _ 175
Terno. de ProcesJ1I1iento
oC
Dor Inveccin 190 - 2-l 0 :!lO - 280 230 - 290
Extmsion 150-160 170 - 220 200 - 230
Contraccin de Moldeo
"
"
I - 2 I - 3 I 8
iuyzb
Debido a que I,;n algunas propiedades el Poli etilctlo
y poli propi lcno se asemejan. se pueden empIcar
indi stintamente en :llgunos artlculos , Pero se util iza
Poli propilcno cllando se requiere cierta resi stencia a
la temperatura, por ejemplo, para fabricar lava-
vajillas que estarn en contacto con agua hi rncndo
j) Propiedllde.\ Qumicas
present.:1. excelente resistencia a los :lci dos y bases
fuertes o dbiks: slo lo ataca el cido nitrico
concentrado por aniba de los 80"C Pocos soh'cntes
orgnicos pueden di soh-crlo a tt:mperatllr.l
ombiente.
A continuacin. se cnl islan algunos productos
qumicos) el cambi o qm: ocasionan en el material.
Tabla 4.4 Cambws del PIJ1wrnplello de acuerdo al Tipo dI!
Pr"ucl r .
PRODUCTO QUIMICO CAMBIO
ACCI ona >:0
Acido Actico (5%,) Li 'cra Dccolor:lcin
Acido Fosfrico (conc ) No
Mido Sulfrico PO'v,,) No
Clomro Frrico (10%) No
flMol
No
Formaldehido
Ligero Am.:uill<llllielllO
Hinchamiento
Hidrxido de Sodio No
Tolucno
Ligera Decoloracin
Cuando cn condi ciones dI.: trabajo se tienen
temperaturas altas e11 pn.:senci.:'t di.: sustancias
qumicas corrosi\as. SI.! utiliz<l como polunero
POlipropileno, en lugar del Polteuleno, a qul.! el
primero no sufrl.! fisllracion bajo la accion de estos
:\gentes.
POLlPROPILENO 13
El Polipropi leno, al igual que los dems polmeros,
necesita de aditivos para incrementar la fo.cilidad de
proccsaJllIento y mejorar sus propiedades.
obteniendo nuevas o.plicacioncs. Los aditivos que se
utili zan para el Polipropileno son'
Lubricantes
Absorbedores de Luz Ultravioleta
Ag,;ntes Nucl cantes
Antioxidantes
RetardaJltes a la FlaJl1a
;\ Iodificadores de Impacto
Lubricantes - Tienen como funcin disminuir el
esfilerzo del husillo para transportar y comprinm
los pelh:ts. as como minimizo.r la fricci n de 1:1
maso. fundido. con la maquinaria
El tipo de lubricante empleado por el Polipropi leno,
es el inh: mo-exte mo como el esteo. rat o de zinc, yo.
que lubnca a nivel molecular supr.:rficial. Se
apl ica en cantidades de 0.25 a 1.0%
Para la fabricacin de pelcula se utilizo.n COIll O
lubric;;ullt:s c.\. temos el monocs(cara(o de glicerol y
los ,;stcre;:s mOll tani cos
Absorbcdores de: Luz Ultravioleta - EvitaJl la
dt:grac.lacin de [os plsticos causada por la
radiacin ultravi oleta pro\enicnte de la luz sobr.
El Pol ipropikno. en comparo.cin con lo.s dems
poliolcfinas, es sensible o. b radiacin U.V. Los
absorbcdorcs de luz ultraviolclo. que se uti lizo.n para
Pol ipropi lello son. fosfitos. rosfatos y
benzutriazol<!s en una cantidad de 0.05 OJ%.
Antioxidantes - Su funcin es inhibir o retardar el
di;! o\.ido.cin-degradacion. pro\ ocado
por las o.ltos temperaturas de procesamiento que van
desde los 200 :l. 280"C. proporcionando estabil idad
al polllllcro que dcpende del grado de material
14 CAPITULO IV
Actualmente .se formulan grados especiales que ya
estn estabi lizados y retardan la oxid:lcin del
pol mero.
Algunos antioxidantes que se utilizan para
Polipropileno son:
Tabla .J. 5 111If1O:nJUl1te.f para l'oJprup,leIHJ.
ANTlOXIDA;>iTE %A
UTILI ZAR
BHT (2. Gcrbutil -par::-crcsol) 0.05 - 025
DL TDP (Dil:.mri ltriodipropianato) 002-0.1
DSTOP (DicS1eari! triodipropianato) 0.02 O. 1
Las caractersticas de componamiento del
Polipropileno. despus degradarse sOI1'
Aumenta la rigidez
Se decolora
Disminuye su elongacin y r::sistencia a la
Icnsion, al igual que su rcsiSlencia al impacto
ya la fl exion
Retal"dllnt es a la Flama - Inhiben las
caractersticas de dl: los plsticos En
Polipropdeno, los compuestos Jromados son los
ms uti lizados en porcentajl:s .le 3 a 15%. Sus
principales car::lckristicas son
Liberan bra"lO gaseoso
Poseen alta rctardancia a 1:1 nama
Variedad dl' grados de acue rdo a la
fempcrntllrn de
G:lses altamente txicos
Baja estabi lidad a la lu'
Modificado.'es de Impactu. Aumentan la
resistencia al lmpacto del polmero, ya que
-
proporcIOnan caracteristicas de elastici dad,
absorbiendo los golpes que recibe el producto.
El Polipropi lcno utiliZo1. como modificador el hule
EPDM con un de 5 a 15%.
l. /.2. APLICACIONES
PolillrUI ,i lcllo Homollolmero
Para ,,1 Pulipropileno I-Iomopol mt:ro las principales
aplicaciolH.:s son las siguientes
a) PelC: /l 11
Es posibk fabricar pelicula mediante diferentes
procesos, pero se di stinguien bsicamente dos tipos:
Pelcula Cast
Pelcula Biorientada
Pel cul a Cast
Presenta propierlades mecnicas y de barrera
men( res a las obtenidas por el proceso de
bionelllacin. Sin embargo, debido a que su
obtencion es ms sencilla mas econOlUlca
para producciones menores Su uso mis comn es
para I:mpacar prendas de vcstir como camisas )'
medias Ti'!ne "enlajas de impresin) scllabilidad,
impulsando su de-sarrollo en productos para artes
gr:'tficas y publicidad
Pelcula Bioricntada
El proceso de bioricnlacion imparte propiedades
IUCCa.tl1Cas. de barrera 3 la humedad y tnUlsparcncia,
supcriorcs Jo cualquier otro rnt0do de obtencin de
pdculas. p;nnite el uso de stns con grandes
ventajas en Id envasado industrial de productos
secos como botanas. paslas. galletas, pasleles Y
golosinas
,
J
-
Es posible su impresin, aplicando Utl
." tmtanUcnto corona ).lonllalrnentc se lamina sobre
la tinta con otra pelcula biorientada de copolmero
de Polipropileno, para evitar su desprendimiento, es
decir, la impresin pcnnanece en fonna de
"sandwich -,
Asimismo. cuenta alla memoria. por lo que no
es posible enroscarla como cclofn en envolturas
para dulces (twist)
b) Raffa
El Polipropileno Hornopolimero tiene mayor
rigidez que el Polipropileno Copolmcro, ademis de
que es ficilmente oricntable, por lo que es ideal
para fabricar raffla. En su proceso se proporciona
un estiramiento en direccin maquina, con el fin de
disminuir su elongacin> mejor.tr su resistencia a
la tensin.
Por sus propiedades y facil manejo, se utiliza para
tejer costales de diferentes tipos Una fonna de
costal es de tejido totalment,; ccrrado, que se
emplea para ensacar productos de grano como:
azcar, sal, frijol , arroz. maz.
Otro tipo de costal cuenta con un tejido mas abierto
tambien llamado arpilla para dejar \er los productos
como naranjas, papas y cebolla'i.
e) PrOdUClO,\' Mdicos
La principal
Polipropileno
propiedad que
Homopolimero, es
resistencia a altas temp!.!raturas.
identifica al
su excelente
Se utiliza para Jeringas e instmmentos de
laboratorio. que deben esterilizarse en equipos de
autoclave a elevada temperatura y presin
--
POLLPROPILENO 1 S
PolillrOl'ilCIIO COl'olimcro
Se aplica en los siguientes sectores:
a) Sector (le Consumo
Los artculos que cubren este segmento, adems de
tener una excelente resistencia al impacto y menor
rigidez, soportan bajas temperaturas, que no
proporciona cl Polipropileno Homopolimero. Las
aplicaciones mas comunes son las siguientes
Tubos
Perfiles
Juguetes
Recipientes para guardar AUmentos
Cajas de uso Industrial
Hicieras
b) Automotriz
Una desventaja que presenta el copolmero impacto,
con respecto al homopoJimero, es que alcanza ms
f:icil mente su temperatura de defollnacin No
obstante, tiene excelente resistencia qui.nica. as
como al medio ambiente. Se utiliza t:n este sector
para
Acumuladores
Tableros
Los grados de alto indice de fluidez se emplean
para las molduras interiores de los autos
e) Electrot/omest;cos
A pesar de que posee baja temperatura de
ddomlacin, el copolimcro impacto, mezclado con
aditivos especiales, se utiliza en carcazas de
aparatos, aprovechando su resistencia a productos
qumicos y al medio ambiente Se aplica
principalmente en
Carcazas de productos electrodomsticos
16 CAPITULO IV
2.2. POLIPROPILENO
COPO LIMERO RAi'WOM
2.2. /. PROPIEDADES
Las propi edades mas sobresalientes del Copolimero
Randorn son. el Incremento en transparencia,
flc;\:lbitidad y resistencia al impacto. Posee un
ndice de nuidez desde I g/lO min para soplado
h3Sta J O g/ lO min para inyeccin.
Su densidJ.d es de 0.90 g/ cm
l
y la resistencia nI
impacto v:.uia de 5.44 ::l. 27.2 kgocm/cm, SOpOrl.:!.
producTOS qUlmicos como acidos, alcoholes )
solventes hidroc:l rbonados.
2.2. 2. APLiCACIONES
Sus principales aplicaciones son" recipit:ntes p:1ra
comida. botellas algull.1S \I;ces pcllcub cast
Los productos in yectados presentan Illa) or
transp.1rencia) n:sistcncia al impacto qUI! los de
homopollrnero
a) lI()rella.\"
En d men.:ado de botellas. la transparencia e ra una
limit:utte para el Polipropih.:no HOlllopolull": ro Por
dio se des:moll el Polipropi lcno R:mdom, cuya
cnractcnst lC.1 princip.11 es su elevada transparencia.
ruh!mas dI;! llll;!jornr la rcslstenci.1 al impacto del
Polipropih:no Homopolm.;ro Se encuentr.l en
em ases que
Vinagre
Agua Purificada
Salsas
t-. la) OIlCSas
b mbt:s
Vacunas
h) Peticulll
Una de las ventajas que tiene el Polipro
Random. sobre el Polipropileno Homopolim
su baja temperatura de sell ado, por lo que se
en pelcula de empaque, mejorando las cond;
de operacin Ha desplazado en algunas en\'
al Polipropilcno Hornopolimero
e) COII " U 1110
Se aplica en articulos donde se
transparencra Su baja tcmpemlllr.l de
origina que sea fci l de procesar, cuenta c(
fl exibi lidad Algunas aplicaciones son:
Popo tes
Charolas
2.3. POLll>ROPILENO
MODIFICADO
El uso de cargas) re fue rzos en el Polip
incrementan las propiedades qUl111 ieas, mee
t.:mlicas Estas co.rgo.s se pueden lI tili:
Polipropileno Homopolirnero y Copolrr
cmbo.rgo. se r..:comiendo. o.plico. rlo al eopol
que se presento. mejor adhesin o anc1:ye
matriz del polllncro y la carga o refucrzo.
Las principales cargas y refuerzos que St
para modifi car al Polipropilcllo son.
Talco
CarbOllatO de Calcio
Fi bra Vidrio
"
NUEVOS POLlPROPILENOS
CLARIFICADOS
LA NUEVA GENERACiN DE
MATERIALES TRANSPARENTES ES UNA
REALIDAD CON MILLAD$ 3988
Los PoIipropileoos clarificados con MllLAD" 3988 demuestron uno mejoro notoble en
lo tronsporencia, aumenton lo productMdod y tienen un amplio rongo de oplicociones.
Adems, eston aprobados en todo el mundo paro contacto con alimentos. Si deseo un
folleto, litem1uro o informocin tcnico sobre cmo obtener Polipropileno dorificodo,
contacte a Milliken Chemical.
g ~ ~ MILLlKEN
CHEMICAlS
920 Milliken Roed, M-400, SlXlrtonburg, se 29304
USA, Tel. (864) 503-2200, Fax (864) 503-2430
GENERAL POLYMERS DIVISION
ASHLAND CHEMICAL. INC.
El DISTRIBUIDOR DE TERMOPlASTICOS lIDER EN NORTEAM
PRO V E E D O R E S AUTORIZADO
DOW (Palietlleno de baja densidad)
HOPE (Poliellleno de densidad)
Dawlex LLOPE (Polietileno de bala densidad IineaJ)
Styroo Polies\lreno
Callbre-Policaroonato
Allane, Affinlty Engage
Magnum - ABS
Oelrin Acetaj Homopolimero
RyMe PETIPBT
Hyt rel Elastmero Termoplstlco
Z'fIel NylOn S y 66. Crastln, PBT
PAXON
P O LYM E R
e o M P A N Y
Pohellleno, Rotomoldeo reticulable
e Acry';cs
Perspex MP Acrlico (PMMA)
EASTMAN
EKTAA Palies!er
EASTAR PO G
PROPileo
Propileo Pahpropileno Homopolmero
Propileo PollpropllellO Copolimero
Homopolimero y Copolimero de
Polipropileno
C1ariant
Omnl Color, Masterbatch de colores
Ret(j Plasllcs, Masterbatch de colores
Pol ietl leno atto peso molecular
DSM
MalenaJes relorzados y cargados
Bayer EB
-
Lustran ABS (Estlreno-ButadlenOAcnlomtrilo)
Lustran SAN (COpolimero de AcnloMnloEstireno)
Tnax, Aleaccones de Ingemena
CefUrex, Polmeros a la Intemperie
Bayblend, AJ eaciones
Apee, Policartlonato HH
TeKln, TPU
e
HUNTS MAN C HEMICAL
CORPORATION
Pohestreno Cristal e y grados
especiales de Poli propl leno
D
Resirene
ReSlrene Pohesbreno cASlal
Reslrene Poliesbreno medIO y Impacto
Poliell lenos de alta densidad
Th'E
.., .... ..,1.
-
2.3.1. PROPIEDADES Y A PLlCACIONES
Talco
El polipropilcno con talco presenla
excelente rigidez, temperatura de defonnacin bajo
carga y estabilidad dimensIonal . Debido a la rigidez
se pueden fabricar articulos de paredes delgadas.
Sin embargo, estas cargas reducen i:J. resistencia al
impacto a bajas temperaturas )" proporciOnan una
apariencia opaCJ. al producto.
Se utilizan para fabricar piezas de la industria
automotriz, como los filtros anticontaminantcs,
duetos de l mrt: acondicionado, tableros,
salpicaderas y las parrillas del radiador
Carbonato de C:llci o
Proporciona resistencia al impacto y estabi lidad
dimensional; a pesar de ser UIlJ. carga, conserva el
alto ndice de fluidez necesario para inyectar piezas
y esta aceptado por la Foods and Drugs
Administration (FDA). para estar en contacto con
alimentos.
En sus aplicaciones ha sustituido al ABS en
productos y su principal
uso es en la produccin d,: sillas y muebles para
jardin.
Fihra tic Vi tirio
Con estos refuerzos se obtiene un Polipropileno con
elevada resistencia a la tensin a altas tempernturas,
as como buena rigidez Sin embargo, crean un
efecto de orientacin que reduce la resistencia al
Impacto y originan una superficie opaca al
producto.
Se uti liza principalmente en la industria automotriz
en las salpicaderas y la unidad qUl:: soporta los
COntroles del tablero
-
POLIPROPILENO 17
Dcntro del grupo de Polipropilenos Modificados se
encuentra el Polipropikno con agentes nucleanres,
el cual posee las mismas propiedades mecinicas,
fsicas y qumicas que el Polipropileno Copolmero
Random, pero presenta una mayor transparencia, lo
cual lo hace competir en segmentos donde
a.Jltcrioffilente no podia incurs ionar por tener una
apariencia de turbidez como es el caso de las
botellas.
Su propiedad de soportar elevadas temperaturas y
productos quimicos, lo convierten en el plstico
ideal para contener productos que se envasa.Jl en
caliente como es la memlelada, jalea y miel
Actualmente se encuentra sustituyendo en algunas
aplicaciones a otros plsticos, principalmente en el
segmento del envase, como se muestra a
continuaci n.
COMPARACION DEL POLlPROPLLENO
CLARIFI CADO CON OTROS \'lATERlALES
Estirnicos
El Polipropileno tiene mejor resistencia al
impacto
Mejores propiedades de barrera
En empaque se compara con el Poliestireno
Posee menor costo que los poJimeros de
estireno
PVC
Menor densidad que el PVC, mayor
rendimi ento y menor costo dd producto
Las pelculas, laminas y botellas. se
comparan con el brillo y claridad del PVC
r...layor resistencia que el PVC a
compuestos qumicos que contienen los
productos de consumo
18 CAPITULO rv
Polietilcno de Alta Densidad
.\-Iejar brillo y transparencia que el
Polietileno de Alta Densidad
Las piez..1..S de paredes delgadas pcnnitcn
ver con ms claridad el producto de
consumo
Los envases de Polipropileno, se pueden
llenar en caliente a temperaturas por arriba
de IOO"C
Las botellas de Polipropileno, se comparan
en resistencia al impacto con [as de
Polictilcno de Alta Densidad
PET
La transparencia de las botellas bioricnadas
de Polipropilcno. se comparan con bs de
PET
Mejor barrera a la humedad que el PET
Mayor resistencia a la temperatura. en
consecuencia las botellas se pueden IIcnar
en caliente
Menor costo en botellas
;\ lenor densidad y mayor rendimiento
2.4. MEZCLAS DE
POLIPROPILE:-iO
El Polipropitcno, se puede mezclar con algunos
materiales t.:bstomericos como el hule monmero
dieno de etilcno propileno (EPDM), con hule dI!
copollmero etileno-dicno (EPR) o con los difert:ntes
tipos de Policlilcno (PEBD )' PEAD).
El desempci'\o mecnico de cst:lS mezclas depende
de la miscibilidad tennodin.imica y morfologa de
los cristales de los componentes polimricos.
Para 1:lS mezclas de Polipropileno/Polieti!cno Baja
Densidad o PP/ PEAD, es necesario adicionar un
agente compmibilizador como los copolimeros de
EPR o EPDM
En cambio para Pol ipropi lcno con Polietileno de
Baja Densidad Lineal (LLOPE), no se requiere del
compatibilizador, debido a que el LLDPE es un
copolimcro que contiene de 11 a 19{, mol de
comonmero, hacindolo mas miscible con el
Polipropileno que con los otros dos Polietilenos
En cualquiera de los casos anteriores. las mezclas
de Polipropileno proporCIOnan mejores
carnctcnsticas como res istencia al impacto,
elongacin. e incrernent:m las propiedades al
craqueo a bnjas temperaturas
La principal aplicacin de las mezclas de PP con
EPDM, se encuentra en la fabricacin de piezas
automotrices, como son los ductos de aire del
carburador y del sistema de aire acondicionado, a51
como para defensas Debido a sus propiedades
elctricas y dt! resistencia a la intemperie, se
utilizan en recubrimiento de alambre) cable
Actualmente, se han rcaliL.ado desarrollos en
mezclas quc antes estaban consideradas
incompo.tib!es como es el caso de Poliamieb con
Polipropileno.
Para ltc\:lr:l cabo esto. combinacin, se rcquiere de
un compatibilizante como el hule dt! bnse estircno
copolJtnero en block conocido comercialmente
como Kraton
Esta mezcla se fomlUla principalmente par.!. reducir
costos en las piezas automotrices, fabricadas de
Polianlida 6, as como para incrementar la
resistenci.) al impacto y o. la tensin dd producto.
~ h ~ ~
-
3. PROCESOS DE
TRANSFORMACION
El polipropilcno SI;! puede transformar por los
siguientes procesos:
lnyeccin
Extrusin
Tubos
Pelcula Tubular
Dado plano
Monofilamcnto
Soplado
ExtrusinSopl0
Inyeccin-Soplo
TernlOfonnado
Acabado
Sellado
Impresin y decorado
3.1. ACONDICIONAMIENTO
PREVIO
3./.1. SECA DO
El Polipropileno no requiere secado previo, ya que
el material absorbe menos del U 02% de hwncdad
en 24 hr. De ser necesario el secado por estar
maneja.ndo algn remolido o material contaminado,
se aconseja que sea en un horno de charolas a BoDe
durante 2 a 3 hr o en un desecador a 90C, de 1 a 5
he.
3.1.2. REGRANULADO
Dependiendo de las condiciones de moldeo, el
regranulado tiende a degradarse y disminuir sus
?fopiedades tisicas como rigidez, resistencia al
Impacto, n:sistencia a la tensin y elongacin, Sf;:
recomienda utilizar un porcentaje de material virgen
POLIPROPILENO 19
mezclado con regranulado, iniciando con un 20%
de ste y disminuirlo paulatinamentf;: hasta llegar a
la mezcla ptima, para crear un producto con
buenas propiedades mecnicas.
3.2. INYECCION
3.2.1. CARACTERISTlCASDE
MAQUfNARJA
a) Husill()
Sc recomienda un husillo de LID = 16'1 a 24:1 y
paso constante de I D, la zona de alimentacin df;:be
corresponder al 0.5 L, la de compresin a 0.3 L Y la
dosificacin a 0.2 L, con una relacin de
compresin de 2.5 : I a 3: l .
c _
I
=f;""''''' - oo.""',, jo""m,,,
"' ,
Figura 4-10 Ilusillo de [I}'eccill para Polipropilello.
Como el Polipropileno puede ser afectado por la
presencia de cobre o aleaciones, se recomienda que
el husillo y cilindro tengan un bao df;: cromo o
nquel.
b) Boquilla
Se sugiere lisa con un ngulo de 60. En ocasiones,
se puede emplear con unJ vlvula check, sobre todo
cuando el tiempo de husillo adelantado es muy largo
y se manejan presiones de sostenimiento altas , para
;vitar el regreso del material al can.
20 CAPITULO IV
Cuando se trabaja con Polipropileno espumado, se
puede usar una vlvula en la boquilla, para evitar
que el material regrese y espume dentro del can.
e) Colchn
Se recomienda de 3 mm para mquinas pequeas y
de 9 mm para mquinas ms grandes.
ti) Capacidad de Inyeccin
Se aconseja emplear el 85% de la capacidad de la
mquina para controlar correctamente el tiempo de
residencia dell1laterial.
3.2.2. CONDICIONES DE OPERACION
a) Perfil dI! Temperatura,}'
Para lograr un buen moldeo, se recomiendan
perfiles de temperatura de acuerdo al grado del
matcria! que se est trabajando. Las temperaturas
de tr,:nsformacin comunes son de 190 a 23 0C. La
temperatura de moldeo no debe sobrepasar cllmite
mximo, ya que on glnara la oxidacin y
degradacin dcl material.
El rango de tcmperatura depende del indi ce de
fluidt!z del material.
Tabla 4.6 Tem{lerllluras de Proceso de ucuerdo a/ {ndia (/e
Fluide:..
INDI C E DE FLUIDEZ TEMPERATURA
g/ lO min MELT uC
4.5 190 - 230
9.0 185-225
18 - 30 180220
50 - 70 170 -210
e on Talco 190 - 230
Carbo nat o de Calcio 190 - 230
-
Es necesario controlar el tiempo de residencia en el ::'
cil indro, para impedir que por manejar tiempos,:
largos se degrade el polmero.
E
.. d d d6 )
n tIempos maXll110S e reSl enCJa e min, el ;J
lmite superior de temperatura es de 220C, para 3
min el valor puede llegar a 2JOC.
Para alcanzar esta temperatura en el material
fundido, se puede manejar el siguiente perfil de
temperatura:
Tabla 4. 7 pl!ffil dI' Tt nrpefllluru y Condiciones de Moldeo de ,:'
r-______ .'
ESPESOR DE LA PIEZA :.:
(mm)
COND[CIONES DE 1.6 3.2 6 ..
l\10LDEO
,
Zona de Alimentacin 1902[5 190-205 190-205
Zona Compresin 200-230 190-2 15 190215
,
Zona de 215250 200 230 200215
Boquilla 190215 190215 1902)5
:
/l.lolde 10-3010-30 10 - 30
__ ._2_J_O+-_,.o __
Tiempo Sostenimiento 5-10 10-15 15-20
(seg)
Ciclo Tota!
(seg)
Presin Inyeccin
kglcm
2
Comrapresin
kg/crn
1
Contraccin de
1525 2535 35 - 60
1,200 - 1,800
La mellor comnmente 5 ,1
12 12
I .2
-
b) Presiones
Presin de In)cccin
Se debe usar la presin minima que permita llenar
el molde para producir piezas de fcil desll1oldeo.
con 13 menor distorsin sin tensiones internas,
empleando altas velocidades de inyeccin. Se
recomienda en la primera etapa 1 2nO kg/cm: ) en la
segunda 600 A veces se manejan presiones
alIas para prevenir el excesivo encogimiento que
n0n11almente es de 1.8 a 2.5%.
Siempre se debe cuidar que la contraccin en el
moldeo sea rn[nirna. ya que la resistencia a la
flexin y rigide7 aumentan. Como contraccin
lineal de moldeo hay que estimar un valor
aproximado de 2.0%. aunque este nmero puede
oscilar en funcin geomtrica de la pieza y
condicin de transfonnacin.
Para minimizar la contraccin post-moldeo. se
puede aumerllar la presin de inyeccin. e ... itando
as los rechupcs. Sin embargo. esto causa un sobre
empaquetamiento y probablemente cierta dificultad
al extraer las pIezas. se debe alcanzar la
combinacin adecu:.Jda en temperatura y presin de
inyeccin.
Es conveniente aclarar que los cambios de presin
y temperatura de inyeccin. no afectarn la
resistencia al impacto de la pieza.
Contra presin
Se origina durante la plastificacin, ya que el
material fundido se acumula entre el espacio de la
punta del husillo y la boquilla. La cOlllrapresin
sobre el husillo, tiene la funcion de impedir el
retOmo de la masa fundida, mejorando la accin de
la mezcla del material Asimismo. aumenta el calor
generado por friccin. or iginantlo que se pueda
degradar el material.
POLlPROPILENO 21
Par:. reducir la cantidad de calor ocasionado por
friccin. se debe bajar el valor de la conlrapresrn o
la velocidad de l hus ill o al menor pos ible, s iendo
,
recomendable aproximarla a 5 kglcm-.
e) Velocidad
Velocidad de Inyeccin
Para rTllllrrTlJ/.:lr los esfuerzos internos y la
dislOrsin. se sugiere trabajar con velocidad de
inyeccin alta, aunque en algunos casos no es
posible por la degradacin del material.
En ocasiones. manejar velocidad..:s elevadas origina
que las piezas presenten zonas brillantes) opacas,
por lo que se debe procesar a veloc idades baja:. )'
temperaturas molde altas.
Velocidad delllusillo
Deben manejarse cntre 50 a 150 RPM, para lograr
suficicnte friccin) fundir el material sin llegar a
degradarlo.
J.2.J. MOLDE
fl) Bebedero
No debe sobrepasar un dimetro de 8 mm. )'
siempre debe ser 1.6 mm ms grande que el de la
boquilla.
b) Colmltls
Lus mas comune:. son de 4 a 7 mm de diarm:tro. Se
usan normalmente redondas y balanceadas.
inIpi;.
22 CAPIT ULO I V
'-) PlIntu tle Inyeccin
El rea del punto de inyeccin se encuentra
expuesta a altos esfuerzos que repercuten en las
propiedades y apariencia de la pieza.
Para obtener el producto deseado. se deben
controlar los siguientes aspectos
AsegallI el llenado del molde a lCmperalurns
y presiones de operacin
lv1inimizar las lneas de soldadura como sea
posible o su posicin en areas criticas
Prevenir el 'jctting" o col:1 de cometa por la
posicin dd punto de inyeccin, de modo que
el flujo del material sea facil y unifomlc
Evitar burbujas de aire
d) Orificios de Venteo
Todas las cavidades deben estar suficientemente
\'cmeadas, de modo que el aire sea desplazado al
I.:lltrar el flujo del material.
Un insuficiente venteo ocasiona quem:lduras,
lentitud del materio:l en el molde, llenado
incompleto) lmeas de soldadura
Los venteas para Polipropileno debtm tener las
siguientes dimensiones
Profundidad, debe tener un rango de 00254 a
111m: el mis comn es 0.038 m111
Longitud debe de serde 1016 mm
--
e) Enjriamicllfo
El sistema de enfriamiento controlo: la prdida de
calor del producto. Las dimensiones recomendadas
de los canales de enfamiento son los siguientes:
Diametro de 11.1 a 14.3 mm
Distancia a la superficie de dos vcces su
dimetro
Distancio: entr...: canales (pitch) de tres a cinco
veCeS su diamctro
Cuando son piezas muy grandes y se tienen
problemas de distorsin, se mancjo:n puntos de
iny;ccin mltiples
Debido o: la rigidez y tenacidad del Polipropilcno,
se fabrican piezas de espesores muy delgados. Dc
ser necesario en el moldeo de piezas con espesores
grandes, se aconseja que el punto de inyeccin se
localice en las po:rtes de mayor espesor
Para el caso anterior, se deben e,itar los grados de
Polipropileno de uso general, ya que se fomla una
estnlctura cristalina muy for.::ada debido al lento
enfriamiento del material en el molde. ocasionando
la disminucin de propiedadl.:s mecnicas
3. 2.4. GUIA DE PROBLEMAS Y
SOLUCIONES
Los problemas ms comunes en el moldeo por
inyeccin de Polipropileno. se deben
principalmente al manejo inadecuado de
tempt:ratura y presin, que causan la degradacin
del material.
"
-
-
Entre los principales problemas se encuentran [os
siguientes:
piezas lncomplct as
Son el resultado de una dosificacin de material
insuficiente a la cavidad del molde, tambin se
conoce este problema como "inyeccin corta". Si la
inyeccin es ligeramente corta. se deben realizar
incrementos en presin de inyeccin de 1.5 a
3.5 kg/cm
2
hasta lograr un llenado completo. Si la
inyeccin resulta significativamente corta, entonces
ser necesario aumentar la temperatura del cilindro
en incrementos de 5 a 10C evaluando cada cambio
antes de hacer el siguiente.
Otras causas pueden ser las siguientes:
Molde muy fro
Ciclo de trabajo muy corto
Canales o coladas mal diseados
Diseo inadecuado de la pieza
Rcchupcs
Son fonnados por la elevada temperatura del
molde. Se debe disminuir gradualmente la
temperatura en rangos de j0c, siendo el lmite, el
punto en el quc se comicncc a obtencr un llenado
incompleto del molde.
Si el problema contina, deber intentarse un
aumento en el tiempo de sostenimiento y evitar que
el material del molde regrcse a la cmara de
inyeccin, cuando an no se ha solidificado en el
punto de inyeccin.
Un aumento en b presin de inyeccin, tambin
puede solucionar los rechupcs , sin cmbargo, no es
aconsejable debido a quc una presin elevada causa
el empaquetamiento del molde y prdida de
propiedades de la pieza moldeada, como resultado
de esfuerzos intemos.
POLlPROPILENO 23
Otras causas de rechupes son "
Elevada tempcratura de procesamiento
El material solidifica rpidamente en la colada
La posicin de los canales de corte es
desfavorable
Diseo inadceuado de la pieza
Enfriamiento lento en el molde
Puntos de inyeccin mal colocados
Fr agili dad
Es el resultado de utilizar bajas temperaturas de
procesamiento y un molde muy fria . Por lo tanto, el
problema podr resolve rse aumentando
temperaturas en inercmentos de jOC y evaluar los
resultados despus de cada cambio .
De igual fonna, la fragilidad de una pieza puede ser
causada por impurezas en el material virgen, el uso
inadecuado de pigmentos o por un mal diseo del
molde.
SUJlcrficic J\l arcas tic Flu.io
Existen varias causas que son independientes del
tipo de maquinaria.
Material muy fria
Seccin pequea de los canales
Presin de inyeccin muy baja
Insuficientes venteas del molde
La superficie de las cavidades est sucia
Llenado de molde demasiado rpido
24 CAPITULO IV
General mente se prcsellUUl en el arranque de l.:t
maquina. considerando que se est oper:mdo a b
maxi ma pres in de cierre. Para corregi r, primero se
r.;:ducc la presin de inyeccin en decrementos de
1.5 a 3 5 kg/cm
2
manteniendo las condiciones de
tempt:ratur:t iniciales.
En d caso de trabajar a elevadas temperaturas. es
reducirlas en inten-alos de 5 a IOO(
h:tSt\ alcanzar el punto de llenado y el perfil de
lI..:mperal uras optimas
Deformacin
Se origina porque las piezas han sido mold..::adas
con esfuerzos. a causa de un mal diseo dI.: molde
con c.:ma!o.::s de distribucion muy largos. seccion
ill.1.dl,;cuada en los c::tnaks de corte o
no Ull1tOnn..:s en bs cmiebdes por paredes
discontinuas
Otra causa de ddonnacin. es d molde fro o el
sistema de in)t.!ccion Inapropiado para la pieza.
Si el discI10 dI:! molde no puede !ler modificado. se
deo..: rcducir la presin de inyeccin. mlllH:ntar el
tiempo de y ;j periil ue te l11p,; raturas
3.3.
J.J. l. CA RACTER1STlCAS DE LA
!IlA(lU1N/1RlA
ti) Husillo
Debido . l que el matenal es mu) sensible a las
condiciones de nujo. amasado y tcmperatura
durallte su procesami;nto. se recomienda utilizar un
husillo de cuatro zonas como se muestra en la
'g/lI"C/ ';-1 j
-
CU:U1do se emplean mallas en el plato rompedor
deben ser juegos de 200- 1600-200 o
J.QO-2..J. ()()-.. HlO m..:sh/cm
2
...
,
LO _
UO_29"
AII",.nlacin. 1l o
Comp,Uin. 7 o
Cosificacin. 6 C
Muclado " 3 C
"1
Figllrll 4 .. 11 Hllslllo n:cO/IlI:ll dado pura E.:,,'rl/swll de
1'01 iprOplll!lIu.
h) Dtldo
l
P.:lf.:l calcular las dllnensiones de! d:do se debe de
tomar en cuenta el encugimil.:nto d.!! material. el
hinchanllCllto que sufn; al salir del dado d jalado
a que sc som;.;tc para regular sus espesores_ En la
c:\tnlsin del Polipropileno. el dado I.!S de vital
importancia ya que de acuerdo a su fonna se
obtener \ anos productos o
semiacabados.
() Ellllipo
Para transfom1ar J.I Polipropilcno por d mmdo de
cxtms ill. s..: clasifica segun el tipo dc producto que
se obti ene. como se describe J. conlnHlaClo n
Tuhos
P:ra b e'amsion de tubos. se utilizall grados de PP
de bajo ndice de fluidez. contienen ..:stabi li z...dorc
s
aditi\ os de acuerdo al uso del producto_
l.
j
11
I1
f,
Las condiciones de operacin son: estabilizar la
zona de aJimcntacion a 180C. e incrementar
grndualmcnt..: hasta llegar a un rango de 220 a
240
D
C en la ZOI1.1 de mallas. A parti r de este punto,
se debe reducir la temperatura aproximadamente a
60C, con la finalidad de evitar que el p o m ~ r o
muy caliente se adhicr.1 al fonmldor
El diseo del dado esta en funcin de las
dimensiones del tubo
Para Tubos que tienen Difimetro
Exterior de 2" a 3"
Dimensiones del Dado
Abertura 1.1 veces del espesor dcltubo
Dimetro 1. 1 a 12 el dimetro del tubo
Longitud 3 a del di;illlctro de tubo
Dimensiones de Formado.-
Dimetro
Longirud
I ()4 veces dimetro de tubo
10 a 2.0 el di metro del tubo
Para Tubos con Di ,imctro
Exterior r\l"riba de 3"
Dimensiones del Dado
Abertura
Espesor de tubo
Dimetro
10 a I I el diamclro del tubo
Longitud
2 a J el dimetro dellllbo
Dimensiones del Formador
Di metro
I U2 el dimetro de tubo
Longitud
5 a 6 veces el diametro del tubo
-
POLLPROPILENO 25
Como s,; observa en la tabla anterior. es ms dificil
controlar pcquel10s difunetros en el dado.
El fonnador que ms se utiliza es el de vacio, en
ste el tubo pennanece en contacto con las paredes
del ronnador La presin de vacio que se aplica es
de 0.5 a 0.6 kg/cm
2
Pclicula Tuhular
Para fabricar esta pelcula. se recomienda usar un
dado de tipo rosca o ar.u'a, como el que se maneja
para Polietileno de Alta Densidad, con aberturas de
0.8 hast; lA mm
En b transfom1acin del Polipropikno, la extrusin
tubular es un proceso dificil de controlar y el que
ms diferencias presenta con respecto a los otros
materiales. Esto se debe a que en lugar de generar
una burbuja de abajo hacia arriba, la burbuj a se
produce de arriba hacia abajo Este sistema se
cfeclua para poder tener al final de la burbuja un
baii o de agua fra y lograr mayor claridad en el
material. brillo ~ transparencia
Debido a su \iscosidad v eristalinidad, el
Polipropileno presenta temperaturas en el maten.)l
fundido entre 210 Y 250"C que lo pueden oxidar,
por [o que se debe enfriar r.ipldamente, par. que al
pr.;sentarse un choque rm1ieo, la estabilizacin del
material se congele) se obtenga su transparencia
Es muv dificil controlar el incremento de
t.:mperatllra para despus hacerla caer y enfriar el
material. por lo cual se han desarrollado diferentes
procesos como son
26 CAPITULO rv
Apagado Tubular de Shell
Despus de ser soplada la pelcula se hace pasar a
una tina de agua fra.
CABEZAL
RODILLOS DE CIERRE
AGUA DE
ENFRIAMIENTO
//" "
COLAPSA"'IENTO
Fit;ura 4-12 ApagadQ TI/ bll lur dI! S/ell.
Proceso 0 0\11-Taga
La tina de agua fra se susti tuye por un bao de
agua que se auxilia con ani llos enfriadores para
lograr el mismo efecto.
DADO
PERSIANA
"<
COLAPSAM I!NTO
RODU.LO'
CI ERRI!
Figurt/ 4-13 Dow- Tagu.
.. G U'" DI!
ENFRIA M IENTO
-
El equipo convencional para la produccin de
pelcula tubular de Pol ipropileno. se monta de 2 a 3
m. del piso y su dado vara de 45 a 90 mm de
dimetro. con capacidades de produccin de 130 a
140 kg/h. Como la pelcula no es orientada, el
proceso es directo y el producto puede presentar un
espesor de 0.9 mm.
El tratamiento corona que recibe el producto como
mnimo es de 35 dinas/cm
2
. Esto se real iza para
lograr una buena adhesin a las tintas que son del
tipo Poliamdico.
El proceso se muestra a continuacin:
CABEZAL
UTRUSOR
Fi:lI rtl 4-/4 COfH'ell cioll a/ parll Pelicll /a TI/bId/ir.
Pelcula Tubll/ar IJivr ielltuda
Para fabricar pelcu la bioricntada, se ut iliza un
equipo de 120 mm de dimetro con una relacin
UD=33 : 1. La pelicula que se obtiene se enrra por
medio de agua, posteriormente se calienta en un
horno a 160C para que se pueda estirar hasta 5.5:1
en sentido transversal y longitudinal. pan
proporcionar la biorielllacin. Finalmente. lE
pelcula que se obtiene es de 0.02 a mm df
espesor.
-
-
SOnAgO y
.,"IUU TACO
01
U.c., NADO
SlSTE/IIA el
e,t,LlNT ... ,UTO
I'OIOtVAI'OII:
Ii N'RIAMIENTO
Figura +_15 P'<Jce:w de Pe/(c,da TI/hlllar LJlVri enladu.
La orientacin direccin mquina, se !leva n cabo
' por un sistcmo. de rodillos que estiran la pclicula
longitudinalmente) con el reblandecimiento de sta
se logra el ori entado
Una vez orientada longitudinalmente y
manteniendo b pelcula reblandecida, se sopla Jo.
burbuja para obtener el orientado tr:lnsversal
La pelcula de Pol ipropilcno biorientada. con un
recubrimiento de hot melI , es uti lizada para
empaque "ovel"\vrap" o de sobre-envoltura con una
tira que se desgorra para facilitar su abertura.
Este tipo de empaque, presenta alta resistenci a a 1<1
tensin, facilidad de propagacin de r.1Sgado, y
posee resistencia a temperaturas entre -40 y 130C
Pelcula CaSf
Esta denominacin. es debida a que la hoja o
pelicula de matf!rial. c.Je entre dos rodill os
enfriadores que I.:t cs tabili Z.J/l ) como es tn pulidos
a espejo, confieren propif!dades dc brillo y buen
acabado supclcia l
Las condiciones de op':r:lcin que se deben
COntrolar son
POLIPROPILENO 27
Perfil de Tcmperatur:ls - Depende de variables
como' tama.i'io del e:\1rusor. velocidad) di seo del
husi llo, contrapresin, tiempo de res idencia v
temperatura de aliment.Jcin del material.
Se recomienda poner la zona de alimcnt.Jcin a
177C aumentar gradualmcnte en la sigui cntcs
zonas hasta tener una tcmperatura de fundido de
260 a 288C.
Si se proces.J abajo de los 260
Q
C se ocasionar bajo
brillo, distorsin interna de la pelicula y una
superficie spe ra
Si la temperatura se encuentra arriba de los 288"C,
se inicia la decoloracin, prdida de resiste ncia
mecanica, aumento de contraccin y degr.Jdacin
del material
Abertura del Dado - Depende del espesor de la
pelcula Al producir pelculas de espesores abajo
dc 12 mil0simas de pulgada, se deben modificar los
siguientes parametros
la presin de operacin, ya que al
ser una abertura del dado muy pequt!ib .. se
necesita de mayor esfuerzo para obtener b
pelcula completa.
Controlar la velocidad del husillo. par.\ evitar
problemas de contraprcsin en la entrada del
dado.
Ajustar pe rfectamente la abertura, para evitar
obtener una peliellla con marcas de flujo o
maJa distribllcion del material .
Enseguida se muestra la relacin entre el espesor de
la pelcula y la abertura de dado. donde se observa
que para espesores pequeos. la abertura es hasta 10
veces ms grande que el espesor. mientras que para
espesores grandes, esta relacin dismiml)e
28 CAPI TULOIV
Tabla 4. 8 A bertura del Dado segn el E1l'esor (Je la Pelcula.
lo DEL
ero
ESPESOI
PRODU
( mil sil lIas)
1 1 O
" .
15
16 - 2 5
ABERTURA DEL DADO
(milsimas)
1520
2025
25 ) 0
2 5 20% menor al espesor del producto
ler la biorientcin, la pelcula recibe un Para obtcl
e!>lirado lo
ser una so
laterales,
estiramien
como Bio r
ngi tudinal y como presenta la ventaja de
la hoj a, se puede sujetar por sus ext remos
'vol ver a calen lar y proporcionarle un
to transversa l. E!)le proceso se conoce
entado Tenler.
/.',
.-....... ' -
o , ,.
:-,:
, ;/' I
fi
M.n''''' l5. M QR'lNTA"
Figura 4-/6 Pm!eso (Je 'f'licula OiflrieNtad" TI!Nter.
dad de densidad ayuda a est imar la La propic
canti dad d
p lantea co
rendimien
e pelicula a obtener. La siguiente labia
mo interviene [a densidad con respecto al
to, !>obresalicndo el Po lipropileno.
mparado" l/el Rl!m/imil!nto tle VariflJ TllhllI 4.9 Co
'"
ateria/es.
.\t \ rERI AL
pp
PEAD
RESI:-.IA K
PVC
I'A
1)I; .... SIl) \1)
:fcrn
J
0.90
0,94
1. 0 1
1.40
1.13
141
RE/IIIH\IIEJIrITO .:.sI'ESOI<
rn l/kg miHllnu
" "
4J
"
40 25
2')
"
35 25
28 25
1
-
Comparacin de Propiedades de Pelculas
El proceso de transfomlac in modifica
las
propiedades del material como se observa en 1,
lO
Tub/Il 4. 1(j Compuracin de Propiedades de PelEculuJ.
PROPI EDAD PELlCULA PELlCULA
CAST TUBULAR
Densidad g/c m
,
0.89 0.90
Resistencia a la Tensin
kg/cm
,
DM 350 370
DT 280 330
Elongacin 0"
IJM 800 450
DT 500 O
Resistencia al Rasgado
gocrn/crn
DM 100 14
DT 180 45
Resistencia al Impacto 160 - 200 20 - 60
al Dardo kgcm
l
Haze .. 0.5 - 1.5 10 - 25
Brillo 45
Q
85 - 90 20 - 40
Rango de Sdlado al 165 - 200 165 - 200
Calor c
Tcmp. de uso Continuo lOO - 120 lOO - 120
c
Transmis in de Vapor 1600 1200
de Agua cm
J
,/m
2
. da
Penncabilidad O
2
1600 1200
CO, 4800 3200
-
En la Tabla .J J l. se muestr.:l como el proceso de
biorientado len ter proporciona mejores propiedades
que el bioriClltado tubular
4,1/ Compurucill de I'rup:da(/e.\ de los Procesos de
lJwrll!lIlacuin.
PRI En \ Biolit nl :"I.,
T .. I1I ('r T"h"l r.r
,
(J 9 09 L)ENSI DAD
D151j
RcsistcncM a la Ten .. "'"
AS!'\I
I'!;cm l " la ruplUr.I DlIH.!
mi 1 2000
DT .!O()()
Elongacu'm 1" n'r1llra AST\I
]))182
[}\I [11, - iO I(JO
OT tU 6U 711 lIJO
\STi\1 6
4 -.
gmiJ D19'Jl
allrn[lld<\ \1.-\ 1 400 390
!lAZO AS]""! U U 2.(1
0 11) 1)1
Brillo a 45' \SHI
"
r>: -157
r ERMEAllIUD.\O .-\
Vapor de Agl.I;\
,\5T\/ -l 6 ' .!i
J 2-1 hr
D"
.-\ST\I 13002000 - 200/)
clTf'millm! 201 hr "lm O-Ij.
eo.
.\SI1>! 01:1) 0 oStJu 7(100
j. -
cm 2J In .\l1u
-
POLIPROPfLENO 29
La pehcula biorientada se emplea princi palmente
en
Cintas adhesi\'as
Pclcub antiesttica para empaque
Pc!Jcula como proteccin de alimentos
Al t:fectuarst: la orientacin t:n di reccioll maquina
(Df\.1) algunas propicdad..:s aumentan modificando
otras
Tabl .J,12 .'1oll;iacin,l' RCSl,VellOU a lu TCI/JuJn e ll
/'/111("11;" al EsllfallllCll lo,
ESTIRAMIENTO RESISTEi\C IA A ELONGACION
% LA TENSION 'Yo
fJ.:ghm
1
)
O 1101 1 500
lOO S"I 2S0
"(JO <)i2 115
u011
152"
'o
<)110 1620
'O
Las propicdachos que se cambian en una pclicula
bion..:ntada son
'rab/u .J. J JHodljk/JlI JI! ''''pIedades i!l I'mu!,\/I.
PROPIEDAD PI' orr
sopp
ResiSlcncb
"
la Tensin
(kglcm=
DM HU 500 1 slIn
DT 200 2f)\lO 1 .. 00
Elollg:ICioll "u
DM .. 25
,O\) so
DT 100
' o
65
Brillo a"'i 'c 75 - 80 80 SU
30 CAPITULO IV
La pelcula cast es brillante, transparente y ut ilizada
pam empaque, pero de acuerdo al uso que se
destine se puede opacar; pigmentando al
Polipropileno con un master-batch perlescentc
blanco, se obtiene una pelcula translcida de
semejantes propiedades que un BOPP y con mayor
facilidad de impresin, muy parecida a un tipo de
papel especial para envoltura, pero con ms tiempo
de vida.
Esta pelcula aparenta ser un papel impreso, aunque
de menor calibre, mayor flexibilidad y resistencia
mecnica. Adems de ser empleada para envolturas
de chocolates, galletas y dulces, se utiliza como
etiqueta en recipientes temlOfonnados y se aplica
directamente en el momento de su transfollnacin
al igual que en botellas sopladas, donde se
requieren mensajes de venta vistosos para tener
"Impacto Instantneo" en el mercado.
Raffi a
Se obtiene de la pelcula east, sta se corta en ti ras
y se estira en sentido direccin mquina, hasta poco
3l1tes de su m:ixima elongaCin . Las tiras que se
obtienen, se tuercen para fabricar hilos, que al
tejerlos originan costales.
La tecnologa de la raffia, ha tenido desarrollos
interesantes en costales con recubrimiento de
Polipropileno . Los costales son fabricados de la
misma forma que los de raffia comn, pero tienen
un recubrim..iento de Polipropileno sobre toda la
superficie exterior del saco y se utilizan para
empacar sal, azcar, productos industriales.
detergentes, pl:troqumicos y alimentos.
En cualquiera de los casos anteriores, las
condiciones de operacin son:
Tabla 4. 14 Pajil de T emperalura.\ para PeUcu/a.
TIL\IP ERA TU RA DADO TUBULAR
"e PLANO
Alimentacin 195 - 210 175 - 205
Compresin 210 - 215 IS5 - 210
Dosificacin 230 - 250 190 - 215
Mezclado 230 - 250 190 - 215
Adaptador 21() - 220 195 - 225
Dado 2lJO - 220 185 - 210
Rodillos Enfriadores lO - 20 15 - 25 Bao
Velocidad de Husillo 50 RPM
Abertura del Dado O."' 111m 0...1 mm
El Polipropileno tambin ofrece la cualidad de
poscer memoria, esto significa qne si se arruga o
dobla. con el paso del tiempo rcgrl:sa a su fonna
original: en cambio, el celof:i.tl pernlaneCf! con el
doblez.
La memoria previene que las bolsas de botanas,
cuando son transportadas y manipuladas, se
maltraten f!11 fonna excesiva, pero representan un
problema en el envasado de dulces, ya que el
torcido de la pelicula 110 se puede realizar. Es por
ello que todas las emolturas de dulces de
Polipropileno, llevan un selbdo trmico para su
cierre.
-
~ ~
"
11
La compar.lcin entre cclofan ) BOPP se muestra
en la siguiente tabla:
Tabla .J. J 5 Comparacin de Propiedqde.f de Celofn con
JO/'iJ.
PROP IEDAD UOPP CELOfAN
Resistencia a la Tensin 12652110 490 - 1265
kg/cm
1
Contraccin %
;
O
Haze % 2 O
Facilidad de Impresin Excelente Excelente
Resistencia de Scllndo 14()230 -l-O - 225
g/cm
Transmisin de Vapor de 7 7 - 600
Agua ltr
Transmisin de 30-1500 30 - 400
crn
J
fm
2
. 24 hr
TempCrdlUra de Uso 120 - 135 190
mxima c
Tcmpcratuf:1 de Uso
40 Depende de
mnima
'c la Humedad
Relativa
Varias de las propiedades del celofn son ideales
para el empaque, sin embargo, no cubre otras como:
barrera a CO
2
y presenta menor pcm1cabiLidad al
oxigeno
El Popropilcno se combina con otros materiales
para disciiar y elaborar I.:mpaques ideales, y
proteger mejor JI producto A este tipo de
estructura se conoce como laminaciones.
POLIPROPILENO 31
3.4. SOPLADO
El Polipropileno se emplea para la fabricacin de
recipientes pequeos tipo gotero hasta botellas de 2
litros. Los primeros aprovechan su resistencia a
elevadas temperaturas para ser llenados en caliente
o csteriliurse, mientras quc los segundos, utilizan
las propicdades de barrera al oxgeno y resistencia a
grasas, para envasar productos perecederos que
requieren de una mayor proteccin al oxgeno )"
evitar su descomposicin
En la de recipientes de Polipropileno, se
emplean los procesos de extrusinsoplo para
bot..:llas grandes y de inyeccinsoplo para
pequeas
Las temperaturas de operacin osci lan de 190 a
21SoC para la extrus insoplo y de 230 a 260C
para inycccinsoplo. sin embargo, dentro de estas
condiciones pueden existir variaciones de acuerdo
al tipo de material empIcado
Las eondiciont:s de operacin son
3.4. J. PRESlON DE SOPLADO
Debe ser alta, arriba de 4 aUn particulamlcnte si el
molde no posee pocos venteas Suministrando una
presi n alt.:l de soplado el producto reproduce las
superlicies del molde. mientras que con un.:l prcsion
baja r.:I p.:irison no se adhiere a las paredes del
molde, provocando defectos en la superficic del
producto y una pobre reproduccin dclmoldc
3.4.2. VELOCIDAD DEL AIRE
El aire dcbe introducirse al molde a una velocidad
tal. que el prison entre en contacto con las paredes
del molde en el menor tiempo posible, antes dc que
pierda elasticidad a causa dd enfriamiento Do:: esta
famla. se obtiene la mayor reproduccin cn
detalles
32 CAPITULO IV
J .. 1.3. VENTEaS
Se deb!; tener un buen venteo, ) .. qw.: si existe aire
entre el prison y el molde, se producirn dcf;ctos
d!; slI pcrticie como la 'Viel de; naranja".
3.4.4. COEXTRUSIONES PARA
BOTELLAS
En el sector de soplado. existe un amplio mercado
pat";; coexrn!SlOnes. en donde Si,; combinan
di fercnks ll1atcaiaks para mejorar las
de estructura final. al complementar las n:nrajas de
cada plstico y lograr envases ideales. Ejemplos de
algunas coe"trusion;s son
OPPiLDPE/llDPE/LDPE = P:tra evitar
prdidas de aromas y sabores
PP/PVDC/PP = Alimentos. pescado y
productos que SOI1 pasteurizados.
3.5. TERMOFORMADO
Tiene VGlllajas sobre inyeccin y soplado. dt:bido a
sus ba.ios requerimientos energticos. pn:sin,
bajo costo del molde su faeil fabriC3cill en serie_
El conS(3 de calentamiento de la lamina.
fonn3do. enfriamiento y cortado.
J.5. 1. CALIDAD DE 1011 f.AMfNA
L3 kn1lOfon1mbilidad del Polipropileno cst6.
directamente relacionada con la calidad de la
Se recomienda tener como mi."im3
\ariacin en la unifom1ielad de espesorcs UIl 5%. ya
que si no es asi. algunas paredes del producto sern
ms ddgJdas y originarn zonas susceptibles de
fractura
De igual fonna. el grado de orientacin illter\enc
en cl proceso, ya que ];: orientacin se mide COIllO
un porcent<\je de contraccin de la lmina en el
momento de calentarla Para lminas con espesores
abajo de 2.5 mm, la contr:1.CCIll debe ser del 5 al
10"-;,lllximo
La orientacin se proporciona el proc..;so de
extrusin y l:st directamente relacionada con la
abertura del d3do_ la temperatur3 de fundido y la
tension del sistema de jalado_ Un alto nhel de
orienlacioll C3usa distorsin en d calentamiento de
la limilla. provocando una mala distribucin de la
temperatura
3.5.1. CALENTAMIENTO
El Polipropileno requia..:: de ll1::s energa de
calentamiento que el Polietikno Para lmlllOlS con
de 0.3 111m. se e"pone :1 \1113 temp...:ratura de
170 a 1 porque se: re:qulel'e de 1.111 buen
cakntruniento para obtener las condiciones de
termfonnado
3.5. 3. FORMADO
El Polipropikno puede fonnarse: por diferentes
como son 31 vacio. por presin de aire,
piston con ayuda de vaco o comb inaciones .
G . .: n..::rallllellt", la lmilla licn" UIl pre-estiramiento
para proporcionar unifonnidad allllaterial
El mtodo de pistn con ayuda de \aclO. es el
indicado CU:U1do se desean obWner piez3.S pequeas,
profundidad constante \ artculos bien definidos.
].;.4. ENFRiAMIENTO
La temperatura del molde tiene un prlpel
importante. afecta I.:l. <lpariencia de la pieza, la
dUl.lcin de [os ciclos de fannado y la estabilidad
de djmensiones del producto
Para el Poli propileno las temperaturas
recomendadas en el molde son de 30 a 65C.
J.s.;. TROQUELADO
El troquelado de una pieza depende de la
temperatura de la lamina y del tipo de COr1:J.dor
Para espesores de pelcula abajo de [ mm el
troquelado se lleva a cabo fcilmente teniendo un
tiempo de enfriamiento de 1 a 2 mino
En espesores arriba de 3 mm y para piezas grandes.
el cortado es en condiciones ambientales.
El troquelado de b pieza es de suma importancia,
porque ste proporciollJ. buena apariencia al
tenninado del producto, de otro modo, la pieza
quedaria con orillas 110 unifom1cs y mal cortada.
L.l pieza fonnada se saca y recon.a para obtener el
aniculo final
LAMINA
~ O R N O
REBLANOECII!COR
MOLDE
Figura .J-17 Eqlipo dI! TermofIJ""lIdo.
PR.ODUCTO
I'OLlPROPfLENO 33
3.;.6. GUIA DE PROBLEMAS Y
SOLUCfONES
En el tcmlOfonnado tambin existen defectos, los
mas comunes son los siguientes:
a) Piez.a Poco Detallada
Causa
Baja tempemtura de lmina
Yacio insuficiente o Presin b ~ a
Solucin
Incrementar el tiempo de calentamiento
Aumentar presin de vacio
Usar pistn con ayuda de vaco
b) Lneus Blancas
Causa
Baja tcmperarura del molde
Lamina demasiado caliente
Mala distribucin de calor en la lamina
Solucion
Aumentar la temperatura
Disminuir tiempo de calentami ento
Verificar la unifonnidad de lmina
e) Deformacion de la Pieza al Contraerse
Causa
Insuficiente enfriamiento del molde
Pobre unifonnidad de la pieza
TermofornlGdo de base semi -solida
Solucin
Alimentar tiempo de contacto en d molde
Cambiar el pistn
Verificar la unifonnidad del \aeo
Aumentar la temperatura de l.imina
Verificar la unifom1idad de lmina
34 CAPITULO I V
3.6. SELLADO O SOLDADO
El Polipropilello puede ser sellado por calor, con
nitrgeno caliente o por alta frecuencia.
En el primer caso, se uti1i7",,111 temperaturas de 120 a
130"C, mientras que en el sellado oon nitrgeno
ste se r.:ncucntra a presin de 0.21 a 0.35 kg/cm
2
]
se calienta hasta alcanzar 300"C. El flujo gaseoso se
aplica a 0.8 mm de I.:t unin con un ngulo de 60,
para que a travs de la unin el nitrgeno se dirija
en fomla de U
Para sellar por alta frecuencia.. se uti liza. una
vibracion aproximada de 20 K.HzJseg, provocando
fricc in y el calor necesario pora sellar.
3.7. IMPRESION y DECORADO
Para aplicar tintas sobre la pdicula e imprimirla. es
necesario aplicarle un tr.uamicnto corona con una
fuerza. de 38 a 40 di n3S/cm
2
o una oxidacin a la
flama. En sta, se requiere de flama azul plateada
corta con conos interiores de 12.7 mm de longitud.
el 13rgo de la fh' . .ma dcb,: ser de 102 mm. La fl:.una
s,: aplica aproximadamente a 25.4 mm de distanci3
Es comun probar si el trat;)JnienlO ha sido el
adecuado aplicando agua a la pelicula. Si el agua
tiende a distnblllrse en toda la superfici e del
producto. el tratamiento se puede considerar
correcto y si fonna gotas aisladas el tratamiento es
i IlSU ficientc .
4. DESARROLLOS
TECNOLOGICOS
4.1. BIORIENTADO
-
Actualmente se procesan botellas de Polipropileno
biorienta.das para proporcionar mayor transparencia.
Compiten principalmente con las fabricadas en PET.
Dentro de las cualidades del producto, se
encuentran: facilidad par:l reciclarse, baja densidad
renejada en rendimientos altos, mis ligera que las
botellas de otros plsticos
Algunas de las ventajas que ofrecen las botellas de
Polipropileno son
Alta transp:lrcll ei:l, originando disminucin de
haze.
Excelente acabado superficial
Mayor impcmlcabilidad al vapor de agua., que
todos los tennoplsticos transparentcs
Propiedades tllec:lJ1icas superiores
Mcjor resistencia al impacto y a la tensin, que
los productos obtenidos por extmsin-soplo
Alta resistencia a la esterilizacin al vapor y
llenado cn caliente.
Costo rclamamcntl! bajo.
Disrnjllucin de requeri mientos de materia
prima, mennas escasas
Los segmentos en donde los productos de
Polipropi1eno procesados por inyeccin biorientados
pueden utilizar.iC se muestran en la Tahla -J 16
-
Tabla 4.16 posibles de Prodllclus Hi(Jfltmtados
ell Jofipropi lellll,
AREA DE APUCACION
Alimentos Enlatados
Medicamentos en Polvo
Latas
MATERIAL
UTILIZADO
PEAD. PS
Jarabe am la Tos Vidrio. PET
Cosmticos PEAD
Sham 00 v Jabn Li uido PVC. PIZAD
Cremas de Ve 'Clates PVc. Vidrio
Es ecies PS. PEAD. Vidrio
T Instantneo Vidrio
Caf Instantneo PET. Vidrio
Bebidas en Polvo Lata. Vidrio. PET
Ju os Vidrio. PEAD, PET
Mennclada Vidrio
Salsa de TOIll<lle
pp
MostaL.:1 PEAD. Vidrio
Miel PEAD. Vidrio
Vino. e Vidrio
Aceite PET. Vidrio
A !tia PEAD, Vidrio. pe
4.2. TERMOFORMADO
El PoLipropileno es uno de los materiales que posee
excelentes caracteristicas como: bajo costo,
resistencia qumica, resistencia mecnica. faci lidad
de impresin ) posibi lidad de obtener mayor
transparencia Sin cmbargo, para el proceso de
tcrmofonnado, algunlS de SlLS cualidades se
presentan como desventajas, cst::lS son. su baja
conductividad tennic.:t, dilatacion tnnica, elevada
tenacid.:td y resistencio. al corte.
La firma de maquinana Omam, ha desarrollado
algunos crunbios paro. tcnnofoml.:tr a nivel industrial
el Polipropileno
POLlPROPlLENO 35
Dentro de las modificaciones de maqui naria, el
sistema de refrigeracin tiene gran importancia, ya
que ste debe ser especialmente intensivo, pero a la
vez graduado, que garantice la estabilidad
dimensional de la pieza Se requieren sistemas de
corte con capacidad para aportar potencias elevadas.
4.3. POLIPROPILENO ESPUMADO
Este material desarrollado por la compafHa BASF,
bajo el nombre comercial de Neopolen, posee
cualidades especiales e idneas en apl icaciones de
piezas automotrices como las facias, donde el
ncleo es de Pol ipropileno espumado recubierto de
otros grados de Polipropileno.
Ademis, el proceso de transfonnacin desarrollado
por BASF pennite una distribucin de dens idades
del espumado de acuerdo a la estructura de la pieza.
4.4. CATALIZADORES
METALOCENICOS
Actualmente, con los d.sarrollos de catal izadores a
base de metaloeenos para la polimerizacin de
olefi n.lS, se han producido algunos Pol ipropilenos de
tipo lsot.ictico y Sindiotctico Este ltimo tiene la
misma temperatura de transicin vitrea que el
ismero isot:ictico, pero una temperatura de fundido
de 28C por debajo de la del isotctico (1 17C).
Este menor punto de fusin se origina porque la
cristalinidad del Polipropileno Sindiotctico, es
solamen( del 39% contra 61 % o ms de l
Polipropi leno lsot:ktico.
Como resultado de su menor cristalinidad. el
macerial posee el 50% de la rigidez y dureza
comparado con el Polipropi leno convencional. pero
ofrece mayor resist.:ncia al impacto \" una
lransparencia excepcional.
36 CAPITULO IV
Uno de los desarrollos mas importantes en
la posibilidad de mejorar el Polipropil;no Isot.:lctico
a travs de catalizadores rnctalocnicos, con [o que
se puede ampliar el rango de aplicaciones del PP
convencional.
En su aplicacin de modificadores existe un
atributo especial, basado en la tecnologa
metalocnica, al impartir mayor transparencia a las
mezclas de Polipropileno La resistencia al impacto,
mis I:l transparencia no son alcanzables con los
modificadores de imp.:lcto comunes como EPR O
huh:s poliisobutilcno
La gritfica de la Figura 4. /8 Illucstr:t cmo un
plastmero poliolcfinico de densidad 0.899 refuerza
un PP Copolullero Rmldom transparente,
Vil111alrncnte sin aumenrar la turbidez del material.
"
" ,-
--
-
-
-
-
-
-
, /
'-
-
--
-
--
ENEROlA TOTAL ft lb
T1JR810EZ "!. 140 milis)
"
"
,
Figura ,J.} H Ralance Impactuo frallspo.rencia de Me:das
C/JII PI' Ualldom Tram'parellte.
Debido a esta cualidad. se puede predecir un gran
impacto de estos productos en las reas de pcliculas
y empaques.
-
CLORURO DE
POLIVINILO
d
I I
I I
n
t
H
Hi
I I
c-c
JI n
INSTITUTO MEXICANO DEL PLASTICO INDUSTRIAL, S.C.
,
e
,
,
(
,
.C
(
,
,
,
I
,
I
o
, ..,
-
z
-
>
-
..,
o
CI.
Q
o
==
;;;
==
9
<;;
CLORURO DE POLlVINILO
INDI CE
l . GENERAL[DADES ..................................................................... ......... .................................... " t
1 ] IIISTORI.-\
U PRIMAS
1,3 CLAS!FICACION DEL Plle
2. RfSlt"'lA y COMPUESTOS DE PVC .....
2 l. RESI:-JA DE PVC
2.2 ADmvos PARA PVC..
2.) PROPIEDADES DEL PVC COMO U:'-I
2' APUCA(;!Ol\ES
3. PROCESOS DE TRANSF'ORMACI ON ......... .
J.l ACO:-.!I)[CIONAMIl:NTO PREVIO
3.2.It\.YECC10N ...
J,3. EXTRCSl"l
).1 SOPLADO
n COMI'RESIO;'
3.6. CALANDREO __
) 7. rERMOFOR.\,.{ADO
) 8. SI:-oTEIUlAOO
3.9. ROTO:'10LDEO
)10. VACIADO ..
1 II INMERSIOl\ ....
) 12 .\SPFRS10J\
l. U. RECI;IIRI:'IIE:-ITO POR CI.:cllll.LAS
).14 MAQtlll\A[X) ... ..
... 1
. _.2
. ..................................................................... 9
. ............................................................... 29
.34
. _ )6
J9
JO
"
"
"
H
42
"
" 44
-
El Tiempo es Oro en Todo
tiempo.
bien,
rs est
a<[cxdadl); asi es
lOfTmr<)mettncls con las
de nuestros
eA E' aKliente
. i _ st empo,
porq ue el b . (jJ8 I
mundo.
Grupo Primex, productos de calidad
mundial a su alcance.
-
Resinas de';'P.vC
Primex (Homopolmero)
Compuestos de PVC
Vindex B
- Polivisol
Provin
Anhdrido Ftlico
Altaf
Plastificantes
Lugatom
-
I
I I
I I
I I
I I
I I
I I
I I
I
I I
I I
I
I I
1 I
I I
. I
1 .
I
' ....
~
GRUPO
PRIMEX
Atencin y Servicio de Calidad Mundial
a su alcance solo llamenos:
Oficina Central Alama Plateado No. 1, 90. Piso Fraccionamiento Los Alamos Lomas Verdes
Naucalpan, Edo. de Mxico C.P. 53230 Telfono (5) 393 71 99 Fax (5) 562 69 82
OFICINAS REGIONALES DE VENTAS: _ _ _ _
Sucursal len
Esquivel Obregn 121
Col. Los Fresnos
Len, Guanajuato
C,P.37390
Telfonos (47) 1277 62 Y 15 50 51
Fax (47) 12 45 10
Representacin Mrida
Call e 41 No. 235 B entre 14 y 16
Col. Mayapan
Mrida, Yucatn
C.P. 97159
Tel. y Fax (99) 22 66 96
Sucursal Guadalajara
Cincinnati 119, Col. La Aurora
GuadalaJara, Jali sco
C.P. 44440
Telfonos (3) 619 66 17 Y 619 92 33
Fax(3)6194185y619 4196
Representacin Puebla
Carretera Resurreccin 73
Puebla. Pue.
C.P. 72300
Telfonos (22) 82 60 16 Y 82 60 35
Fax (22) 82 60 42
Representacin Monterrey
David Alberto Cossio 401 Oteo
Col. del Norte
Monterrey, N.L.
C.P. 64500
Tel. y Fax (8) 331 0897 Y 351 48 28
Representaci n Cd. Jurez
Fray Servando Te resa de Mier 6540
Col. Alamo de San Lorenzo,
Cd. Jurez, Chihuahua
C.P. 32340
Telfono (16) 188896
Fax (16) 188879
CLORURO DE
POLIVINILO
1. GENERALIDADES
El polimero resultanle de la asociacin molecular
del monmero Clanlfo de Vinilo, se denomina con
las siglas PVC. que se originan de l.:l. palabra en
ingks "Polyvinyl Chloride", cuya traduccin al
espaol es Clantro de Polivinilo.
El PVC es un polmero termoplastico, capaz de
cambiar su fomla y cstructur:l al variar su
temperatura. Por si slo es el ms inestable de los
tcnnoplsticos, pero con aditivos es el mas versalil ,
ya que puede ser lr.tllsfomlado por varios procesos
en una infinidad de productos utiles Por su
consumo, ocupa el segundo lugar mundial dctr.i.s
del Polietileno.
1.1. HISTORIA
En 1835, el fr.ulces Regllault obtuvo el monmero
c1omro de vinil0, al tr:llar dicloruro de etleno con
una solucin alcohlica de hidrxido de potasio.
CH,. CH, + KOH
I I
el el
eH,. eH el + KCI + HP
OEV1 ... l0. CLORURO O" ACJUA
En 1872 Baumrul logr la polimeriza.cin del
monmero, al exponer a la luz del sol un tubo de
vdrio sellado con cloruro de vinilo. descubriendo
la fOrn1acin de un precipitado polvo blanco que no
era afcctado por una ampli:l gama de solventes,
pero que se degradaba por efecto del calor y
presentaba fragili dad a los esfuerzos, problemas que
fueron resueltos por d LISO de csubilizadores.
plastificantes y aditivos. La daboracin del PVC se
patent en 1913 y t:n 1914 se report el uso de
peroxidos organicos como iniciadores de la
polimenz:lcin en vez de la luz solar En 1920,
Waldo Semon obtuvo la fonnacin dI;;: masas tipo
caucho que pcnnanecall homogneas a temperatura
ambicntc, al caJentJI el PVC > fosfatos de tritolilo a
150C. inici:l.ndose el uso comercial del PVc. En
1928, surgen las patentcs del copolmcro Cloruro
de Vinilo-Acetato de Vinilo
1.2. MATERIAS PRIMAS
/.2. /. DESCRlPClON DEL PROCESO DE
PRODUCCION DEL MONOMERO DE
CLORURO DE V/NILO (MCV)
En Mxico, la obtenci n del monmero para la
produccin de PVC comienZ.:l. con la refinacin del
petrleo, del cual se e:\"lrne el etilcno que al clorarlo
directamente produce el 1, 2, dicloro ctano. Al
someter este ltimo a una pirlisis entre 300 y
se descompone en Clol1lro de Vinilo) cido
clorhdrico, segn las siguientes reacciones:
2 CAPITULO V
ETILENO. CLORO
Cl-CH, - CHCl
0(. CLORO ETANO
el _ CH, _ e H, _ e l PiROUSIS ... eH, :: e H"," He l
300 - 600 oc
el
DICLORO ETANO CLORURO DE VI NILO
El dbgrama del proceso de obtencin de clonlro de
vi nilo se muestra I!Il la Figura 51.
CUlAACION
CLORO --;.,;
SEPAAADOR
Figuru 5-1 ObtenCin del Cloruru de l'Im/o.
/ . 2.2. ESTRUCTURA DEL l/ONOMERO
El monomero para la polimerizacin a PVC.
presenta la siguiente estnlctura
H H
e = e
H el
En b cstructura anterior se pu;dc observar b
presencia de Ulla doble ligadura y un aromo de
cloro unido a un carbono inSalurJdo El lomo dI;
cloro atrae a los electrones de la doble ligadurJ.
dando como resul tado una estnlctura mas reactiva.
comparada con una mokcub de eti leno.
Otros 1ll011meros utilizados para copolimeriznf Con
Clomro Vinilo son
o
,
H _C_C
, ,
, ,
e e
,
,
COOCH
1
o
,
H _C_C _OH
,
H _C_C _OH
,
o
CH, _CH,
/ ,
NQi CH,
/ , /
HC_C CH, . CH.
,
o
ACETATO DE
VINILO
"CIOO
MALEICO
n CICLOHEXIL
MALElN -lMIOA
/ . 2.3. PROPIEDADES DEL .MONOMEIIO
El ClonJfo dI;! Vinilo es un gas a temperatura
unbicTlIt!. de olor dulce t: inflamable. Ebulle a
- 13 a 760 mm Hg (a nivel del mar), e inicia la
autoignicin a los 4720C. En attas conccnlr:lciones
y cn periodos de cxposicin largos, puede causar
CnfCnlH:dades como el angiosarcoma del hgado y
l.:l acro-ostelisis. Es ligeramente sol ublt: en agua y
soluble en eter y alcohol Se almacena en fomla de
lquido bajo presin. en recipientes de acero al
carbn; 2.5 - 5 atmsfe ras y para su cransportc se
ocupan buques, autos o carros tanque
1.3. CLASIFICACION DEL PVC
Se pueden segUIr cuatro fonuas de clasificacin
de Produccin
Suspensin, Dispersin, Masa, Solucin
Peso \lolecular
- Alto. yledio y Bajo
Tipo de monmeros
HOlllopolmcros y Copolimeros
Fonnulacion
Rigido y FleXIble
En el campo comercinJ la ultima c1asificacion es l:l
ms importante .
CLASIFlCACION POR METOVO DE
OllTENCION
La obtencin del PVC como resina se Ueva a cabo
mediante cualquiera de los cualTO procesos bsicos
de polimcriZ3Cin"
Suspensin
Di spersion (Microsuspensin)
Masa
Solucion
Slo los tfes primeros procesos son utilizados
comercialmente para b produccin de PVc.
a) Polimer;:'llc:ill por .\'uspclIsi/l
Se considera la ms importilllte a nivel mundial , ya
que un 70% del rvc se produce por este metodo.
El proceso consiste en utilizar perxido de laurilo
como iniciador de la reaccion, el clI al es solublt: en
el monmcra de ClamTa de Vini lo, y se emplea
agua como medio donde se efectua la reaccin.
El Cloruro de Vinilo se dispersa en un agente de
suspensin, por ejemplo alcohol pol ivinlico
soluble en agua, para reducir la aglomeracion de
partculas durante la polimr.:riz..."lcin, incrementando
la viscosidad dr.:1 agua y retrasando el proceso de
unin de gotitas fonnadas . Los agentes de
sUSpensin son solubles en agua pero insolubles en
el monmero
Para efectuar la reaccin se r.:mplean reactores de
acero inoxidable enchaquetados, provistos de
deflcetores (baffles). para mejorar la disipacin dd
calor y disellados para soportar fuertes presiones
intemas
CLORURO DE POLIVIN[LO 3
Tabla 5. J Formulacin para PQlimeri:acin en Su:>pensin.
PARTE EN PESO
:\\OI\()MF.RO DE CLORuRO DE VIN1LO 100
AGUA 200
PEROXlOOS DE LAI.;RlLO 0.1
ALCOIIOL. POUV[}iIUCO 01
Cuando finaliza la reaccin, se recupera el
monrnero sin reaccionar y la suspensin se pasa a
centrifugacin al vaco o decantacin para separar
el agua, seguida de un secado y enfriado con aire
para reducir el contenido de humedad A
continuacion la resina se tamiza y finalmente se
.:mpaca.
Medi:ulte este proceso se obtienen partculas con un
tamailo entre 80 y 200 micras, que se sedimemall
en la fase acuosa o se mantienen en suspensin por
medio de una accin mecnica y con la ayuda del
agente de suspensin . El tamao y porosidad de la
resina depende del tipo y cantidad del agente de
suspensin, agitacin, temperatura y relacin agua-
monmcro. Por este tipo de polimcriz."lcin se
obtienen homopolimeros y copolrncros La
Figura 5-2 muestra el diagrama de polimerizacin
por suspensin.
I I
ClOIIIUItO
jll
l , 111-'
00
CEMTJllfUOA
Sll!CAOOII
Figura 52 l'o{imerizacrrJn por Suspensr6n.
unpr:.
4 CAPITULO V
b) P(Jlimeri:'lIcin por Di.\persi"
(Mi cr oslI spen S j IJ)
En este proceso el polmero se dispersa en agua.
mcdianle el uso de agentes de dispersin como
jabones o detergentes, fonnando gotas
microscpic:1S. Las microgotas quedan estabilizadas
por el jabn durante todo el proct!sa de la
polimerizacin y fO rnlaIl un lt;x con aspecto
lechoso
La temperatura dI.: operacin es de 40 a 550C. Si
sta se eleva, se obtiene un PVC con peso
molecular ms b.yo y ms inestable trmicamente.
Al finalizar b rC:lccin, el rn onmcro que no
n:acciona es desalojado por un:!. bomba de vacio y
el pohmero es secado por aspers in. Se usan
iniciadores de reaccin tales como
peroxidicarbonulOs, persulfatos y perxidos.
El prodUCID final es lma dispersin de pol llucro en
agua. con tamao de partculas extremadamente
finas de O 5 a 4 micras, qU; pueden s; r aplicadas en
b fabricacin de pbstisolcs y organosolt:s, pero
tambin se puedt.:1l obtener part icul as de 02 micras,
que se emplean en la produccin de hi,t;x. Con este
proceso, SI! obtienen n:sinas de tipo homopolmeros
y copol Imeros.
El PVC de dispers in es apropiado para mezclarse
con plastificantcs y elaborar con ellos productos
fl exibles. Su facilidad de dispcrsin, sc atribuye al
pequeo tamao dI! sus partJculas. Tambin el
Jabon contri buye a !,;:)tabilizar la mezcla de resina y
plastificante (plastisolcs).
La pn:scncia de agua donde se efecta la
polimerizacin. pennite una diciente remocin de
calor
Como age ntt:s dc dispersin Si.: empkan una gran
\ ariedad di,: jaboll\!s y agentes tensoacti\'os, como el
sul fat o de sodio, steres sulf:lt:ldos, este:lrato de
amonio, aceite dI! ricino sulfo nado, alcoholes
altamente aquilados, jabones de sales de los cidos
laurico. mirstica, palmitieo y esterico.
Tabla 5.2 rormrlaclVnes para Po{mer:acivn en
DlSpenin.
SIJnSTAi'CL\ PARTE E.'l PESO
l..QNOMFI!.() CLUKUJW UJ:. V JN1LU IUU
AGUA JSOUO
JABO:-.J O AGENTE TE'ISOAC11VO l 5
rN1C1AOK DE REACCION 0_1 (;.4
e) Po/imeri:ac:i" en M(t.WI
En este proceso el tllonmero Cloruro de Vinilo se
polimeriza sin la presenciG dr;: :lgUG, no se emplt:an
agentes de suspensin ni de dispersin y presenta
las ventajas de un ele\ ado grado de pUfCz.a y la
simplificacin en el secado del producto.
El polmero que se obtiene es semejante
suspensin, pero es ms puro y tieJl t.: algunas
mejoras en la absorcin de aditivos. porqlli! no esta
contaminado con alcohol polivinilico Sin embGrgo,
debido al gnU1 t<.unailo de sus partculas no se
di spersa en los plastifican tes y no se emplea para
plastisolcs.
La polimcri z.acin en masa a escab industrial se
realiz.1. en dos etapas En la primera. se efecta una
prcpol imerizaeion con un grado de convers in del
10%. Al comenzar lJ. reaccin existen dos fases: la
del monmero lIquido y la fase slida del polmero
f0n11ado. A medida que avanza lJ. reaccin. la fase
hquida del monmero va desapareciendo hasta
pennllilcccr la mitad del mismo La segunda fase de
la polimerizacin se realiz:l trasladando la carga
un segundo reactor para completar el grado de
COll \"crsin deseado.
Se obtiene una partlcula con un tamao
200 micras, que se c1.:tsif" ca con tami ces, es muY
porusa y tiene un elevado \ alar de absorcin de
plastificantcs
U q u ~ ~
-
Las variables mis importantes a controlar dur.U\te el
proceso son. la temperatura ( 50 a 60 oC ) y la
agit:tcin Se obti enen unicamcnlc resinas de tipo
homopolimero
La Figura 5-3 muestra el diagr.una de
polimerizacin en masa.
Figura j.J l'/Jimlefl:acilI en Mw,'Q.
d) Polimerizacin en Solucin
Tambin conocida como poli meri z<lcin por
precipitacin, es menos comercial que los procesos
anteriores, debido a sus elevados costos de
produccin
El proceso consiste de un solvente en donde se
encuentra disuelto d monmero durante la
polimeri zacin. El polimero obtenido se precipita
por ser insoluble en el solvente.
El solvente ms utilizado es el n-butano, pero se
puede lIsar benceno, alifticos clorados,
ciclobexano y tetrnhidrofuraJlo
La ventaja de utilizar un solvente volti l radica en
que es ms f:ki l controlar 1::1 temperatura, porque el
diluyente ayuda a remover el calor producido en la
polimerizacin por evaporacion, es deci r, que actla
COmo un removedor de calor
CLORURO DE POLIVI:-iILO 5
COl1l0 no se utiliza agua, se simplifica la separacin
del producto precipitado, del Cloruro de Vi nilo
residual. del solvente volti l y la operacin de
secado , El iniciador de reaccin que se emplea es el
perxido de benozoilo, al 0.005% peso.
Mediante este proceso se producen copo limeros con
10 a 25% de acetato de ,,niJo y 90 a 75% de
Cloruro de Virrilo. El copolmero obtenido contiene
pocas impurezas, ya qm: no existen agentes de
suspensin o tcnsoactivos.
El talllailO de partculas es aproximadamente de 0.2
micr.lS Su mayor aplicacin consiste en
disoluciones (barnices), para recubrimientos de
envases metlicos de gr.lJ1 calidad y unifonnidad.
La siguiente tabla muestra un resumen de las
propiedades de PVC, segun el proceso de
polimerizacin utilizado.
Tahla 5.1 Propiedades de la Resma de PI 'e pur Proceso.
I'RO('l!.SO P.M. T \l\L\NO SUPERFiC.'IE f UIHoZA
OE
.\ln
p,\lnICULA
24,000 a micras Poro." Media
1':0,000
Dlspersl on 311,000 a Oj 4 m;cr:u l.isa Media
83,000
60200 m; crns Muy Muy alta
Debido a las caractcristicas de la particul.:!. de PVC
obtenida por diversos tipos de polimcriucin, los
procesos de transfonnacin mis adecuados en que
se ut ilizar son distintos.
En la Tahla 5.J se hace referencia de las
aplicaciones ms comunes.
6 CAI' IT;LO v
Tabla 5. 4 de P" /lIneri:ucln par" la Oblell clll de PFC
,
SUSI'E..;SO'l
l)ISPI!RSIOK
, VINILO
I.J.1. CLASIFlCACJON POR SU PESO
MOf.ECULAR
SOUJCIOl\
En las resinas dI! PVC el rango de peso
molecular (M\\) varia de 50.000 hasta 450,000.
Este influye en las propiedades mecanicas y
f sicas del polmero.
A que el peso molecular aumenta, se
lII ejoran bs propiedades fis ico mccnicas: tens in.
elongacin. compresin, impacto, mayor resistencia
qumica a solventes, lcalis, envcJecll111 cllto,
\"iscosidad de fundido y temperaturas de l proceso,
pero disnllll uyc su proccsabi lidad )' la solubilidad.
Confonne disminuye el peso molecular, las
temp,;r.:tturas de procesamienlo de las resinas son
mas bajas f:ici lmentc procesables. las propiedades
fisicas el producto tenninado, tales como tensin
al rasgado, disminuyen El brillo y la
capacidad de aceptacin de carga es mejor y la
fragilidad a baja tcmpcratura es mayor.
Al seleccionar un polmero de PVC puro sm
aditivos. se deben tomar en cuenta las
c:lracteristicas del artculo fin3l y elegir la re si na
adccU!lCb Un par..lll ctro que ti ene gran i.nfl uencia
sobre las propiedades fisicas del poI linero, es el
peso molecular prolll\!dio (l\. ln).
COPOUMERO
HOt-.!OPlI [/l.IERO
COPOU:'IERO
COPOLlMERO
EXTRI)Sro..
I\YECeIO"
PI.ASTlSOLhS y
ORGAM>SOLES
;XTRllSIOl\
RECUllRl/lIlEr->TUS
Para detcnninar el peso molecular promedio, se
emplea un mtodo indirecto que cOll sistl! en
preparar una solucin de PVC cn soh 'entcs como
di cloruro dt.:: etikno, ciclohc'\3J10na o
En las especificaciones de las resinas de PVC
entregadas por d fabricante, nOllllalmcntc no
aparee..: el peso Ill olecubr, si no la \ iscosidad y un
nmero denominado \alor K
La viscosidad rdativa se dctennina en soluciones
de PVC al 1% en ciclo-hcxanona a 25"( Se usa un
viscos metro capilar tipo Ostwald. y se mide el
tiempo de fluj o de b solucin y de! solvente, a
tm\s del capilar entre dos marcas. Se aplica la
sigui eulc fomlula:
'1 ,01 : Viscosidad relati\':\ = T. Solucinrr Solvente
y el valor K se obtiene de:
r( 75 K' x 10' )
I081O'1rd: - - +(KxlO-J)c
11+15Kcx IO-
3
_
Donde c"" concent racin (g/lOO mI).
-
Para las resinas de bajo peso molecular, el valor K
es hasta de: 43, mientras que para los mayores pesos
moleculares llegan a 84
Las resinas comerciales de PVC tienen viscosidades
inherentes relativas en
comprendidas entre 0.4 y lA
En la siguiente tabla se presenta la correspondencia
entre viscosidad relativa valor K y peso molecular
promedio en peso y en nmero
Tubia 5.5 Re!acn entre el J 'u/or el Peso i\foleculur.
Valor K ,\lulecular Peso Molecular (i\1n)
(l\hv)
45 4,OOO 20,000
4S 54,000 26.000
53.9 70,001) ],OOU
59.5 100,000 45.500
65.2 140.000 55,000
70.8 2()O.IJO 64.000
76.5 260,000 73.000
S3.1 340.000 82.000
91J! 4!W,OOO 91,500
Hay resinas de peso molecular alto (PMA), peso
molecular lT1,;dio (PMM) y peso molecular bajo
(PMB) . Sus usos se mu.:stran en la siguiente tabla.
Tabla 5. 6 USII.' de la /(esina de PI 'C JegllI el Molecular.
PESO
USO
MOLECULAR
ALTo
PRODl;CTOS FLCXlDLES
":fputos. l1c\ihks
MEDIO
PRODUCTOS RIOfQOS: tubcra y perfil
rigido
BAJO
PROD[JCTOS RlGIDOS: pcliclIla para
knno!onnaoo. d, hoteHflS,
iuyeccin de cone"jollcs
CLORURO DE POLIVINILO 7
El PVC de peso molecular alto se utiliza en la
produccin de artculos t1exibles, ya que la resina
es dificil de procesar sin la ayuda de plastificantcs.
Sin stos, la temperatura de procesanliento
requerida degradan;) al polmero.
1.3.3. CLASIF/CACJON POR TIPO DE
MONOMEROS
Las resinas de PVC se clasifican en homopolimeros
y copolmeros La siguiente tabla mu.:stra diversas
modificaciones que pueden derivarse de los
plsticos de vinito.
Tabla j.7 Tipos Diferente., de Plsticos r
RCllu.:it"Jn I\"1onmcro o Po limcrlJ Plstico
Quimka
o Modilicncilin
Ilomopolimero Cloruro do: vinilo Poli(clomro de
vi ni lo)
Copolimerizacin Clomro Oc vi nilo con Poli(domro Oc
acetalo de vinilo vinilo) con
t.:io malei co o
propilcno o esteres de inkma"
viniJid<:no o Icrilatos
Cloruro tic vinil y Poli{clomro de
N -c i 1 ot<::xi lm.lcim iti .inilo) Wll mayor
u cloruro de villilideno n::si.,tellci. a
)/0 ucriJonitrilu tiduml,l;in por
;lur
Copo limeriz .ci I Clowru oc Villilo Poli(cloruro de
de injl:I1O caucho de triJonitriJu- "inilo) J.:: allo
bul.di<:no o caucho impdo (I'VC.Hl)
anilico o copolmeru
ctikno-acet.to de
vinil
Mezcla (A\ends Poli(clontro oe vinilu
Je I'olimero.,) con Polidilcno clomtio
o (,crilunitril ..:stir":llo
() ;aucho dorad
C!racin l'oli(clonl!"O dI:! vinilo) i'VC ;lomJo
(C.PVC)
t.lada con Poli(doruro Je viailo) J>oli(cloruro I.k
vinilo) plastiticadu
(PVC-F)
unph
8 CAPITULO V
a) HO!1l opo!mcros
St: obtienen por la asociacin dt: l1lonmeros
iguales de Clanlro de Vi nilo
Los homopol meros requi eren de un gran cuidado
en el momento de b trallsfonnacin, ya que
presentan Ulla gran tendencia .1 1;) degradaci6n si no
se encuentran lonnulados adecuadamente con
aditivos lubricantes J plastiricantcs
Para obwncr resinas de PVC con diferentes
propiedadt.:s para la tr . .lI1sfonnacion. se hace li SO del
proceso de copoJimcrizacin.
h) Copolmeros
Combinando el 111onmero Cloruro de Vini lo con
olro monornero como el acetato de vinilo. se
obtiene: un copolll ncro, que pueden procesarse a
menor tt:mpcratura Son menos afectados por las
operacionl:s del proceso. mejoran la propiedad de la
resina en cuanto a su fl exibilidad ) limitada
solubilidad
Los copolllneros actan como plastificantes
mIemos, mejoran las propiedades presentadas por
los plasl ilicantes externos debido a que estos
inc rcmel1lan la fl exibilidad, pero no son adecuados
para los requeri mientos de sol ubi lidad.
Si en la primera etapa dI; la reaccin de
polimerizacin para obtener copolimcros, sc usa un
comonmcro que tenga una vl;]ocidad de reaccin
mayor al Cloruro de Vinilo. se obti cne un poLme ro
rico en contenido de comonml;ro. pl; ro en la
ltima pal1<.: de la reaccin slo se tiene una
pequelh parte del comonmero y pr.kticamente el
PVC puro.
Los comonmeros que reaccionan con el Cloruro de
Vi ni lo son' cloruro de vinilideno. steres acrl icos y
steres maleicos Para obtener un copoHmcro de
compOSicin unifolllH:, debe dosificarse
paulatinamente el comonomcro en la
polimerizacion a la Ilusma velocidad a
est consumiendo por la reaccin.
Acetato Ll e Vinil o
Su contenido en el copolimcro vara dI,) 2 a 16%. El
copol mero con un contenido de 2 i ~ O . se emplea
para calandn:o y los de 16% de acetato en losetas
para pisos.
Post CIOI':lcin
Es otro mtodo para modificar las propiedades de la
resina de PVC ) se utiliz.1. sobre lodo para mejorar
la resis tencia a la tempcratur;1
El producto recibe el nombre de Policlomro de
Vi nilo Clorado (CPVC) y el proceso consiste en
aUlllelllar en un 20% el cOIHenido de cloro en las
mol(:cul as.
Las mol0culas de pve contienen 57% de cloro) al
efectuarse la Post- Cloracin, se ele\a al 65";'. Ello
se obtiene al tratar dicha molcula con cloro o
clorofonllO, llcv:lndosc a cabo una sll slitllcion de un
tomo de hidrgeno por aIro de cloro.
La adicin de cloro a la cadena del
imparte mayor rigidez y n::sistencia a
defonnacin por temperat ura (hasta 30
0
e ms que
el PVC sin clorar) y mejor resistencia qllllltlca Sin
embargo, la nmyor rigidez rcduc.: la resistencia
impacto del PVC c1orado
~ ~
CLAS/FICAC/UN CUMO
COMPUESTO
En la prctica el transfonnador de pl:.sticos clasifica
al PVC en: compuesto rigido y compuesto flexible
oylasrificado
La resina de PVC dircctamemc obtenida de
cuIquicr proceso de polimeriz.acin, sin importar
caractersticas de peso molecular y
es intil Jara cualquier proceso de
trarlsfonnacin Por ello debe acompaaJSe con um
de aditivos que proporcionen las
caractersticas necesarias para ser procesado_
La ausencia o la adicion de un lquido plastificante,
genera la clasificacin compuestos de PVc.
PVC Rgido (sin plastificante)
PVC Flexible (con plastificante)
a) PVC J?igidn
Es aquel en cuya fOnl111bcin se encuentra un gran
nmero de aditivos como modificadores de flujo,
de impacto. estabi lizadores, colorantes, entre
otrosNo contiene liquidas p)astificantes que
modifiquen la flexibilidad del mah:rial Esto se
observa en un producto de PVC rigido que sufre
ligeras o ninguna dcfornucin cargas o
impactos externos y si l.:l. carga o el impacto es
excesivo se puede producir la mptllr.l
PVC Flexible o Plastijicado
En este lipa de fornlulacin. se incl u)'en aditivos
que haccn a la resina procesable. y liquidas
plastifican tes quc imparten al producto tenninado
flexibil idad. dependiendo de la proporcin del
plastificanle usado Por ejemplo. un producto de
PVC flexible. sufre fcilmente defonnaciones
tl!mporales o pennanentcs ante cargas o imp3ctos
, pero muchas veces sin llegar a b ruptura a
de grandes cargas o impactos.
CLORURO DE PO LlVINlLO 9
2. RESINA Y COMPUESTOS
DEPVC
2.1. RESINA DE PVC
2. / . / . PROP/ EDADES
El PVC es un malCrial esencialmente amorfo con
porciones sindiot:lctietlS que no constituyen ms de
20% dcl totaL gcneralmentl.! cuenta con grados de
cristalinidad menores.
La gran polaridad que imparte el :i.tomo de cloro
transfonna al PVC en un material rigido Algunos
de sus grados aceptan fci lmente diversos
plastificantcs, modificndolo en flexible y elstico.
Esto explica la gran versatilidad que caractt.:riza a
este polmero. empleado para fabricar artculos de
gran rigidez y accesorios para tuberia, productos
sernjf1exibles como perfiles para pcrsirulas y otros
muy flexibles como sandalias y pelcula.
El PVC es un polvo blanco, inodoro r;: inspido,
fisiolgicamente inofensivo. Tiene Ull contenido
terico dc .57% de cloro, dificilmente inflamable,
no arde por s mismo. La estructura de la partcula a
veces es similar l.l la de una bola de algodn El
diiuu;tro vana dependiendo del proceso de
polimerizacin.
Del proceso de suspensin y masa, se obtienen
panlculas de 80 a 200 micras, por dispersin de
0.2 a 4 micras y por solucin de 0.2 micras. La
configuracin de las partculas de PVC, varia desdr;:
esferas no porosas ) lisas hast.'l partculas
im:gulares ) porosas.
El PVC especial para compuestos flexibles. debe
poseer suficiente ) uniforme porosidad para
absorber los plastificantcs rpidamente. Para
compuestos rgidos, la porosidad es menos
importante, debido a que a mellor r.UlgO se obtiene
mayor densidad aparente
10 CAPITULO V
En el mercado del plasrico existe una gran variedad
de resinas de PVc. Para identificarlas se recurre a
su valor K, que es una forma prctica dl: presentar
su viscosidad inherente. Comercialmente los
valores K varan de 43 a 84 unidades. El valor K es
mayor conforme aumenta la viscosidad. Sus
propiedades fisicas cambIan de acuerdo a su peso
molecular O viscosidad inherente.
Para fonnubr un compuesto de PVC, se reqUiere
escoger la resina confonne a Jos requerimientos en
fsicas finales, como flexibilidad,
proccsabilidad y aplica.cin para un producto
detenninado
L3 estnlclura de PVC puede ser comparada con la
del Polictileno. La dif.:rcncia radica en que un
aromo de la cadena del Polietilcno es sustituido por
un aLOmo de cloro en la molcula de PVc, Este
tomo aUllwnta lo.s atracciones cntre las cadenas
polivinilicas. dando COIll O resultado un polmero
rigido y duro
Dependiendo del t ipo de polimerizacin y de 1.1S
condiciones de esta, se puedell obtener polmeros
con diferentes tmna.ios de molccula o pesos
moleculares que van de los 50.000 a [os
-'50,000 El siguiente esquema llluestra la
del polmero.
La cstnlctura qUtlllica es distinta a b del
Polietileno, a pesar de que slo cambia un tomo.
La luokcula dd PVC es mas polar, genera mejores
propiedades para la impresion de productos
moldeados
La molcula de cloro convierte al PVC en Un
polunero con Ulla densidad rdativrunente .:lita Es
autoextinguiblc, porque los gases desprendidos en
la combustin sofocJ.ll la flama si no existe una
fuente extcma de ignicin.
Como desventaja de su estructura qumica. existen
impcrfecciones estnrcturales en su l110lCcula que
genera.n una alta inestabilidad que se propaga
rpidamente
La descomposicion inicia a los 90 - 95
0
C,
necesitndose tnnicos para su
procesamiento
La secuencIa de degradacin por calor, se muestra
en las sigui entes reaccioncs
l' ETAPA
2' ETAPA
CLORURO DE POLIVINltO
OOBLE LJGADURA
INDESEABLE
I
- eH
2
eH eH
2
eH eH "eH - C H
2
" eH -
I "
el .o.r.o.QUE Cl CLORUROALlUCO + HCI
INESTABLE
n .. ETAP.o.
CATALIZA
LA REACCON
- CH
2
CH - CH
2
" CH - CH. eH - CH
2
" CH
" I
ATAQUE el CLORURO ALIUCO + nHCI
INESUBLE
2.2. ADITIVOS PARA PVC
2.2. l . PROPIEDADES DE LA
FORMULACJO.fI!
Cu.Uldo se fonnula un compuesto de PVc. eS
indispt:nsablc la inh=gmcin de aditi\os adecuados
que ayuden a meJorar su proces.:uniento,
presentacin ) aumentar su res istencia en medios
extemos
J
Los aditivos deben de cubrir como mmlllo los
siguientes requisitos: tener facil idad de dispersion
en el plistico, estar debidamente apegados a las
regulaci ones de b SSA de FDA de USA o
por la BOA de Alernani .. cU:1lldo sean empleados en
la manufac[ura de productos que estn en cOl1taclo
con alimentos
No deben desarrollar efectos secundarios. como
alterar el producto en su apariencia y toxicidad, o
provocar problemas de salud al usuario. La cantidad
de aditivos se especifica en funcin de cien partes
de resina (phr en ingls), por la facilidad del manejo
de las cantido.dcs
2.2.2. CLASIFICACION DE LOS
ADITIVOS PARA PVC
Los aditivos se incorpor:m a la resma, ;ml.:s
durante su transfOml:lcin. son de dos tipos:
aditivos de proceso y aditivos funcionales.
Aditivos de Proceso Facilitan d
procesamiento de los plasticos. evitan la
adhesin de stos a las partes metiJicas de las
maquinas y la degradacin qumica. en tre
otras funciones.
Aditivos Fu ncionl\ les . Sirven para modificar
las propiedades de los plisticos y para
protegerlos de factores externos, como la luz
solar, fuego y microorganismos
La Tabla 5.8 muestra una lista completa dI! los
adi.tivos de proceso y funcionales .
CLORURO DE POUVINLLO 11
Tabla 5.S Clasificacm de /us Aditivos para PI 'C
ADITIVOS DE PROCESO
Al ESTABILIZADORES
FI) LLBRICANTES
C) At-TIOXIDANTES
D) .\IODIFIC.\DORES DI: I'L\jjO
El MODIFICADORES DE \'ISCOSJ[)AD
1") A(lf!\""TES DESLIZANTES
ADITI VOS FUNCI ONALES
.-\) PL\SllF1CAl\TE..<;
B) AUSORBEDORFS DE LUZ U.\
e) MODIFICADORES
D) CARGAS
1') AGEI\TES DE ACOPIA.\I!ENTO
F) .\GE"-ITES DE
G) AOF:>J TES Al\'llEST A TIC()S
1-1) AGEl\TES ANTIRLOQt'En
[) DE.\CTIVADORES DE METALES
J) P[O,\IEI\TOS
K) RF.TARDADORES A LA Ft.A..IA
"1) AGENTES
\1) 1't'\lGICIDAS
O) 1:lL.\NQL EAOORES OPTJ<."OS
p AROMAllZA:\TLS
2.2.3. AOITlVOS DE PROCESO
ti) E.\"whilizatloTes al CtlloT
El PVC es un tennopl.istico muy sensible al calor
Su descomposicin se manifiesta por llll c.:unbio de
color. olor dcsagradable y disminucin de sus
propiedades
Paro c\itar su degradacin tml iC<l. se ut ilizan
estabi lizadores que detienen el rompimicnto dI! las
molculas
12 CAPITULO V
La degradacin tnnica del PVC, se inicia a una
temperatura aproximada de 93C con el
desprendimiento de cido c1orhidrico, que es
neutralizado por el estabilizador l. medida que es
liberado por el polmero. Por ello, el estabilizador
debe contar con los siguientes requisitos
lnhibir el inicio de la degradacin por calor.
Aceptar el cido clorhdrico desprendido.
El producto de la reaccin con el HCl debe ser
insoluble y neutro.
Compatibilidad con la resina y aditivos.
Dependiendo del tipo de accin que los
estabilizadores efecten sobre el PVC se puedt:!l
clasificar en:
Estabilizadores primarios
Estabilizadores secundarios
Los estabilizadores primario.'; cumpl(;m con la
fUllcin de neutralizar el cido clorhdrico fonnado
para prcvemr que catalicc la reaccin de
degradacin . Adcms , sustituye al cloro expulsado
parJ estabilizar a la molcula y evitar que pierda
propiedades.
Los estabilizadores prim:lrios ms usados son:
l'
PRlMAlUu. < . . IW>lo '.lN<
Dl.'!L ,srAl'<'
_M .... Ll-'TO D[ DlBlITIL =ANu
DIBIlT!L
_1 nlL IIl..XOATO Or.1lAR1O LIQUIDO
1 ITIL H"'''O.H<l O[ ZINC 'OLIDO
I
r _.UL ...... TUTllIBASICODEPLQ"'''
CARlIO"""TO BASICO D[ PI.o",a
sALle" .... T" '" PU''''''
Por otra parte, los estabilizadores secundarios
tienen una funcin ms limitada, ya que slo sirven
para neutralizar el cido clorhdrico liberado.
.Algunos estabilizadores de este tipo son:
,- lPOXJllA!lOS {
- M'rlTE DE !:poxmAno
I
< r OO/HU DI: n::;rL DOD[Cl!.U
b) Lubricantes
Los lubricantcs mcjor.m la procesabilidad
polimeros y realizan varias funciones :
Reducen I::t friccin entre las partculas
matcrial, minimi'mdo el calentamiento
retrasando la fusin hasta el punto ptimo.
Reducen b viscosidad del fundido,
promoviendo el flujo adecuado del materiaL
Evitan que el polimcro caliente se pegue a las
superficies del equipo de procesamiento.
Generalmente, un solo lubricante no puede
todas estas funciones . Por ello existen
extemos, ntemos e intemos/extemos.
Luhri ca nt es Externo!'
Reducen la fri ccin entre las particulas
polmero, antes y durante la fusin,
la adherencia polmero-metal. Ti enen
compatibilidad con el PVC emigran hacia
superficie de las partculas o del material
En esta categoria cstan comprendidos los ;abo,ef
metlicos como los estearatos de calcio,
plomo, cadmio y bario. Algunos de ellos tarnb,rr
actan como estabilizadores tcnnicos.
mph------------------------------
-
Las ceras son lubricantes externos y existt:11 tres
clases'
Ceras
Parafni cas. Presentan pesos
moleculares desde 300 a 1,500 y temperaturas
de fusin de 65 a 75C. Existen de estwctura
lineal que son mas ramificadas , cuya
cristalinidad es mellor y [os cristales mis
peqUt::os, SI;! les denomina ceras
microcristalinas. Se usan para tubera rgida de
PVC en dosis de 0.5 a 1.5 pero
Ceras de Polietileno. Son Polieti lenos de bajo
peso molecu lar (2.000 a 10,000) ligeramente
ramificados, con temperaturas de fusin de
100 a 130C. Son ms efectivas que las
parafinicas a tempe raturas altas .
Las ceras de Polieti leno se utilizan para la
extmsin de productos rgidos en dosis hasta
de 0.3 pcr. en el moldeo por inyeccin, hasta
1.0 per y en PVC scmirrigido y flexible, hasta
0.5 pcr.
Ceras de Tipo Ester . Son gliceridos
obtellldos dd sebo. contienen cidos grasos
con 16 a 18 carbont;s. como el triestearato de
glicerol .
Hay otras ceras de mayor peso molecular,
Illlilladas ceras 1110ntnicas, apropiadas para el
calandrco de placas rgidas tran sparentes de
PVC, as como para inyeccin y moldeo por
soplado Estas ceras provienl:n dI: algunos
depsitos dI: carbn mineral bituminoso. Son
imponantes cuando se trata de productos de
alta transparencia \' tienen muy buena
estabilidad al calor y a la luz.
l.uhricant es Intel' nus
Son compatibles con el PVc. sirven para reducir la
friccin entre las molCcu las del polmero, la
viscosidad dd fi.mdido y la resistencia al flujo Los
lubri cantes internos son :leidos grasos, steres y
Se emplean para ext nlsio, moldeo por
,InYeccin y calandreo.
CLORURO DE POLlVLNILO 13
internos/Externos
Controlan el calor generado intcrnamente en el
material fundido, fornlan una pelcula entre el
material y las panes metlicas de la maquinaria,
para que se deslice si n que exista friccin . Dentro
de stos , se incluyen a los esteres de cera montniea
(ceras de elevado punto de fusin) y los estearatos
metlicos (estearato de calcio y plomo)
Los t!sleres dI;: cidos grasos son versti les y
pueden servir como lubricantes internos y externos.
Ejemplos de ellos son: los esteratos cidos
grasos (6.cido esterico), alcoholes grasos (alcohol
de esteril) amidas de cidos grasos (etiln-bis-
estearamida).
El triestearato funciona parcialmente como
lubriciUlle en PVC fl exibk, acta en este: caso como
lubricante extemo para evitar que las piezas se
peguen a los rnoldes .
Las amidas de los cidos grasos pueden clasificarse
como lubricantes intemos o extemos, segn su
compatibil idad con e l pol mero. La mis import.."1fltc
para el PVC, es la Il.unada etiln-bis -estearrunida,
lubrica intcmamente y facil ita el flujo Su
limitacin es que no puede usarse para productos
transparentes .
Los llamados agentes de deslizanlienlo (slip agents)
y los que evitan el bloqueo de las pelculas, trunbin
son amidas de cidos grasos
El PVC utiliza un nivel de lubricacin y un tipo de
lubricante como se llluestra en la Tahla 5.9.
Tabla j . 9 Lubricantes para PVe.
IDO SlffiSTANCIA
Inh:mu !\cido <:Slo;:<ricu
b;lemo Cera parafni..:
lnt./ext. Cera m0l11nica
CONCENTRACION
(I'CR)
0.2 - O. S
0.3 - 0.8
0.2 - 0.6
14 CA PITULO V
l) Amioxidallfes
Son los 1.:11cargados de inhibir o retardar el
mecanismo de oxidacin-ch:grndacin dd PVC,
provocado por altas temperatur.iS de procesamiento,
\'..:Jocldadt:s de producci n, radiacin U.V y
temperatura dd m,;di:> ambiente
El uso ue estos aditivos en la formulacin del PVC,
evita el tenmeno de cnvt:jecimienlo que se traduce
ell una dl,;coloracin cid material tornandosc
:llllarillento y en una prdida dI,; propiedades
mCc:lnicas como alta rigidez, mayor resistencia a la
tells in y baja resistencia al rmpacto. A
continuacin se presc:nta ulla clasifi cacin de los
diferentes tipos de aJHio:-;: idantcs.
j
. TIO,.""
"U:UM'k1<>S ""'FA,,' VJoo..""
011""""""
, .nOO' ... D DO
d) de Flujo
D.''''"'''' ..... D ...
nlf, rt .. ,nlCO "''1 'C' ," ...
r
- \jI1I:
... cu-"o l'.lT
1. .. O'"
.. t"n ... ro .. " eH ..u .... no:-""
Tambicn son llamados ayuda dt: proceso"
M..:j oran la proccsabilidad de los polmeros, SJll
afectarlos en sus propiedades Se
trata de poi li neros acrilicos de mayor peso
Illok:cular que el PVC elevado grado de
compatibi lidad.
El Po]ill1etilmctacrilato el ms importante de los
:lUxiliares d..: proceS:l.llliellto y tambin sus
copoll1llcros con el cstircno ) el acrilonitrilo Se
emph.:al1 ": 11 cantidades de hasta 2 5 pcr para PVC
ngido. ) ofreco..: l1 las siguientes caractersticas:
Mayor resistencia en caliente par.!. reduci r la
fractura del material quc emerge de las
maquinas Pcnnite Ull procesruuiento mas
rpido, mejor apariencia de la superficie del
producto y mejor dimensionamiento
MaY'or homogelll.::iJad en el fundido p;ra
minimizar las pulsaciones en la cxtrusin y
elevar la \c1ocidad de produccin. Se mejoran
la ductibi lidad ) las caractensticas de
tennofomlado
Reduccin o elrminacin de los depsitos en
rodillos de calandreo. en los dados yen Olms
partes dt: los equipos de procesamiento
Menos devoluciones de productos con
d:l:ldas
Menor tiempo muerto por lilllpi ez.:\ de la
maquilu.ria
Reducir la h!lllpCF.ltUF.l de fusin de los
compucsto.s de PVc. pennitiendo un cambio
de eslado ms rtlpido.
La mellor temperatura de fusin que se logr.:\ con
los de procesamiento, es de gran
importancia en el PVC, porque el polimero sufre
mt:nor degradacin) pcnnite un mayor m.:\rgen de
seguridad para el LISO de material rec ic!.:tdo
e) de Vi.w:osid(/(/
Son aditivos que pueden disminuir o aurnent3r la
viscosidad del poJimero, para facilitar su
procesamiento) apl icacin
Entre los que disminu)..::n la \iscosidad yaulllentan
la fluidez estn los cidos grasos ,;toxibdos que,
adicionados a tos plaslisolcs, facilitan el proceso de
aspersion, aumem.:mdo la velocidad de produccin
Por otro lado, los que alimentan la viscosidad y
disminuyen la nuidcz, como el estear3to de
aluminio o silica, adicionado a un compuesto para
recubrimiento por inmersin. I!vita el eSCUrrimiento
del material.
Un buen control dt:: la \ Lscosidad p,;nnire obtener
excdentes ac:tbados del producto final
fJ Agellfes Des/i Z(flllc.\'
aditivo proporciona lubricacin en In
,,,,"""C;,, de las pel culas d(.: PVC, evitiUl do la
",",Ih,,,enc;, de la pcJcul.:l. a la maquinaria, es decir,
, ,,,,m',ite qut! el compllcsto producID de la cxtmsin.
deslice bien sobre otros equipos como calandrias.
cllfriadores , aumentando In velocidad de
y cmpac:tdo.
princip:l1 agente uti lizado paffi PVC es
t con \lna concentracin de O 05 pe!".
2.2.4. AD/TTVOS FUNCIONALES
son steres liquidos de elevada
ebullicin, que disuelven o
a b I\:si na de PVC, par,: proporcionm
resnltndo un maletnl n:;.. ibl c) homogneo,
:: II,un"<lo pve plast ificado
,
fubla 5.10 Compdrucidl/ (le IOl' J'{aSflji cullfCl' pUfa I've
1I\'D1CE
rSPECU [!>RAC.
l"talato d. Ilj.n-but, (DRr) 1.45 1 49
1.49
0,91<4
'"
'"
d. o,no
'"
1.165 156
. il>l. 1 1)7 U5
,til (DOA) 0.927 t4l
0.91U
'"
0.9'13
'H
I.06(J 1 47
I'RUI'OU
U1C.
54
61
64
S<7
69.5
11
7l
52.7
II
66.'!
CLORURO DE I'OLlVINILO 15
En el caso de: los plasisolcs, d efecto dI:! la
incorporacin del plastifjcanlc a la resina de PVC,
se denomina gelificacin, ya que el resultado es ulla
masa gelatinosa de mayor viscosidad que el
plaslifi canle puro
En formulaciones Se utili zan proporciones
de ptaslifieante del 15 al 50%
Los plastificantes ms conmllcs son los resultantes
de la unin de los acidos fhlico, adl pi co, azclaico,
sebcico o fos frico con :l1coholcs 1ll01l0V:l!clltes o
renales
Otros pl:lslificantes son Polisten.:s de :'leidos
dic:lrboxilicos, COIl alcoholes
di ,alenles, II:unados
steres epo\.idados,
parafinas doradas
plaSlifi cantes pol imricos,
alqui larils lIlfonatos ) las
n :\ II'. TRA.'iS. VOI.Xrll . IDAI) rXTlUC. fSTllAC
\ ITHr .. A
".
,H; Li,\ ";0 ISUUCT,\NU
O,"
7.20 IX'!
-26 0,35 utO 20.3
(j 40 0.05 20.2
-26 0.35 O.lO 201
-20 0.35 005 289
" 0]0 0. 10 0,6
-l 0.25 0.10
"'
-<1 Oll 0,10 219
170 0.20 22.7
-20 (lO utO UD
h.'J"
bnj,'
vopI.\
16 CAPITULO V
El plaslificantc de mayor li SO es el ftalal o de
dioctilo (DOP), que tiene la cstmctura;
La seleccin el,: un
fonnu]acin, dt!pcndc
compatibilidad
pbstificante pma una
de su eficacia )'
El ndice de dicacia es la cantidad de plastifrcante
nccesan<l para reducir la tcmpcralm3 de
fragil izaci6n o la dureza de ulla fonnulacin de
PVC en un numero dclernllnado de grndos Un
pb$lificantc se considera eficaz SI logra los
resultados esperados con una cantidad mnima.
La compatibi lidad esl;\ ell funcin de la c.1pacidad
de formar una mezcb homognea entre la resina y
el plasti ficantc.
Los diversos plL"ti fi cantes se di\ den en primarios,
secundarios y cxlcndcrs.
Pl' illladus
Poseen la facultad de IIlcorporarse al PVC, son
totahnenle cOIllKltiblcs, an en el envejecimiento.
Pucdcn usarse COIllO nicos en lIna fOllnulacin
l '<t I MARIO.
[
m"UILI'T .. ,,,,yo
mIOUTILrr ..... ,O(""'"
I<lNurrtmMw.... [m
e [.,
TM"M II L (rUI W
poca solubi lidad y compatibilidad
PVC, 11 0 pueden ser usados como plastificantcs
nicos en una fonnu lacin
, AnlPATO/! _ 111_' I:"rtL lII:.xtl .... OIPA10
SI'H"'CATOIS l.
m_OCT' LAl'.fJ..\TO(DOZ)
. Acn. 50YA
roLIPROPILM ... llIPA ro (l'PA)
(Exlcndcrs)
SOIl aquellas sustancias liquidas agregadas a la
formulacin de rvc para aumentar el volumen de
la mezcla, pero no realiz.:1.Jl 1<1 gelificacin de la
resina o la real izan de fo nna deficiente. Su objetivo
principal es In reduccin de costos, ) a que son
1111 precio mellar que los plastificantes pril11ari os O
,.
secundarios.
b) Absorber/ores de LI/ z lJ V.
Son los compuestos qumicos que evilan las
degradacin del PVC, causada por la ra,l;a(:;o"
U.V. de la luz solar.
Los absorbentes mis L1 sados SOI1 :
Benzorcnones
BCllzotriazolcs
Salicilntos
Aminas polimricas
Malollalos
BenZQllos
Oxaniluros
Compuestos de niqucl
El tipo y porcentaje de absorbedores
empican para PVC son
' TfJ""'1IL rENI L5ALICILAHI }
DERI\ AI)()Oi l/EL PI""">!"A
BII'<Z;OTII. A7.nus
vn ab'sollbedor de 1L1Z U. V. , mezclado con bixido
fonna una pelcu la doble y mejora su
ib;ll;d"d a la luz solar.
V IM,,,",if,,,,ul,,,"',, de Imf! act o
son excl usivos pm;'! PVc. se uti lizan tambin
otros tennoplsticos. a los que otorga mayor
i al impacto a temperatura."; bajas .
adi ti vos mejoran la resistencia al impacto del
!,j:lmeu" sin hacerlo ms bl ,Uldo o fl exi ble, es
proporcionan caracterst icas c!{\slicas con
de absorber choques o S<lClI didas sin
I\"'nc"rl imiento consiste en mezclr el plsti co
con Ull e!astmero. El lamaiio de la par1cub
debe ser adecll ada para ull a
dispersin
t:x istir sufi ciente compatibi lidad entre el
rgido y el polmero elstico, para que
adherirse. Sin embargo, b compatibi lidad
ser total para evi tar la fOllll acin de una
continua, porque se b.."
M,p;',d"des mecni cas del PVC.
compuesros de PVC plastificados 11 0 requieren
'1 dc impacto, pero los compuestos
productos r gidos, necesitan de ellos para
1,)'0< .. , su resistencia.
los modi ficadores de impacto se usan
c.mli dadcs compn;ndi das enlre una a quince
por cicn de resi na, y deben seleccionarse
" en cuenta su innuell cia sobre otras
del material como:
" 'hl, ; iI"iI T rm ica
[es;S!CII C;a Ambiental
Fsica
CLORURO DE l'OLTVfNILO 17
Los
son
el
modificadon:s de impacto para
el acri loni ! riJo-butad icno-cstircno
111 et i 1m etac ri lato -b II tad ello -cst i reno
PVC
(ABS),
(MBS).
acrl icos, PoJi eti leno clorado (ePE) y et il-vinil
'lcetato (EVA)
ABS
Es un tcrpoli mero que se prt:para injel1ando
Poliesti rctlo-acri lollitri lo en hul e de Polihutadicno
Las ramas de esti rello-acrilonitril0 tienen pobridad
a la de l PVC y promueve n la de
los dos mat,;nalcs. La porcin eh; Polibutadiel1o,
C0 11 su grall elasti cidad, confiere la mezcla
resistencia al impacto Nonnal mentc, se empica un
tapoJ mero con elevado conteni do de butadieno.
l\1 os
Son matcria!L:s quc sc obliencn illjel1al1(Io
metacri lato de metilo y cstireno en las cadenas d..:
U11 huh.: de Polibutadieno-Poliest ireno. La aus<.:ncia
de acri lonitrilo, p<.: nn ite mayor rmnsparenCla,
sacrificando resis tencia qui mica. El MBS y el ABS,
por 6U cont enido de PoJibut:.dieno, requicren una
formul acin t:speeial con antioxidantes y
absorbed ores U.V. cuando el producto es usado en
el exterior.
Acrilil' US
Estos modificadores de impacto se crean con
Ill etacri lato-butil ac ri lato-<.:sti rcno o C011 metacril aro-
he.xilacrilato-es(ireno, ti enen nJeJor resistencia
ill nbiental que los de ABS.
Los pol meros clorados se obtiencn clor;mdo
Pol ictil ell o de Alta hasta 30 a 40% de
cloro. Tienen baja cristal ini dad y baja tempcratura
de transicin vi tn:a, lo ellal ,;onfiere a la mezcla con
PVC res istencia al impacto El grado de
compatibi lidad con el rvc pu<.:de regu larse
control,mdo la cJoracin. Un nivd de 3(,ry" de cloro,
puede ser el mejor para un buen balance entre
rcsistcncit al impacto, dispcrsabil idad y
procesabi lidad.
18 CAPI TULO V
Son copolirncros de c ti !cnonCCla!O do..: "il1i10 con
30 ; 50%, de <1cctato de vi nil o (VA), con
propiedades cb SIOIllCri C:1S. Los ms eficicnL\:!s
cont ienen 40 a 50% Sus ventajas son buena
n;s iSlo..: nci .. al calor n \; lUl:. buena res istencia
qumica., bll c11 as pmpicJndcs de impacto a b;jas
temperaturas) buena proccsabilidad.
ti) O,,.gas
5011 I\l;t:lialcs orgnicos o inorgnicos. Se uti li z.'1l1
p;ra mejorar las propiedades fi sicas ) qlllmicas de
los compuestos dI.:: PVC.
El 11l:is ulili'l.du p:1ra este tipo de polmero, es el
carbonato dc cnlcio COIl 007 n 50 de lamalo
Tambin $(; llsall para bnjar costos y en al gunos
casos. par.!. proporcionnr del las propiedades de
nu.i o, sobnJ todo, en
Exist o..:n los siguientes tipos de cargas.
HOOOJ,o '"
, .,r' .....
, [ .. ,,'O, ...... ro
M"noF.....
_ "",",'O"" "Rnt',
e) A;ellfeS de !l eo/,/allliento
{
." ..... ..... ," ... L ........ '"
", .. u ......... .,
...... ""
Actan como un cn lace cntre la partt! orgnica del
polmero con b carga, que generalmente es
. .
!llorganlC;
Los ;genles de ;coplamiel1 to a las cargas a
IIlcorpUro.rse a nivcl l11 olectll;r. aUl11entan e l
porcl,;ll taje de carg; lotal si n Ill odi ti car las
propiedadcs I11 cc:nicas del llHlterial. Mej oran la
dispersin de las pani culas aglolllcr.lCh.. \'
aUI11Clllan !;s propiedades mec{micas v de
proo,:sill1 w.: nlo
Los agentes de :1coplamiento son.
I
1 \l0J'\' 0 AVOX!
Los de mayor aplicacin son los litano.los. p"ed''';1
usarse ell concentraciones del O 2 al 2 O peT,
acuerdo a la!> propil:d:ldes finales del producto.
.0 Agel/tes de Entrecruzamicl/to
Son los cOlllpuestos qumicos que enl azan
lIlulculas d!;: 1 polmero formando una lilaila
ofrece ll1;1yOT cstabilidad . Aumentan
propiedades mecnni cas y mejoran la re!>is lencia
medi o ambicnte.
Los agentes de entrecruzamiento son los siguientes:
Il idrop;:rxidos
Alquil Perxidos
Peroxi Esteres
OI:1cil I\: rxidos
Pcroxi Acetales
Sc uti lizan en
del 5 <ll
pvc con un rango de concen'"c;;, 'mI
g) Agente ... IIl/tie,\'tlricos
El PVC ticnde a mantcner las ca rgas
:\Cllmtrl<ldas en su superfi cie, ya que !la
conductor elt.iclrico, prO\oca.ndo la :ltraccin
polvo. adhcs in con olros materiales y .c,,,,,,,;i,,1
de chispas elcctricas capaces de propiciar
incendi o.
Los agentes anti est:iticos disipan la
del polmero y evilan los problclll:\S antes descri""i
Se clasifican Cll agenles intemos y e.\ lemos.
Alllic.,I:ilims Inl c nlOS
Se adicionan al plstico su procesamiento_
Despus de UIl tiempo II1I gran a la superficie
ejercen su funci n
La concentracin par:l la fonnulacin con
PVC es de 05 a 1:5 pcr El mas usado es el
alquisulfonalo de sodio
Se ;plican sumergicndu los productos moldeados
en solucin, para ge ner:. r un:. pelc ula que har.i las
veces de antiesttico. Esta cubicna L:S tcmpor:lJ. ya
que con d paso del t ielllpo. se desprende) hay que
aphcarl:l de JHIC\"O
El siguiente cuadro presenta algunos ejemplos de
estos :Iditivos.
SA1.1(lj IIV IIHO 1
Al.OI rm.,\ I 1))(
'\\II /'IAS
MJI.I nU'Ib \1.1 OIl OLW,\S ./,\ IIO'lOS.\S
)'.X) KkNUS
"PI 1(:1 WUI
A IItibf()(/lI eo
empican para reducir o impedi r la adhesin ell tn.:
dt.:lgadas. laruilli ll ns (Foi ls) o l:'uninns.
sujetas a tina pres in e incremento de
La adl\l;sin se presenta
en los rollos o pilas de pelicubs
;pls"tcas bajo presin .
se en la lolva de
,alim,en'aci'i ',ni en fonna (11;: 1'01\0. inlegr.ldos a la
tOlal dd malcrial para que, una \ez
procesados. la pdicula salga modi llc:ld:l. Dentro de
tipo de auiti\Os sc el\Cucnlran d sil icato de
y las ceras de aminas.
CLonuno DE l'OLl VI :>I I LO 19
Par:l el PVC el sili cato de c:llcio, tener una
concentracin de 0.1 pcr, ) si se empica la cera de
amina, Sl1 concentracin es de 1 O pcr.
i) de ft!ctale.\
Son aditivos qumicos que se emplean para
ncutr:ll iz,ar la descomposicin de los p!ast icos por la
presencia de ml!laks . Los deacti\ adores de mdalcs
ms importantes 5011 .
[3 enzalhidrazon::\s
Esteres de Acido Fosflll"USO
Di ac il Hi dracina
Derirados de O"alaminas
Para PVC uti lizan en c<mtidadcs de 005 a
02 pcr
jJ Pi.:mell!o.\"
Si rven para proporcionar color a los plsticos y
,:panencl<l agradable Se caracleri zan por ser
Sus!aJlcias slidas mil) filias (;'. insolubles. que con
un vehculo adecuado dcsarroJlaJl color Se conocen
como pi gmentos a aquell os que forma.n
aglomerados y, como coloran!t:s, a aquellos /la
los fonuan En e l mereado existen distintas
prepar:lciolles de pigmentos
COIU.:eut rac!us IIc " i)!lIIelltus LtlUi dlJs
El pigmento SI;! cncllcntr:. en forma di spersa, con el
fin dr;: asegurar la distribucin homognea en el
pl:Slico Un cj01llplo tI pICO son bs past:lS
plastificadas para la coloracin dd PVC
\lJ llcenlratlos llc Pi;':llIelllUS Slitlus
El pigmento se cncw .. :ll tra tot:.llllcntt;: dispersfldo r;:n
un portador sl ido, es decir. la resina COII una
conlpatibilid'ld adecLlada
l\lcLclas tic
Son combinaciones preparadas para ser dispersadas
en pigmentos inorgnicos y/o cargas con pigmt:ll1os
org:'ulicos de menor dispers:"lbilidad_
20 CAPITULO V
Por olro bdo. los colorantes ni camente absorben
la luz. pero no la re llcjan, obteni ndose artl cul os
El efecto de los pigmentos se lmsn en la absorcin
de b luz. 1.: 1 ndi ce de refraccin difi ere
:lprcciablc/llclltc de un plstico :l olro. (':lda uno de
los pi gmentos prcscllIa difcrclllcs propiedades) el!.!
acuerdo a stas se define su uso. Se clasifican en
orgnicos e inorgllIcos
Pi gl1l1.: ntOS Orgnicos - Presentan propiedades
de excelente brillo y buena Iraspareucia. baja
estabilidad <1 1 calor, tenc!Cllcb a migrar
f:lci lidad de dispersin y dcvado precio
Pigrnentos Inorg;'nicos - Prese ntan
propiedades de resistencia al cal or, estabilidad
a la intemperi e, faci li(bd dc di spersin.
resistenci;'! al .s;mgrndo, op<l cirbd y b<1j o
precIo
La cQnccntr<1cin de I!S v<1ri.:Ibl<.:, y<1 qll e
se apll ea en los matenales de acuerdo al toll a
dcsendo. en fOl1lw de pol\ o. liquido o mastcrbatch
Las concentraciolles para Ve son de O l pcr p<lf:1
cnton;r \ hasta 20 peT par<1 intemperi e. El
compllesto de PVC par bOlella debe tener
0002% de pigmento
('I; ,:,\NrCOS
un,,\, UI( 1(1I,III DIr<A
N.'I;AN.I.' 11 ' 111 'UIJI N.\
I I" MnFIII rrAI .on\'iI N.\
RU.l() rw 101.l1UI'A
Af.l' I.IlE I" I AI.(ln \ "N \
,(roMO I HlMO
. 1I111\IU<lIl[ 'lll .11'110
\ \I.'MILLO UI' '-'IIcnl{)
"MOll a
... R[l[!H:":RV\ IO
IIC)JO[l[C\l) .. no
,4.,II I , 1>1; II IFIIIIO
O \IIHI Il[ mi IIIHI
k) Rcfurdullfcx a la Flallla
Son adit ivos que ayudan al pl."tico <1 inhibir
Ibmabili dnd cunndo arde, En el PVC ilH:rClncrlt
su propiedad nUloextinguibl e.
oxgeno de la n.:acci oll de combustin.
Los ret:1ld:1lHes n In nall1:1 son
{
. m;x,H. LORO rl:1>U,\IJlK .. 'iO
I'AIIJ\FU\ ,\S
l LORAI),\.. ..
1'01.1 [TIU; .. 'iO CI .OIHIlO
{
.\L,"",II ... " n(IIlIDRAT,\I),\ Al (011),
os
{
T}l LI!lJT rl , ros FATO (1111')
.. (tOSJiA 1 o rI ' 1')
<1Il(; ,\J\"rnIS
.. TRIX (1"\ 1')
El hexacl oro es el a usado para
PVC nexible, en niveles del 7 .:tI 20% ..
segunda opcin el Poli ef i l cno clofndo
La almi na frilridratad; ret nrda la flama cuando es
c..1Ient.1da ani b.:t de los tClllpCraf ll1"<l en b que
libera aglla e l1 forma de vapor.. prO\ocando la
eXlincin del fll ego. Se req ui ere de este ad iti vo en
nlt:1 cOllcentracin de 20 :r. 30% .. p:r.m conscgllir el
efecto de rctardanci;:l cuando se :r.plica al PVC
flexible
Los fosf:-rtos org:\l1Ioos presentan aceptable
rct.:J.rdilll cia a la n':lI1ra .. sus clesvent;- j;-s son impartir
pbsti ficacin :11 producto \. c iertos probl emas de
migmcin Se usan en lri\eles de 'i al 20% p;-ra
PVC fl exible
Los productos fl cxiblcs COI1 rna..<; de JO pcr de
plastificrullc, reqlllercn relard':l!Il cs a la flrun3
adicionales como xido de :.mtimonio,
hidrocarburos clorados o bromados.
-
J) Supresores de Humo
Son aditivos que tienen como finalidad reducir el
'humo liber.1do durante la combustin del plstico,
provocando la precipitacin de las molculas de
carbono suspendidas en el aire. Ejemplos de estos
son:
Oxido de Molibdeno.- No se emplea en
aplicaciones que t;ngrul contacto con
alimentos.
Tctmfenilo de Plomo
Trixido de Antimonio con Borato de Bario,
Calcio o Zinc.
Para PVC, las concentraciones de estos aditivos son
de 2 a 6%.
m) Agente ... Espumall/es
Son aditivos qumicos que se utilizan para producir
espacios en d material , reducen peso y costo.
aumentan el aislamiento acstico y trmico.
En general. se logran plsticos con otra apariencia y
propiedades particulares Dentro de este gmpo
existen espumantes fisicos y qumicos.
La espumacin fsica se pres;nta cuando se
manejan materiales de :11ta volatilidad Al mezclarse
COn el PVC, y al alcanzar la temperatura de
procesamiento, se vaporizan generando celdas en el
material.
Los espulllantes qumicos son de mayor uso .
Durante el procesamiento se descomponen con la
temperatura. generando un gas que fonna celdas en
el material cuya fInlleZa depende de la cantidad de
agente espumante.
CLORURO DE POLlVINILO 21
En el siguiente cuadro se muestran
ejemplos de agr;mtes espumantes.
algunos
[
COMPUESTO!
flSlCOS
rSPUMAl'>"TIS
" 011-'1< 4 ' OXI1I1S ,UFor;IW !!!DRACINA)
r
" AZOOICARBOI<AMlDA
QI :TMIC1,. rs.,CP
" SOROUIDRL"RO [.ODlo
11) FlIngicida ...
Estos aditivos evitan la proliferacin de hongos y
otros Illlcroorganlsmos cuando el plstico se
encuentra en ambientes hmedos o a la intemperie.
A pesar de que la resina de PVC, como la de
cualquier orro plstico. tiene caractersticas no
biodegradables, el problema se presenta cuando las
diversas cargas y principalmente los plastificantf;:s
son consumidos por microorganismos. Sil uso
depende en gran medida dt: su toxicidad.
compatibilidad y condiciones de uso del producto
final, por ello, se pueden escoger diversos r:lllgos df;:
concentraciones. Los fungicidas ms utilizados y su
rango de concentracin en el producto se muestran
en la Tahla 511.
Tubla 5.11 FI/ngicidas I/sad",," en PI 'C
FUNGI CLDA
1, ET1L, HEXOATO OE 0lfEN1L
Al'JTI).. IOl"IO
!o, la OXI U[S FENOXARSIN.\
n (TRICLORO)"'!ETIL) TIOFT:\LA1 ... !1DA
n (TRICLORO\IETIL) ).,IERCAPTO y
CICI.OHEXE:-JO 1. 2 D1CARBOXl -1)"-1!DA
OL:R[VADQS DEL TRlllLl1L ESTA:\<O
g H!I)ROXI QU1NOLATO DE COBR!:
2 n OCT[L !SOTIAZOLTh 3
CONCENTRACION
%
(JI" .5
(j(J3 0,1
0.25 . lO
0.25 1.0
01 0.5
0.5 . l.O
0. 2 LO
22 CAPI TULO V
v) Bll/llqueadores Opticos
Estos aditivos se utilizan I!n la fOffilUlacin del
compuesto de PVC parJ. ocultar el amarilb.mjenw,
incrementar d brillo) la intl.:nsidad de los colores
en los productos tt!nnoplsticos tenninados.
Los bl anqueadores pti cos son.
Compuestos Coumarinos (Fcnil Coumarin:t)
Benzoxasolas
TrinClll<lS
El PVC puede utilizar a la difl.!nil coumarina o la
benzoxasola en un nivel de concentr.lcin de 50
hasla 500 pprn
p) Aronltlfizalltes
Pos;:(;:n la propiedad de impartir fragancia a los
plisticos, ya sea de fmtas, cuero o flores Son
concentrados que comercialmente se encuentran en
f0n11a de polvos, lquidos o mastcrbatch.
El concent rado esta ebboF.l.do a base de Polietileno,
Popropi leno O EVA, presenta una compatibilidad
limitada con el PVc. El nivel de concentraci n a
utilizar para PVC es de 0.2 a 1.0%
2.2.5. EQUIPO UTILIZADO PARA
ELABORAR COMPUESTOS DE PVC
Cuando SI.! cOllocen los tipOS y las cantidades
eX:lctas de los aditivos que van a ser adicionados a
la resina de PVC, la siguiente etapa consiste en
mezclarlos perfectamenti! con l, tomando en
cuenta el orden de su incorporacion para evitar la
in(erferenCla de lUl aS con otros. Tambin se
requiere de un equipo de mezclado adecuado a las
necesidades del producto, para obtem:r un
comput:sto con pt:rfecro balanceo de sus
propiedades) c..1.Iidad
De acuerdo al proceso de polimerizacin se obtiene
un detennlllado tipo de ro..::sin.:l
-
Tubla 5.12 J'resffltacn de tU)' Cvmpuestus de /'1 'C
POI. I,\IERll.AC10:-l TII'O 1>1:: l'RE."E'iT \CIO:"i
DEL <.:OMl'LEsro
La presentacin del compuesto dcpcnde del tipo de
mezclado que se lleve .:l cabo
Las mezcladoras se clasific:m en dos grupos:
Mezcbdoras de compuestos secos
Mezcladoras de past.:l O plastisoles
a) Mezcladoras de Compuestos Secos
Descrillt: ill dc [luirloS
Se emplean para mezclar las res Inas de suspensin
o de masa, con los aditi\os para la fomllllacin del
compuesto de PVc.
Cuando tcnni na la oper.lClon de mezclado, se
obtie ne UIl polvo o compuesto seco. li sto para su
transfonnacin a pesar de empicar plastificalltes,'
estabilizadores y lubric.:U1tes liquidas Esto se debe
a que durante el mczcbdo se aplica un gran
cshlcrzo qut: genera calor)' se transmite al polmero
\ a los aditivos, pro\ oca.ndo que la resina de PVC
absorba los liquidas.
Los equipos para compuestos secos se
clasifican en
;\Iezcl adoras de Baja Velocidad
Nl:zclador.tS de Alta Velocidad
Mezcladoras de Baja l'elvcidad.- Dentro de esta
dasific..1cin se ti en\.! al Ribbon Bl endcr o
mezclador de cilua. Este ritme la fomla de media
caa con aspas en fonna de cintas que giran a baj:l
\clocidad (ver Figura 5-../)
J
J
J
J
J
.'
-
ENFRIADOR DESCARGA
Figura 5--1 "RibbvlI Rlender".
El inicio de la operacin consistt: t:n mezclar la
resina con los aditivos secos y prt:calentados; se
prosigue con la adicin de los plastificantes
lquidos. previJJllt!nte calentados a una temperatura
de Sooe, la agitacin contina hasta obtener el
polvo seco. El tiempo de mezclado vara de acuerdo
a la cantidad de aditivos empleados, generalmente
es de 30 a 45 minutos.
Mezcladuras de Alta Ve/ocidad.- Estas mezcladoras
son de acero inoxidable. poseen aspas de diseo
especial, recubiertas de aleaciones para resistir el
desgaste por abrasin y montadas en una flecha
central que sobresale de la tapa de!
mezclador. La pGrte inferior de la flecha lleva
instalada una polca que se acopla a la del motor
elctrico por medio de bandas trapezoidales.
El mezclador tiene un tennopar para detectar )
transmitir la temperatura de operacin a un
,pirmetro montado en el ta,hlero del control Ah se
encuentra instalado un indicador del consumo de
'corriente elctrica para conocer la potencia que se
emplea en la operacin.
Estos mezcladores pueden operar a una velocidad
alta entre 900 y 1500 rpm. En la fIgura 5-5 se
muestra un esquema del diseo de una mezcladora
de Compuestos secos de alta velocidad.
CLORURO DE POLl V!NILO 23
ELEMENTOS
MEZCLADORES
I
,
BOCA DE CARGA
MOTOR
FigUTU S-S :\II!:dudflT(j dI! Alta Velocidad.
Los eqUIpos no cuentan con chaquetas de
calentamiento, )a que el calor necesario se genera
por el impulso que la agitacin de las aspas imparte
a las partculas de aditivos y a la resina. Estas, al
chocar entre s y contra la pared de la mezcladora,
provocan la friccin y el calcntrunicnto que se
requier.: para un ptimo mezclado.
Debido a que el calentamiento genera una
dehidrocloracin. se requiere la adicin inmediata
de los estabilizadon;s El tiempo de mezclado de
estos equipos varia de 6 a 9 min
A continuacin se describe un procedimiento de
mezclado tipico para compuestos de PVC en
equipos de alta velocidad.
PROCEDIMTENTOS DE l\IEZCLADO
Compuestos Flexibles de PVC
l.-
2 -
Adicionar La resina al mezclador 11 temperatura
ambienle e iniciar la operacin a baja velocidad.
Inmediatamente adicionar el estabillzador. la
rnitad del plastificame y el pIgmento, a baja
velocidad, con el I1n de compensar la demanda de
energa qlle se gasta al arrancar el motor y para
homogeneizar la mitad del plastiflcante que se
acticion. Despus sc cambia a alw veLocidad.
.,. AdidoH:lr la segunda rniwd del plnsti.ftcante y los
lubric:mtcs cuando se tengl una temperatura de
70 a 80e,
A los YOOC adicionar la carga
" - Cu.utdo la temperatur. llega dc 110 a 120
o
e, 1:1
mCLcla esl. seca, Descarg:lr al enfriador,
6- La mezcla seca se er a 50
0
e, r se tamiza
ell tilla malla :llItcs de almacenarla o
tf;msfonllarl:J ,
Compuestos Rigidos de PVC
1 - Adicionar la resina ni mezclador arrancar a baja
\'elocidad,
2.- A los .WoC con baja velocidad, adicionar los
estabil izadores
1 _
; -
Subir a alw \ docidad para alcanzar 70C. )
agregar el modificador de illlpacto
A :SUoC se adicionan las cargas si se requi erell, o
bien, adicionar las de proceso_
Cuando se ll egue a 1000C de temperatura. 20
0
e
,mtes de la temperJturJ I1nal de mezclado. se
adicionan los lubricantes.
6 - Se alc<lnza la tCllIperatut":J fin.'!! de mezclado a los
1111 o 120
0
e Descargar al cnfriador_
7 -
Ellfriar el compuesto de PVC a 50
0
e,
I:llnit.arlo,
Operaclon dI;! \lI:zcbdo de Poh'o Seco
No cGlentnr dcmasiGdo la resina de PVC antes
de empezar con la mC7.cla de los aditivos,
porqw.; puede existir tina mala absorcin por
palte del polimero, origillGl1do la fonnaein de
p:uliculas dura$ (ojos de pescado)
Mezclar los aditivos liquidos antes de
adicionarlos, para obtener un rm;jor mezclado
Tomar como refer;ncia In temperatura de
descnrga o la rna.xima del motor
-
dctrico, parJ dcteffilinar que i:l mezcla o
polvo st!co estt: li sto
Almacenar el comput::sto de PVC durante
2-1- horas, p.Jm lograr su unifonnidad antes de
procesarlo
de Enfriamiento
A causa de que el compuesto de PVC st: degrada
cuando se encuentra a alta temperatura, se n;:quil!re
enfriarlo_ Pnra ello, los mezcladores modcmos
cuentan con un rccipicl1tl.: de enfri.Jl11il.!tllo
imcrcambiador dt: calor concctado.JI mezclador
El intercambiador de c:llor ti ene un diseo similar
,,1 mezclador de ClIlIa. incluso con el doble de
capacidad que la que prt:st:nta el mezclador Esta
provisto de una chnquera de enfriamiento por donde
ci rcula agua fr La \elocidad de las aspas del
enfriador. se t:ncuentra CI1 Ull rango de 20 n 200
rplll La Fi:';lIn1 5-6, muestra b disposicin una
de alta \docidad \ su -:quipo de
MEZCLAOORA
ENCAUENTE
ENFRIADOR
DE MEZCLA
Fi;flru 5-6 de , lila I 'c/ocidad COII
EI1friuIIIII!I110,
Cuando se logra un enfrianuenro se
obtienen ciclos cortos quc penn irt!n cfccmar la
descarga del compucsto rria. <1IlIe:; de qut! se crCCftle
la descarga de otra mezcla seca qlll.: st:
prc:p.JfGndo en el mezclador
-
b) Mezcladores de P/(l.\, tisolcs
EstoS mezcladores se clasifican como:
De alta velocidad
Planetarios d.: baja velocidad
Nauta
Mezcfadore:. de .-llfa Velocidad Estn provistos de
una aspa de disei\o especial. que gira a alta
velocidad crc3Ildo una enomll: turbulencia. Las
partculas se disp..:rSGll r.1p idnme nte por el impacto a
alta velocidad al chocar unas \,;on otras y por el
esfuerzo cortante de! agit.:tdor
Un ciclo normal dI.: mezclado se lIe\a a c-abo en un
periodo de 15 a 30 rn inlHos Se recomienda par.!.
plastisole!i con una \ iscosidad apan.:nll': menor dc
20,000 cenpoiscs La \'eJocidad de agitaci6n es de
600 a 6,600 rpm En la Figura 5- - se l1lut:stra la
construccin de .:ste tipo de I.:quipos.
"
Figura 5.7 '\le:cllltlora dI! . lIlu I para Plustisoles.
Mezcladores de /Jajo ['e/oeidad. - Tambin
ll amados plaJ.lctarios. estn provistos de dos aspas
que giran doble movimiento. desarrollan
esfuerzos cortantes udando a dispersar las
pamculas en el sistetl\:l
El esquema de un rm:zdador de este tipo se muestr.!
en la Figllra j-8.
CLORURO DE POLlVlNJ:LO 25
MOTOR
hgllra S-H Me:cfadura de lluju I !/ncidud para
Este tipo de mezcladoras se recomienda cuando se
preparan dispersiones de alta \ iscosidad. con un
tiempo de mezclado de 30 a 60 mino
lvfezc!aclor Nanla - Tiene la forma de un cono
invert ido. Como agi tador emplea un tomil lo sill fin,
que gir.! sobre su propio eje, describiendo ulla
rbita sobre la pcrifena del 1;;U1que cnico. Se aplica
para mezclar materiales de \' iseosidad or a la
que manejan los dI.! alta \ clocidad. pero no mezclan
como los de baja velocidad Una represe ntac in de
este mezclador se muestra en la Figura j9
Figuru 5 Y J/e:cludoru S<llIfu.
" HNTT'
-1"
26 CAI'ITULO V
Molinm' de Rodillos - Se usan para mOIl!f
particulas aglomcrad.:tS de PVC que no han sido
dispersadas completamentt: por el mezclador
Tambien se utiltZ.1.I.1 para preparar dispersiones de
pigmentos y cargas, evitan que el plastisol tenga
partculas llluy gruesas.
Procedimientos de ;\'lezcl ado
Plastistllcs
Como la resina de pve de di.sp;rsin tiene un
taJnao de partcula de O 2 a 4 micras, al hacerse el
plastisol. se fo nua un sistema coloidal complejo
Sus cm<1ctcristicas pueden ser influenciadas por
cambios en el procesamienlo de su mezclado o
pr;paracin
Para el mezclado de plastisoles de baja viscosid;d.
se debe adicionar una parte de los componentes
Iiquidos, la cual puede ser de 30 a 45 partes sobre
los ingredientes slidos, ello se mezcla hasta formar
una dispersin,
En caso de que la temperatura de la mezcla exceda
los 35C, se deb;.; emplear agua de enfriamiento en
fonlla intcnlli t;.; ntc. Dcspues se adicionan
Icnt:unentc el resto de los ingredientes liquidos
Pam el l11czcbdo de plastisoks de alta viscosid.1d
como los selladores. se cargan en el mezclador
todos los ingredientes lquidos y Ulla pane de los
componentes slidos, stos ser.n adicionados
gradualmt.:mc para obtener una dispersin uniforme
Org:lIIosulclI
Se preparan siguiendo el mismo mlOdo que para
los plastisoles de baja \ iscosidad, con la diferencia
de que los soh'entcs \olatiles se adicionan al fin.:ll
del ciclo de mezclado, debido a su volatilidad e
inflamabilidad
Operacin de r-.lacbdo de Pl astisoles II
Organosolcs
-
Seguir el mismo procedimiento) orden de
adicin de un lote a otro
Controlar que la humedad en las materias
primas no exceda Id 05% al recibirlas y
almacenarlas
Evitar que durante la preparacin, m<Ulejo y
all11acen:uniento de un pla.stisol, se rebasen los
35 40"C, ya que con temperaturas mayores
aumenta la \'iscosidad \. la rapidez de
solvatacin. el gel.:ldo de la
mezcla
Evitar el alm.:lcenaje del plasti sol. porque se
incrementa la viscosid:.W..
E, t.:lr superficies metalicas que afecten la
estabi lidad del plastisol .
2.3. PROPIEDADES DEL PVC
COMO UN COMPUESTO
Cuando el I' ve (resi na) se combina con aditivos. se
denomina compuesto dt! PVC que puede ser ngido
o flexible .
El tcma de las propiedades de los distintos grados y
fonnulaciones de PVC es extenso Sin
embargo. de fonna introductori a se har un bre,e
recorrido por su amplia gama de propicdadt!s.
El PVC es un material qurnicamenw resistente a
liquidos corrosivos. solucion,,:s bsicas cidas,
aceites. detergentes yagua Esto j ustifica su
aplicacin en tubenas para la conduccin de agua Y
drena},;, en la produccin de botella.s para aceite,
vinagre. j ugos, shampoos
I'or otra parte. sus propiedades fisicas son
extremadamente versati les, ) a que se pueden
fonnular compuestos rgidos para la f.:lbricacion de
-
-
-
tuberias de alta presin o sillas de jardn;
compuestos fh; xibles para producir mangueras de
riego o pelotas infantiles. compuestos resistentes a
la abrasin, como una suela de zapato deportivo o
loseta pafJ. el piso, o compuestos suaves, como una
goma de borrar
A pesar de que d PVC no puede procesarse 100%
puro, es el pbstico de mayor rango de propiedades
y aplicaciones posibles por los compuestos que se
pueden obtener de l
2.3.1. PROPIEDADES F1SICAS
a} Demidad
El valor tlpico para la resina de PVC tipo
nomopolimcro es de 1.4 g/cm).
Los compuestos modific,U1 su densidad al adicionar
cargas o plastifcantcs (aditivos) . El plastificante
reduce la densidad del compuesto. La variacin de
la densidad est en funcin del tipo y cantidad de
carga o plastiticante.
2.3.2. PROPlEDADES TERM1CAS
a) Trmica
Durante SIl procesam iento. las rcsill;JS st! degrad:Ul
al recibir eJ.lor y luz La degradacin provoca el
empobrecimiento de las propiedades mecnicas. ;JS
como un color am:lrillento
PJ.ra i::vitarlo. se adiciollJ.1l los estabi!izadon:s.
dentro de los cuaks se tienen J. los primarios como
los compuestos de est:ulo. saks de bario, calcio y
zinc, jabones sales dG plomo. y los secundarios
Como los :.:po:.:idados, aceite de soya epoxidJ.do y
los fosfltOS. fosflto de fetlil dodccilo
Para PVC se requieren estabilizadores en cantidades
relativamente bJ.jas. que \ J.rian desde un;.} hastJ.
CUatro pam:s por cien de resina.
CLORURO DE PO Lf VlNlLO 27
b) Temperatura de Fusin
La temperatura de fusin de los compuestos rgidos
es de 170C aproximadamente, y de los
plastificados 130C.
2.3.3. PROPIEDADES REOLOGICAS
Cuando se obtienen de las resinas de suspensin y
masa compui::stos en forma de polvo, durantc su
procesamiento se transforman gradualmente en un
lquido viscoso que presenta caractersticas no
newtonianas.
La kmp.::ralura ptima de operacin debe ser de
160 a 180C. donde la masa fundida tiene las
propiedades de flujo ms adecuadas para realizar el
proceso de transfonnacin.
Cuando Se tonnulan las resinas de dispersin, como
los plastisoles, sus principales propiedades son:
viscosidad. dilatacin y esfuerzo mnimo de
defonnacin.
Al aplicar calor a un plastisoL su viscosidad se
.:leva gradualmente y el material se transfonna en
slido despus del enfriamiento. Medi:mtc la
viscosidad apropiada se controlan los espesores, la
velocidad de aplicacin ) las caractersticas del
producto tenninado.
La temperatura ptima de operacin de los
plastisoles es de 175C con la que se obtienen las
propiedades adecuadas de elongacin y tensin, asi
como un flujo con caracteristic;JS no ne\\1onianas
La dilatacin del pl;JStisol ocurre cuando la
\"iscosidad apart!nte se incremcntJ. J.l aumentar la
fut!t"zJ. cortante. a menor cantidad d(! plastiticantes
l11J.vor dilatJ.cin
El esfuerzo minimo de ddonnacin es la nlcrza
inicial mnima para comenzar el movimit!nto de un
pbstisol y debe controlarse para cJ.dJ. tipo de rt!sina.
28 CAPITULO V
En el moldeo rOlacional ) el recubrimiento por
cuchillas. se que el plastisol tenga una
di l;.l:lJl ci.l baja, ) a que en estos procesos es
imponanle el flujo delma;:erial
PROPIEDWES QUlMrCAS
El PVC es soluble en ciclohexJl1ona y
h:trahidrofurano. Cuando fonua un copolimcro con
el Acetato de Vi nil0 o Cloruro de Vinilideno, se
reduce su temperat ura dI,; ddlcxin.
El PVC pucd\.: postc!orarsc para fonnJ.f el CPVC,
ckvi1ndo su tCl11pero.tura de distorsin. Resiste a
:.eidos ) bases fllcrt..:S. ) rcgulannente a solvcnt,;s
organicos Tiene buena resistencia a los efectos de
lo::. procesos oxidativos de la atmsfera.
principalnH.!llh: al ozono
2.3.5. I'ROPIEOIIJES ELECTRlCAS
El PVC posel! un gr:Ul poder de aislamiento
ekctnco. quc se IllcjOr.l notablemente empleando
t.:slabilizndores cmgas como aditivos.
Pam ll1,;dir cu::mtitnti\amente este aislamiento. se
empIca :[ metado de rcsisti\ idad volumtrica.
Las dispersin y solucin. debido a la
presencia de los div,;rsos aditivos usados durante la
po]merizacin, poseen pobres propiedades
2.4. APLICACIONES
D.;;spu\:s <k que d PVC ha sido procesado como
compuesto. tiene una diversidad dI.; aplicaciones
debido a sus multiples propi edades
En b actllalidad. se clasifican cn el mercado de
acuo..:rdo al proceso de f"b l;cacin, lipo di:: resina
productos obtt:llldos. Tomando en cuenta el tipo de
compLH . .: sto utili zado. se prt;sentan las siguientes
aplic:lciollCS
2.4. l . COMPUESTOS DE RESINAS DE
MASA l ' SUSPENSION
-
Tuberi.l.- Fabricadas para la concluccion de
agua potable, drenaje y transportt: de lquidos
Botcllas - Pan la produccin de ellvases de
aceites comestibles, shampoos y de
agua purificada.
Pelicul a L:'lmina.- Para la industria del
empaque y como sustituto del cartn, sus
aplicocionl.is son: TeffilOfonnado para el
embalaje tipo "Blistcr Pack". en medicinas,
galletas. promociom:s ) en las tarjetas de
credito
P,;rfih.!s - Se producen
pam h:ntanas, Persianas
\ luebles para jardLll . Ca.nce1eria
PlII.!I1.lS integrales o plegadizas
\ lucbh:s tipo r.ltall
flc\:ihlc
Calzado - Produccin dI! zapatos, tenis,
sandali as) suelas
P;i1clll, - Fabricacin de-
Forros de carpetas
Cortinas para brulos, Paales
Cint.."1S
ElHolturas empaqu; de alimentos
RccubnmienlO de Cable Ala.mbre - Para la
conduccin de elh::fgla c\cctrica y seoks de
telecomunicacioncs
Perfill!s - Fabricados para la IndusuiJ
autolllornz de b. const rucci6n. Tambi..:n se
manguc.ls pa.l jardlll. de riego
agricoJa. \entilacin. conduccin de ni!\!
comprimido y liqui das a presin.
Loscta- Para recubrimiento de pisos
-
2.4. 2. COMPUESTO DE I/ESI NAS DE
DISPEI/SION
Recubrimiento de tela - Se fabrican peliculns
de PVC sobre telas para tapiceria, utilizadas en
la industria automotriz, del vestido, zapatena,
tapiz para paredes. petacas. portafolios,
carpetas ) agendas Fabricacin de pieles
lonas (I!.; camin \' manteles
individuales.
Elaboracin de pelotas, muecas. fi ltros de
aire, carpet;1S sintticas) conos de trnsito
ElaborncLon de rccubrinllentos y sellos para
las coronas de los envases de refresco
(plastilnt:l) y lincrs de frascos
lnm;rsin Guantes industriales y
recubnnllcnto de mctah:s
Vanos Fabricacin de artlculos de tamao
pcqm':lio Gomas de bOrT3r. juguetes, pinturas
e impcnncabiliz.antes
3. PROCESOS DE
TRANSFORMACION
3.1. ACONDICIONA.VlIENTO
PREVIO
3. /.1. SECADO
El compuesto de PVC absorbe menos del 0.02% de
agua en 24 horas a temperatura ambi;:nte. razn que
pcnnite procesarlo sin secarlo pr<.:viamente.
Si en condiciones extremas se requicre sccarlo, se
recomienda hacerlo en una est ufa de ai re caliente a
65C dur.unc dos horas o en un s.:cador de agentes
qumicos a 70"C de 1.0 a 1.5 horas
El cuidado de tcmpef;;J.tmas ticmpos t:s importa.llte
para t:vitar perdidas de y
modificaciones en las propiedades fsicas del
compuesto
-
CLORURO DE POLIVINrLO 29
Un cnJentamicnto prolongado pucde conducir a la
reduccin de la efectividad del estabi lizador.
afl:!ctndosc la estabil idad lemlica del proceso.
J./.2. l/EPI/OCESO
Se debt: cuidar no rcprocesar ms de un 20% de
material remolido con material virgen. aunque el
uso final dctemlina el porcentaje a reciclar. Ilay que
considt:r.:H que cada \ez que d compuesto de PVC
se rcprocesa, reduce notn.blemente su estabilidad
trmica y su facilidad de flujo, siendo necesario
refonllUlarlo con estabil iL."1do res y lubricantes
3.2.
Para procesar por el mtodo de inyeccin el
compuesto de PVC en su fOrnl:l flexible o rigida. se
debe cuidar sobre todo dt: que matt:rial est
fabricado el eqUi po y ajustar el perfi l de
tC11lper:Huras , segn ;l tipo de compuesto, ) a que
existe una pequea dife rencia en el tratamienlo de
cada uno de ellos
J. 2. / . CA RA CTEl/fSTlCAS VELA
MA QUINA l/lA
a) Gcn cralid/ldes
Las piezas en contacto di recto con el PVC caliente
deben estar protegidas dd ataque de.: cido
clorhidrico (HCI). que SI! desprende por
d;gradacin de PVc. Los Illah.:rin.lcs que n.:sistell ,,1
ataque son el acero inoxidable ;: I alto cromo, una
combinacin de cromado o un nirmrado simple
pao profundo
b) HI/ sillo
Para reducir la degradacin ataque qUlIllico del
PVC hacia t:1 husillo. se n.:comienda nilmrar hasta.
una durez:l Rock"ell 67-(. en d momento del
pulido. se rccomiendl no remo\er mas de U.OO'
cm dc superficie nitnlradn.,) a que de otrJ fonna no
se garantiza la proteccin contra la corrosin
30 CAI'ITULO V
Los husill os duros y flameados 110 son resistcllt(:s al
desgaste y a la fatiga por el esfuerzo, deben ser
cromados y pulidos
Para procesar pvc pbstdicado, el tomillo 11 pico
tiene tilla rd;)cin L/O de I R I a 2-1.: 1, sil.:ndo
posible el uso rebciones 16: 1 en C::l.SO de que Id
compuesto haya sido pre-pcllctizado En C350 de
tener el compuesto sin pcllctizar, los hus illos con
discilo de barrera ofrecen una adecuada
homogt.:m:idad a la masa fundida, aunque tienen la
desventaja de calentarse I.!xCesivJ.l11clltc, rcquiril!ncto
en casos I.:s pcciaks UIl sistema de enfriamiento
interno ;u el husill o. COIll O el mostrado en b
Figllra 5/0.
'" "
CANAL CE ENFRIAMIENTO /
Figura 5-J /llIusi/lo COII Sistell/a de Enfriamientll/n/crII".
De la longitud total del husillo, el 30% es par.l. la
zona de :J.l lIll cntacin. el "0% p::.ra compresin y el
30"/(, restant,,; para la dosificacin, con relaciones de
compresin de I 2 a 2 1. 1, dcp..: ndi..:ndo de b
dd procesado. L']} asp.:cto
importante en d
la profundidad
dimension=Ullicnto del husillo. es
de fi Jetes en la seccin de
dosificacin para c\ ilar t.!sfuerzos de corte
..:xcesi\os sobre el compuesto La dependencia de la
profundidad dd filete en n:lacin al dirm:t ro del
husillo. St:: establece por las siguientes rclaciones.
1' ,"I,,,,,li",,,1 .Ie ' r .. r,,,,di.I , .. 1 O iUlld .... ,I.
d., ....
.... "m" Ie Hle' " 1I11, m ...
1
15 ; 75
4 50 7 100
Punta tic 1:lusillo
El moldeo de PVC requiere de un excepcional
cuidado en los flujos. para prevenir estancamientos
o movimientos bmscos que puedan conducir a la
degradacin del materi al
No se recomienda lIs;).r vlvulas de no retomo o
puntas de husillos simi lares, excepto -Il los casos
d;; inyeccin de piezas grandes. donde se pueden
emplear puntas con \lvulas check, con canales
ampli os y flujo suave, como el que se muestra en la
Figura 5/ /
POSICION CERRADA
POSICION AalERTA
FiKura 5}} }'llIIlu de JJIIl"lflu I:/JII "til\"lda de \ RL'fdrno.
En in)"l.:cciones se recomi\.!llda el
uso de puntas con ngulos de 25 a 30 gr.tdos, con la
superficie altamenh! pulida o con
espiral p:;ra auto-limpieza. como
muestran en la Figura 5/2
tenni nado
los que
S,,-5,
s- eSPACIO ENTRE FILETES
Figura j.} de l/IIS"{" CO/I ,- l llfu-lmrpic:a.
,
En la ctapa de inyeccin, se recomienda una
separacin entre la punta del husillo y la boquilla de
0.7 a 0.8 111m. Este espacio es el colchn de
inyeccin que ayuda a disminuir excedentes de
PVC en la boquilla, como se muestra en la
Figura 5-/3.
CLARO 0.7 - o.s mm.
FiKura 5/1 entc!Ir;/! de //lyI!CCII!IL
El espacio libre entre los tiletes del husillo y la
pared del barril debe ser entre O 2 Y 0.4 mm
e) Boquilla
Se recomicnd; una boquilla abierta sin disminucin
o una muy gradual, con b menor longitud posible
(50 a lOO mm), El dimdro de salida de b
boquilla, dcbt.: ser menor al de la entrada del
bebedero en I mm No US.:tf boquillas cerradas
ti) T()lva
Cuando se procesa el compllesto de PVC que no ha
sido pelletizado, es muy importante el buen diseilo
de la tolva para evitar estanc:1mijnlos de material.
La constmccin de tolvas con ngulos 4.5 y
60 grados, muestran buena disposIcin para cl flujo
COITCcto del material.
CLORURO DE POLIVINJLO 31
J. 2. 2. CONDICIONES DE OPERACION
a) Tiempu de Resjdencia
A una temperatura de 200C, el tiempo mximo de
residencia en \:1 baml no debe ser mayor a CUleo
minutos . Si la es 20.5C, el compuesto
debe abandonar el barril en menos de tres minutos.
b) Perfil de Temperaturas
Al procesar PVC flexible, lodos los controles de
temperatura se d\:ben colocar en el punto ms b<\io
de los rangos recomendados e Incrementarse
gradualmente hasta alcrmzar la temperatura deseada.
Cuando se procesan compuestos en polvo, es
illlport:mte utilizar un perfil de temperatura
ascendente a lo largo del barril. Esto asegura que el
aire atrap3do se;). forzado a retroceder y salir por la
tolva. El aLfe arrapado que no se purga
adecuadamente, puede hacer creer que se estn
empleando temperaturas muy altas de
procesal11 iento.
rabia 5. 13 Tempera/uras para Inyecci,in de pr 'C-/;:
ZONA DESCRLPClON TEMPERATURA
# "c
[) Gdfganta Tolva () i.l SU
I l'mk Trasenl dd Uarril 141) a 1(,1)
2 Parte 1 Jd RarTil 150:.1170
J Media 2 Jd Urri! H,n (l ISO
4 Parte F mntal Jd 13.nTil 170al90
5 '()yuil1<.1 180" 205
"
3D el SU
e)
Prcsin dc Inycccin
,
Se debe manejar en la primera et::lpa UOO kg/cm-
como mximo y ':11 la segund:l etapa 750 kg/em
2
para PVC flexible) basta 1.000 kg/cm
2
para PVC
rgido.
32 CAPITULO V
De b. prt!sin ::tdecuada depende si se presentan
marcas de flujo o contracciones mayores a bs
normales que son de O O 1 a 0.02 cm/cm.
CUlltrap res in
Generalmente. se emplean presiones de 4 a
7 kg/cm
2
para logr:lf tiros consistentes en pesO, pero
puede aumentar este valor si la relacin
compn.;sin dd husillo es baja o para asistir a la
dispersin de los pigmentos.
11) Velocidad
Vclociljul tic Inyeccin
L;: incstabilid::td tmica del PVC requiere de
velocidades de inyeccin relativamente bajas para
evitar una cxc,;siva friccin y esfuerzos de cone
Velocidad del
Debido a que la plasriflcacin del PVC se re:1lizJ.
casi en su totalidad por el esfherzo de corte que
genera el husillo al girar, es de gran importancia
cuidar que 110 sea excesivo, de taJ fonna que par.!.
husillos de 1 pulg de dimetro no se exceda las
60 Ipm, y para husillos de 4 pulg de dimetro no
sobrepase las 17 rpm.
3.2.3. ARRANQUE DE MAQUINA
Durantl.: la etapa de arranque de la mquina, es
necesario obst.:rvar las precauciones simpks para
una operacion exitosa.
unidad de inyeccin
Es importillltc tener la
limpia de residuos de
openlciom:s illl{(; riores, para c\itar degradaciones de
material y desperdicios por piezas fuera de
t.:specifiCacioncs
Ln cuidado singular consiste en 110 rnezclnr nunca
el PVC COI1 Acctal , en ninguna proporcin dentro
de una nu\.quina de procesamiento de plasticos . El
realizarlo puede producir daos al equipo o lesiones
a los operadores por una explosin.
En procesllillientos consecutivos de estos materiales
debe asegurarse una impecable purga y, si es
posible, una limpieza del husillo fuera de la
mquina.
3.2.4. PARO DE MAQUINA
La inestabilidad del pve obliga a In eliruinacinde
cualquier traza del m3terial proces3do, por medio
de una purga con otro tenlloplstico de mas .
estabilidad y que no n:acciolle con el pve, como el
PMMA, PP, LDPE, HDPE PS. De fOIln:1. "''''cal.
el procedimiento de purga consiste en 3dicionar
plstico en volumen suficientt.: para desalojar
compucsto dI,; PVC y upagar los calefactores.
3.2.';. MOLDE
Ala/erial de ('omrruccin. - Se recomienda acero
inoxidable tipo 420 para el corazn del molde, que
presenta un conteni do de cromo dd 13% Y dureza
de 55 RocKwel1 e, sin embargo, se ha encontrado
que el presentu buena resistencia qumica y
Imyor facilid.:..d de reparacin . LJ.s partes mO\ bies
debcn ser de acero nitmrado. porque pueden ocurrir
fa1!as cuando los dos aceros se friccionen entre si.
Se aconseja cromar y nitnlrar por electrlisis. Si n.o
se nitrurn el molde, slo funciona corno un molde
prototipo, quc sirve par3 una produccin limitada
de piezas.
a) IkbeJero
El b-=bedl,;ro, al igual que la boquilla, debe ser
relativamente grande para facilitar la inyeccin, con.
un de salida de 2 a 1/2", es decir, con una
reduccin de 042 mm por cm dc longitud.
Los bebederos deben ser mnimo de 1/16 pulg
mayores ; la boquilla, su dimetro debe scf de
aprox.imadamente g mm, sin embargo,
c.::unbiar de acuerdo al tamaJlo del tiro y al diseo
la piez;1
,
-
b) Co!tu!lIS
Estas dimensiones tambicn vanan de acuerdo al
lamarlo Y p..:so de la picl..'L. pt:ro lo ms comn son
dimcrros de 6 a 10 111m pan c\litar restricciones en
el flujo) la de l material En dimetros
excesiv:uncnlc grandes slo :1UlIlentJ.n los tiempos
de ciclo. haciendo m:.s costosa la produccin.
Cuando son moldes de dos pbtos, se recomiendan
:coladas rcdond:ls, y en moldes dt.: lres, pueden
usarse tUl11bic.':n n.:clllclas, trapezoidales o de media
caa. Para una distribu.:in de coladas en qut: existe
una principal y de ah se derivan otras secundarias.
se recomiendo que [os ultimas posean un diimetro
menor paro. impedir perdidas de presin.
La distribucin de las coladas. debe ser uniforme
paT3 que el malcrial n:corr.l igual distancia al llegar
a cualquiera de las c\' itar problemas de
ll enado
Anterionnente. t:I uso de moldes de colada caliente
no er.l recomendado, ) a que mantener caliente el
material puede provocar la degradacin del
polmcro No obstantc. cmpresas constructoras de
este tipo de eq\lipos, han desarrol lado tecnolog as
que logran con xito la in)cccin de PVC sin tener
problemas cn el proceso Un ejempl o se mllestr:l en
la Figura 5-1./.
PU,"P DIIMV(C;ION
... .. o'o.
_UlITUQU
"'"VURIS
DlI.ARO&
'.UCTO_
.. .. 01 'UO ...
CAUlOf
cO .... O.
un"'CC10. U
figura 5/4 SI.\(emu e Colada Cu!:nte.
.""'U1L ...... .
.. STENC1 ..
1!'STElU< DE
n.o,o CAlUUHEI
CLORURO DE POLIVINILO 33
e) PUl/lo de IlIye,'CitlI
SI! ha comprobado que se pueden usar los diseos
de abanico. flash, anillo, pero stos deben ser
suficientemente amplios para facilitar el flujo del
matcnal Su ancho adecuado es de l mm En caso
de emplear el tipo submarino, deben localizarse en
el limite de la seccin transvcrsaL de no ser as, se
promueve 10. degradacin del polmero_
d) Orificio.'i de Venteo
Los orificios de vc nteo tpicos son de 6 a 13 mm de
'U1cho, por 00 I a 003 mm de profundidad, para
des pues ampliarse hasta I mm En ocasiones se
cmplc.U\ claros. alrededor de los botadores de
003 a 005 mm
C) COl/a/es de Enjr;amicllfo
El cont rol de 10. temperarura de l molde se logra con
un eficiente sistema de enfnamienlo, cons istenle en
lineas irllemas para agua de 1.6 cm. de diametro y
espaciados de 725 cm entre ellas
La combinacin de todos estos factores proporciona
el c,Xito o fracaso en el moldeo del PVc. El
mold.:ar inadecuadamente d malerial, significa la
degr.\daein del mismo, y puede ser causada por
Velocidad alta del husillo
Elevado perfil de temperaturas
Relacin de compresin alta
Friccin en bebedero
Coladas mal di seadas
Boquilla
Puntos de rctencin del molde
Vnp/:.
34 CAP ITt:LO v
3.3. EXTRUSION
.l.3..J. CA RACTERISTlCAS DEL EQUIPO
a) Generalidades
El objetivo principal de un equipo para e:\1rui r pvc
o cualquier otfa resina, es producir una corriente
fundida unifomlc, qUI! se pueda moldear
adecllad.:unentc para obtener un articulo de calidad
en forma) apariencia. Este es el trabajo principal
d0l tomillo de extrusor. su configuracin y
carach;risticas opcr.llivas son los principales
p:umetros para controlar la temperatura del
fundido. viscosi dad y productividad de la mquina.
b) Husillo 11 Ciljndl'O
Para extmir PVC, el equipo puede tent.:r ligeras
\ ariacioncs. dependiendo si el compuesto est o no
pJ::1.St ificado, y.:t que el PYC flexible ,;sr::'t clasificado
como moderadamente corrosivo, mientras que el
ngido se considera corros ivo. En ambos casos, para
el cilindro se aconseja una estructura base de acero
ino:xid3blc con elevado contenido de cromo. Para el
tr:lIamicnto superfi cial, se uti liza el cromado. en
conjunto con nitrurado. Otra constnccin
aco1\sejobk parG el cilindro es la superficie
bimetlica. donde p.:queas partculas de carburo d:
tungsteno. disp..:rsas en una aleacin ant icorrosiva
dI.: nquel. protegen al barri l del ataque del I-I el. El
diseo dd barril no debe !(!l1cr zonas de
estancamiento o cambios de direccin bruscos para
impedir la dIJgradacion en el material
Talllbi en es aconsejable un calentamiento en tres y
hasta cuatro zonas par.l un mejor control. En el caso
del husillo, la longitud Val,: en consider.lcin del
tipo de compuesto a procesar} dIJ la presentacin.
a que en compuestos pre\ iamente pclletizados.
relaciones LID de 20 e incluso de 16. pueden
funcionar sin problemas, mientras que al procesar
compueslOs en polvo, es adecuado usar husil los con
LID mayores a 20.
En el diseo del husillo, la IllGyor zona debe ser la
dI.: compresin, ocupa de un 40 a un 60% de lJo
longitud total, di vidindose la parte rest.ante pOr
igual para las zonas de alimentacin ) de
dosificacin. El esquema de la Figw'a
muestra estas dimensiones tipicas.
ALIMENTACION'
COMI'RESION _ LDOSIFICACIO,.
,
PASO
Figura 515 IlllSillll pllfa ExtrumJn.
La razn de una seccin de compresin larga es el
amplio rango de fusin del PVC y el cuidado que se
debe tener evitar la degradacin del polimero.
Las relaciones de compresin dependen del peso
molecular de b resina usada. variando desde
l 5 hasta 2.5 al incrementarse el peso molecular o
\ alar K de la res ina base
Para las dimensiones de los labes del husillo, se
puede utilizar el llamado diseo cuadrado, que
significa una separacin entre alabes igual al
dimetro d\!I husillo Para lograr esto. el angula de
inclinacill de la helice ser de 17./',0 Un claro entre
el husillo el barril de O I a O "' mm ser adecuado,
dependiendo del dtarnetro del husillo
Para intensificar la accin plastificantc y nH:jornrer,
mezclado del material, se han desmTollado d;,,,,":
especin1t:s de husillos Uno de ellos es el que (iene
de dos ; CUGtro discos de bujes radks. separados
de I a I 3 mm entre s. en las uhimas
principalmente la de dosificacin.
Figura 5-/6 tnut:stra lItl esquema de este (ipo de
husillo
PUNTAS CE MEZCLADO
figura 516I1uslllf/ de Ex(rt/sl" COII l'lll/lus de Me:cluJ/J.
Otro diseiio especial, es el llamado husillo de
barrera slidos-fundido. Figura 5-1-,
C .. HAlOE
SOUDOS
figura 5-J7l1usillu de Ill/rrera
El husillo pennite la separacin el material
que se va fundiendo y los pellcts o polvos sin
fundir. Estos ultimas estin en mayor contacto
efeclivo con el barri l, p:lr.l, reducir los esfut::rzos de
corte y bs cargas tnnieas aplicadas, ayudando a
otorgar una mejor estabilidad al material.
Este diseno es distinto al dI;! otros husillos de
barrera, ya que el ,Ulello de! callal de slidos se
mantiene constante. permit:ndo el contacto
maximo emre los solidos \" el barril haciendo ms
. ,
eficiente la pktstificacin
e) Dado
Para el diseno del dado. se describirn los
lineamientos generales de diseo para elmant:jo del
PVC, que involucra el tipo de producto '!
formulacin dd compuesto en particubr. n:sultando
una amplia gama de variaciones
sImilar a las dems partes del equipo, el
dIseno del dado dcbt: ser aerodinmico. evitando
cambios bOlseas en el sendo del flujo dd material
o "tan .
CamH.mto del mismo.
CLORURO DE POLlVINrLO 35
Este cuidado es muy importante al ensamblar el
cabezal con el cilindro directamente o por medio de
adaptadores , ya que en las zonas de unin pueden
quedar ranuras donde el material se estanque y
degrade rpidamente, causando manchas o puntos
negros en el producto extruido. Los canales de flujo
en el cabezal deben ser angostos con la fmalidad de
reducir el tiempo de residencia del plstico en ste.
pero una exces iva restriccioll puede provocar
elevada.!; fricciones que incrementen la temperatura
del material e incluso degr;:tdarlo. Los platos y
mallas de ruptura deben eliminar..e preferentemente
porque son virtuales zonas de estancamiento.
La n;lacion de compresin en d dado, que es el rea
libre entre el mandri l-araa sobre el area de la
de del pllede ser de 2: I cuando
St: est trabajando con bajas viscosidades y altas
(emperaturas. Cu:tndo se proces:t el PVC a bajas
temperaturas) altas viscosidades. se recomiendan
de compresin de 4. 1 como mnimo.
En la figura 5-/8 se muestran los discllos tpicos
de cab\!zales de de tllberia. para
procesamientos a b:ya y alta temperatura
'AtilA All\f
"'A NOAIL
AUTRICCION
..
1- ....
LONOll\lO SALIDA
Figllru 5-/8 Cabe:ale.\ pura de Com/me.\fI!,\'
de/'I 'e
36 CAPITULO V
Para el caso do;;: cxtrusion de tubera. la parte final
del dado ;:s r;cta y rclati \.1l1lentt: b rga Dicha
longitud (die bnd) debe ser 25 30 ve;:ces el valor
de b apcrtura de l dado y p3ra tubera de pan:d
delgada, pm:dc scr 20 veces la apertura del dado o
incl uso mt:llOr. En la construccin, hay que tomar
en CUCI1 (;] que las superficies deben estar altamente
pul idas con una capa dI;! cromo mnima dI.:
tres milsimas de pulgada
Una superficie ms rcsist!.:nl,; consiste en dos cap:l.S
de 1 j milsimas de pulgada de cromo endurecido.
El cromado reduce la friccIn por el flujo y la
tcntk:ncia del plstico a adhi!rirsc
En el dado que procesa compuestos de PVc. es
importante controlar la temperatura. Se
n:comicndan zonas de calentamiento
independicntes en d adaptador, en el mandril v 1.:11
los de flujo a la salid:t dd dado.
ti) Perfil de TemperatllN/\
El tr.lt:uniento tonico a aplicar en el procesamiento
de compuestos dI.: PVC, depende especialmente de
otras condiciones como I:t velocidad de eXlmsin o
la fOOllulacin (kl compul.:sto A continuacin. se
muestra una tabla COl! los perfiles de tcmperatur,:
llpieos para I.:.'\.tmsion de compuestos de PVC, en
distintas fOOllulacioncs y prcscnt.:.ciones
Tublu 5. J.J 'crfil dc tempera/lml . para Extms;1I de J' I'C
\I;ol..ri;d z"' ,:,
,
Z.,II., ! b ",. , ] 7 ....... ;, Cabezal
nnlll,,,\Q Ol O
'"
16U 07'
R' SI<J ()
Ur' '''lI lado
'"
1(,0
'60
163 070
1'.'''0
16(1 070 075
'"
R,g,dQ
1''' 1\0 ' 50 160
' 70
1 ;5
'"
e) Purgado
Para purgar la maquinaria I.:mplcada par,: procesar
compuestos de PVC, se emplea Poli etileno, ABS o
Acrlico, por ningn moti\o se debe emplear Acetal
o Nylon. estos materiales n.:accionan
c.'\.plosivamentl! junto COll el PVc.
3.4. SOPLADO
Con este proceso se obti enen recipi entcs huccos
ra les corn o botcH;]s y ga rrafoll':s. Pafa el caso de
compuestos de PVC, se pueden emph:ar cualquiera
de los tipos principales del proceso de soplado
E:\1rusin-soplo convencional
Extmsin-soplo con biorit:ntacioll
Inyeccin-soplo
Comercialmente, la cxtrusill -soplo convt! l1 ciOI1 :il y
la extrusin-:;oplo con biorientacin. son los
1l1t:todos de mavor aplicacin Jara la
tr.Ulsfonllacion por soplado del PV(
J.4. / . EXTRUSION-SOPLO
CONVENCIONAL
Consiste en c-.;t rui r un tubo lJamado prefonna
(parison) , este se dt:sliza a un molde partido
longinldinalml.:lltc que se cierra por un mo\imicnto
trans"ersal Al ser aprisionado por el molde, el
prison es sellado en su parte inferio r por la
supenor se sujctJ. a un pistan. el cual inyecta aire
para que las p::l redes de la prefomla se adhieran al
molde,' famlando el n:cipienh.:
Caracter. .. tic/ls de /(1 M(llj/lillurj{l
l1usillo y cilintlru
En este tipo de soplado la base es un proceso de
c:\trusin, que se uti hZ3. para la produccin de la
prcfonna. Por esta .l.Zn. las consideraciones
bsicas del diseo dI.! husillo. cilindro C:lbez.
11
son las 111 ismas p,:ra el equipo de cxtmsin de
compuestos de PVc, explicado con anterioridad en
este captulo A continuacin. SI.! analizaran algunas
consideraciones adicionales par.!. el soplado_
Dado
Tiene las mismas car.:cteristicas dI,; constnccin, en
discilo ) materiales que las descritas para [a
extrusill com-ellcionaJ de compuestos de PVc. La
principal caract..:nstica en el soplado ..:5 que el
adaptador dd cab,;zal debe tener una conslnlccin
en ngulo de 90
0
para la produccin vertical del
pris
on
Para esW fin. s..: recomienda el uso de adaptadores
llamados "cuello de cisne". que ofrecen un flujo
aerodin:'unico de l material unJ. ali mentacin
central al dado. En dados capaces de producir
de espesor variable. se deu..: cuidar la
ausenCHl de zonas que puedan producir
estancamientos de mn.t,;rial
En el flujo del cabezal. los disdios que prcs,;ntan
mejores caractensticas son aquellos que se
asemejan a la e"trusin convencional d.:: tubera
Para eliminar las uniones dbiles al reunirse el
compuesto dcspues de pasar por el mandril-araa.
se han dist:lindo cabczaks con flujos
I sobrepuestos. Dos esquemas de cabezales utilizados
rt en la cxtrusin-soplo dt: PVC, se muestran en la
Jt Fr
gura
5-1 V
r
,---- DEL _ __ ,
PU,STICO
:::==-''''ANDRIL __ J
1 DaBLE
1lI..uu.P.IoOO
TORPEDO
CENTII.IoLSlMPLE
Fi Ura 5-19 Drdos pura I:XIT/lsn dI! PI "C para SvplaJo.
CLORURO DE POLI VINlLO 37
Mnldcs
Al igual que todo el equipo para proceso pnmaro
de PVC, el molde debe disearse contra el ataque
corrosivo. Se n:comicndan moldes construidos cn
acero inoxidable, con un contenido mnimo de
cromo del 13 /. preferentemente 16%. y una
dU1"\!za Rockwdl e mnima de 55 Los moldes de
acero endurecido sc pueden proteger por cromado.
En general pueden tener cualquier tipo de acabado
segl1n las caractersticas dd producto, desde un
tenninado a espejo hasta una superficie texturiz.:lda
Par.l una productividad mayaL se debe tomar Gn
CUi.:lIta que el material de recorte sea removido de
una fonna dt::ctl \ a cieto tras cieto Por otra parte. se
deben considerar en el diselio del molde
contracClOnes dd 0.2 a 06%
Las caracr..::risll cas de los compuestos de PVC
n:qui.:ren de moldes con sistGmas de venteo
eficicntes. como se muestra en la Figura 5-20.
- f-
-1
.11'
-}-
_J
-1-
!
V
VEN;eo BASE
---....
'mm -ji-
figuru S-JO SI.\II!/Itu JI! r '1!/111!1I I!/I lUZ .I/ulde puru I'I C.
El rnantcnirniGllto de los moldes cons iste en un
cuid.:ldoso I:l\ado de las ca\idades con una solucin
ligcr:ullente alcalina, por ejemplo, de nitrato di:
sodio Una vez seco el molde, se debe recubrir con
una capa a base siLicn o aceite. Debido a que el
PVC es un material sensible a las tnu.::Scas, se deb..:
38 CAPITULO V
cuidar no d.ular lisic.:unente el molde y cuidar la
alinco.cin de sus cavidades durante la operacin
En la opcracin, el rnoldt: debe estar en un rango de
temperatura de 5 a 20"C, aunque a menort:S
temperatur.:l.S se puede incrementar la
Se debe tena en cuenta que a menores temperalUffis
;tumenta la tendencia ::lla condensacin o sudado en
I:l superficie de! molde, situacion que deteriora el
H:nninado superficial. Asi mis mo, dependiendo de
la fomwlacin, COIl t';lI1peraturas de molde
demasiado bajas se puede \ol"er fragil el material.
1.4.2. EXTRUSJON-SOPLO CON
IlJORlENTACION
Durante \ arios aiias, los compuestos de PVC han
sido uno. opcin dominante en el rncrc:1do europeo,
por b caracteristi ca de ser un buen
s\lstituto del vidrio Por su tr::Ulsparencia y buena
apo.ri.: ncia. se utiliz.1 PQr.t el envase de productos
ali111\.:nl ici05 y agu.1 pot.1bll:! O.,;bido.1 que el casIo
b maqUlnana. mano de obra) resina, han
.:xperiment3do Incremt.:rHOS paulatinos, la Ulllea
fo nno. fael ibk de reduccion de costos p::m:ci.1 ser 1.1
reduccin ue peso l! 11 t:I t.: 11\ ase fina.!
1:: 1 desarrollo de b maqulIlaria p:;J.ra este propsito
alentador. y.1 que la depreciacin 11 0
representan:;J. un cargo ma) or, consider.llldo los
millones de botdbs que se producen anualmente
En la busqueda dI,! estos desarrollos. una comp:u'i b
.al l<: l1IJna comercial izo a mediados de la decado. de
los 7(j' s, para la biorient.1cin dd
compuesto de PVC, con las \'cl1to.jas de obtener
botdlas con mayor cbridad, n:duccin del peso del
2() al 30
n
", \ ll ot.1bks mejoras en las propiedades
Ilh!CalllCa.'i , a pesar del menor I:!spcsor Incluso se
redUjO I:! I costo de la fonnulacin para botellas. con
1.1 r.:ducciOll o elimU1Jciol1 de modificadores de
Impacto. que a no necesari os en el producto
filial.
-
En cste proceso, de manera simi lar a la
cxtrusin -soplo COI\\ t!llcion:11. se obtiene un
pirison, slo se enfra hasta 90 a II Ovc, y s..:
sopla para produci runa pn;fonna.
La prcfomla \.!s introducida en olIO molde
que. por medio d,: un pi stn \' aire a presin,
duplica el tamao de la prefonna transversal y
longitudinalmentt:, p:1ra obtener as d producto
final L'n csqut!m:t del proceso se muestra en la
Figura 5-2 l.
FiKlIra j -21 J:I: /rll.\i v/I-Sllpl v CfI/I Hi ori e/UacivlI puru 1'1 C.
La biori..:ntacin de compuestos de PVC en el
proceso de soplado. impartt! al material \ entajlS
considerabks. comparadas con produclos no
orientados AIgun.1S de b s propiedades mej oradlS
son: transparencia, resistencia :11 impacto. brillo,
resistencia ambicnt.1l , penneabilidad a gJScs Como
result:1do de estas mejoras. las fonnulaciollcs
pued..:n bajar en costos por la rcduccin de aditivos
cspeci alcs corno d modificador de impacto.
Otra mejor..! dcri\.ada de la reduccin dd 1150 de
modificadores de impacto. es d incremento en
resistencia qUlInica
Caractersti cas de la Maquinaria
Cilindm
Las consideraciones bsicas de disclio de hll <; illo,
ci hndro \. C:lbeL'l1. son las mrsmas que para d
equipo de extnesin d..: PVC explicado en 1:1
Sr..:ccin 3.3 1 de este capituto.
-
3.5. COMPRESION
Consiste en proporCionar fornla a materi ales
plsticos \\';rtidos en moldes previU1H:nte
calcnt:ldos. por apli cacion silll ultiUl ea de presin,
segui do de lI n ciclo de cnfri <Ul1 iento y apertura Se
colocan los polvos de compuesto de PVc, resina de
suspension Copol lluero. en kt parte inferior de la
cavidad de un molde. que dcspues es cerrado con
presin. se enfria y se extrae el producto mol deado
Existe un.:l \ariante llamada moldeo por pi ston, ,; n
donde el molde se cierra y el materi al en estado
fl uido se introduce por un pequeo ori ficio hacia su
cavidad. Poslcriomlenlc. se bloquea esta colada.
por la qm: Si.: un pistll , seguido de
enfriamiento y apertura.
La caracterst ica de este proceso. estri ba en que el
pistn onna parte de la prensa) no del molde
La telTl per.tll ra .1 la cual se lleva a cabo la
compres in es de 160 a ISO"C. Es impoilanlC que
en el mold.: se tenga sufi ciente enfriamiento, par.1
evitar qw: d producto se distorsione en la
extracclOll
3.6. CALANDREO
El objetivo del calandreo plast tco. t!s fonnar una
lmi na trasladando un tcnnoplisti co fundido ent re
dos rodi llos cortantes. cuyo di.1melro varia de \1110 a
cuatro metros La c.1l idad y nC.1b.1do de! m.1tcrial, se
mej ora conduci':ndolo succsi\.1mcnte por otros
j uegos de rodi llos
Existen muchos tipos de cl landnas , dependiendo
del nmero de generalmente. stas son de
cuatro y algunas de cinco.
Segn la di sposicin de los rodi llos. SI! puede tener
arreglos en "1". "L" o en "Z". se mucSlr.Ul en ,:
Figura 5-11
CLORURO DE POLlVINILO 39
"L
/"igllrrl 522 dI! Hodili /J.\' en /lna Calandri a.
l::J. opcr,:cin dc este tipo de equipos para la
trans fOnll aciotl de compuestos de PVc. comprende
fund lInen!.llmente los sigui l: ntes pasos:
1 - Pesar (odas las m.1terias pnlll as de la
fonnulacion para J,gregarJas al mezclador de cint,:.
Los lditi\' os, pigmentos estabilizadores. se
prepar.m y se mezclan como un lote maestro, para
agregars!.: luego a\ mezclador.
2 - Pasar del mezclador a un :unasador o extrusor
pl ::m(.!t.1no que funde la mezcla. para despus
transportarla en fonna de cinta fundida a la
c.llruulria. Si se desea homogeneizar mejor la
mezcla, antes de pasarl a a la calandri a. se
recomiend.1 lle\'arla a un 111 0lino de tres rodi ll os.
Es t111port antc que J,: trenza o cinta qm: alimenta a
J,: calandria, mantenga la misma temperalllr:l que la
de proc..:samiento, no debe dejarse enfriar durlIlte
su tra.l1 sporte. Si b di stancia entre 1J, extrusora
[,: cal andri .1 es grande, es cOll \eniente
poner algn sistema de calentamiento para
cansen ar su to.:: mperatur.:l entre I..J O 160"C
Debe asegurarse que el amasador o mol ino teng.1 la
sufi ciente capacidad par.1 mantener b ali mentacin
continu.l a b Si !l egara :l qw.:afsc sin
matl!n.11. los drul os y rt:paraciones SCri:l1l costosos.
porq u..: los rodi llos com.:ri an uno l:onlIa aIro
40 CAPITULO V
rodillo por donde circula el compuesto de
PVC debe estar ns caliente que el anterior, ya sea
COIl vapor o aceite. con un rango de
entn..: 150 y 200"C.
A la sal ida del ultimo rodillo. la lamina es tomada
por ulla serie de rodilios mas pequeos, llamados
recogedores, CU):l funcin es estirar la l:'Ullina o
pdH:ula pam Ilc\arla al espesor deseado En
algunas calandrias. los rodillos lleg:Ul a ser nueve,
teniendo cada uno su propio control de temperatura
De los rodillos recogedores, b lmina de PVC pasa
a los rodill os grabados ell caso de que se requiera
ll\1Itw. o pelcula grabada y luego a tos rodillos
enfriadores, para finalmente ll egar al embobinado o
corte, dep.::ndicndo del espesor que se est
En la '"'Igura 5-23 se muestra un diagranla
simplificado de tilla lim:a de calandrcado en una
calandria ti po L ill\ crtida
AllMENTACION
-
DEPOSITO 010 MATERIA.\.
ASERruRA INICIAl.
..c SER TU RA INTER MEDIA
RODIll.OS
" AI.IMENTAClON __ /
RODilLaS
"
CALISRACION
y TERMI NA OO __
ABERruRA DE
CAUBRAClON
'---"-="'-'-
I i;.:ura 5-23 I'roce.'o de Ca/mdrul/o.
Este: proceso lllaJle:ja compuestos de PVC
hOIll Opol ull"':ros y copohmcros. que se obtienen por
suspcns ion. Pueden Ser de alto peso molecular con
una de c<t rga y pigmentos. debido a que
los rodillos pucdt!!l trabajar con masas fundidas de
alta viscosidad.
-
3.7. TERMOFORVlADO
Es un proc;so de transfom1acin secundario que
cOl1sistt! en el calentamiento de una J:unina de
compueslo de PVC para reblandecerla y,
postcrionnente, acoplarla a la superficie de un
molde con b ayuda de medios ncull1aticos Q
mecnicos. Despus se enfra d material para
mantener la fom1a obtenida. se recortan las
secciones lltilr.:s se pas3 a la sigllientt; et:lpa que
puede ser lI11 Iknado. sell:tdo o illlpresion
La lmina ulilizada cn tcnnofOOll:ldo. se obtiene
por los procesos primarios de extnlsin o calaJldrco,
es te ltimo ya que SI.: obtienen
I:UlIinas ms brillantes y eOIl muy baja orient;:cin
,;n las molculas. caraetcristica qul.! es
n.:comendabk para obtener productos
tennofonnados con buenas propied:ldes
Tab/u 5./5 J'ormll/urJ/I npu:a e puru Lminfl.
SLSTANCLA PAUTES
R":"ma I'VC (vJlor - (,2) 100
Eswbi]izador de blatl0 (OCIL] ti e:;wllu) 11 -1.4
Luhricante lnh:nlo !l.S 1.2
Lubricante L\t.:mo
O,:; _0.7
l\lodilicLldor de Impacto 5 -
ud" Jo::
j
Amida ud(l \ dC\":lr 1 .. vrodu .. ciun) tU -0.5
Las temperaturas de tcnnofomlado dd compuesto
de PVc. put;dcn "afiar sl.!gun la fonnulan y
espcsoreS del material, est:Ul siempre en el rango de
I I a 150 Oc.
Para el corte dd matcrial en lmina ddgada, la
sierra circular. sierra de b:Ulda alambre caliente no
ofrecen Car:lClt;nsticas 3decuadas al PVC
-
3.8. SNfERIZADO
Este proceso es especial, debido a que el PVC no se
fonnula como compuesto seco sino como
no n.:qllicre de un estabilizador
Se empkan rlo!sill.lS de suspensin o dispersin.
Las partlculas se unen por fusin calrica en sus
puntos contacto, fOnlla!l una lmina delgada de
buena flexibilidad y de gran porosidad.
Este proceso se utiliza para producir separadores de
bateras o acumuladores pnra autom\'iles.
3.8. /. LECHO FLUlDlZA DO
Las po.rticulas de compuesto en fonna de polvo, se
encuentran suspendidas rncdi:mte un colchn de
aire y son cargadas elctricamente. Por otco lado, la
pieza a recubrir se electrifica con carga opuesta y se
calienta. Dcspu':s de que ha sido calentada, se
sumerge en In resina que flotando. El
material knllopbstico. por ;f;cto de la carga
elctrica) ;] calor. se adhiere a la pieza metalic;}
se va fundiendo ;n su superfi cie. generando un
recubrimiento unifoml; y muy delgado en la
superficie de la pi;za.
En la Fixw'" s; muestra un esquema de este
proceso.
M_m
I
...., 0 ... lL "". t
_ ..
--
"'''0'0
figura 5-201 Ultulbrllllll!II10 pnr Lec/m Flu,l:a(l.
CLORURO DE I'OLlVINILO 41
Tiene aplicaciones en
Rejillas para secado de platos
Recubrimientos de hcrr.unientas mecnicas
Recubrimientos de placas de metal, que
funcionan como aisladores
3.9. ROTOMOLDEO
Se 1110ntan los moldes frias sob re los soportes
r;.spcctivos de una pi atafo n11 a giratoria
lnmediatamente se llenan con la canti dad exacta de
plastisol. los moldes sc cierran heffilCli camcnle y se
introdl1cen en un horno que opera a base de gas.
con una temperatura de 200"( aproximadamente.
El calor y el mo\imicnto rotacional de b
platafomHl. en diversos senti dos o planos. peffili te
una distribucin unifonnc dd plistico en la
superficie interna del molde
El tiempo para el curado del plastisol es de cinco
lI1inutos. despus los moldes se sacan del horno. se
enfrian y se extraen las piezas moldeadas
Es muy importante la propiedad de flujo del
plastisol, a que de sra dcpcndc la
unifonllidad de las paredt!s del producto moldeado
En particular debe tenerse precauclon cuando se
fabrican pelotas. porque el chorreo ilH;mo del
pb.stisol pu;d..: ocasIOnar paredes defonl1es
pro\ ocando el dcsbalance y rcbot..:s
descontrolados del producto Para el buen rebote
rcsilcncia de una pelota y evi ta r el exudado, el
compuesto se debe fonnular con un plastifi cantc de
tipo gliclico y adlpico El principIO de este
se muestra en la Figura 5-25.
Se recomienda este
pIezas multiplcs.
produccin
proceso pam
obteniendo
el moldeo de
una mayor
42 CAPITULO V
.... ""'.IlNTIl
.... .... , ... TO
_._ ... oo.
[Q]
f\..-
O
W
_DUO'O
-,...,.. ...
'-J
....AH.OC
"'.00._0
",.", ..
"', .. ro .... '"
_ ...... ..,
._-
.... ,-
flgllra 5-25 U"lolll olde" de I'fast/Sole.,'.
3.10. VACIADO
Este proceso de moldeo se puede llevar :t cabo por
dos rntbtodos que se distinguen por la
inicial dI; molde del proceso,
3. 111./. V/I CIADO EN MULDE CALiENTE
Consiste en calentar un molde, que sed Uenado con
plastiso[ e inmediatamente vaciado, qued'U1do con
lIna capa dc recubrimiento adherido. Despus se
SOmcl; a curado en un horno a iI::mperJ.tura di;!
170 a 180"C durante cinco minutos.
El espesor del articulo depende de la viscosi dad del
plastisol y del t iempo que esto.; ha permanecido en el
molde antes de ser vaciado. Ver hgura ;-26.
.-
, .. .,.,"'" o.. ,_ ...
.. '.... .... ... NOCOH .... H"
o,.ooc, ..
FIsura j.:!f; r "u ciado con .l!olde Caliente.
3.10.2. VACIADO EN MOLDE FRfO
Consiste en llenar un molde frio con plastisol y
despus vaciarlo De esta manera, el molde queda
cubierto COIl ulla pelcula dd material y se contina
ca.lelHa.ndo con el primer recubrimiento para vaciar
inmedi atame nte El resto del proceso es idcntl Co al
primer mtodo.
Este proc<.:dimiento se recomicnda cuando se desean
resaltar los detalles del molde; es por eso que el
primer ll enado se hace en fro.
3.11. I'o"YIERSION
Mediante estl.! procedimiento se recubren objetos
mel:llicos con 11l1a capa unifomlc de plastisol,
obtenicndo articulas de paredes delgadas. Existen
dos mlOdos diferentes con el mismo principio:
3.//./. /NMERS/ON EN CA LiENTE
La pi eza a recubrir SI.! calienta) se sumerge cn el
plassol, postcriomlcntc se tr:1c v enfria,
obt..:niendo un rccubri mi ..:nto de buen aspecto, tacto
) resistencia al medio ambiente El espesor del
plastisol obtenido se controla por el gr.J.do de
pr...:caknta.l11icnto (l70 a 1!WoC). ;] ti empo que el
objeto peffilanece en el uaiia y la viscosidad del
pbstisol Los productos fabncados por esta tcnica
son los guantt;s y las parrillas para secado de IOL'l
3./1.2. h\'MERSIN EN FRia
Los moldes frios se sum.:rgcn en t;1 pl.:lstisol y por
adherencia se fonua una capa, cuyo espesor est
funcion de la viscosidad y dcnsidad del lquido .
Dcspu'::s se los articul as recubiertos y
meten n un hamo a tcmpemtllr.J. de I
conlrolada para su gelacion
En la Figura 5-2-, se muestra de
los pasos del proceso.
,
,
PLASTISOL
HORNO
TANOUE
I
PRODUCTO
i
i
INMERSION HORNO
Figura 5-1i Proceso de InmerSlrj/l en Frit).
CUllldo se lienen escurrimientos en las orillas de
los articulos. se debe in,,.:Illf el articulo antes de
que el n:cubrimicll lQ se fije. Pura que un compuesto
no gotee. el valor "yidd" limite de fluidez de la
fonnulo.cin debe ser numricamente un dcimo de
la viscosidod, aunque son prefcribh:s valores l11;1S
elevados. Los pbstisoles o plastigclcs modifico.dos
de elevado \falor yicld. lienen las caractensticas de
fluidez necesarias para este proceso. Las cargas
aumentan la viscosidad, mientras que t:I
adelgaz:rnlc) solvcnt; la disminuyen
3.12. ASPERSION
Consiste en aplicar el pbstisol por medio de
equipos de aspersin, parecidos a los que se
empIcan el1 la aplicacin de pinturas. con boquillas
mis grandes El recubrimiento se hace a toda clasc
de metales, con d objeto de proporcionarles
proteccion
En aplicacionl!s por se requiere que el
plastisol tenga una baja dil.:uancia y viscosidad
media de 700 cps, aproximadamente Si I!xiste
demasiada dilatancia, se provoca un gran esfuerzo
COllante en la boquilla) un ac.'lbado no unifonnc,
reduciendo el rendimiento de la produccin .
El espesor de recubrimil.:nto del plastisol se controla
variando el valor ield. esto se logm con pequenas
adiciones de carga con alta absorcin de aceite Se
pueden usar pequeas cantidades de solventes pam
facilitar la aplicacin por aspersin.
CLORUIW DE POLI VlNlLO 4:
3.13. RECUBRL'1lENTO POR
CUCHILLAS
Consiste en aplicar el plastisol sobre un sopone de
papel o tela de diversas calidades, pasndolo a
trav6s de un par de rodillos que regulan el espesor
del plastisol, ste tambin se puede regubr por
cuchillas colocadas en el primer juego de rodillos.
Los pnmeros rodillos ofrecen acabado y
calibracin, mientras que los posteriores. son
nicamente enfriadores. Un esquema de una lnea
de recubrimit:nto de este tipo se mues tra en la
Figura 5-28.
Con est!! proceso se fabrican las vestiduras de los
automviles y pieles sintticas para sectores de la
industria como calzado, bolsas para dama o
maletas Estos materiales son vini los celulares o
expandidos. mismos que St: obtienen agregando al
plasti::-ol un agente esponJruHe como la
azodicarbon:Ul1ida, que se descompone a 160"C,
desprendiendo gas nitrgeno, y fommndo el vinilo
celular espuma. Como un paso final para estos
productos, se aplica un ltimo recubrimiento con un
plasti solnonna1, con la finalidad de tapar las celdas
que se fonnan por el desprendimiento del
nitrogeno.
r ........ C>Rl.OO.
......... 0
c .... 01
.... U .. f(J
.aCOlLOS
IO.O"T'I
_.I'OIIUOO"
.
44 CAPITULO V
Las propiedadi.:s que debe cubrir el plastisoJ para
este proceso son viscosidad mnima 50,000 cps y
alta resistencia a la abrasin
Existe otro procedimiento nwc:inico para obt..:ner
de vini10, consiste en inyectar gas
nitrgeno l b Ihasa fundida del pbstisoL
directamente en la boquilla de la zona de
compresin o en la zona de descarga de un extrusor,
fomlando de esta manera pequei'as burblljas.
PoStCri0n11clltC, se da a la espuma el tratamiento
nonnaJ de acabado y homcado .
Las espumas se producen para costos,
proporcionar una apariencia agradable, hacer ligero
al producto e incrementar resistencia mecnica.
3.14. MAQUINADO
El maquillado dI;! PVC se principalmente
en de espesores mayores a 3 mm. El cOl1e y
son mtodos dc maquinado que se
utiliLaJl para b produccin de articulas que son de
bajo consulllo. Estos procesos d..:: taller presentan
algunas particularidades que se describen a
continuacin .
.l.J 4./. CORTE
(/) Corte con .S'ier/"a /vIal/tia!
Debido a las propiedades inherentes de la lmina de
PVC, puede ser fcilmentc cortada con un serrucho
fino de dientes rcctos.
Las seguetas para metales son poco tiles. debido a
que presentan poco cspacimnicnto entre sus dientes
y tienden a trabarst: .
-
h) Corre con Sierra Circular
Son cOI1\-cllielltes para cortes rectos. Se pUt!den
obtener superficies muy lisas en lamina PVC, si el
empuje del corte no se hacc muy profundo
Los discos hechos de acero para velocidades altas
deben ser cncavos y los dientes ligeramente
,
inclinados en direcciones opuestas con un "leSO;
mayor o igual a 8 111m La inclinacin ayuda
eliminar lJ. viruta y el calor. Al utilizar e""hllb!
con punta de carburo. se pueden obtener suP,,"fic;,!
especialmente lisas
C) Corte COII Sierra Cinta
Se recomienda utilizar sierra cinta para el corte
plistico o madera. Los dientes de la banda
estar ligeramente inclinados en
altemadas. Con una separacin t=ntre dientes
j mm (2/16") y una \'t:locldad de alimentacin
I :..; :l 3 m/min ( 6 a 10 ftlmin), se obtiene un
relari\ O::Ullcnt;;: bueno.
A mayor nlll11:;:ro de dientes y mayor
t=l1tre ellos, la calidad del corte disminuye
astilla ligeramente la pane inferior del m01tcrial.
3.14.2. BARRENADO
L01S lminas de PVC espumado pucden
perforadas con brocas nonnalcs que se utilizan
metales Una broca en espiral COI1 un ngulo
corsin de 30, impa11e mejores condiciones
maquillado. El :Ulgulo de ataque, debe tener
80 y 100 o y el iUlgulo ortogonal 10. La vel.o"id.q
de corte b alimentacin depende
profundidad del agujero a perforar. Cuando
material Sea ddgado, deben ser utilizadas
velocidades
l.
I
I
POLIMEROS DE
ESTIRENO
INSTITUTO MEXICANO DEL PLASTlCO INDUSTRIAL, S.C.
POUMEROS DE ESTIRENO
INDlCE
I GEN[RALIDADES ........................ ... ........................... .
1 1 HISTO!UA
\2 \ lA'ruRIAS PRI/I.' AS
I.J CLASIFICACIOK
.4 PROOl:CC10l'i DE POU/l.IEROS DE ESTIREKO
.. ................. ....................... .. . 1
......... 1
, ..... ..... .. .. .. 2
.......... .................. , , .......... ... 3
, ............... ]
2 ANALl51S POR TIPO DE PLASTICO ..................... .. .. .......................................................... .4
2.1 POUESTIRE..'10 CRJSTAL
2.2. EXPANSII3LE (EPS) ... __ ...
2.3. PULlESTIRE;-JO ORADO IMPACTO (PS- I).. ......_.
2 4. COPOLIMERO DE E.STI RE:-JOBLT ADl EKOP.STI RI:. NO (SI BiS)
COI'OUt- IERO DE
4
6
.9
la
12
3 PROCESOS DE TRAJ'ISFOR\lAClON .......................................................................................... 13
] I .....CO:-lDlCIOl\A..\ II E:-.JTO I'REVIO
3.2.11\ YFCCION "
3.3 EXTRtJSIO:-l.
3.4 TERf.- IOFOR.\LWO
J.S. ESPt; MADO .. ...
3.6 ACAB.\DO
... 13
....... 14
.... 18
.. 20
... ...................... 22
.23
J
r ~
BASF
tiene el
I
'estireno
po I .
Lo deseche ...
o lo conserve
Procesadores y consumidores finales er
todo el mundo han aprendido a confiar en
los poliestirenos de BASF para mejorar
sus productos.
Polystyrol, el poliestireno de BASF, est car-
acterizado por un excelente balance de
propiedades mecnicas y procesabil idad.
que lo ha hecho el material ideal para
empacar tanto alimentos - protegindolos
de la humedad y descomposicin - como
para la proteccin y el embellecimiento,
porqu no decirlo, de productos importantes
en la vida cotidiana, como lo son muchos
electrodomsticos y artculos de consumo.
Sean sus necesidades de poliestireno cristal o
de alta resistencia al impacto. Ilamenos para
ms detalles.
BASF Mexi cana. SA de C.v.
Divisin Poli meros
Insurgentes Sur 975
Col. Cd. de los Deportes
03710 Mxico. D.F.
Te!: (5) 3252670/2671
Fax: (5)61 1-6751
BASF
PLASTICOS BASF PARA EL FUTURO
El perfil de BASF
BASF es uno de los consorcios qumicos ms grandes con actividades a nivel internacional.
Los mltiples campos de actividades y mercados en los que se encuentra solidamente establleci .,:
da son el resultado de logros e innovacin cientfica y tecnolgica, estructuras modernas de "'U'"
duccin y marketing intenso.
Las actividades de BASF incluyen plsticos. petrleo y gas, productos quimicos, productos para I
agricultura, colorantes y acabados, sistemas de informacin y farmacuticos, entre otros.
BASF Mexicana, S.A. de C.v., una empresa fundada en 1964 con 600 colaboradores, produce y
distribuye productos tales como plsticos, quimicos, disperSiones, auxiliares, pigmentos, vitaminas
y premezclas para la nutncln animal y agroquimlcos. En sus modernas Instalaciones en Altamlra.
Tamaulipas, BASF construir una planta de poliestireno, que iniciar la produccin el tercer
trimestre de 1997. Con sto, BASF Mexicana aumentar no slo su oferta nacional sino tambin
sus exportaciones en la regin del TLC en forma significativa.
Nuestra experiencia en plsticos
BASF ha sido responsable de grandes logros en el sector de los plsticos, y ha estado involucrada
en investigacin y desarrollo en este campo desde sus primeros inicios. Asi, el poliestireno
(Polystyrol) se produjo por pnmera vez a escala industrial en 1930. El poliestlleno expandido
(Styropor) fu inventado en 1950. En los ltimos 50 aos, las actividades de BASF en el campo
de los plsticos han sido objeto de 30.000 patentes en varios paises, haciendo de BASF uno de
los productores de plastlco de mayor tamao y xito en el mundo.
La Divisin Polimeros de BASF Mexicana inici sus actividades como tal en Mxico en 1987. Hoy,
nueve aos despus, promueve una gran parte de la gama de productos de BASF, que va desd
commodities hasta especialidades, pasandO por copolimeros y plsticos de ingenleria.
supuesto somos una empresa certifi cada ISO 9001. En Mxico ofrecemos:
Polys1yrol
Luran
Luran S
Terluran
Terlux
Styrolux
Elastollan'"
BASF Mexicana, S.A. de C.v.
Divisin Polfmeros
Insurgentes Sur 975
Col. Cd. de los Deportes
03710 MXICO, D.F
Tel; (5) 325-2670 / 2671 / 2673
Fax: (5) 611-6751
PS; S/B
SAN
ASA
ABS
MABS
S/B/S
TPU
Ultramid PA
Ultraform POM
Ultrason PES; PSU
Ultrapek PEK
Lupolen" PE
Novolen PP
Styropor EPS
.1
CAPITULO VI
POLIMEROS DE
ESTIRENO
1 GENERALIDADES
1.1. HISTORIA
En 1839 Simon. un fannaccurico Berli ncs lIe\'a a
cabo la destilacin del slora,,] obrcni,,;ndo un
liquido muy re,:ctivo al qlll.: llama ESTIRENO J\ ls
adelante obser\' la ransfonnal.:in del liquido
Irnnspan:nte scmcjamc a! agua, en una masa vIscosa
y traslcida. Post,:riornH.:nte en 1 X-I5 los qu micos
J lit Y A W Hofm.ulIl. basndose en los dalos
anteriores. llevaron al t:stir.:no a wmpCralllt:l.S altas
y con ello obtuvieron productos slidos parecidos al
vidri o
En 1868 Blathclot descubri la primera obtl.:ncin
sintetica del estircno, a pamr 1:\ eli nll nacln de
dos hidrg;nos de la molcula de cti lbenceno, En la
actualidad esta ruta contina siendo la base de la
s ntesis de estireno.
COl1sccuti\J.ll1cnte cn Alemania Estados Unidos
se trabaj para lograr la sllltes is y la
realizacin Industrial de la
,
storax . Iql/ido deri\'ad() dI! la cott!!=a dd rbol
"Jiquambar '.
destacando en 1920 los estudios de Slaudingcr
sobre la po1imaizacin de estin.:no y las
propicdades dd polmero
Con base en esos t:stl ldios. para 1930 la compaa
BASF entonces come Frabenindustrie A G_, inicia
la produccion mdustrial de l Pol icsti reno insuJando
una plant;: para producir lOO ton/ailo.
Dur.:mtc la 2" GuerrJ. Mundial se real iz.lfon injenos
de cstireno ;;n el Pol ibll tadicno, obtcniendose un
hule sintetice para SUStltuir al caucho n;l(ural debido
:-t su escase.
O;;S\llIes 19-lj Estadoli Unidos ini ci la
produccin de nuo,;vos pb sticos do,; estireno
P:-t rt icndo de l:l modi fi cacin del Pol iestireno con
Pollblltadicno se obtuvo UIl Poliestireno con m:-tyor
resis tencia al impacto En 1948, las mezclas dI.:
COpoll l11 cros de estireno/acrilonit rilo con
acri lonitrilo/butadicno gellt:raron como resultado el
ABS
En 1951 surge el Poliestircno Expansible y los
plsticos dL! estireno/acriloni tri lo (SAN)
ASllnismo. Ooparecieron nuevos tipos de Policsti n.:no
(PS) de alta res istcllcia al impncto, como los
copollllcros de injerto para b metalizacin y los
modificadores a la luz ult ravioleta y a la intcmperie.
En 1969 el Acriloni tri lo Estircno Acrilato (ASA) )
2 CAPITliLO VI
en 1976 el Acrilonitrilo -El ast6mero Etil-Propil
Estireno (A/ EPIVVS)
Los ltimos dcsurroUos son los copolimeros
Estircno-Bmadi cno-Estireno (SBS) en bloque, SBS
super alto impacto y SBS
las mezclas de
de gran transparencia y
pol meros tipo
Policstirenof Poliol,; finas que prescnt:lIl gr:lIl
resistencia al imcmperismo El desarrollo del
Poliestireno ha fonn;:do un gmpo de plsticos
dcnommados, fal1111ia de Polmeros de Estin:no, en
los que SI.: incl uYl..:n.
Poli csti reno Cristal o dI! Uso General
(PS)
Poliesli reno Grado Impacto
(PS- I)
Pol iesti reno Expansible
(EPS)
Estircno IAcrilonitrilo
(SAN)
Copol ll nera en Bloque de
(SBS)
Estiren olE II tld i ello/ Es tireno
Acri lon L t ri I 0 - B litad eno-Esti reno (.'.8S)
Alcaclo ncs
Se caract!.!rizan por poseer la cstmctura del estircno
en su composicin
Los po[11lt;;ros de estirel10 son de gran rckvancia 1;;11
el mercado. ocupan el cuarto lugar del consumo. y
ello sr.: debe n su abundante variedad de
apli caciones debidas n sus propiedad..:s y f:kil
moldeo
1.2. MATERIAS PRI1VIAS
/ .1. / . DESCRlPC/O.V DEL PROCESO DE
UBTENCJON DE ESTlRENO
Para obtr.:nl;;r d monmero de estireno. que es la
materia pn111a bsica de los polmeros de estircllo.
sc debe partir dd etileno ) del benceno. los cuales
se obti enen de \::\ refinacin del petrleo. Por su
importancia el ABS es analizado en olro captul o en
fonll:J. independiente.
--
Al reaccionar el etilcno con el benceno, se origina
etilbenceno
BENCENO ETlLENO ETlLBENCENO
ena vez que se tiene el cril benceno, por
dcshidrogen<lcin cataltica sc obt ielH': el estir..:;no.
"@
"@
-
+
H,
600 C
ETlLBENCENO ESTIRENO HIDROGEtKl
En Mxico, Petrleos r\.-Iexica.nos (PEMEX) obti ene
el estireno mediant...: d proceso que se nlucstr.l en la
"igura 6-1 .
PETROLEO
BENCENO I
REFINACION
ETR.ENO
- I
AlQ\JILACION
f _
CATAUTlCA
J>
t
Ole-r llBENCEN05
POUAlOU Il"AOOS
DESTlLACION
t nllllENCEHO
I
OESHIDROGENACION
t
CATALITICA [
5UIIPROOUCfOS
IIENCEHO. fOLUENO t
HIClROGENCl 'OESTILACION t
I
ESTIRENO
I
1'i;;'lfU (j../ Ihugru/IIII dd proce.'/I de PE.l/ EX pUrII /1/
Ob/ el/rill de Esrirello.
-
1.2.
2
. E:>TRUCTURA DEL ESTlRENO
El estircno, tambin llamado vi nilbenceno.
feniJetilcno, estirol o cstiroleno, tiCIlt: UIlJ. estructura
que puede representarse corno
H
2
C = e H
I
C
/ '"
He eH
11 I
He eH
" r HC
1I 1.2.3. PROPIED/!DE:> DEL ESTfRENO
11
JI
Es un liquido transparente, muy rcacti"o, de olor
dulce y apariencia aceitosa, insoluble en agua., con
punto de ebullicin de 145C.
Se autopolimcriza en pwsencio de o'\geno, cuando
es expuesto a la luz o al caknt.1rse, e incluso a
lemperatur.l ambiente; por tal razon. se al macen:!.
con la adicin de inhibidores
1.3. CLASIFICACION
La clasiflc3cin es comunmcntc utilizada
en .la industria \ cSla basada en los monmcras
contenidos en la estructura de los polmeros de
cstireno
l os plsticos que estn fonnados de un mismo
monmero son homopolimeros, los que conti enen
dos clases de monomcros en su est ructura son
copotimeros. los que contienen tres tipos de
monmeros SOn tC'1)ollmcros > los que se obtienen
al combin:lr poJimeros miscibles entre s,
aleaciones
POLrME ROS DE ESTlRENO 3
HOMOPOLl MEROS
Poliesti reno Cristal (PS) L:so General
Alto flujo
Flujo medio
Resistencia a la temperatura
Poltcstireno Expansible (EPS)
COPOLlMEROS
Poliestircno Grado Impacto
J\ lcdio impacto
Alto impacto
Super alto impacto
Copolimero en Bloqut!
ESlir...:no I BUladieno I Estircno
EstircnoAcrilonitrilo (SAN)
TERPOLlMEROS
Acri lonitri loButadienoEsti reno (1\ BS)
Acri Ion itri 10EstircnoAcri lato (A SAl
ALEACIOHS
ABSIPC
ABSIPVC
ABS/ASA
1.4. PRODUCCION DE
POLIYIEROS DE ESTIREN O
El grupo de los homopolimeros se por
Poliesur...:no Cristal y Poliestireno Expansible
Ambos se obliem:n por la pol imeriZ.\Cion del
monomero de estircno. pero para el segundo $"':
agrega un ag,;nle neumatogeno O expansor
4 CAPITULO VI
Dentro del gmpo de los COpOlllllCroS se encuentra el
Poliestircno lmpacto, que es un policstircno
modificado con un elastmero, gencrahm:nlc
butadicno. Este se pucd; obtener por reaccin o por
ulla mezcla de polil1lcros compuestos por
Poliestireno y Polibuladieno El grado de
n;:s i$lencia al impacto e::; (u en fu ncin del contenido
de butadicno.
El SAN tambien es un copolmcro, bsicamente es
un Poliestireno modificado con acrilonitrilo que
presenta mejor resistencia mecanica y qumi ca.
Otro polmero es el copolmcro en bloque de
Estireno-Butadicno-Estircllo; presenta un
lila) or de butadie no, que el del Pol iestir.:no Gr.ldo
Impacto. adems de una estructura molecular
distinta. y por lo tanto, mayor resistmcia al
impacto.
El tercer gn.lpO esta fOnlwdo por los tcrpolimcros
ABS \ ASA El AcrilonitriJo-Butadieno-Estircno
(ABS) es un Pol iesti rcno modificado que presenta
propiedades ) elevada
al Impacto_ Se fabrica principalmente por
pOllm;;rizaein de injerto o mezclas de polirm:ros a
partir de Estirello-Acrilonirrilo, Butadieno-
Acrilonitrilo y Estireno-Buladi cno.
El Acri lonitrilo-Estin.:no-Aeribto (ASA), presenta
propiedades s..:mcj.mlcs al ABS, su estabilidad a la
IIl tl.:mpcrie al envejeci miento son exceklltes, se
obti ene por la modifi Clcin de I:sti reno-acrilonirri lo
COllllna base di spersa de :leido acrilico
El cuarto gmpo se confon1lO. por Aleaciones que
trat.:lI1 de combinar las propiedades de los polimcros
qm: la componen p:lfa cubrir un uso especfico En
el mercado las Alc:lciollcS del ABS son las de
mayor importmcla
ESTIRENO
BUTAOIENO
ACRllONITRllO
PENTANO
POLlESTIRENO
GRADO IMPACTO
COPOLIMERO EN
BLOOUE SIB
POUESTIRENO
CRI!oTAL
POLlESTlRENO
EXPANSIBLE
FiJ:ura 6-1 Produce",1 de lo.v polimcffls de EslirclIlI.
2 ANALISIS POR TIPO DE
PLASTICO
2.1. POLIESTIRENO CR1STAL
2. J. J. ESTRUCTURA
El homopolulI cro de tiGIlt.: la siguiente
estnlctura
Como ya SI! mencion. el Poliesu reno Cristal es el
producto de In polimenz.1cioll dd cstm.:no
La rl!accin OCUITI!
radical fenil se
en fonlla desordenada )'
distribuye
,.
"
,
11
-
obtenindose un polmero m:lctico de naturaleza
I amorfa y por lo tanto transmrcntc.
2.1.2
PRODUCCJON
El material se puede obtener por la pol illu:rizacin
en masa y suspenSin, el primer proceso es el mis
utilizarlo ya que prcsent:t una aparente simplicidad
y proporciona un pollmcro dI..! alta calidad.
a) Polimerizacin el1
Se realiza en forma continua de la siguiente
m3l1crn"
Es un proceso que consiste en eliminar prc\ amente
los inhibido res que contiene el monmero de
cstireno, por medio de un lavado con sosa custica.
En lo. pnmera etapa, se desarrolla la
prcpolimenzacin de por medio do..: UIl
calentamiento a SO" C. alcanzando lLna conversin
del 33 al 35%
POSlcrionnente la mezcla pollmero-monmero. se
introduce a una torre qm: llene un sistema de
cnfriwniellto para el calor que se
desprende de la rcacci on d;: poJimerizocin, Cll la
entrada de la torre In rcmpcmtura eS de
aprox.madamentc 100" e y :nunenta a I RO" e hasta
el fondo. El Policst ircno sak del reactor a 220" e
como una masa \ iscosa que alcanza una con"crsin
del 9&%.
El monmero residual se extrae por vaco. La masa
de Polieslireno se extrtl) e, se enfra)' se f0n11aJl los
pcllcts.
POLlMEROS DE ESTllU:NO 5
e
l- -rJ
TIINQUES DE l.
PII.EPOLIMERIZACION
110'C
rao'C -----;;
.. ---
ENFRIAOORES V
CALENTADORES DE CAMISA
ENFRIADORES Y
CALENTADORES DE SERPENTIN
FILAMENTO
EXTRUIDO GRANULAOORA
TINA DE
AlALMACEN
l'iguru 6-1 Proceso de Torre pura la 'oll me,,:acirin en ,I/u5U
CO/IIIII!IU dd Puliesllrello CrlslaL
b) Pulimerh,m:ilI en Sflspensin
En es te proceso
de inici.ldores
el !llOllomero
(p..:r.xidos),
de estireno provisto
es dispersado ell
pequeos gotas en el seno de un flUI do que
regulanllente es agua
La reaccin dl: polimerizacin comienz.a. con un
calentaJniento de 70 a 90" e para activar el iniciador
y se finaliza a una temperatura de 90 n 120" e y
presin de 5 bar
Para el iminar mas facilmente el calo r de la
e.xotemlia de la reaccin. es importante logr.l r una
buena dispersill, utilizando .lgr;;ntes como el
:llcohol poli\"il1llico
6 CAPITULO VI
El Policstireno fabricado por este mtodo ti ene
fonna de esferas pequeas que se separan del agua
por centrifugacin o filtrado. Despus se lavan y
secan para fannular y peUetizar
2./.3. PROPIEDADES
Es un material runorfo de alto peso molecular
(200,000 a 300,000 glgmol), de baja densidad,
duro, con buenas propiedades pticas, minima
absorcin de buena estabilidad dimensional y
a1s1runicnto elctrico.
Resiste a cidos orgnicos e
concentrados y diluidos (excepto
alcoholes, sales y lcalis.
inorgnicos
los altame nte
Es atacado por steres, cetonas, hidrocarburos
aromaticos, dorados) aceites etreos. Tiene brillo
y Ir.:lJ1sparcncia
Es sensible a la luz solar. por lo que para retardar su
degr:ldacin se deben adicionar absorbedorcs de luz
ultravioleta.
Presenta baja resistencia al impacto y estabil idad
tennica. Se obtiene en fonna de granulas parecidos
al vidrio
Tiene una densidad de 1.05 g/cm
l
, su temperatura
de reblandecimiento es de ISO a 200" C. su
resistencia a la tensin es de 544 kg/cm
2
2./.4. APLICACIONES
Existen vanos grados de Poliestircno Cristal de
acuerdo a los requerimientos d.e1 proceso de
transfonnacin al que es sometido
Prcsent::l un buen balance de propied::ldcs, ademis
de ser transparente y cumpli r eon las normas F.D.A.
Se uti li za en la fabricacin de enV<L')es para
productos alimenticios, fammceuticos y cosmticos
como bUster, vasos, tapas .
En el sector consumo se incluyen estuches y
cuerpos para bolgr.lfos, juguetes, instmmentos de
dibujo y articuJos para el hogar
2.2. POLIESTIRENO EXPA1\SIBLE
(EPS)
2.2./. ESTRUCTURA
El Policstireno Expansible,
estructura qumic::l que el PS
tiene
la mIsma
y contiene
pentano como agente ncumatgeno o expansor La
concentracin de ste \aria de 3 a 7''10, es deci r, 7
kg porcada 100 kg de estireno.
2.2.2. PRODUCCION
Se utiliz::l el proceso de polimerizacin en
suspensin que a continuncin se describe.
El esti reno se mezcla con agua fonnando pequeas
gotas suspendidas en la fase acuosa. Al avanzar la
polimerizacin se obtienen perlas de Poliestireno
que son impregnadas por el agente neumatgeno.
Postcrionnente por medio de cencrifugado o
filtracin se separan de la fase acuosa, se secan ya
travs de cribndoras, son seleccionadas las perlas en
diferentes uumu10s de acu,;rdo a su aplicacin flIlal
pam acondicionarlas con lubricantes c:-.:.temos antes
de su envase
TOLVA OE
Figura 6-4 Proceso para la ubu:ncin de /){)fiestireIl Q
Expansible.
El EPS se comercializa en farula de perlas blancas
translcidas que conti enen dentro de su estructura el
ncumatgeno (expansor)
Al apli car calor a las perlas se provoca que el
Policstireno se reblandezca y crezca de t:ullwl0. El
grado de expansin puede ser controlado para
obtener desde dos hasta 60 veces el VOIUlll <!ll
original de 13 perla. La capaci dad de crecimiento es
la caracter stica pri ncipal en la elaboracin de
piezas moldeadas, existiendo diferentes grados de
.acuerdo al porcentaje de retenido en malla (6-16,
10-20, 16-JO, 25-40, 40-. 5)
producto, despus de agregarle el agente
. ,umat'geno" tiene una durabilidad de tres meses,
''''''',J" , '_o ste se evapora perdi endo su cfecto.
PROPIEDADES
material dctil y resistente a temperaturas
cero, pero a tcmperaruras elevadas,
ilproxim,ulnme,nte a 8So e, pierde sus propiedades.
a ello, y a su b-uo coeficientc de
tennica, se utili za como aislante a
temperaturas Posee poder de
e"" ' rtigU''''' i""o, es decir, pernli tc absorber la
producida por golpes y vibraciom:s. Flota
POLLMEROS DE ESTl RENO 7
en el agua y es compl etamente inerte a los metales.
Resiste a la mayora de los cidos, soluciones
alcalinas y saladas, sin importar su concentracin.
Tambi n resiste a la temperatura e intemperie, no es
txico. Sin embargo, no es resistent e a solventes
orgnicos, como tampoco a los aceites minerales
Debido a su estructura celular presenta valores
bajos de transmi sin de vapor y de absorcin de
agua. Es combustible, y por tanto no debe ser
expuesto a la fhuna u otra fuente de ignicin, sin
embargo, existen grados especiales donde se
empican retardantes a la flama. Es resistente a los
microorganismos y cuenta con buenas propiedades
de aislamienco acstico.
Algunas de sus propiedades son.
Densidad Aparent e 0.6 kglm
3
a 17 kglm
2
Absorcin de Agua DA a 0.8% Vol.
(sumergido 8 das)
Composicin Polieslireno 93 - 97%
Agente Expansor 3 - 7%
2,2.4, APLfCACIONES
El EPS es uno de los tennoplfuai cos ms verstiles,
dt: estructura rgida celular, contiene hasta un 98%
de aire encapsulado, que imparte baj o peso y
resistencia
Se utiliza en la industria de la construccin como
aligcrrullc y aislante, en empaque y envase se
empl ea como medi o de proteccin y presentacin.
Este material es fcil de colorear e imprimir. Los
empaques se diseibn para amoldarse perfectamente
a la fonna del producto. variando la densidad,
espesor de pared y nmero dI:: n.:fuerzos
8 CAP IT ULO VI
Con el EPS es posible proteger desde una delicada
porcelana hasta una pesada caja filerte. Algunas de
las Industrias que emplean el empaque de EPS SOIl .
la automotriz. farmacutica, cosmticos, cristales,
maquinaria, electrnica \"in05 r licores, } todas
aquellas Que empac!l..n sus productos, para
protegerlos contra golpes durante su maneJo.
obteni\.:ndo una reduccin considerable en los
costos de mano de obra, fletes y meonas
Por alfa parte, cun EPS se pueden envasar y
prowgcr bebidas frias, calientes, heladas y una gran
variedad alimentos
El incremento de envases moldeados con EPS en la
industria y uso domstico. es pmcba de su gran
uti lidad
Tambicn se fJ.brican cajas para fmIas, pescados y
manscos. que proporcionan ventajas sobre
empaques tr.ldlcionaks de madera y ca.rtn porque
pesan hasta un 60
Q
" menos, no generan la creacin
de moho ti hongos. no absorben agua, no pierden su
fonna y favorecen su lransportt!.
Al uti lizarlo en la industria de la eonstmccin como
aligt!r::m1i..:nto en bs losas, falsos plafones y como
ais la.ntt:. se ahorran costos en la estructura,
cn el COI1Cn.:LO. en la I1HU10 de obra, y adems no sc
desperdicia por ruptura.
Este mercado utiliza productos de baja densidad
con propic<.ladcs alltoextinguibles (Namla U.L.-
723 Aprobacion R-9767). es de fci l manejo.
pr;:sclHa Cas I nula absorcin de agua. ayudando al
fragll.:tdo del concr<.!lO y m:mt,.;niendo el calor de
hidrataCin
Todas las propiedades del EPS se aplican
perfectamente de una o vanas fannas en los
siguientes mercados
-
EDIFICAClON
Losa reticul ar
Plafones
:VImos divisorios
Fachadas
Duetos de aire acondicionado
VIVIENDA
Sistema de losas
Sistemas integrales (mufo-losa)
Sistemas de aislamiento
ESPECIALlDADES INDuSTRIALES
Frigorificos
Concreto aliger.w.o
Aislamiento de tuberas
Aislamiento dI! techos
CUERPOS MOLDEADOS
Empaque comercial, Industrial y agricola
Arliculos decorati\os
Flotadores
Deslizadores
ENVASES
Vasos tmlcos desechables
Otra aplicacin importante en Envase es la perla
expandi da para proteccion .Se moldean en fonna de
estrellas. cacahuates o "S"" las cuales sirven para
rellenar cajas de c.:trtn comlgndo donde se
contengan productos fragiles
11
-
2.3. POLIESTIRENO GRADO
IMPACTO (PS-I)
2.3.1.
ESTRUCTURA
La estructura del copolmero de estireno-bmadieno
es:
HH HHHH
I I I I J
H@ H H n
ESTlRENO BUTADIENO
Es un tennoplastico amorfo. su resistencia al
impacto se basa en el contenido de polibutadieno
presente en el compuesto, existiendo bsicamente
dos tipos .
Tahla (i 1 Po/ieslircllos Grado Impacto
"/o ESTIRENO % 1'OLIBUTADIE.'JO
[''Iedio "'pact"
3.5- -1-5
Alto "'parto
n.s .. 91 .0 .5 .. 9.0
El polibutadieno es un elastmero opaco que al
combinarse con el Poliestirello hace que ste pierda
su transparencia.
2.3.2.
PRODUCCION
Se puede obtener por polimerizacin en suspensin,
en masa) por mezclo. dI;! polimeros
a) Polimeri:,acil1 en Suspensin
La polimcrizacin ell suspellSlon proporciona
copolimcros de injerto, a partir de! Polibutadieno
disuelto en estireno. La mezcla de estircno-
butadi eno se dispersa en agua en foml:1 de pequeas
gotas .
-
POLlMEROS DE ESTIRENO 9
As, por accin de calor y con los iniciadores
adecuados, se consigue la ocurrencia simultnea de
dos reacciones: la homopolimerizacin del estireno
y la insercin del estireno sobre las macromolculas
del polibutadieno.
b) Polimerizacin en Masa
Este proceso consiste en la disolucin de
Polibutadieno en el monmcro dc estireno, despus
se lleva al rcactor y se inicia la reaccin de
insercin .
Es necesario el control de lemperaturas por medio
de agua o aceite de enfriamiento para eli minar el
calor que se produce durante la reaccin
Por este mtodo se alcanzM rendimientos del 90%
y el monmero residual se recircula.
CISOLUCION
POLI\lUfAOIENO EN
DE
+
fSllRENO
.OURurA"'EMO
SOLUCION
(jJ
"' CATALIZADOR
'L:::
,--
r
):ll
q}-
,
,
,
i- , ce
(jJ
,
REACTOR
,
,
,
do
-8
LAVAOOR I
;r
ESTIRENO
RECIRCULADO
.OUUTlRENO
I ... ACTO
MONOMERO
RECIRCULACO
Figuru (,-5 Proceso de Pulimefl:acuJ/I el! .I/u.)u para la
UhreucJI1 de Pu!ieslirellu
10 CA PITULO VI
e) Me:cJa (le Polmeros
Los Policstirenos Grado lmpacto tambin pueden
ser obtenidos por mezcla, incorporando al
Policstircno d caucho siluct ico de pol ibutadieno-
estireno, ya que la porcin de estircllo unida
qumicamente a este tipo de hules, aumentan su
compatibi lidad con respecto al Poliestircno.
La incorporacin del butadieno--estireno se hace por
mczcbdo en cxtmsoras a temperaturas habituales
de tr.:msfonnacin dI.:! Poliestireno
1.3.3. PROPIEDADES
Los diferentes grados que existen de estos
materiales (Medio y Alto Impacto). presentan
propil.!dadcs simi lares a las del Polieslreno de uso
general. Su color Il:ltural va de translucido a opaco
Se ven afectados con la exposicin continua :1. las
radiaciones de luz U.V., ofrecen limitada resistencia
a solventes arom:lIICOS ) clor.ldos Poseen alta
ngidt:z y dureza, presentan bajas propiedades de
barrera. poca resistencia a la grasa y a t<:mperaturas
elevadas Con un adecuado balance de propiedadcs
tienen excelente procesabilidad para InyecCIQIl.
extmsin y temlOfonnado .
Son e:tablcs tmlicamt:ntt:, tienen nivelcs muv
de maleria volti l y poseen una resistencia al
impacto entre dos y cuatro veces superior al PS
CristaL segn t:1 contenido y lipo de elastmero.
Se fonnulan para obtener diferentes propiedades
meeanicas y de procesamiento, adems de grados
cspecialt:s con relardancia a la flama y cargados con
fibn de \ idrio o esferas de vidrio Su densidad no
\ aria con respecto a la del Polieslireno CrisGll. ,
t:s de l 05 g/cm
3
Rcsistt: con limitaciones kidos y lcalis, no resiste
disolventes orgnicos como bencina. cetonas,
hidroc:lrburos aroll1:'lticos y clor.ldos, ni ac.:ites
etricos
1.3.4. APLICACroNES
ti) Poliestireno Jlledio lmpaclo
Es un materbl con el que se elaboran piezas ngidas
que requieren brillo e impacto, se utiliza con t:xito
en la industria de envase y empaque para elaborar
aniculos del hogar, platos ) vasos desechables
,
articulas escolnr;:s y juguetes
h) PoliestirenoAfto Impacto
Sus mecnicas y de flujo, penniten el
moldeo de partcs que estn sujetas a un uso severo
como: asientos sanitarios, carretes industriales
carc3Z.'lS de clectrodomsti cos. cubicrtas y parte;
pa .... radio y televisin. cuerpo de cassettes. partes y
cuerpos de juguet;:s
Tambicn se empi ca en envases > empaques con
espesores menores a los com'cncionales
Existen grados especiales que se utilizan donde se
requiere mayor en el producto final y
que un balance ideal de propiedades
como flujo, impacto y resistencia a la temper.ltUI1l
Algunos ejemplos son: contrapuertas de
refrigeradorL:s y partes automotrices.
2.4. COPO LIMERO DE
ESTIRENO-BUTADIENO-
ESTIREN.o (S/B/S)
2,4, l . ESTRUCTURA
Los copohmeros de Estircno Butadicno presentan
siguiente estnlClura en fonua de Bl oque
f A-A-A-A-B-B-B-B-A-A-A-A!
n
-
Como se pucde observar existen '"Bloques"
alternados de monmero A y del monmero B,
cuya distribucin est ddinida dentro de la cadena
del copolmero Para el caso del copo limero de
EstirenofButadicno/Estireno, su estructura contiene
alrededor de un 30% de Butadieno y un 70% de
Estircno
ESTIREN O
BUTAOIENO
2.4.2. PRODUCCION
El mtodo de produccin del copolmero en Bloque
de Esti rt:llolButadieno/Estireno, es por
polimerizacin aninica secuencial y se nmliza de
la siguiente mam:ra:
a) Iniciacin
Consiste en agregar eslireno y un ini ciador.
Generalmente, se utiliza sec-butilo de litio, que
activa al es1ireno para la polimerizacin.
b) Propagacin
Una vez que se ha consumido el estireno, se agrega
ms para promover la fomlacin de Poliestireno y
mis catalizador para impedir la tenninacin de la
polimerizacin: de esta manera, se dejan activadas
las cadenas de Pol iestireno para que puedan seguir
reaccionando.
e) Copolimerizacin
Cuando se ha agotado el estireno adicionado, se
agrega el butadieno que reacciona con el extremo
activa90 del Poliestireno, iniciando el crecimiento
de una cadena de butadieno es decir se obtienen
, ,
POLIMEROS DE ESTIRENO 11
'dibloques" lineales fOffilados por Poliestireno y
por Polibutadieno. El ex.tremo del Polibutadieno
pennanece activado.
d) Terminacin
La reaccin final iza cuando los "dibloques" lineales
son unidos por un agente de acoplamiento
poli funcional , como el aceite de linaza epoxidado,
para fonnar el polmero principal.
2.4.3. PROPIEDADES
Es un material amorfo, de baja densidad, brillante,
tenaz, resistente al impacto. Su densidad se
encuentra al rededor de 1.01 g/cm.l.
La caracterstica ms sobresaliente de los
copolimeros bloque de
Estireno/Butadieno/Estireno, es la combinacin de
transparencia, brillantez y resistencia al impacto.
Posee excelente transmisin de luz que alcanza
niveles del 90% y baja nebulosidad.
Su resistencia qumica es semejantc a la que
presenta cualquier Poliestircno, no resiste
alcoholes, cetonas, steres, aromticos, cidos,
bases diluidas, grasas.
La pemleabi lidad al vapor de agua y al oxigeno es
relativamente alta, su uso se limita a ciertas
aplicaciones de alimentos que no requieran larga
vida de anaquel.
Es dificil de imprimir, requiere de tratamiento
corona, se puede pigmentar en cOlores traslcidos y
opacos.
En el sector de envases, se emplea mezclado con
Poliestireno CristaL ya que disminuye costos y
mejora la r;sistencia a la ruptura.
I
12 CAPITULO VI
APLICACIONES
El empaque es su aplicacin principaL como
confitcria. verdura fresca u objetos estticos.
algunos productos donde la trnnsmisioll de agua es
deseable para reduci r la condensacin de humedad
en el empaque o productos que requieren oxigeno
para mantener su color
Otras aplicaciones son: vasos y platos desechables.
empaques de huevo, ganchos para ropa. juguetes,
charolas y garrafones. adems de algunos liSOS en
medicina y clecrronicu.
J -
2. 5. 1.
COl' OLIMERO DE
ESTIRENO-ACRILONITRILO
(SAi'l)
ESTRUCTURA
El copolmero de Estin;no-Acriloni trilo, conocido
como SAl\, es un temlOplstico amorfo de cstireno
modiftcado con acrilonitrilo, cuya estmctura es la
siguil.!l1 te:
HH HH HH
t-
l.... I I I I -= f.1 J
H@ H C I!!!;2 N n
ESTIRENO ACRILONITRILO
2. 5.2. PRODUCCJON
Puede producirse por polimeriza.cin en masa, en
suspensin y en solucin; tambin s,; utiliZJ. la
polim,;rizacin en emul sin parJ. la obtencin del
ABS y el ASA Los mtodos m:i.s util iz..:1.dos son la
pol im;nzacin en masa y en suspensin.
(1) Polimerizacin en Musa
Consiste en b mezcla de los monmeros. la accin
del calor y la presencia de un iniciador soluble en el
estireno La reaccin de polimerizacin comienza
entre el est ircno y el acrilonitrilo. a medida que
ava.nza la reaccin, se dificulta la agitacin y el
calentamiento unifonm:. obt,;nindose un producto
rc lati,arncnte hetcrogcneo
Al sal ir del re:lctor, la mas3 fonn3da SI! e.\.Lruye,
enfra y pclletiz., En la actualid:td, los nuevos
desarrollos de las polimt:rizaciones en masa han
logrado por este proceso un SAN m::'ls t rarlsparente,
homogneo) con menor ndice de arn ari lJamicnto
b) Polimerizacin en S uspensin
Consiste en la disolucin dd iniciador en el
estireno. postcriomlente se mezclan los monmcros
y se llevan al reactor, donde se dispersan en agua
La polimcriz.acion inicia con 3)ud:l de calor el
agua cumple la funcin d..: eliminar el que se
produce durante la reaccin
e) Po/imeriZ(Ic;,j" en Sulucin
Se parte de una solucin del monmero,
caso la mezcla de los monmeros de estireno
acrilonitrilo Si el polimcro es insoluble en
solventl.: empicado, precipita a medida que se va'
foonando. Si eS soluble, se separa por destilacin
del solvente j del monmero no transfom1ado.
polimero obtenido por precipit:lcin es hOl11c,gnec'I,
2.5.3. PROPIEDADES
El SAN gu:mia cierto parecido con
homopolmero de estlrcno
-
Es un plstico transparente, con alto brillo
superficial. Debido a la presencia del acrilonitrilo
en su fonnulacin, tiene un ligero amarillamicnto
que para o c u l t ~ l o se puede pigmentar ell
transparente y opaco.
Es rgido y presenta mayor resistencia al impacto
que el PS-1. adems de ser el plstico con d ms
grande mdulo de elasticidad de todos los
polmeros de estireno. Su dureza superficial es alta
y su densidad es de 1.08 g/cm
3
Tiene muy buena resistencia dielectrica, as como
tolerancia a cambios de temperatura y transmite un
90% de luz.
Por la naturaleza polar de las molculas de
acrilonitrilo, tien;: mejor resistencia qumica a los
hidrocarburos, aceites, grasas, cido clorhdrico,
fonnaldehdo. hidrxido de amonio, sales de
halogenos y no debe exponerse a cidos minerales
concentrados
Por no resistir la luz ultravioleta, es necesario
adicionar absorbedores de luz.
Se recomienda utilizar SAN cuando se requieren
piezas tcnicas con gran rigidez. estabilidad
dimensional , transparencia) resistencia qumica.
2.;'4. APLICACIONES
Tiene aplicacin en un gran
industriales y domsticas
nmero de piezas
como: aspas de
ventiladores, vaj illas. manerales para sanitarios,
capelos para tocadiscos, earcazas para grabadoras.
vidcocasseues , mquinas d! oficina, mirillas , vasos
de licuadoras, envases, jarras de agua. cepillos
dentales ) cubiertas de estuches de cosmticos.
vasos, ensaladeras, entr! otros.
POLlMEROS DE ESTIREN O 13
3 PROCESOS DE
TRANSFORMACION
Los polmeros de Estireno se pueden procesar por
los siguientes mtodos:
Inyeccin
Extrusin
TemlOfomlO.do
Espumado
Acabado
Maquinado
Pegado
Decorado
3.1. ACONDICIONAMIENTO
PREVIO
A pesar de que los polmeros de estireno presentan
una fcil procesabilidad. los ABS y SAN requieren
de un secado previo a su procesamiento.
3. 1.1. SECADO
Los Polmeros d! Estireno son ligeramente
higroscpicos, tienen un contenido de humedad en
el equilibrio de 0.3 a 0.4% a 23" C Solamente
cuando la humedad es mayor se recomienda el
secado.
3.1.2. REGRANULADO
El Poliestirello tiende a la degradacin por un mal
procesamiento. En el caso de! Poliestireno Cristal
se refleja en un cambio de color de transparente a
amarillento, aunado a la prdida de propiedades
mecnicas como resistencia al impacto y rigidez.
Esto mismo sucede en los grados de impacto
aunque el cambio de color no es tan significativo.
14 CAPITULO VI
Los diferentes grados de PoliestirellO muestran un
alto nivel de compatibilidad entre s, representando
una gran ventaja para que los desperdicios
regranulados mezclarse con producto virgen
de un grado supenor, para obtener propiedades
semejantes al producto original.
3.2. INYECCION
3.2.1. CARACTERlSTICAS DE L4
MAQUINAl/lA
a) (j"ellerlllit!ades
Los pol imeros de estircno se pueden procesar en
mquinas convencionales de husillo reciprocan te
con el uso de cualquier tipo de boquiHa de cierre.
b) lIusilfo
Para la myeccin
recomi..: ndan husillos
de los Policstirenos, se
con una relacin UD de
aproximadamente 1 g 1, con un paso constante de
1 D. La zona de aJimentacion debe abarc:lr
aproximadamente el 50% de la longit ud. la de
compres ion 30% y la de dosificacin d
OOSIFK:AClON co .. Pll.ElUOH
Figura 6-6 Husill/J para la ill)'l!cL';n dI! los
En husillos comerciales, el rango en la profundidad
del filete oscila entre 0,15 a 0.1 R D en la zona de
a1imenlacioll. y 0.05 a 006 O en la zona de
dosificaeion.
Para la inyeccin de Poliestirenos, se r..:qUlerCIl
vlvulas <1Iltiretomo, para prevenir que el materinl y
el flujo se regrese a traves de los filetes del husillo
-
durante la inyeccin del mismo. Para este tipo de
vlvulas, las caracterhiticas requeridas son'
Viscosidad dI.: masa fundida baja
Presin de inyeccin alta
Relacin UD del husillo baja
e) Boquilla
Para inyectar Polmeros de Estireno se recomienda
utilizar una boquilla abierta o de cIerre por
corredera por aguja Esta debe constmirse por una
sola pieza; si no es posible, las secciones debell ser
cuidadosamentc maquinadas para reducir la
posibilidad dc tener reas de retencin de material
entre cnda una de las secciones. Figura 6- -
TIPO PENDIENTE
\
RESISTENClAS OE
CA.LEtITAMIENTO
OI.t.METRO
OE5ALJOA
0.188.0.375 In
'O,.,ruo
DlAMETRO
DE SALIDA
0.125-0. 188 In
Figura 6-7 dI! 8/lqrllllas,
3.2.2. CONDICIONES DE OPERAClON
a) Perjil de 1'emperrtfllrw,'
El perfil de temperaturas empleado en el moldeo '"
por inyeccin depende del grado de PoliestircJlo
utiLiudo. siendo menor la temperatur3 parl los
grados de li SO general o cristJ.l que para los de il.
impacto
-
Normalmente deben todas las zonas del
cilindro J. la miSl1l3. temperatura cuando se empica
una capacidad de inyeccin del 50 al 75%.
Cunndo el peso de la pieza y la colada Gxceden el
75% de la capacidad nominal y se pretenden ciclos
menores a 30 segundos. se debe mantener la zona \-
de alimentacion sobre 15 a 25
0
e ms alta que las
zonas siguientes.
Para el caso contrario, utiliz..1.ndo capacidades
menores al 50% de la nominal o bien, si los ciclos
de moldeo son mayores a 60 segundos. se sugiere
que las zonas lllcdiJ. y dcl,mtera estn de 15 a 25 e
mis cal ientes que la zona trasera, evitando la
fonnacin de manchas plateadas en la pieza
moldeada
Como el Policstir;:no es un material amorfo. la
temperaturo del molde no debe exceder su
temperntur.l. de deflexin (lID1), para evitar que la
pieza se distorsione al ser extrada
Si se buscan ciclos cortos, la temperat ura mnima
de molde para Policstiri!no es de 20 a 25 e, puesto
que por debajo de estos niveles e.x..isticin altas
tensiones en l.:t pieza moldeada, fonnadas por el
choque tnnico extremoso y la orientacin de las
molculas, causando la fragilizacin del producto.
La Figura 6-8 muestra las temperaturas
recomendadas segn el espesor de la pieu.
Se ha encontrado que en el moldt!o de Policstircno,
es posible lograr ciclos cortos sin afectar el brillo
superficial, a travs de diferentes temperaturas en
ambas caras dt!l molde.
POLIMIROS DE ESTIRENO 15
10 20 30 .0 50 6(1 70 ffO
TEMPERAT\JRA CE1.MOLDE C
Figura 6-8 Grfica EspC.\"lJf 1'.5. Temperatura del Jlolde.
El control de temperamras en las zonas del cilindro
y de cualqui er maqui na de inyeccin por lo general
no indican los valores 100% reales. La temperatura
de masa fundid;),. la mayora de las veces es
considerablemente mas alta que las temperaturas
ubicadas en las zonas del ci lindro. debido al calor
gener.ldo por la friccin delmateriaJ con el cilindro.
Si este calor de friccin es excesivo, causa una serie
de problemas durante el proceso de inyeccin, estos
se pueden minimizar mediante las precauciones
sigUIentes.
Reducir la velocidad del husillo
Reducir el ciclo de iny;:ccin
Reducir la contrapresin
IncremcntnI la temperatura cn la alimentacin
Utilizar un material con m;:llos lubricante
Reemplaz..1.r el husi ll o
Cuando el tiro de inyeccin del materia! excede el
75% de la capacidad de la mquina, o si el 11l3tcnal
no ha sido precalcntado. es necesario que I:J.
temp;:fatura en 13 zona final de inyeccin se
incrt=mente entre l y JO" e en comparacin a las
otros zonas del husillo
Para la inyeccin del copolimero en bloque de SBS,
la temperatura de moldeo puede variar entre ' O a
66 C dependiendo de la pieza. Con de
16 CAPITULO \'1
moldeo bajas, se ml.!jora la resistencia al impacto)
el ciclo de proceso. COll temperaturas de moldeo
altas, se maximiza el bri ll o superfIcial y la
reproduccin detallada del molde
El cupolimero en bloque SBS puede duplicar la
superficie del molde en faona exacta, sin embargo,
bs panes moldeadas tienden a adherirse en moldes
altmncnte pulidos Para facilitar la expulsin de este
tipo de piezas, se recomienda que el angulo de
salida sea de por lo mell os 3, si n negativos.
Las plac.'1S o anillos de e"traccin, se prefien:n para
distribuir la fuerz:l de ...:xtraccin y se pueda usar
aire para romper el \ aeio natural que se fonn a entre
la pieza) el molde.
El copolimcro en bloque SBS es amorfo, su
encogimiento es rdativalllcl1tc bajo, alrededor de
0.007 a 0.025 pulg/pulg Se debe planear
pcrfectam..:ntc el enfriamiento y los espesor..:s de lo:!
pit:za, a fin de balancear el encogimiento de toda la
y mini mizar bs ddonnaciones.
h) Pre.\irmes
El hidrulico de la mquina debe proveer
flt li do a diversos niveles de presin y flujo para
garantizar el com:cto funcionamiento
Prcsil n de
En los limites maximos se obtienen articulas con
mayor brillo, se disminuye la fOffil acin de
burbujas y se borran las lineas de unin, sin
embargo, se deben tener temperaturas bajas pam
evi tar los esfuerzos residuales en el rea del punto
de inyeccin, que a temperaturas ms clevadas
puede causar derramamiento o amarres en el molde
Con el objetivo de alcanzar ciclos menores, es
preferible opcrar a la maxima presin de inyeccin
reduciendo simultineamente la temperatura
-
Para el moldeo de tos Policstirenos. se recomiendan
presiones entn: 500 y 1300 kg/cm
2
, medidos en 1a
punta de la boqui ll a, b clIal se fijar de acw.:rdo al
tipo de maquinaria
Presin tle So, tcnimicnlo
La presin dI! sostenimiento l!\iLl la fonnacion de
rechupl!s en la pieza o ciertas marcas superficiales,
ademis compellsa la contraccin cuando se
introduce un poco mis de material hmdldo, hasta
complctnr el Iknado.
Como los poltmcros en I!stado fundido son lquidos
compresibles, la preslOll de sostenimiento
ddl!nnin<l el gr.:ldo dI! contraccin de la pieza
moldeada
Conl r;\p
La contrapresin rccoll1endada para los Polmeros
de Estireno se encuentra en el rango de 30 a
120
e) Tiempo de S uslellimiell tu
Es el tiempo dur.tntc el cual se lcne que ejercer
presin a las cavidades dclll1olde, una vez que
se han llenado
P:ua calcullr el tiempo de sostenimiento en el
moldeo de PoliL:stireno. se recomienda reducir
progresi\aInellle \.il tiempo de avance dd tomillo
hasta que aparezcan marcas de n:chupes en la
superticie de las piezas_ A pani r de ese punto, se
incrementa parcialmente a razn de un segundO
cada 10 ciclos, hasta que las marcas en la pieza
desaparezcan.
ti) Velucidlld
Veloddad de ccd un
Generalmente. pam cI moldeo de los PoliesurenoS
SI! utiliza una \l!locidad inicial de in)eccln de
25 mm/scg o ms, que disminll)'1! confonnc se
logrado el Ilen;-do de la cavidad del molde, a
-
1.6 ml1l/scg Se recomiendan \clocid:1dcs altas, para
Jograr alcanzar las propiedades ptimas.
ospecialmcnt,.; en aquellas plCz..'\S que tienen
espesores Illuy d;:lgJdos
,
la aparicllci.l superiicial de una pieza no es
Si! pueden manejar vclocid:ldcs de inyeccin
razonables Cuando St.: inyectan piCL'lS como
tncones. mangos para cl!pilJos o cualquier pieza de
Ffficteristicas ... es
velocidades de 1IlyCCC10ll para
InarclS dt; flujo y defectos superficiales
manejar
pn.;v:nir
La pr:ictic.1. sugiere \ c1acidades clc\ :ldas de
inyeccin, en consecuencia un buen llenado del
molde, para enscguicb m;:mejar cont rapresiones
altas en fur:cill dI.)[ llenado completo de las
tavid:ldes dc mol dI.!o Esto puede reducir el
esfuerzo de las piezas moldeadas
Sol::uncnlc en aquellas ocasion..:s donde mam;p
la inyeccin de piezas pesadas con secciones
complicadas, de mayores n 5 mm. el
licmpo de llenado cid molde no debe exceder los
cinco o seIs st:gundos. lo cual (kpender del
tamao. numero \ 10callz..'\cln dc Jos bebederos.
rcnteo del Illoldt:. tamaiio de l:l boquilla
de tlujo de l grado de mnterl que se
tr:baja
Vcludtlatl tld HUlIitlu
El rango d..: wlocidad del husillo para proc,,;sar
f oliestircno ..:s amplio. \"<\ desde 50 hasta
200 rpm con torques bajos para e\ ilar la
degradacion del m:lleri:1l La detenninacin de la
,"clocidad dep..: ndcra dd grado de Poli..:srircno
utilizado: los de fl uj o n:gubr requit:r..:n de mayor
yl;locidad que los dI.! nito fll1.io r..:sistentes a la
I'l.:mpcr,:ltllf.
-
al manejo d..: rl.!laciones de compn:Slon airas sll gicn::
q6c la velocidad dd hustl lo sea baja. e\ itando
Cual quier probl..:ma de degradacin <.Id material.
DE ESTlRENO 17
marcas de quemado o partes con debilitamiento en
las propiedades mecni cas.
3.2.3. MOLDE
En el dis;110 de mold; dc be considerarse qlll': ,;:ste
tipo de mat;ri:1!;s present:1 una contraccin de
moldeo entre 0-1 a 0.66% par.l los grados de uso
general. mi,;:ntras que para los gmdos Impacto estos
valores van dd 0.3 :11 0.6%
a) lJebcdero
Es 1:1 pieza de ma) or conicidad para Polmeros de
Estir.:no llo0l1nlmentc t:S de .. mm El dimt:tro del
orificio del lado d..: la inyectora no debt: ser menor a
6 111m.
Los insertos para el bebed,;: ro deben ser elaborados
con acero t:special de alta dur,;:z.l. de tal fomla qul.!
se templen con aceite o al re despus del
maq\lillado.
La SllP;rfiCi..; IIltema d..: los insertos debe estar
eomplctam..:m..: limpia bien pulid:l. con longit udes
que pu...:den variar desde 15 has!a 18 mm en el
dto: la boqllilla di:unt:tros de 9 I11ll1 en el
;xtr,;:mo de b cavidad
CUERPO DEL MOl!)E
{- SI f)w;.:rWIIlI el {Jeb .. eru.
18 CAPITULO VI
h) Co/adw;
Existen dos tipos. coladas circulares y coladas
Il.lpezoidaJes
Las coladas circulares son las de mejor calidad. ).1
que pemliren el paso mximo de material a travs
del orificio. Deben tene r un diium.:tro de 625 a
10.75 mm. Regulannentc stas se deben maquin:u
las dos caras del moldt:.
CU.1l1do el sisli.:ma de coladas se maquina sobre una
sola cara del molde, se recomienda el uso de
coladas rfJpewidales
Cuando se utilizan moldes de colada caliente se
sugiere que el dimetro se encuentre entre 0.31 )
1 4 mm. El arreglo de las coladas en caliente debe
ser radial en comparacin a los am.:glos
ello reduce considerablemente el
riesgo de medir ;quivocadamente la tt:mpcratura de
la masa fundid3 La dt: t:stc tipo de arrt:glos,
es i:l optimizacin del mantt!nimicnlo.
e) PlIl/tO.V de Inyeccin
Se define como rndio de flujo , a la relacin entre la
a fluir y el grosor nominal de la seccin
do..: b pio..:z.a moldeada.
Para el Polit:stiro..:no. r.:! miximo radio de flujo es dI;!
300: 1, para los grados de Impacto son de 200: I
hasta 250: l . Tambien pueden considerarse de un
ancho de 1/3 del espesor por dos de profundidad.
E[ tipo de cntrnd.:t adecu.:tdo es el de aguja, debido a
[a elevada sensibilidad de cizallamiento dr.:!
Poliestirel1o, es dt:cir, que su viscosidad disminuye
t:11 funcin del incremento del codicicntc de
ciz.all::uniento.
Por lo tanto. i:l ,:lita, clocidad de paso del matl!rial
fundido hace qw;: la \"scosidad baje ) se pueda
disminuir la tt:mperalu.l
-
Prcticamente pueden llsar.;C todos tos tipos de
puntos de inyeccin en los po!icstirenos, como son'
PunlO de inyeccin de escaln
Punto de inyeccin de
Punto de inycccion de lengeta
Punto de inyeccin de agup
Punto de inyeccin de submarino o tnel
Punlo de inyeccin ,millo
Punto de inyeccin de disco
d) de Venteo
Para los Po]meros de Estireno, 0.025 mm de altura
y 3 mm de profundidad son [as dimensiones
n;eomendadJ.s dI:: los onfieios de venteo, para
efectuar un moldeo 'ldeeuado.
3.3. EXTRUSION
3.3. 1.
C;l R;lCTERlSTICAS DEL EQUIPO
a) Generalidades
Los poliestirenos pu.:den ..::-.,:tmirsc en cualquier
equipo convencional. busc:mdo siempre obtener la
m:l)or producti\idad, alto brillo. espesor unifonne
supcmcies libn.:s de defectos
b) /J1I!;jllo y Cilindro
Los equipos utiliz.1dos pm la f:lbricacin
productos como lmina y p..:licula de
son estndar, :lunquc existen provist:lS
\'entco al vacio de dos etapas con las que se
una mejor calidad de la hoja
La relacin UD puede ser 20: I
evitar tiempos de residenclJ :lItos. combi nados con
las temperntllras elevadas del proceso que
la degradacin, causando puntos quemados o
-
apariencia Debido qut! el comporL.'1micnto
reol 6gico de Poliestircno no es de alta viscosidad
en estado fundido , no es necesario contar con
motores de alta potencia.
La relacion de compresin no debe sobrepasar de
3.25.1 para evitar la degradacin terntic..'l del
material, y no menor de 1.5: I porque limita la
produccin debido al emrampamiento de aire. Las
ms empleadas son de 2.1 a 2.5: 1.
e) Dado
El mejor dado para crear l:imina y pclicula es aquel
que tiene dos zonas o partes de distribucin con una
barra de restriccin ellas, con fonna de cola de
pescado.
Todas las superficies interiores dd dado deben estar
cromadas pan minimizar la resistencia al flujo y
mejorar las caractersticas superficiales de la hoja y
as, obtener mayor brillo Los labios de
alimentacin deben estar altamcnte pulidos. El dado
se calienta t:n un rango de 1% a 210
Q
C,
controlando la tl;!mperatllra a 0.5
0
e de toler:U1cia
Para obtener la hoja homogenca. la abertura entre
los labios de alimentacin y la temperatura del
dado, deben mantenerse constantes
d) Perfil de Temperatllras
La temperatura de masa fundida para extmi r los
Polmeros de Estireno es dI;! 171 a 202" C; debe
controlarse perfectamente, ya que si es demasiado
baja, se tendran problemas de m::lIa ap.:u;encla
prdida de transparencia brillo superficial pobre.
t) Eqllipo Perifrico
Lmi na
Como un proceso sccUlldario a la cxtrusin. est el
"Laminado", que se utiliza para dar un acabado
brilJante a la hoja extmida de Poliestireno. El
POLfME ROS DE ESTIREN O 19
proceso consiste en pasar la hoja del dado a un
arreglo de rodillos pulidos con arreglo en "S"
invenida. Los rodillos deben estar lo ms cerca
posible del dado.
Las temperaturas de los rodillos se deben mantener
constantes en los siguientes rangos.
Tubla 62 de los Rodillo.,.
Rodillo Superior 70 . 95 e
Rodillo Medio -1 5 . 90" e
Rodillo Inferior
Primero la hoja pasa entre el rodillo superior y
medio, gira por este y pasa entre el medio interior,
saliendo por abajo del ltimo
L,mina y Pclcula Diuricntada
El Poli esti reno puede ser orientado rnccanicamente
para fabric..1.r filamentos. pclicula o lamina. En el
primer caso se trata de una orientacin l11onoaxial
del material de fornla longitudinal (direccin
mquinn) En el caso de pchcula y Imnina, la
orientacin puede hacerse en dos sentidos, es decir,
una bioricntacin longitudinal y transversal
El procedimiento para la elaboracin del
Poliestireno biorientado. consiste en extruir una
l:imina o pclcub Despus de salir del dado, el
Policst ireno tiene una lemper.llura aproximada de
190
Q
e, t.!s enfriado a 120
0
e al pasarlo por los
rodillos en ese momento existe una contraccin
del material. Posteriomlente, se Ue\ a a un horno
donde alcanza la temperatura de 130
0
C. ptima
para el estiramiento Dentro del horno la lmina es
estirada bteralml!nte por un sistema de Jalado que
sujeta las orillas . al mismo tiempo que recibe \111
estiramiento longitudinal por la velocidad de los
cilindros La relacin de esti rado varia de 3. 1 a 4 1
20 CAJ' ITULO VI
L;lS pcllculas orientadas comercialmente
resistencia a l.:t tensin de 700 a 850 kglcm
2
, y una
eJongacion a la Illpltlra del 10 al 20%, la resistencia
al impacto es dd orden dt: 15 \CCCS ms grande que
el Pol iestireno sin ont:ntacin
Tiene LISOS especificos en empaque como: domos y
par.! pmitdcs y pelculas especiah:s para
sobres) envolturas
.. ,,"'"" ........ "."'0"
e,.., ... """",." ..... ", .. ,
'''''."'''' _ ... _,'" .. _o.
\ "'"...... \, 1, ' .... ", ......
"""" / -;AUE"''''''
..... _""
. u""
Fi:lIr11 6{1I de J'elCI/[lI!JII/fIellfadll de
PO/Ii!SlIreIlO.
Pcl h:u la Soplada
Dentro de la t:Xllllsin sc consickra otra v.:lriante,
do;;:stinada espcclficamenlc al procesamiento dd
copolimero en bloque de cstireno-butadicno para la
produccin de pelicula sopbda
L.:l rebcln de sopbdo es una \'.:lriablL: que indica la
expansin de I.:J. burbUJa Ilelle un efecto I.:J.
resistencia al impacto, as COIllO en la orient:lcin
de la pelcula. por ello, s..:r
suficientement.e alto su valor
P.:lT:l obtenl!r una pdicula libre de amigas, es
indispensable que el dado est bien aj ustado para
dar tln:l burbu.la simlrica Cll:lndo se ti\!l1el1
burbuj:ls asim0uicas. la pelcula es ms grande de
un lado, a C.:lusa dI! las ca.r.\ctenstlcas ngidas y de
alta n:sistl!l1cit a la tensin del SI3S. ocasionan que
no SI.: estire Elcilmente, generando amigas del lado
grande de la peltcula al mOl11el1lO de llegar a los
rodillos
--
Se recomienda una altura cort.:l de la torre, para que
los rodillos de jalado estn separ.ldos del dado
. ,
lproximadamente 15 veces el di<imetro de l mismo.
Los rodillos deben ser cromados. capaces de
procesar 320 kg/h de rcsin.:l, ser redondos y girar
con la mism.:l velocidad
Tablu 6. 3 CIIIU/CIUIII!.l de OperUl .. I(1l
RclacilI de FSliramicnto 10: I
Relacioll de Soplado 2 1
Al tura de Linea de
Enfrbmiento
2 x Relacin de Soplado
Una ptim:t claridad de pehcub o bmin:t se
.:ldqui;r..: con enfriamiento enlre los 27 y 49" C. Las
lemperatur.:ts ms altas m.:lximizun la resistencia al
impacto
3.4. TERMO FORMADO
JA. ! . GENERALIDADES
Los Polmeros de Estm,:no en farola de pelcula o
lamina se pueden teOllOfonKlr. gr:l.ci:l.s a las
pwpied.:tdes de elongacion y alta. r..:sistl.::llcia a II
lensin que muestr.:ln cuando ca.l ientan
Estos materiales ocup:1ll el segundo lugar entre los
polm,;ros ms utilizados el1 d proc;;so de
temloformado
El proceso de tennoronn.:ldo consta de cinco pasoS
Sujecin de la hoja
Calemamicmo
Fonnado
Enfriamiento
Desmoldeo
Sujecin de JII Hoja
en suj etar ti nncmcnte la hoja Cll Ull
IJi;cid""le [onnado mediante pinzas especiales.
calienta la lamina con resistencias elctricas o
de oir\! c;;lientc a las siguientes
6.4 Temperutu(u SrrperficfU{ de fu //Jj u.
Ideal 135
Mxima 1:17
Mnima
p\lcde calentar por uno o ambos lados.
Nonnalrncl1tc, se calienta por uno cuando el espesor
es menor a 2.5 111m y por ambos es supt! rior.
e) Formado
Consiste ell forzar la hoja reblandeci da a lomar los
contornos del molde Para d io existen di\crsos
mtodos:
Vaco.- Para atmcr la hoja contra el molde
El nivel de vacio debe ser dI.; O.) a
0.8 a.tmsferas
Presin - Usando presin pos iti\a para
empujar la hoja contra el molde. Los
niveles de presin son dd ordo..: n de 250
kglcm
2
, dcpcndu.:ndo dd espesor de 1.1 hojJ.
Vaco Con Ayuda de Pi ston - ,lIldo son
pi ezas profulIdJ.s. SI! r.;ollscna d principio
del vaco. pt!ro para d artlctdo
moldeado se hace uso d!! un pi.stn
POLlMEROS DE ESTffiENO 21
PJ.ra el caso del Poliesti rcno Cristal , las
tcmperaturJs sugeridas para el moldeo son de
al rededor de 100" C
Tuh!u 6.5 del Mu/de q
.\IATEIHAL TEI\II' . ]\11"< TRI\II' .\l\X '1 MI'
1' lweESO 1'ltOCE .. 'iQ tOR1-o IAL>O
OPS 117 Ll!2
"
PS 117 LR1
"
SR 121
'"
m
ti) Enfri(lmicnto
Se puede dejar la pieza sostenida en el Ill oldl.! hasta
que se cnfrie La \ elocidad de enfriamiento se
reduce uti lizando aire rorzado o nebl ina de JgUJ
Para los Pol iesti rcnos, la picz.:l debe enfriars!,; abaj o
de los 35" e, cansen ando su estabi lidad
dimens iono. l
e) /)csfl/oldeo
Despus de que b pi eza se cnfna, se deslll olda y
des prende de las pinzas de sujecin
Los moldes uti lizados pueden ser de yeso. madera.
resinJ cpxica. polister. bronce, btn o aluminio.
Es necesario contar C011 canal es de agua parJ que la
diferencia de temperaturas entre la. entrada y la
salida sea de 15 e como ma"imo El moldr.: debr.:
te ner orificios de vacio
j) Corte
Es el paso final del tennofonnado) se rcali za con
troCUl'l. suaje- o con un trompo
22 CAPIT;LO VJ
----------------------------------------------
R,;gulam1i: ntl.:,
resistencia al
los materinlcs
corte. para los
presentan cierta
Policstirell os se
menCiona a conunu;cin esta carlctcrsticJ..
Tublu 6.6 /( ul CM!e
ronTE COf\ COItreco'l/
I ROQl EL 511,\ .11': SI1, \ .! .;
OPS R NO
PS NO R
SIB NO
"O
\ .\0 o."/lee resistencia al corte
R O)rece reglllar resi.\'{eflcill al (orl e
3.5. ESPUMADO
3.5. /. CiE.YERAUDADES
El Policstiro.::no E'pansibh: debe gu:udarse en
lugares fro.::scos (20" e) v \ cnti bdos. en SlI ell\as,;
original cerrado Bajo t!stas condiciones tiene
aproxi madamente lino. estabi lidad de tres meses,
pero una n!z abierto d recipicntl.! . se debe proct:snr
..:n fOnllJ. 111111l:diata
3.5. 2. PROCESO DE EXPANSION
[ \ Expansible ti ';lH.: un proceso de
tranSfOnllaciol1 panicular de espumado Se ll eva a
cabo en tn.::s etapas"
Rl:poso Int..::nm:dio
J\.Ioldt.:o
a) Pl'e-explltlsi on
Debido a QllC el maleri:lI contiene un agellte
expansor cn su estructura Interna, el Poliestlreno
Expansible aUlllcnta su \'olumen en presencia de
vapor de agua s.:ltuT.:ldo seco"
El cquipo donde se Ile\ a a cabo est.:l operacin
recibe el nombr..:: de prc-expansor, donde se logra
una expansin libre a una tempt:fltura Que ,"aria
entre los 90) 120
U
e La agitacioll que sc tiene
dentro del equipo c\"ita la formacin de
aglomeraciones ) a mejorar b distribucin
del ,"a por
En la prc-e'paIlsin se controla b densidad,
variabl e que dClcnn ina todas las propiedades del
Polil..!st lreno E,,-pansible y se puede modi ficar de
acut::rdo al tipo d..:: producto deseado
Par.:l. la obtencin de densidades baj.:l.s (10 a
12 kg/m'). gt::lIcrnlmentc ;] material sc SOIll(;tC a
una st.:gl1 nda pn.:-c"p.:ulsion, se n;aliz.:l.
de un reposo corto t:lltre :unbas Figura 6-1/)"
Dl
I '.
.
POLlMEROS DE ESTIRENO 23
b) Repm'o Intermedio
Despus de la pre-CXXlllSill. el material se
transporta neumticamente a silos, para reposar.
Ah mismo, el material se seca y el aire penetra en
las perlas prc-expandidas. para lograr una
estabilidad tnnica y estnlctllnl .
"La duracin del reposo depende de la densidad
aparente y del tamafia de las perlas He-expandidas,
variando de minutos a das .
e) i'vlo/deo
Los moldes se llenan completamente con las perlas
pre-cxpmldidas y reposadas, calentndose a una
temperatura entre 100) 1l0" e, con vapor saturado
En la operacin, las p(,!r1as pre-expandidas se
reblandecen y lluevamcnW se expanden unindose
entre s al encontrarse en un espacio cerrado.
El ciclo de moldeo consta de tres pasos: llenado dd
molde, calentamiento y El tiempo en
que se lleva a cabo la operacin, depende la
temperatura del vapor de agua. densidad y espesor
de la pieza moldeada" principalmente
DRENADO CRENADO
ABIUTO CER!\.ADO
EXPUlSloN
VAF'OR Ao.UA "'OlCE
DRENADO DRENACO
CEI\RAOo ABIERTO
DRENACO
ABIEllTO
Figll
ra
6-/2 .I/o/den de {as Perlas de I'f}liesllre/JO.
El moldeo y 1.1 dcnsidad detenl1inan el grado de
fusin de las perlas pre-expandidas. \ son las
variables responsables de la Illayon-a de las
propiedades del EPS
-
Tabla 6. 7 Presifn del Vapor para la ExpansilI
DENsrnAD (kg/m
3
) P RES ION (l,g/ m
2
)
20 0.6 - 08
50 0.8 - 1.0
lOO 1.0 - U
150 lA - 1.6
200 1.8 - 2,0
300 2,5 - 2.8
3.6. ACABADO
3.6./. il/AQU/NADO
Los Poliestirenos se
perforar \. doblar,
pueden tomerlr, aserrar,
proporcionndoles el
enfriamiento y 1;'\ lubricacin adecuada p;'\f:l prever
un calentamiento por arriba del punto de
reblmld;cimiento de las piezas moldeadas
3.6.2. PEGADO
Los Polul1cros de Estireno se pueden pegar entre s
! con otros materiales. En d caso dd cementado, se
pueden pegar utili'lldo adhesivos o una base de
cemento preparado, disoh iendo el propio matcri:il
remolido en sustancias especficas .
El tipo de solvente lLsado detennina tiempo d;
sl.!cado. siendo los ms utilizados acetato de etilo.
acetato de butilo, metil etil ce tona
24 CAI' ITlJ LO VI
3.6.3. DECOIIADO
(1) l mprt!:,in
Para la impresin de Pollcstireno se utilizan
di versas tcnicas
Flcxogl':J.ra Es una fonlln de Impresion por
tipogrnfia donde se hace liSO de placas de huk
fle,iblc : la (mta se aplica a las superficies
realzadas de la placa y se transfiere al sustrato
por contacto directo L.1 \'eJocidad de los
cilindros es de .. 00 m/scg la temperatllT:1 de
secado es de 115" C.
Rotngr:lb:alo Es una impresin con placas
pbn<ls. El cilindro se sUIl1(,;rg,; en un recipiente
de tUlla Al mismo tiempo, <u...: d cilindro
gira. 111..:\ a la tinta sobre la superficie entera
ElHr..: la tima y la sup\!rficie :l grab:lf, se coloca
un cIlindro p:lra quitar de la superficii,! I:lS
porciones al.::adas La vclocid:ld del cilindro es
lk 150 a 300 m/seg, I!I dltlmctfO del rodillo de
75 cm ) la temperatura de 132:1. 154
0
C.
Litografa La i1l1:lgcn que se va a imprimir
sobri,! la pieza eS fotogr:lficamen te transferida:l
una placa que ha reCibido un tratami,;nto
qUllnlco pr,;, 10_ La superfi cic presenta dos
partes una d.:: ellas recibe el tr.namicnto
qll1mico. y la otr;t que no lo recibe pUi.!dc
contener dt:ntro de s 111 i:.m:l una pequeiin cap.:!
de agua p.:!f.:! estar siempre hmeda. Cuando la
ti lita. que contiene aceite dcntro de su
eslmetura.. es transft;:nda a la plac.. ... solo su
adhiere a la parte donde se ha lIe\'ado a cabo el
tratmniento qumico_ Despus. mediante una
placa a un sello de goma. la imagen SI,;
levanta) se transfiere a la pelicllla o pieza a
imprimir
-
Laqueado o Vaporizado al Vaco D,:ntro de
estos sistemas se los sigUIentes
elementos
Instalacin dI;! \ apanzado
Dispositivos de Jaqueado
Hamos de s(;cJdo
Sistemas de extraccin y acabado final
En las piezas a laqut:ar o \ aporizar
rt:quieren de limplez.a.):l que no deben contener en
su supt:rficic: algull rastro de grasa o cualquier otro
tipo dt: qllt: impida el buen :U1claje del
laqueado
Los de Policslircno. Ulla \CZ limpios, se
st:nslbiliz..:1.lI mediante lacas alquldica.s disueltas en
bt:I1(;il1;\. algunas VCCi,!S Si,! COIl Ime>ne,,,,,,,o,
de t:stiro;;l\o o viniltoluel1o
Vna \ ariallle de esta st:: nsibilizacin. es el laqueado
mediante un secado fisico de la pieza con ciclo-
c::lucho que tal11bil;:l1 puede estar disudto en
bencina Una VI;:Z st:llsibilizada la pit:za, SigllC una
operacin dI"! sec::J.do con un tiempo promedio de
111l1lutOS. par.l lograr que d sohente se evapore
la operacion, las piezas se colocan en los
sopones di,! b jaub de nlimentaei n ) Si,! mroduc,o'
a la di,! \"apalizada Vaporizadas
se someten a un laqueado protector. secado
finalmente. se hace la e\. trJ.ccion de la pieza
POLIESTER
TERMOPLASTICO
INSTITUTO MEXICANO OEL PLASTlCO INDUSTRIAL, S.C.
POLlESTER TERMOPLASTlCO
INDlCE
1. GENERALIDADES ....... ...... .... ..... .. . ... ........................ ... ... ....... ..... ....... ...... ....... .............. 1
LJ . HISTORIA _ ..... _______ ___ __ .. ____ ...... " ...... __ . __ . ____ . 1
1.2. MATERIAS PRI:"IAS __
_ _______ __ _____ __ __ .. __ .... .. 2
1.3. CLASIFICACION ............................... . . .... " ... .. ......... ............ ... ... .. .. ... ......... ", ... ............. .. .. "" .. ", ..... ....... ... .. "", ......... 4
2. ANALISIS 'POR TIPO DI.: PLASTrCO ............................................ ....................... o" .......... .... ..... 4
2.1. POLlE'11LEN TEREFTALATO (PE1) ... __ ....... 4
2.2. POLlBUllLEl\ TEREnALATO (PB1} __ ." ... ...... ....... ....... .... ............ ............ ... ....... ...................................................... &
2.3. COPOLlESTERES ............. .. ...... ..... ........ ............ . ............... . . ....................... 10
3. PROCESOS DE TRANSFORMACION ..... ................... ...... . . .. ...... ........... . 11
J .I . ACONDlCl0';MIIENTO PREV[O" . 1\
3.2. INYECC10:-l... . ", .... ..... ............... ", ............... "" .. 13
3.3. EXTRUSON .. , ...... .. " .. , .. ", ..................... .. ... ", ....... "" ....... "" ........ .. ..... , ........ " .... ....... .. ... "" .. 16
J.-I. SOPLADO". . .......................... . ,." ................ """ ...... .... ............. , .................... 19
J.5. TER\'OFOR.\.l,\OO, .. . ....... ", .. " .......................... "" ....... ,.".,.,.""" ........ .............. " .... ..... .. .. .... , ... 23
lereftalalo
la fabricacin de los envases de Tercef-Resina PET se lleva a cabo mediante el
inyeccin-estirado-soplado, en donde se inyecta una preforma que despus es soplada, oblen"",
envase biorientado cuyas caracteristicas ofrecen grandes ventajas.
ALTA UNIFORMIDAD DE DIMENSIONES
EN CORONA Y PESO
Bebidas carbonatadas
Aceite comestible
Alimentos
PROCESO DE BIDRIENTACIDN CON LO
QUE SE LOGRAN LAS PROPIEDADES
MECANICAS, QUIMICAS y DE BARRERA
DEL ENVASE DE PET
Larga vida de anaQuel
CNfado hermtico
Agua potable
Jugos
Licores
AgroQumicos
Farmacuticos
Cosmticos
Productos industriales
Otras aplicaciones
Tercel- Resl na PET esta aprobada por la Secretara de Salud en
Ml ico y Food and Orug Admlnlstration (FOA) en E.U. A., para ser
utilizada en envases en contacto con allmenlos
No se rompe
ligero
Seguro
Los envases de PET
das para fabricaCin di
yecCin, eXlrus,n o relleno de fibras.
Transparente
Atto bnllo
ResistenCia quimlca
Colol Su alt ernallva tnal de aplICaCin. es como malerlal de
combustin Sin emitir gases tXICOS a la almostera. Facilidad de impresIn
Servicio Tcnico
Celanese Mexicana, S.A. interesada en dar apoyo tcnico permanente a los clientes de T""''-
PET potenciales y actuales, ofrece los siguientes servicies:
Asesoria en el disei'lo de la planta y seleccin de equipo bsico y secundario para OI',"35.
laiII
l"I
de envases de PET.
Apoyo en el arranque de nuevos equipos y moldes. Optimizacin de condiciones de
Elaboracin de muestras de envases en nuestro Centro de Investigacin y
para pruebas de vida de anaquel, manejo o de mercado.
Capacitacin al personal operativo y de calidad del cliente en el manejo, procesamiento y
de la resina.
Visitas frecuentes a su planta para revisar condiciones de operacin y del equipo si p.1 li
Envio de informacin tcnica actualizada.
-.(
j II
CAPITULO VII
POLIESTER
TERMOPLASTICO
1. GENERALIDADES
1.1. HISTORIA
En 1929 Cnrothcrs sent las bases para la
fabricacin de los Poliestercs con sus estudios
sobre la condensaci6n de compuestos bifuncionales
consiguiendo la 51tHCsis de Polimeros lineales.
Posteriormente los qUlnllcas ingleses J.R.
Whinfield)- J.1. Oic"50n, desarrollaron Polislcres
saturados con punto de fusin ms alto partiendo de
cidos aromticos.
En 1946 se inici la producci n de Polietilen
Tereftalato (PET), destinado a lo. produccin de
fibras textiles. A mediados de la do::cada de los 50'!)
se Uldil. para fabricar pelculas.
En 1969 mediante iH.lillvOS y procesos idneos se
consigui fabricar productos de alto grado de
cristalinidad. Jlarn'ldos e-PI:.-I. con estructura
microcristnlina u111lQflllo.:! Postl!riOrmcllte. se hJgr
fabricar los grado,; amorfus cOlllplc:wlllente
lransparcn tes A- PE T
En los alias 60's el Polisler continua s u desarrollo.
y adems de la fahrJcacil1 de utiliLa en
-
la elaboracin dc pelculas nexibles biorientadas
para empaques de diversos productos, cintas,
cassettes y pe lcula biorientada para aplicaciones en
fOlografia)' rayos X.
A mediados de Jos 70's, surge como un material til
para la elaboracin de botellas y envases
bionentados que c011lengtlll alimentos que
requieren larga \ ida de anaqud.
Desde 1970 se comen:ializ el Polibutilen
Tereftalato (1-'8T). Su imporl:mcia en el sec tor de
in) cccin fue mayor que la dd PET. sin embargo.
el grupo de Polit!sleres lineales se ampli con los
copolmeros del PET.
A principios de la de lo:. 80's. la liuea de
productos de POllsteres saturados atr:l\ es por una
c:-..pansin \"eI1igino:.a. en especial en e l "celOr
elctricoiekctrni;o y automtnz, debido a la
cr;;ienlc demallda de productos ms te n ces
,:rcntes de dt:fonn;\l:ln a una Temperatura de uso
permanente
F.I PI: T por ;OnSUlllO se considera -:OJ1l0 UIl plstico
com\)ditle, su mayor mercado se encuentra en la
industria de ernJses. ra/.n por la cual h:1 tenIdo
lna)or desarrollo que el PBT.
2 CAPITVLQ VII
1.2. MATERIAS PRIMAS
Para la fabricac in de Polister Termoplslico se
parte de tres materias: cido tcrcftlico, clilenglicol
)' butadiol] ,4.
Con el cido tcreftalico y el etilenglicol se obtiene
el PET y con el cido tcreftlico y butadiol-l,4 se
produce PBT.
1.2.1. DESCR1PClONDEL PROCESO DE
PRODUCClON
Los proce!>os de produccin de los compuestos que
forma11 a los Polistcres Terrnopls ticos se
describen a continuacin.
a) Acido Terefttlico
La Figllra 7/ muestra el diagrama de produccin
del cido tercftlico a partir del paraxi lcno por
medio de una oxidacin. La reaccin es:
o O
1I 11
CH,-@- CH,-HO- C-@- C - OH
7
1 REFINACION I
PARAXILENO
OXIDACION
y
PURIFICACION
[ ACIDO TEREFTALl CO 1
Fi;:ura -_1 Obte/lcilI del Acido Tert!ftlico.
--
b) Etilellglicol
La obtencin del et ilcnglicol parte del etileno. 4
U
e
se obril;:ne de la refinacin del petrleo.
Posteriormente, se lleva acabo una o:\idacin para
obtener el xido de ctileno y finalmente, a travs de
hidrl isis se obtiene el etilcnglicol. La Figllra - -1
rcpresenta el proceso dI;: produccin.
OXIOACION HIOROUSIS
CH, = CH, - CH, - CH, - CH, -CH,
' O/ I I
OH OH
ETILENO OXIDO OE EnLENO
HIDROLlSIS
I
I
[ ETILENGLlCOL 1
f"igllrll 7-2 Ohlem:i/I del Etilellxli("Ol.
e) 1,4- Blltoll mJiol
ETllENGllCOL
El bUlanodiol-IA se obtiene a partir del acetileno Y
del formaldehido al reaccionar por mcdio de una
hidrogenD.cil1 cataltic<l, C0l110 se ob:-.erva en la
Fi$!ura -.J.
H,
eH:: eH .. e ,,0- eH, -CH " eH-eH, - eH, CH, - eH, - cfI,
I
H OH OH OH 0fI
In-?J:. ---------------------
11
11
JI
11
-
PETROLEO I
- ( REFINACION I
1
,
ACETILENO FORMALDEHIDO
REACCION ---1
t
BUTANODIOL
1 HIDROGENACIQN I
CATALlTI CA
11.4-BUTANODIOL I
Figlua 73 O!JWrci/l d<!ll,.J llutul1odi(Jl.
/ .2.2. ESTRUCTURA
a) Adda Tere!lfico
Tambicll llamado :lcido paraft:'ilico o .:leido
benccno-p-dicarboxlico. ;s dd tipo aromatico
donde los r:tdic.:l. lcs carbo:-.:ilos se encuentran en
posicin Jlf.lr. en lados opuestos
o O
HO C --@- c - OH
b) EtilcIIgfi wl
Conocido t u n b i ~ n con el nombre de alcohol
ctiJnico. glicel l. 2-drl.nodiol Es el gli col ms
simple. liene dos radi cales oxidri lo. li no en cada
tomo de c.:lrbono como se puede observar en su
estructura
H
I
HO - C
H
H
I
C OH
H
I'OLlESTER TEIUIOPLASTl CO 3
e) 1,.JUmallodiol
Se conoce con alros nombres como
1.4-butiknglicol y tetra mctilcnglicol. Tiene en su
estructura cuatro carbonos )' en cada extremo un
radic.lI -OH
H H H H
I I I I
HO - C - C - C - C- OH
~ ~ ~ ~
1.2.3. PROP1EDADES
a) Ac:ido terefflicu
Sto: prt:senta en fomla de cristales o poho blanco, es
insolubll.: en agua, c1ororormo, Cl a y <lcido acerico,
ligeramente soluble en alcohol ~ soluble ':11 alcal is.
es poco combustible ~ txico Sublima a
tcmper3tura!S entre 300 y 425C
b) Etifell:lico/
Es un lquido transparente, incoloro. de sabor dulce,
higroscpico y poco \olatil Es sol uble en agua.
alcohol y c(cr Baja d punto de eongeb cin del
agua. usandos\! como base en los llilticongt:lal1les,
Es txico por ingestin
c:) / ,../-lJutul1odiol
Es un llquido aceitoso. lllcolorn. misiblc en agua.
soluble en .:llcohol y ligeramente solubk en der. es
medcrad;unentc txico por ingcstion
4 CAPITULO VI I
J .3. CLASlFICACION
Los Polisteres Termoplsticos se pueden clasificar
de acuerdo a su cOnlenido de monmero.
j-Iomopolmeros
PET
rBT
Copo limeros
PETG. Modificado con Glicol
PETG, Modificado con lIexanodi rnctanol y
Gli coJ
Los. homopolimcros el resultado de la
pol imeri.wcin del ster teref1:ilico, formado al
reaccionar cido tert:ftalico y un glicol.
Por su parte los copolistercs son modificados
agregando un cido o un gl icoJ durante la
poli merizacin.
Otro criterio es por cristalinidad, clas ificndose
en semicri stalinos) amorfos:
Semicristallllo
PB I
C-PET
Amorfo
A-PET
Copolisteres de Glicol
-
En la industria se conoce mejor a e:.tos materiales
por su grado y aplicacin que est en funcin del
peso molecular y en consecuencia de la viscosidad
intrnseca.
(
FI BRA { PET
PELlCUlA
f PET
,
LAMINA COPOUESTER
GRADOS DE
POLlESTER
'1
{en
ENVASE
COPOLlESTER
'"
IHGENIERIA
PETIPSr
2. ANALISIS POR TIPO DE
PLASTICO
2.1. POLIETILEN TEREFfALATO
(PET)
2.1.1. ESTRUCTURA
L! PET por su baja velOCIdad de cristalizacin yen
funcin de las de operacin en la
trans formacin. se puedc enconlr,l r en cs tado
o scmicristalino
(C- PET) con un 30 a 40% de crisla linidad. lo que
quiere decir que d PET es un plstico cri stalizable.
I ,a est ruc[ura qUllui ca de l PET t:S la siguient e:
o O
'1 11
t o- c-<Q>- c
O- (CH,j
"
--
r'
~
, ~
! l
J
envases dirigidos
productos au""e.,,ti,ciJ'
como aceite vegetal, agua
beber, bebidas alcohlicas,
debido al excelellte brillo y
transparencia de estos envases 1\
usted resaltar las cualidades d,
sus productos, adems e/mane}
de estos enJlases es seguro y
prctico, por su resistencia al
impacto. La resina PET
contribuye a la ec%gia, por ser
un malerial rerie/ah/e.
.. . -.;-.
GRUPO CRISOL
Proveedor Nacional e Internaciollal de la Industria Textil y nstic,
MANUFACTURA
"
FIBRAS
FIBRAS SINTETlCAS S.A. de C. V.
Elabora:
Polister Filamento.
Polister Fibra Corta
para NONWOVEN.
Telas 110 tejidas
(NONlVOVEN).
Nylon Filamento.
AClIlLlA S.A. de C. V.
Elabora:
Fibra Acrlica
TERMOPLASTlCOS
ACRILlA S.A. de C. V.
Elahora:
Resina PET Grado Botella Amorfo
y Cristali::ado (Po.\tpolimerizado).
Resilla I ~ T Grado Textil.
FIBR1IS SINTETlCAS S.A. de C. V.
Elabora:
Resinas Plsticas Forml/ladas.
PLANTA MEXICO
FIBRAS SINTETlCAS SA. de C. V.
Calzada Acoxpa No. -136
Col. Ex-Hacienda Coapa
Tlalpan, Mxico D.F. 1-1300
PLANTA PUEBLA
CRISOL TEXTIL S.A. de C. V.
Km. 82.5 Carretera IHxico-PlIebla
H uejotzingo, Puebla.
PLANTA VERA CRUZ
ACR I L/A S.A. de C. V.
Carretera Veracruz-Crdoba Km.-IO
La Capilla, Municipio Cotaxtla VeracrI/7..
CORPORATIVO
Direccin Comercia/Administrativa S.A. de C. V.
Perifrico Sur No. 4407 Col. Jardines de la Mal/tui/a
Tia/pan, Mxico D.F. c.P. J-I210
Te/: 645 1717
Fax: 645 55 92, 645 07 /7, 645 3717.
HILADOS
CRISOL TEXTIL SAo de C. V.
Elabora:
Hilo Acn1ico Fijado y de
Alto Esponjamiento.
Mezcla Acn1ico Polister.
Hilados de Polister.
FIBRAS SINTETlCAS S.A. de
Elabora:
Hilo Acrt1ico de Alto
Esponjamiento.
RECICLADOS
FIBRAS SINTETlCAS S.A. de
CRISOL TEXTIL S.A. de C. V.
Elaboran:
Hojuela de Polister.
'1 . '
A-CRISOL Divisin R,'cicl
adl
Il
-
Los diferentes grados de PET se diferencian por su
peso molecular y cristalinidad. Los que presentan
menor peso molecular se denominan grado fibra,
los de peso molecular medio, grado pelcula y, de
mayor peso molecular, grado ingenieria.
Los que poseen mayor cristalinidad son para el
grado ingeniera; para lmina y botella se utiliza
grado amorfo.
2.1.2. OBTENCION
Existen dos rutas por las cuales se puede obtener el
PET, una es a partitr del cido tercfllico y el
etilcnglico] y la otra es partiendo del dimeli l
tereftalato yetilenglicol.
El mtodo ms simple para la obtencin del PET,
es la reaccin directa de esterificacin del cido
tcreftlico con el ctilenglicol, formando
bis(3hidroxietil tercnalato, "Illonlllero" que se
somete a una policondensncin pnr3 obtener un
polmero de cadena Inrga.
Mientras la reaccin de esterificacin tiene lugar
por la eliminacin del agua como sub- produuo, la
fase de policondensaein que se realiza en
condiciones de alto vaco I ibera una molcula de
etilenglicol, cada vez que la cadena se a larga por
una unidad repelida.
Cuando la cadena vn alargndose, el aumento en el
peso molecular va acompaado por un incremento
en la viscosidad, proporcionando ma)'or resistencia
qumica.
Para la fabricacin de los diferentes grados de PET,
se emplea la misma tecnologa.
Una vez que se tiene 1<1 longitud de l:l cadena
requerida, el PET fundido se solidifica. Esto se
efecta a travs de una extrusora con dado de
orificios mltiples, para obtener un "espagueti" que
POLlESTER TERMOPLASTlCO 5
se enfra en agua, En forma semislida es cortado
en un pelletizador y se obtiene e l granul ado.
En cuanto a l PET grado botella, los pellets
solidificados t ienen tres factores que limitan su uso
en la industria y como consecuencia se requiere de
un proceso final en la fase de rabricacin.
Dichos facwres son:
Amorfo
Posee alto contenido de acetaldehido
Tiene bajo peso molecular
El proceso final mencionado recibe el nombre de
polimerizacin slida, consiste en calentar el
granulado en una atmsfera inene. con lo que se
mejoran simultneamente las tres propiedades,
proporcionando mayor facilidad y eficiencia en el
secado, moldeado de la prcforma, produccin y
calidad de la botella.
La Figl/ra 7,J Illucstra el diagrama de produccin
de PET.
La sntes is para la e laboracin del PET se
encuentra resumida en la siguiente reaccin:
o O
11 11
HO C--@-C.OH+2CH
1
CH
2
I I
OH OH
,leiDO TEI'I.EF'tAUCO EnLENGUCOL
o a
CALOR
EUMlN.lClON
DEAGU,l
11 11
OH - CH
2
- CH
2
- 0- C -@- C - o . CH
2
CH
2
- OH
VACIO
OEGUCOL
IIIS ( Z-liIDROlUE11L I lEREFTALA TO
{a -o .CH,ll
POLIEnLEN TEREFTALATO
6 CAPITULO VII
[ACIDO TEREFTALlCO I [ETlLEN-GlICOL 1
t
PREPOLlMERlZACION
POllMERIZACION ETILENGLlCOL
RECUPERADO
TRATAMIENTO FINAL Y FORMULADO
RESINA PET
Fisllrll 7-4 Obtencin de1/'ET.
2_13_ PROP/{:,1)ADES
De manera general, se describirn [as propiedades
para el PET amorfo y PET cristalino. La dens idad
es de 1.33 g/cm
3
y de 1.38 g/cm
3
respectivamente.
a) Polielell Tere/ta/ato SemicristfllillO (C-PET)
Es un tcnTIoplstico blanco opaco. Posee resistencia
mecnica media, pero rigidez y dureza elevadas.
baja resistencia al impacto y gran resistencia a la
abrasin.
El rango de temperaturas de uso continuo abarca
desde -20 a Oa"e (en aire caliente incluso hasta
135"C). Su dilatacin trmica se sita en valores
medios) bajos.
Este material presenta un aislamiento elctrico
medio, no es apto para ais lante en alta frecuencia.
Tiene alta absorcin de agua, buena resistencia a la
fisura por tensin y a la intemperie, elevada
impermeabilidad a gases, vapor de agua y aromas.
En la Tabla 7. 1 se observan sus propiedades de
barrera.
-
-
El PET semicristalino resiste a los cidos diluidos,
hidrocarburos ali ftieos y aromticos. aceites,
grasas, steres y alcoholes. No resi ste agua caliente,
vapor, cidos y bases concentradas, hidrocarburos
halogenados y celOnas.
Tablll 7. / Propiedadel' de Rllrrerll.
.\IATERIAL I.'> IJ"
OXI(;";,,-O ca, ' '\POI-/. lJE
-\( ;r.-\.
J>ET 2.6 31 17
PETG 40 200 6
pve 12 24 2
PVOC 0.016 0.47 0.16
PEAO 213 900 0.5
,.
PEBO 600 lOO 2
PI' 360 950 0.8
,
,.
I'A 2.6 4.7 ---
PAN 1. 24 1.7 7.8
EVAL --- 0.13 6
cm
J
/O.OOl pulg/l00 pulg"24 h a 1 almo'
.
j
23 Oc
O"' h.r. .0
b)
Po/ieri/en TereftalftT() Amorfo (A-PET)
Es un lermoplstico transparente, presenta menor
rigidez y dureza. pero mejor resistencia al IInpacto.
S"
rango de temperaturas de uso continuo
se
encuentra entre -40 a -'-60C y en ausencia de aire
hasta 100
0
C. Se cristaliza por encima de los 90'C.
provocando cierta turbidez a mellas que haya sido
-
orientado o sometido a tratamiento
trmico con
anterioridad.
Resiste a 11 idrocarburos dorados.
posee
propiedades quimicas similares a las del
C_PET.
Tiene buenas propiedades de barrera a los gases nO
polares como el y .
,""
-'
.J
11
11
11
2.1.4. FORMULrlCJON CON ADITIVOS
El PET puede ser Tlloditicudo con diversos aditivos
que mejoran algunas de sus propiedades. A
continuacin se describen las propiedades que
generan.
a) a la Flama
Debido a que el PET arde fc ilmente. se
recomienda utiliLur retardan tes como los xidos de
antimonio. sales de potasio) refuerzos fi brosos
para reducir el goteo del material durante su
combustin. Cuando se adicion311 estos aditivos, sc
obtienen productos COIl aprobacin Underwrite
Laboratories (UL). clasificando corno 94-VO.
b) Cargas y Refuerzos
Se uti li zan para Pl:.T gmdo mgelllera. cuando se
quiere mej orar SllS propiedades mecnicas
naturales. El refuerzo con libra dI.: vidrio en el PET
puede ser hasta del 55%.
Los tipos de carga ms utilizados son: el carbonato
de calcio, talco y fibra de vidri o.
e) Modificadores de Im/mclo
Los grados
quebadizos
ingeniera de PET suelen se r
debido a su e.!.tructura cristalina.
Cuando se requiere resistencia al impacto, se
recomienda formar aleaciones de PET con
Pol icarbonato, Polietileno o Elaslmeros.
d) Agellles AJIlieSltilico.\
El PET grado lmi na al estar en contacto con Olros
I1 materiales adquiere carga elctrica y. como no es
conductor. es difcil retirar la carga. por lo qUe se
utill.an agente!> nmicsticos que cobran mayor
Importancia cuando se fabr ican pelculas
fotognificas.
,
11
-
POLlESTER TERMOPLASTl CO 7
e) Alllioxic/u"tes
Aunque el PET es relativamente estable a la auto
oxidacin. contiene algunos segmentos en su
estructura que son fcilmente oxidables. Se utilizan
agentes antioxidantes para artculos de larga vida
til. Estos antioxidantes son del grupo arnino y se
pueden agregar durante la policondcsacin o la
pt!Ietizacill en concentraciones del 1 %.
/) A;.:emes /Vadeall/es
Anteriomlcntc, los tiempos de cristalizacin del
PET resultaban largos. porque su procesamiento a
travs de moldeo por inyeccin era econmico a
nivel comercial. se desarroll la tecnologia
para lograr una cristalizacin ms rpida. Ahora,
dicho desarrollo se utiliza slo para el PET grado
ingeniera.
Como agentes nuelcantes, se ut ilizan xidos de
metales a una concentracin de 0.5%. El objetivo
de agregar este aditivo, es para que e l matcrial
cristalice completamente en el molde y no sufra
distorsiones o e ncogimientos.
2.1.5. APLICACIONES
A continuacin se mencionan las apl icac iones ms
importantes del PET en los diferentes sectores de la
industria.
Envase y Empaque
Po r sus buenas propiedades de barrera a gases y
resis tencia qumica. se uti liza en la fabr icacin de
botellas. larros y frascos para envasar bebidas,
alimentos. productos cosmticos y farmacuticos
entre los que sobresalen. aguas. refrescos. Jugos.
vi nos. licores. comest ibles. aderezos para
ensalada. vlI1agrc. salsas. mermeladas. productos
lcteo:>.. shampoos. lociones. artculos de tocador y
medicamentos.
8 CAPITULO Vil
Electrodomsticos
Se emplea en bases de carcazas de aparatos de
mediano) pequeo tamao, tostadores, hornos de
con\.cccin. freidoras, tenaz:lS elctricas , sailenes
dctricos, planchas, secadores de cabello y asas.
Elettrico-dect fnico
Se fabrican carcazas para motores elctri cos.
engranes, bases de relevadores, transfonnadores,
copiadoras, capacitares, circuitos Impresos y
contactares
PET Grado Pelcula
Cuando la pclicula se destina al empaque de
alimentos, se empi ca como base para laminados
tcrmosell ables o metalizados.
Nuevos desarrollos ofrecen una pelcula de PET
Illctali z.'lda con aluminio por un lado v recubierta
por ambos con Policloruro de Vinilideno (PVDC)
sL:ilabl c t rmicull1cnte
SI.: uti li za para el empaque de productos muy
st:nsibles a la humedad que requi eren larga vi da de
anaqucl como Jos dulces. galletas. fml acos.
reactivos y poh o:.: para preparar
Orro desarrollo interesarHe es el de la pelicula que
SI.: encuentra qumicamcnte preparada, pahl asegurar
b adhesin de tintas y recubrimientos que no se
adhieren bien a ;s(c material Se puede 1Il1pnnllr,
recubrir. laminar, metalizar y colorear.
Las cintas para computacin, audio v
video t;unbicn son de PET
PET Gr:ulu Fihra
Debido a su res istencia.. se emplea en tc!S )
cordelcs, pmes para cinturones de seguridad, hilos
de costura y refuerzo de llantas, por su baja
-
elongacin ) :U.ta tenacidad. en refuerzos para
mangueras
Otras aplicaciones son cuerpos de pluma. panes de
bicicleta, calculadoras de bolsillo, pl.! il culas de
rayos X, clips. cierres y botones. engranes, cepillos
de dientes, broches y transportadores dI.: cartas de
circuitos impresos
2.2. POLIBUTILEN
TEREFf ALA TO (PBT)
2.2.1. ESTRUCTURA
Es un tcnnoplistico semicristalino. En comparacin
con el PET. el PBT ti ene rpida .. elacldad de
cristal izacin Se utiiz,.'J. con mucho eXlto en el
proceso de inyeccin. A continuacin se puede
observar la estructura del PBT
O Q
" I II t
T C ---@-- C - O - (CH,). - Q
_ n
2.:.2. PRODUCCJON
Los procesos de obtencin del PBT son similares
los PET. como se puede observar en la Figura -:"-5
La diferencia es que se cmplea but:modiol en lugar
dI!! etiknglicol.
Durante b reaccin de est.:rificacin el producto
intennedio o Ill onomero es el bis 1-hidroxibul
tercftalato BHBT, prosiguiendo la reaccin de
policondensacin. en la se Jrodue.: una.
molcula de butanodiol por cada mudad de
ro..:peticin que se suma a la cadena
Tambin como en el caso del PET, se puede utilizar
el di met il-tcreftalato en lugar del cido len.:fuilico.
ENVASES BIORIENTADOS
El diseo de su envase puede
@lAOKI
ser virtualmente ilimitado con las
MqlW1as AOKI de moldeo por i nYj ccin-esti rado-soplo!
REPRE SENTANTES
JAIEC LATINOAMERICANA, S.A. OE C.V.
OfiCINA MEXICO
A,. Ao de krarez Me 3,w t
(i Grallfa Anronill
t
D'1"Gdim IIIOc!opn, Mexi(o, Of
P. MbxII
TII:ISl Sil 9934 Fa.: (5) 582 9278
OfiCINA GUADAlAJARA
Kukllkan Ho. 4905
Mirodar del Sol,
Jal, lP. 45054, Mxico
leWl620 5743 61(15811
rox: (3) 628 9U4
PLASTI ECUIPOS DE MONTERREY, S.A.. DE c.v.
JO de Octub.-e No. 2IlS, {DI. Del /IPoooIro, tP 61140 Moomrty N.L
Tel:IS1)119S66 119672 119725 fal:(83)719619
b
JIIif:I.. . '
.'"7'"" " A
-..
t- ..
. -
-APERTURA
De boco ancha o cuello ongosto
-VOLUMEN
De una onlO hOSlo cinco galones
- CUEllO
Con cuerdo O cela (reborde)
-COLOR
Ultra claros, transl cidos u opocos con lustre
brillante
-fORMA
Virtualmente en cualquier configuracin
-PAREDES
Gruesas o delgadas con excelente resistencia y
propiedades
MATERIALES
PET, P.P., Nylons, p.e , SAN, PE N, P.E y otros
PRODUCCION
Eficiente, ciclos rpidos con un Sistema Integrodo
de 5610 3 estaciones
SERVICIO
Soporte tcnico completo, partes , diseo de
envese y preformo, moldes de inyeccin y soplado
y de prototipos.
ffiAOKI ,"kakim;,hi. Na,,"a',,. Jop, 38906
e Tel. (268) 820111 Fox. (268)82 3699
Eastapak" PET Poliester
Este PET se utiliza para producir botellas que son ligeras de peso,
resistentes a gran peso y resistentes al agitarse. El material est
disponible en colores transparentes, ambar y verde esmeralda.
Eastar" PETG Copoliester
Resistente en pelculas, lminas, botellas y partes de moldeo de
inyeccin.
Thermx' Copoliester
Para charolas de horno convensional y horno de mIcroondas.
resistente al caJor, sobresal iente al fuerte impacto, horientabl e.
Eastapak" PET Poliester
Para charolas de horno convensional y horno de microondas,
pelcula biorientada y laminado.
Tenite" Polietileno
Excelente laminado, moldeo y formulas para pelcula.
Eastapak" APET Poliester
Excelente clari dad y brillo. Cumple con las regulaciones del FDAy
BGA para el contacto con la comida. Excelentes propiedades
organolpticas.
Eastapak" EBM Poliester
Alto peso molecular para hacer botellas porextusin.
Ecdel" Elastomers
Para empaques de lquidos.
J '1
1I
l il
( H
ir
1,
J
,
I
1
1
r
"
Il
i).
Las reacciones que se llevan acabo son:
o O
1I 1I CALOR
I I
Eu"' ...... clON
OE"GUA
ACIConREFTAUCO OH BUTANOOIOl OH
o O
11 II
OH - (CH
z
)4' O - e---@-- e - o - (CH
2
)4 - OH----
BI S, HIOflOxlBUTll IEREFTALATO 18H8T)
O O
1. 11 II }
lO-C -@--C-O-(CHzl"
"
CATAUZAOOR
POUBIITLEN "'REH ...... lO IPBT)
[ACIOOTEREFTALlCOI [1,4-BVTANODIOL)
t
I;STERIFICACI0t!}
PREPOLlMERIZACION
ADITIVOS
RESIf'J..C>.PBT
Figura 75 Oh/endon de/I'HT 1/ pllrtir (fel Acido Terefulico
y ButllllOdiol.
2,23, PROPl EDADES
El PBT por su cristalinidad es opaco y blanco, tiene
una densidad de 1.30 g/cm}, su resistencia
mecnica es un poco mas baja que el PET y cuenta
con mejor resistencia al impacto a bajas
temperaturas.
Su intervalo de temperatura de uso conlinuo se
encuentra entr! -40 a 12SOC. 1:.s conveniente tomar
tn CUenta que a partir de 70C la resistencia
me ' .
canIca se reduce de manera importante. la cual
puede mantenerse con refuerzos de fibra de vidrio.
POLIESTER TERMOPLASTlCO
La dilatacin trmica del PBT es menor a la del
PET, pero presenta mejores propiedades
dielctricas.
El PBT absorbe menos humedad. resiste mejor a
bases diluidas y no tiende al amarillamiento. No
resiste hidrocarburos aromticos, steres, cctonas,
cidos dbiles yagua por encima de 70"C.
2.2.4. FORMULACION CON ADITIVOS
Al igual que en el PET, los aditivos tienen la
funcin de modificar algunas propiedades para
ciertas aplicaciones que permitan un mejor
desempetl0 del material. A continuacin se
mencionan las propiedades que pueden modificarse
para el PBT.
a) Rellln/allles a Ir, Flama
Ya que el PBT es un Polister que arde con la
misma facilidad que el PET, es recomendable
utilizar retardantes como los xidos de antimonio y
sales de potasio.
Al igual que el PET, se recomiendan refuerzos
fibrosos para reducir el goteo, con ste lipa de
aditivo se obtiene un producto con aprobacin
UL. clasificado como 94-VO.
b) Carga.'> y Refuerzos
Generalmente el PBT se refuerza para mejorar sus
propiedades mecnicas.
Los tipos de carga ms usados son carbonato de
calcio, talco y fibra de vidrio. El refuerzo CQn fibra
de vidrio es de 20 y 30%.
c) Modiflcmlores de Impacto
Aunque el PBT presenta mayor resistencia al
impacto que el PET, es recomendable utilizar
elastlIleros como modificadores de impacto.
9
10 CAPITULO VII
ti) Antioxidantes
No es comn que el PBT sea un mate rial
pero dentro de la cadena del pol mero existen
algunos segmentos que s lo son. Se recomi endan
los mismos age ntes ant ioxidantes que se mencionan
para el PI::T.
2.2.5. APLfCACTONES
El PBT tiene diversas apl icaciones en la industria
automotr iL. por sus propiedades de elevada
resistencia al calor. cua lidades qu micas. apar iencia
y resistenc ia mec nica.
Se moldean partes para el rotor de Ignici n,
terminales de bujas, piezas del carburador. piezas
para el sistema de frenado, rejillas para la entrada
de aife, reflectores para faros. brazos de
limpIapa rabrisas. piezas para ci nturones de
seguridad, cajas de fusib les. spoi lers, manijas de
puertas y ventanillas.
En la industria e lctri ca y electrnica t iene
aplicacin por su estabili dad dimensional,
resIstencia al calor y prop iedades dielctr icas.
Ejemplos: porta-escobillas. pIezas de molares
elctriCOS. interruptores, chasis de instrumentos,
seccionador::: s bajo carga, ventiladores de aparatos
elctricos. carcazas de motores. fus ibles
) sus cajas, armaduras de bobina.
enchufes regletas de conexin, tec lados de
tclfono.
El! aparatos elect rodomsticos por sus propi edades
UI.' resistcnci<t al calor. meclllcas y buenas
propiedades aislantes, se puede encontra r en
can.:azas de planchas. riezas de freidoras. mangos
de cubiert.,)s. piezas de secadoras de cabell o.
cafeteras. mc,;anismos picadores) cOl1adore.;; de
aparatos de cocina y piezas de aspiradoras.
Ot ras aplicaciones: bobinas textiles. pistolas de
pegado por fus in, lavabos y partes de cmaras
fotogrficas.
2.3. COPOLIESTERES
2.3. /. ESTRUCTURA
Es simi lar a In de los homopolisteres, la diferencia
es que una parte del componente glicol y/o cido
te refta lico. se sustituye por otros
a lternativos como: glicoles ccl icos. cido
isotll ico y otros cidos dicarboxlicos.
El tipo ms impottante denlro del grupo es el
copolister mnerfo, resultante de l cido terert lico,
cic!ohexano-I A-di metinol con partes de
etilengl icol, ..:onocido como PETG.
2.3.2. PRODUCCJON
En la produccin de los copolisteres se util iza ms
de un glicol y de un c ido dicarbox lico, que
generan quc su cadena sea menos regular que la del
hOl11opolistcr: por e!lo la cristalizacin se ace lera
O se retarda
2.3.3. PROPiEDADES
El copoli0ster con ciclohci\ano-l A-dimelinol (!'i
wnocido COl1l PETG Se caracteriza frente al PET
por su mayor transparcncia. resistenc ia a l impacto y
proccsabilldad. Tiene una temperatura dc liSO
cominuo aprox imJda de 78
c
C
El PI::,TG es poco sensible a la fisuracin por
tensin. princ ipalmentc en contacto con lquidos
akohlicos.
;-.Jo rcquiere de altas temperaturas de secado. tiene
pocn tendellcia a la oxidacin y puede ser
pigmentado.
1
-
2.3.4. APLICACIONES
Sus principales aplicaciones la fabricacin de
lminas transparentes, botellas de bebidas por
inyec;in-soplo, platos para In icroondas, aparatos
de laborator io, ptica, partes de aparatos medicos y
articulos depart i\ os.
Por el proceso de extrusin, se produce una amplia
gama de formas como tubos. pelculas y lmina
para la industria del empaque.
OtfOS usos en su forma de pelcula incluyen
artculos de pape lera, pelcu las protectoras y
cont enedores tcrmoformados.
Se t ienen grados que clImp len con la norma Foad
and Drugs Administratian (FOA), para empaque de
carne y productos lcteos.
3. PROCESOS DE
TRANSFORMACION
Los prOCC!jOs de transformacin para obtener
diferentes articulos de Pohster Tcrmoplstico.
PET y PB'I, se muestran a contnlllacin:
Inyeccin
-
E:-..trusiun
Fibra
Pelicula
Lmina
Coext rus in
Soplado
- Inyeccin-Soplo 13iorientado
Termofonnado
POLI ESTER TERMOPLASTI CO 11
3.1. ACONDICIONAMIENTO
PREVIO
Antes de que los Termoplsticos y en
especial el PET sean moldeados por cualqUIera de
los proccso!. mencionados, es necesario que reciban
Ull tratamiento previo.
3./.1. SECADO
E!. tos materiales requieren un secado antes del
proceso de moldeo. ya que se caracterizan por Sll
alto grado higroscpico. esto es. que absorben
humedad dd medio ambiente.
Durante el almacenaje, la resina absorbe humedad
alcant-ar el equi librio. Este valor es de 0.6%
en peso. Pero si se mant iene en empaques cerrados,
no absorbe ni\eles de humedad mayores al
Para fabricar Ull buen producto de PET se requiere
que la humedad sea menor de 0,00-1% y de
posible hasta 0.003% antes de inyectar el material.
La razn de l secado, es que el agua. a la
temperatura de rusin causa la degradacin
hidrolitica del pollll)ero.
El resultado de la reaccin de l agua con e l
Polister. traduce en una disminucin de la
\ iscosidad intrnseca que genera un deerement del
p..::so molecular. Debido al rompimiento de las
cadenas del polmero. disminuye 1.1 dure,a J
res istencia de l producto final modificando las
propiedades de nujo, pro\ ocando que se adhieran
partes del material a l molde) aparelcan "nubes"
sobre la superlcie del articulo.
En la Figura 76 se muestra el erecto del agua
sobre el valor de la viscos idad intr nseca del
Polister.
12 CAPITULO VII
VISCOSIDAD INTRINSECA
'" ti
0.80
0.75
0.70 r
0.55
0.60
0.55
0.45
OAO
0.35
.... -1
O.JO l-;-; ____
0.0 0.
1
05 0.
1
\0 0\5
FigufII 7-6 Efecto lid ell/a Viscosidad IlIlrllsec{/ dd
Polister.
En el caso del PET, la humedad conten ida no slo
se encuentra en la superficie, sino que se transporta
en el interior del grnulo por difusin; es por esta
razn que el secado de los Polisteres es diferente
de otros materiales, donde slo la humedad
superficial tiene que ser eliminada. Debido a la
penetracin de la humedad, se
relativamente largos y altas
operacin.
requieren t iempos
temperaturas de
El proceso de secado consiste en paS3Tel:llre por
las camas desecantes. Se debe secar y mantener UIl
nivel menor de 0.005% de humedad durante el
proceso.
La Figura 7-7 muestra e l ciclo de secado. El aIre
seco se calienta para entrar a la tolva, que debe
estar cerca del secador para no perder ms de 2C
por cada 10 cm de la lnea de aire.
La tubera Jebe estar aislada con fibra de vidrio de
2.5 a 5 cm de grosor.
El ai re hmedo que sale de la tolva, se enfra de 90
a sooe antes de entrar nuevamente a [os lechos de
secado por medio de un intereambiador de calor
que utiliza agua a bajas temperaturas.
Posteriormente pasa por una rampa seguida de un
filtro para remover cua lquier partcula fina antes de
entrar a las camas de secado.
Para asegurar que la operacin de secado sea
efectiva y el tiempo del ciclo sea el correcto, se
toman las siguientes condiciones de operacin.
Tabla 7.2 COl1/fidl)ll e,\' (11' Secado.
Punto de Condensacin dd Aire de Secado 3SoC aprox.
Tempemtura del Aire
Tiempo de Residencial
,,"' . .,
...... .... _00
""O<NU>ClOOI'
.>".,,"""".
Figll fll 7-7 Cdo di! Aire de Secado.
160a170C
4a6h
""'" ""''''''''
.-
.>
... ' .......... 0.
o,,,.,,",,,,,,,,,,,.
-'"
Cuando se inyectan preformas para botellas, el
contenido de agua en el polister se eleva
rpidamente en contacto con la humedad
atmosfrica, por lo que se recom ie nda que e l cuarto
donde se encuentra la mqu ina de inyeccin se
deshumidifiquc para minimiLar la condensacin del
aire, causada por el agua de enfriamiento en el
intercambiador.
I Despus de qW el producto ul<::ul/:(1 la temperacura de
/60a /7U"C
l
-
,1
-
Los secadoresdeshumidificadores separados de la
I tolva de secado se utilizan para secar la resina antes
de procesarla en las mquinas de moldeo. La
Figura 7-8 muestra esta operacin:
j
t\
SECADOR
TCt..\lA CE SECADO
AIRE UM'lO
CO<JOCTODE
SElMOO
ElECmICO
Figuro 7./1 Secudor-Desl/UmlijicUtlor Sepllfllll(J de ItJ TO/I'/l.
Abajo de la mquina, en una fosa de servicio, se
puede instalar el enfriador de agua y el compresor
para los moldes. Las lneas de agua, aire y
elctricidad se colocan por debajo del sucIo. De
esta forma, la distribucin del servicio 110 interfiere
con la produccin y el mal11cnimierno.
3.1.2. REGRANULADO
Para el PET, la cada de viscos idad en un proceso
controlado no debe ser mayor de 0.015 l/gr. Bajo
estas condiciones se puede lIsar hasta un 50% de
regranulado que tambin deber ser secado junto con
el material virgen.
Se recomienda usar siempre una cantidad constante
de regranu13do.
Cuando se extruye lmina es importante considerar
si se incrementa la cantidad de recuperado, In
densidad ap b . . e
( arente aja y ocas Lona que se lonnen
.1.
POLlESTER TERMOPLASTICO 13
puentes o cavernas en la tolva que no permiten un
flujo continuo del material hacia la entrada del
extrusor. En consecuencia se tienen variaciones en
el espesor.
Se debe minimizar el uso de regranulado cuando el
producto que se elabora va a contener alimentos
sensibles al acetaldehido.
En el caso del PBT, para utilizar regranulado es
indispensable una ptima transrormacin del
producto or iginnl y una cuidadosa preparacin del
regranulado. es posible agregar hasta un 20% de
regrnl1ulado al polmero vi rgen.
De cualquier forma, se deben realizar pruebas de
calidad al utili zar el plstico recuperado.
3.2. INYECCION
Los PolLsteres Termoplasticos se pueden trabajar
en m:iquinas convencionales de inyeccin . .1::.1 nico
problema es la abrasin que se presenta en los
equipos al trabajar los grados reforzados con fibra
de vidrio.
J.2.1. CARACTERlSTlCAS DE LA
MAQUINARIA
a) HllSillo
En los dos casos. PET y PBT, se utilizan husillos de
compresin gradual con tres zonas de
calentamiento. Si se trabaja PET, se recomienda un
husillo COIl LID de 18: I a 20: 1 y longitudes en la
zona de alinlt:ntacin de 8 a OD. zuna de
de 5 a 6D y zona de dosificacin de
5D. La relacin de compresin n.:com,:ndJJa e:s de
2.0 a 2.5:1.
Si el Polister es PBT. las dimens iones son: L 'O de
20: l. con una relacin de compresin menor a 2: l.
14 CAPITULO VII
Se sugiere que en la punta del husillo St: coloque
una vlvula de contrarretorno 'J que la profundidad
de los filetes en la zona de alimentacin no sea muy
grande
Para la manufactura del husillo se usan cero<;
ratados al calor y resistentes al esfuerzo fsico con
una :s uperficie dura. Generalmente. se aplican
recubrimientos anticorrosivos. No se r..:corn icnda el
LI SO de aceros nitrurados. Para la punta del husillo
se utilizan aceros resistelltes al esfuerzo (AISI
4I-JO). con una dureza rock\\ell 52C ) alla
resistencia a la abras in superficial.
h) Boquilla
Para el moldeo del PE" y POT se usan boqui llas de
calent.:lmientu indc:pcndientc de paso transversal y
de punta recta. La tenden\:m a escurrimientos :se
reduce cuando :se instalan boquillas de disparo
pOioi tivo. Es t';-l1er \111 excelente control de
tf,;lllpf;;!mlura::> o efuso de e!:>tc lipo de boquillas ser",
impos ible y no es recomendable para grados con
rctardancia a la fla ma. En la Figura "" 9 se puede
\,bscr\ar una bo<. uilla tpica para el moldeo de
Poli .. ter
SAlIOA oe
MATERIAL
\t
tl
--
o
1'"
T
l '
",o
ngllrtl 7') BOl(Ililfa PI"II Poli6/erl!s.
3.2.2. CONDICIONES DE OPERAC/ON
Las variables que determinan la ca lidad del
produclo durante la operacin de la m:quina de
inyeccin. se analiz.an a ,;ontinuucin.
(1) Perjil de Temper(llllrflS
Las tell1peralllras del ci lmdro dependen de di\crs<Js
faetoT/;!'s COI11(1: tamall0 y l ipo dc mqu ina, tiro de
inyecc in) Ciclo de inyeccin.
Lil temperatura de b0quilla ) de la masa fllll <lida
"on las ms I.;riicas ) se tienen que controlar.
, ,1 temperatura ptima para lu maS'1 fund ida vara
de acu\;rdo al tiempo de retcncil'n. Esta debe
vcrl ficarse constantemente con un pirmctro en el
nl0mento dd moldeo. para asegurar que el material
no exceda lempo limite que .se ha establecido.
La tcmperalur<! de la boquilla .s \; debe ajustar para
P
re venir al"\1II cOIl!.!cl al1l ii!llto o solidificacin del
" -
material en el momento dc la inyeccin. Las
temperatura.s en 1.1 h<Jquilla oscilan entre ef rango
de ::!30 a 300'C.
La temperatura en la superficie del molde tiene
rangos 1:1l1re (JO y 120"('.
Cuando!:>c utilizan altos se Obl icllcn piezas
con un brillu :;lIperlial )- bw.:na apariellcHI.
P;.Ifa Cllll, lo, u"an un sistema de
cnfriamlento COll aceite.
Si la tel1lperallira Jcl molde se encuentra por abajo
dc los 90"C. la c(lntfJccin de moldeo es baja y la
apariencia superficial de la pieza
pobres, $111 embargo. aumenta
) d bri ll o son
la esrabi lid:ld
-
-
-
Tablll 7.3 Perfil de TI!/l/pl!f(l/lIfIlS 1:11 IlIyecdlI
MATERlAL
PBT I) ET
ZO:'iA
Tolva
50 - SO 40 - 80
Alimentacil1
220 . 245 :!lO-::!90
Compresin
225 - 255 :!20 - 300
Dosifi ca,:ill 235 - 260 235 - 300
235 - 260 230 - 300
Molde
60 - 130 85 - 120
b) PreJJlw
El correcto fUllcionamiento de In rnquina de
in)cccin garantiLudo por el sistema
hidral ico. que provee nuido J. diversos niveles de
presIn y flUJO.
PresilI de Inyeccin
t
Los Polisteres Termopl,slicos poseen altas
propiedadt':,) de nujo t:n comparacin con <;us
grados refor:ldos bajo condiciones normales de
oper;lcln La:. presIones de inyeccin :'011
oonsidcrahlClnelltc menores.
-
El rango \:11 las presiones dI:'! inyeccloll para los
Polistt:res T crlllupl:,';os osc da entre 1.00U )
1600 dependiendo del tipo de pleLa a
moldear) del grado del material utilizado.
Presinllc
Tiene como objdi\o baJO presin el
lI1alerial hllldid mielllrs ..,olidifit.::a A..,i se e\ itan
en IJ ple/.a tJ ciertas man.:a"
... En los l ennoplnstlcos su \ulor esta en
el ralll!O de lus 500 a los 700
- -
-
POLIESTER TERMOPLASTlCO 15
Contrnpresin
Tiene la funcin de impedir el retorno del husillo.
mejorando la accin de mezcla del material.
Para los Polisteres Termopkhticos es de 100 a
1 pnra grados s in refuerzo y, de 50 a
,
70 kgl;m- para grados reforl..ados.
e) Tiempo de Sostel/imiellto
Se cakula reduciendo progresivamente el tiempo
de avance del tomillo hasta que aparecen rechupes
en la superficie de las pieLas. A partir de ese punlo,
se incrementa el lapso a raLn de l segundo cada
tres o cualro ciclos hasta que la:; marcas de [as
piezas desaparezcan.
d) Velocidad
Veloeid)j de lll)'l,'ccin
Lns resinns [lolicskr Termopllislico tienen \lIla
\elocidau de llenado rdativamcnle rpida. Para
prevenir alglln cnfr ial1\ienlo o
prematuro en el re" superficial de la pl\.'7.:l durante
el Illoldeo. se manejan rangos el1
de llcnauo dc I ti .. s. Se debe malll:Jar IIn
adecuado \el1leo ell los moldes para pre\enir que
I.ls pieLas presenten secciones quemadas. cuales
SI.! elH.:uenlran dircdalllenle asociadas con In
\clocidnJ de llenado de Illl.)lde.
Velocidall del Husillo
La v..:-Iocidad del 11llsillo se mide en reHlluciol1es
por minuto (RPM) debe aJustar"e para que ..:1
tiempo de retraccin del husillo sea equi\alentc n
i5
%
del tiempo en que d molde permillle .... .:
cerrado. Se lI\1llZa bala \clocidud cuando SI! maneja
contrapresill para minimiLar el craqueo lk la tibra
de vidrio. en caso de manejar grados rdorndos
16 CAPITULO VII
3.2.3. MOLDE
Para el disell0 del molde debe considerarse que los
Poli steres Termoplasticos presentan contracciones
en el mo ldeo del orden de 1.5 a 2.8% dependiendo
del grado. En caso de lipos reforzados , la
contraccin disminuye hasta el rango de 0.3 al
1.6%.
(1) Bebedero
El dimetro en la entrada del bebedero debe ser de
3.81 a 7.11 mm. Se recomienda utilizar el dimetro
de bebedero ms pequcll0. Se han implementando
entradas de bebederos de colada caliente con gnm
exito.
b) Coladas
Esras pueden ser completamente redondas o de
romlu trapezoidal. Los dimetros recomendados
para las coladas osci lan de 3.2 a 6.4 mm. Se
recomienda e l uso del dirnctro de co lada ms
grande posible. Sin embargo, debido a las
excelentes caractersticas de flujo que los
Polisteres presentan. se pueden tomar en cuenta
dimetros de colada pequeos, ya que no implican
limitacin en la inyeccin delmuterial.
La longitud de las coladas debe ser lo ms corta
pos ible, para minimizar los esfuerzos del material
cuando pa::.a al moldc.
() PlIlltO.' de Illyeccill
El nmero y localizacin de los puntos de
inyeccin lienen un efecto sobre la pieza que se va
a que implica una orientacin de las
Illolcub::.. en el caso de manejar grados reforzados
considera la orientacin de las fib ras. Por CSUl
razn. en el diseiio de los pumas de inyeccin e::.
nec;:sario lomar en cuenta estos dos faclores.
Existen dos tiros de puntos de inyeccin ideales
rara lo,; Polistercs lennoplsticos:
-
Puntos de Inyeccin Circulares
Son de tnel o submarinos con un dimetro
aproximado de 0.50 mm. En el caso especfico de
moldcs de tres platos, el dimetro se modifica a
2.29 mm, para poder manejar una inyeccin
automatica. una regla general en el tipo de punto
de inyeccin circul ar, es IOm:l r en cuenta que la
dimensin del dimetro debe ser aproximadamente
del 45% al 55% del espesor de la pieza.
Puntos de Inyeccin Rectangulares
En e!>tos puntos de inyeccin se mancjJ la
dimensin en el espesor del punto. Como regla. el
espesor del punto de inyeccin debe ser de 50% o
ms del valor del espesor de la pieza que se est
inyectAndo, micntras quc el ancho del plinto debe
ser de 1.5 a 2 veces el espesor dcl mismo.
ti) Orificio!; tle Venteo
El molde debe estar adccuad"n,,," v,,,"ado pora
evitar cualqui er ndi\,;e de quemado en lus piezas
inyectadas. Los vcnteos deben ser de 0.025 mm o
de mellar profundid:td Cuando se manejan \ cnteos
cerca de las cavidades o venteos de cavidad. se
pueden c.'\tcnder hasta 0.75 mm llegando al filo del
molde.
3.3. EXTRUSION
3.3./. C;lKACTEKISTlC;lS DEL EQUIPO
(1) Gelleralidades
La extrusin es un melOJo de transformacin
conti nuo. se puede elaborar pelicula, lamilla y
filament o de Polidilcn Te rertalato (PET).
") l/m'; 110
Para los Polit::)(cres '1 se lltiliLa un
husillo que presenta una relacin UD de 24.1 a
32: I y dt:: compresin de 3: I a 2.5: l.
Vupi:. --------------------
mayor informacin llene elte cupn y envielo por fax al (515) 8Sbl8
Nombre
npma
(l/fonol F"
nasa neumtica, s.a. de c.v.
Belliss & Morcom _ J M A R K
ALTA PRESION - UBRE DE ACEITE BAJA PREStON - TORNILLO ROTATIVO
COMPRESORES DE AIRE DE TODO TIPO Y PRESION -SECADORES DE AIRE - filTROS QUITA HUMEDAD
CHILLERS -TANQUES DE ALMACENAMIENTO -TORRES DE ENFRIAMIENTO - BUFETE DE INGENIERIA
ASESORIA PROFESIONAL EN PLASTICDS - REPARACION DE TODO TIPO Y MARCAS DE COMPRESORES DE AIRE
,,-,.-,-,,
_ ..... ' ..... .... -
..
1 molde,
1.200
envases ?E.T./hora
S60':
... _..oc>_ . .-_
"""'''''''' dio lOdIIIO _ SoIX'_ geo 1 'PI'
"" doS .... . /.., "'" pr""'"d,m,,,n,o 'rlo r. 1%
,
"V
.,.,.....oncl<l .. "colidad,,,"
"" .,. """- C<OC>..C;;o
!\"A' .... ..... ""'''',..-- _."'.
"'feA. _ ..-. ...-"' .... _ ..... 0.2,
S/DEL
.......... __ ,---
EP .T
50""o5 UNA ASOCIAClOr'\ CIVil
CON FINES NO LUCRATIVOS
OUE El RECICLADO
DE LA RE51'11A PET C.O\IO L<\
MEJOR PAI?A El
API?QVECHAr'l1ENTO DE
RECUI?SOS y ElIMINAClOI\ Of
PARTICIPA \ '105 A LO LARGO DE
TODO El PAI$ PARA ORI!\DAll
!\SISIENClA IEO'llICA, SOPORll:
PROMOClON,\L. I'IIFOR\IACION
DE MERCADO Y O(SA1?ROLLO
DE ALTERNATI VAS PARA LA
DI$POSICrON DE lOS
DESECHOS DE RESINA PEl.
\brOAU i,ojfoR"'U (,oj;
At.GU510 RotIiN 299'. Col. '\ochrl.lu"'\
UnID \I b:ico. D.F.
.. ,. ' 1 ,r 1.(,
Nos
IIE/lR{Sf .. ',>,R A
V
fu \d\dos poA:
I
-
e) Dlulo
Fil amento
Es un plato circular lleno de orificios pequeos de
donde sale el material de la e,xtrusora. Cada hilo
requiere de un orificio y stos estan distribuidos en
forma circular para balancear el !l ujo del material
fundido.
Lmintl y Pelcul a
Los procesos para la fabricacin de lmina y
11 pelcula por dado plano son muy parecidos.
:1
El dado tiene dos lonas de distribucin con una
barra de re:.triccin para el las.
Las superfic ies imeriores del dado deben estar
11 cromadas para minimizar la resistencia al flujo.
Se pueden uti lizar dados de labios flex ibles o fijos,
U con buenus resu ltados en ambos casos. Los
primeros ofrecen mi.l)or rango de espesores de
I lmina, mientras que los segundos estn limitados
en ese sentido. pero orrecen un mejor control de
espesores y de temperatura.
I
Los labios de los dados deben estar alineados con
los rodillos superiores pam que la lamina se
JI conserve horizontal.
El labio debe tener una separacin mxi ma de 7 cm
entre la salida y (;] punto de colltacto COIl
rodillos.
.\
I d) Perfil de Temperaturas
de trabajo pueden variar de 270 a
p OOC. tratando de seleccionar la temperatura
[m.ni ma que permita el proceso. eon el objeto de
eVitar la generacin c:-.ccsiva de acetaldehido.
'l perdida de peso molecular) en consecuencia cada
de la viScosidad.
POLlESTER TERMOPLASTl CO 17
En algunos husillos de alta productividad, se
recomienda contar con enfr iamiento en el cili ndro
para tener un mejor control de la temperatura.
e) Equipo Periferico
A continuacin se describen los equipos y procesos
que siguen despus de l dado.
Proceso de Fibra
Se produce de la siguiente manera:
filamentos se enfran rpidamente en un
bao de agua. y se mantienen separados con
un rodillo de caucho.
PosteriOnllcnte, los filamentos pasan por un
conjunto de rod illos de t:stiramiento discilados
para alargar y tensar los hilos a un rango de
estiramiento controlado.
Los filamentos pasan a una cmara de
calentamiento y dcspucs por otro par de
rodillos quc giran l dif\!rentes velocidades,
siendo mayor la de l segundo rodillo; est.1
diferencia imparte la orientacin.
Finalmente. los filamentos se cnrrollan en el
emboblnador.
Proceso de Pelcula y L mi na
El proceso comercial de la fabricacin de pelicula o
l:mina con si SIl.! en cuatro elapas:
Primcm Etap(l.- Exfrusill del Pofilller()
Fundido. Secar los pellels a 17ST durante
:.eis horas hasta que teugan un3 humedad
mxima de 10 pprn. El polimcro amorfo se
e:\truyc en un rango de :!65 } 280"(' en un
dado plano ",obre un rodillo de enrriallli,;:nto )
permite que la pelicllla extruida se mantengn
en el espacio que existe entrc el dado y el
rodi llo.
'I7ITJ.
U,""
18 CAI'ITULO VII
Segullda Ewpa.- EllfriallliclIllI del l/ataial
EXlruit/o. La pelcula o lamina se enfra y
pasa rpidamente del estado !luido a un estado
ntreo. Ilamandose "Pel cula Fundida
Amorfa", es transparente y poco resistente. La
pelcula es amorfa debido a que se enfrn
r pido y el movimiento molecular es mu)
lento. Si el material extrLlido se enfriara
lentamente se cristalizara.
resultado una pdcula
quebradi za.
teniendo como
translcida )
Tercera Elflpll. - Proceso de OrCl/lfldfJI .
Cuando la pelcula o lmina amorfa se
calienta. permullcl::c estable hasta su
temperatura de trans icin vtrea de 70"C, en la
pasa de un es tado relativamente rgido a
un estado dctil) llcxible. La crista l ilacin
o; urre y se in; r;mema hasta un mximo
cuando se akanza la temperatura de 17OOC.
La peli;ula o lamina amorfa debe orientarse
biaxiallllente por un pro;CSO de estiramiento
longitudinal ) tnms\ er.s,,1 para que tenga mejores
propiedades La orientacin mejora la
re:.islencia a la tensin, r<isgado e impa;IO, as
como transparencia, tle:-.ibilidad) barrera a gases)
\apon.:s. I\unquc la lmina o pelcula e'\t ruida no
bajo condiciones norm;,lcs de
almacenamiento. es conveniente que la orientacin
se lleve a cabo inmediatamente despus de la
e:-.truSIOIl. debido a que el PET es un polmero que
puede rormar cristales, si no .se controlan las
condiciones de almacenamiento.
La orientacin biaxial tic la pelcula puede He\ arse
a cabo, ya sen por un pn)ceso de dos etapas o por
un proceso simultneo.
Proceso dlo' dos etapas
Tran.sversal-Longitudi nal
Longitudinal- rransversal
Proceso Simultneo
Trans\ 'ersal-Longil ud/nal
La lmina o pelkula rundida amorfa. se tensa
ligerametlle, se precaliellw a una temperatura
superior a la de transicin vitrea aprox imadamente
a 90C y se estira alrededor del 300% en direccin
transversal a la trayectoria de la pelcula.
Posteri ormente, se calienta
S segundos para incremelllar
a 150C durante
la duct ibilidad. se
eMi ra en direccin de la mquina por medio de dos
juegos de rodillos ca licntes que la sujetan y giran a
di sti nta \elocidaJ.
El segundo juego de rodillos gira a una velocidad
de dos a seis veces mayor que la velocidad del
primer Juego.
Long it IIdil/al- Trof!.nel"sul
La cantidnu de estiramiento transversal se cOIltrola
para proporcionnr una pelcu la con propiedades
mecnicas balanceadas en ambas direcciones.
jl/'OCCSO Silllllflleo
La orientacin en ambas direccioncs .se efecta al
mistllo tiempo. en un bastidor provislO de dos series
divergentes de rodillos quc sostienen y extienden la
pelcu la.
Cl/arla Ewpa,- E.Yfabi/i:.acidl1 de fu PelC/lln.
Despu.s de la orienwcin, las molculas estn
ordenadas de acuerdo al plano de la pelicula
Sin embargo. se trata de unn pelcula amorfa
dura ) tlexible. Si se callenta a una
temperatura superior a la que rue estir:.lda. se
contrae hasta un 45% de la dimensin
e:-.lendida.
Para obtener caracteristicas trmicas tijas. la lmina
{I pdicula orientnda mantiene n h:nsin. de
lllanera que no se pueda I.:ontraer. calcntitndose a
200''( Esta tcnica provoca la cristnliLat:n de la
pdicula, proporciunando un ,li to grado de
.-:stabilidad (hmensional, an a temperaturas por
arriba de la temperatura de lijado.
-
-
EXTRUSION
HORNO DE
O.lUENTACION y
TERl'OFUAOO
UNIDAD DE
ENRROLLADO
CONFORMACION DEL HORNO DE ORIENTACION y TERMOFUAOO
}.;I.'Ufa 7.10 t,'upU,\ dd /'roct:slI Je t'ab,icamn Je
de PET.
f) Coe.xtrllsinlle!i
Este procedimiento se realiz..1 similar a
una extrusin de lmina por d:ldo plano simple de
una sola capa, es decir, que la resina base se coloca
en la tolva. se cXlruyt: una capa v cas i
instantanearn;nle se cxtmyc lltl3 segunda capa
proveniente de otr:l unidad similar La 7ahla -.J
muestra las propiedades di.:: algunas cocxtmsioncs
de PET con diversos materiales
rahlu 7.4 de 'ET.
COEXTRUSIONrs I'ROPIEDADES
EVOHPET
ALTA RESISTEl\'C1A
PAPET
QUI"'ICA
PE PET
PC-PET-PC
ALTA RES 1 STENCI A
TER.MICA
SANPET
ALTA RESISTENCIA
PS-PET
TERJ\.lICA
l'OLIESTER TER\JOI'LASTICO 19
3.4. SOPLADO
Es el proceso mis importante p;lr.l la
transfonnon del PET, con stl! se elaboran
botellas, {o.rros y frascos.
JA. l. l N I'ECClON-SOPLO BlOR/ENTADO
en la inyeccin dc li no preforma que
posteriOnllente se calentar.' para introducirl!.! aire a
presin, al mismo tiempo que un pistn la estira
hasta la base, logrndose una bioricntacin de las
molculas cn dircccin longitudinal y trans\crsal
Dichas Illoleculas se ordenan en foona de "red".
proporcionando a los productos moldeados UIl
incremento notable en sus propiedades de barrera y
propiedades Oll!canicas. ESh: proceso se pUl!de
lIe\ ar a cabo en uno o dos pasos
Se denomina "r-,'Itodo de un Paso", cuando las
preformas se inyecton, estiran soplan en la misma
unidad
I
o o o g
I
1""""'""0,-
'OJ f) o
i.J :
;::;:
" S"Pl.AOO "
INYECCI"N
'--
1@!'YlGl I
1-)<11
E)tPULSKW
"
1I0lEu...-..
V
Flgl/ra --11 Prvce.w' Je 1111 Pa.\I!.
P;'\f;'\ el proceso de ' 005 Pasos', ell una m5quin.l se
irlyeclan las prefonnas se enfnan :1 tempt:: r.nura
ambiente, en otra:;e soplan biorientan
Las finnas producen botell as para bebIdas
carbonatnda.-; ) .recites eomestibk:s han optado por
el proceso dI:! Oos Pasos". debido a que es mas
adecuado para e!e\'adas producciones
20 CAPIT ULO VTI
Fif.fura 7-12 de Dos Pusos.
Cada cupa del proceso debe controlarse para
alcanzar las propiedades pti mas del producto
soplndo
ti) Inyeccin de /a Preforma
La transparencia de la pn..:foml:1 est: relncionada
directamente con el grado de cristalinidad dd
material. En el caso dd PET es cuando
su eSlmctura molecular es amorfa opaco cuando
est;) cristalizado. Cuando el PET se cncuenlra a
temperaturas entre gS}' 250(, las moleculas
licndcll a alincarse tornando una estructuf:l
cristalina.
En la Fixura --U pUi.:dc observar que en ambos
extremos el r.U1g0 de la. \-elocidad de cristal izacin
es mu\" k ntL ) es ms rpida en el centro, entre
I.JO" r
En el punto m\s alto de la cuna de cristalizacin,
alrcd,;dor de los 165"C, el PET alcanza un grado
visible de cristaJizacion I.:n mcnos de un I11lllutO.
Por dio. t:l pO!lIll1.:ro d.::be sl.:r I,;llfriado dentro de la
'::l\"idad 10 ms r:!pido posibl e.
-
.. o"' .... en ... ".
y t_ .. , .. ,.
"""k .. ,",o '!T
... J ..
. ....... , .. """ .......
..................
I"Kgl O
f5TAOO nASTlCO
.. " 'C ,.
Figllra Cr fu/i:acuj /l del /'ET.
El principal objetivo de moldear una preforma es
fundir adecuadamenle un polmero akunenle
cristali no como lo es el PET para producir un
producto de ca.lidad La prcfonna debe ser clara,
amorfa) con nivel aceptable dI! acetaldehido
Cuando se menciona "fundir adecuadamente", no
significa qw.: todos los cristales deben ser
diminados por filsin. pero como los cristales de
PET son excelentes agentes lluckantcs para el
crecimiento de las csf.!rulas cristalinas. su presencia
aunque sea en pequei'las candades. acelera la
cristalizacion dur.:ultc el enfriamiento de la
prefomla. Por esta razn. se debe fundir un nmero
adecuado de cristales pnrJ no genemr nubosidad en
la prdonna. La in) eccin Je la pref0n113 se observa
en la Figura
Fi:lIfa /1I1"l! nm de {11 Prl!ff/fif/;J.
1I
, ,
NISSEI
ASB
ASB
A LA VANGUARDIA EN EL
MUNDO DE ENVASES DE PEr
-
-
!J I
l'
'" .
.. ,
>l'
...
n
I
PM
sr-:r::
~ ; --
..
. ,
l
, ...,
~ . __ I ' .". '
. ~ . ~ , f]
,
~ .
-.---...... '''' ....: ...... - ; - ~
o
NISSEI
ASB
MEXICO, CENTROAMERI C.A. y CARIBE
NISSEI As e CENTRO AMERICA, SA DE c.v.
Torres Adalid 618, Planta Baja
Col. del Valle 03100
Mxico. D.F., Mxico
Tel (52-5) 669 00 69/1404 - 1288
Fax: (52-5) 6691645
lAS
" j
"
~ - _ . ~
I
La prefom13 es un IUbo de pequeo
cerrado en uno de sus extremos. Se moldea con
geometrl.1 precisa. tnll1a!lo, PI;:SO y espesor de pared,
en funci n dd disl:iio dell:ll\ase ya sean botd las.
tarrOS o frascos.
Las especiflc."1ci ones del seleccin del
material y geometna de la prefonna son las
variables de dis..: ilo que afectan el peso de la
prefonna Estas variables se deben di scutir
minuciosamente con los Ilroveedores de
prima y moldes dmante la ;tap;t de diseio de la
prefonna En la Figura --}5 se puede \er el di seo
de una prcfonn<l lpica
111 'ID
SPESOR DE
1
"'"
S 9mm
' 00 a 160 """
. .-JI
r;
""'11
mm , , "MANO IQTIlUo lonu."
cON lA,. UNO
IOlELU HIlEC .. IOL.
,
2Im",03'mm rt. Tl.1 '1_1 10-1
"
101' , .. "
L-
,
" ...
., ....
'''1
..... , .0.11
30 mm "48 nlr"
, 11 .... 11-11
n;uru i-/5 r,cunwrru t! dI! lu /'r l!formu Tfp; "U.
El moldeo de las consis lt: en la inyeccin
del pohmcro fundido : la cavidad una
rez llena. se erlfri a r.lpid:unentc para obtena una
picza con cxccknte transpar..: ncio, libre de
deformaciones y magnifica t;xact itud dimensional.
que es esencial par.l obtl!ner de excekme
calidad
Este proceso puede ser di\ idicto en las sigui ent es
fases.
-
Secado de l granulado hasta lograr que el
COntenido de humedad sea menor de 40 ppl1l .
Fusin del pohmero en un equipo de
mycccin. uti lizando un husIllo diseado
POLI ESTE.R 21
especialmente para PET no obstante un
husi llo convencional con LID = 20:1 y una
rel.lcin de cornpr..:s ion de 3 1 puede ser de
utilid:ld.
Inyeccin dd mate rial dentro de las cavidades
de l molde que nonnalmente es de colada
cali.:nl;, Sl1l embargo. los de colada
cOll venc ional tambien pueden encontrar
alguna aplicacin
enfriado rpido del material dentro dd molde
para obtener piezas transparentes.
Apenura del molde ) expul sion de las
prcfonnas
Dumnte el moldeo de la prefomla. se deben
conlrobr los siguientes aspectos
Retencion de viscosidad irllnnseca
Generncion llllninu de acetaldehdo
Transparencia mi"ima de la prcfonna
El PET ofrece un rendi miento optrrno en cada una
d; la::; et:lp:lS del proceso. Sin embargo, las vent:tjas
pnncipaks inherentes pueden quedar dt;stmidas
dur..Ult e la CCCln d..: la prefomla. SI no se tiene
una operacin
A continu:lcion se pr..:sen{'\!l ":U1I10 referenCia las
condiciones para daborar botdlas de dos litros en
una maquina de
Tuhlu ;-.5 ('/IIdlc/tllle!) del .\/ofd<!
Tipo de Colada Colada C;l li ente
Nmero de Ca\d:ldcs o
Peso tota l Pellcts 5111 g
Peso PrdOnll<l g
fuhla i. { I)er/il Temperutura.l'
M!llde
Col:lda 1 '::66 e
Colada .2 266 e
Cubda Clli ent e 2lO "C.:fu
LICJuido Enfriador 5 e
22 CA I' I TULO VII
Tabla ", 7 CtmKJlle:;' cm la }\fqflll'U de lllyeccjll
Alilllentacin
288
Compresin
DosUicadn 282
Bo(!uilla 282 Oc
Presin de Inyeccin 75 kg/cm:
Presin de Cicrre -w kglcm
2
Tiempo de Presin
7 ,
Tiempo de Cierre lUs
Tklllpo de Enfria mi ento ti s
Tkmpo de Dosificacioll 10 s
Vc!ocid:lCl dclllusillo 50 rplll
Ti.::mpo Descompresin 0.8 s
Recorrido Dosificacin 102 mm
A 1110.1 igu:ulIi en lO 2 mm
Di:mctro HII<;i ll o mm
Los rnoldcs SI.! dl.!b!.:n cnfriar con agua lo ms r:ipido
posible En l!1 proceso de un paso. la lemper.ltur:t
d..:l liquido de ,; nfriamiento debe se r menor a 5"C,
para \:!vi lar qm: las pn.;fOnll:lS se \'ueh an nebulosas
pierdan propiedades mr.:c:l.nicas
Las ll.:mp\.!raturas de fusin de 280 a 300C son
p,1f,1 el procesamiento dd PET En cs t;
rango s; [orm,1 a;;talddldo. qlle es un gas con
Plinto ellO ebu lli cin 20_iS"C y olor a fnttas Un
contenido ;: I,;\ado d,; I.!Slc gas puede modificar el
s,1bor cid producto quc sc cn\asc Las condiciones
dI.! proccs::un lento Se deben degir. procurando que
d n1\'l::1 dI:: aCt.::talddlida fanundo sca de 3 ppm
como m:lXllllO
Esto s,; puede lograr lllinlmlZ::Uldo el tiempo en quc
d policst,;r csl:i. cn cst.ldu dc rusiOn. Los ticmpos de
r;::Sldencla 110 deben e'\ccder de tres a cuatro
minutos
Otros factorl.!s qw:: 111 flu) en en la fonnaclolI de
J.cr.:t;ddehldo son la alta \.:[ocidad y pn.:sin de
retroceso e""eesi\a. por lo (mio. se deben m::Ultener
en UII r:l.ngo mnllllo.
El tamaiio dI! las piezas inyectadas. el numero de
cavidades del molde y el tit:mpo de ciclo deben
controlarse Los moldes de las
prcfonnas usualment e son de 8, 12. 16 32
cnvidad..:s ) suelen ir equipados de distribuidores
por colada c\il:nTC
La calidad del molde juega un p,1pd muy
import::ulte en la produccin de prefonuJ..'S Las
coladas cali entes y la v:ilnda de compuerta. al tener
cI tamao ;tpropiado, rcducen el cizaUamil:!lto \' la
gc nef,1 ci6n de acctalch::hido
-
b) l?ecalcllt(/mienfO y /Jioriellf(fdn de Preformas
Las pn.:fonna5 se sacan dd molde) se enfran a
temper.ttura ambiente cuando el proceso es de dos
pasos
S,; pueden almacenar o em-iar. por medio de una
band,1 transportadora a la maquina de estirado
soplado par.l su biOr.:n!aCIn fanuncin de
botellas
Una nu.:da caldactora n:cibe las preformas para
C,1[.;ntarl;ts dI.: Illle\ o hasta 90 a 93()C O.:: esta
ullid,1d pasall a In meda d(,:; soplado Cada unidad de
soplado se hace cargo de un Ilumdril de transporte y
SiJ cierran ambas mitades dI.!! molde.
En los moldes ya ct:rrados. las pn.:foml'1S sc estir:m
COIl Ull pistn graduable y simult.ineamcnte se
soplan hasta tomar la famla de la boteJb. como se
muestra en la Figllru -./f.
Los pistones de di latacion impulsados por aire
comprimido garantizan b formacin simariCl de
las bot..:llas y su estirmni.,;n{o. una
distnbucion opllma del esp;sor de pared El
proceso dI: soplado se controla por el \'olumen Y la
presin del arre
Posterior al soplado, st: abren los moldes
llludi:mte los m:Uldri\.::s de t ranspone las botellas
pasan a la ru,;da de descarga
En la rueda de descarga se reti ran las piezas
sopladas. Unas pinzas sujetan las piezas sopladas
teoninadas con la boca hacia abajo, con ventosas
accionadas por \'aco, adhieren por el fondo los
reci pientes y los pasan a la cinta de transporte de
salida, que a su vez los entn:ga enderezados a los
di spositi vos conectados a ella
; :
;,
.
.
POLLESTER TERMOPLASTlCO 22
Est\! proceso ofrece vanas venlajas. los envases
poseen propiedades mecni cas superi ores Gracias
al estirado bia.xial dc la botella no hay desperdicio,
no existen costuras y la superficie es de alta calidad.
Los tmvascs presentan gran precisin dimensional
en la cuerda, longitud y espesor de pared. Se tienen
variaciones mnimas de peso y tolerancia
Las botellas que van a contener bebidas
carbonatadas como refrescos, aguas mim:rales.
cervezas y champaila, deben ser disciladas para
sopoI1ar hasta cinco volmenes de CO
2
.
Los f:l.c tores importantes que se deben considerar al
comprar una mquina productora de envases PET:
Inversin del Capital Inicial
Costo de Incrementar la Produccin
Aumentando Maquinaria
Opcin de Fabricar o Comprar Prefonnas
Esp;.cio Rcqut:rido de Almacn y de
Fg/lra 716 Je/(L\' {'reformas. t\ laquinaria
rablu 7.11 Compafac/ll/l t"CO/ll/llca efllrc I'r ocel'O$ de
l 'flJdl/ccill/l de Ellv/J.Scs PET
PARAMETRO 01': OE U:"i PIWCI<:.'.O OE oos
COMP,\n.A(;( O.'l I'ASO
Menor In\'crsin :1610 se invierte
inio.:ial en d equipo '! la soplaJ()ra se
completo. llene UlllllellOf
Adl!Cuudo pum para
prouu,;,;iones hasta "1
de 15,000
botdlaslllUrd. 15.000
Debido 411e las
.:paciddes son
mfcriores. permite
un flumento
escwondo de !fl
e
Permite centrnlizar
In prm.!u,;.:in de
prefomws pura
suministrurlus
dClol'UC:i ,1 1,1 plant;
de: soplado.
Facilidad de Cambios de Tamao de Botella
Eficiencia de la Operacin
Costo de Moldes
Tiempo de Instalncin
Capacid3d de Optirnizacion del Discllo de la
Prefonu:1
3.5. TERMO FORMADO
El moldeo de tennoplsticas por 3cdn de
temperatura y prcsin, recibe el nombre de
tennofomlado
La mancra como int\!rviene la temperatura. es
n.:b lUl deCH.:ndo la 1:lminn y 13 presin o vo.eio
proporcionan lo. fuerza par.! que dicho. lamino.
adqUlt:ra una fanna especifica
24 CAPITULO vn
3.;.1. CALlDAD DE LA LAM1NA
La calidad de una p1eza
t...:mlOfomlado depende de
procesamiento y calidad de lmina.
3. ; .2. CALENTAM1ENTO
moldeada por
dos factores:
El PET presenta condiciones semejantes al
PoJiestireno, Polipropi1eno y PVC, en
consecuencm, no tiene problemas para
transfonnarse en mquinas convencionales de
tennofomlado. Esta temperatura oscila de 121 a
166' ( para el PET) el PETG.
3.;.3. CORTE
Es el principal problema para el tennofonnado con
PET, debido a que ofrece regubr resistencia al corte
con troquel como se puede ver en la siguiente tabla
Tublu .9 Re\'felH:iu u/ Corte.
MATERlAL CORTE CON CORTE CON
TROQUEL SUAJE
e PET No No
PETG R No
APET R No
1\0 - No ofrece resistencia al corte.
R - Ofrece regldar resislencia al corte.
Para el adecuado corte de lmina de PET, se tiene
las siguientes recomendaciones
La temperatura de la lmina debe ser lo m'
baja posible para evitar que se distorsione y n
se doble durante el sllajado o troqllClado.
Las navajas deben ser de acero de
resistencia, afiladas y <vustadas con el mnim
claro posible Asimismo. se deben rcvis
peridicamente para prevclllr el rpid
desgaste
Es preferible utili zar troqueles pesados para e
proceso de corte de lmina PET y as faciJi
la operacin.
En la Fignra --r se muestra el equipo p
tennofonnar PET
AC O" "'COC "AM'E"TO
ESTABIUZAClo"
TEKNOFoRNACO
'1
j
ACOHOICIO"AMIE"To MaUN': '
CEe
Y'HSECAOC
MEMOUOO
Figura 7-17 Lnea de Termoformado Je PET
POLIMETACRILATO
DE METILO
~
I
~ Q ~
~ I
~ ~ ~
Q Q ~
" I
Q ~ n
H
I
H- C-H
7 I
~ I ~
C-Q- C-H
& A
"
INSTITUTO MEXICANO DEL PLASTlCO INDUSTRIAL, S.C.
POLlMETACRILATO DE METILO
INDICE
1 GENERALIDADES ................................................. .. .. . . ............... ............... ............ 1
\.l . HISTORIA , .. ", .. ............... .... 1
12. MATERIAS PRIMAS .......... . .
13. CLASIFICACIOr; . . ................... . __ .. 3
2 ANALISl S POR T[PO DE PLASTICO ............. ......... ......... .......................................... ................. 3
2.1. POUMETACRll.ATO DE METILO .. .3
3 PROCESOS DE TRANSFORMACION .......................................................................................... 7
J. I TRAl\SFORMACION y Mk'lUFACn.;RA DE LAM!I\AACRILICA .. .
).2. TRANSFOR..\(ACIOl" A PARTIR DE PELLETO GRAl"O
3.3. E:xnWSION
3.4 CmIPRESIOK __ _
3.3. REGEKER.ACION DEL MONOMERO ..
.. .......... 7
........... .......... .......................... 12
.............. l'
................... 16
. .................. 16
fabricante de
lmina acrlica
ti
J.CELL-CAST
ilJsde 1959
1It:
5A
OGIRSJ\
CENTROS DE SERVICIO:
IztapaJapa: Miguel Hidalgo No. 756. Col. Sta. Mara Aztahuacan. Del. Iztapalapa.
C.P. 09500. Mxico. DF. Tels./Fax (S) 690 3790 / 690 3657 /691 3834 J 691 0581
Naucalpan: Ateneo No. 28. Fracc Industrial La Perla Naucalpan. e p 53340.
Edo. de Mxico. Tels./Fax: (5) 373 1401/560 6777/360 3375
San Luis Potos: Av Joyas de San Elas y e.F.E (Eje 126). Zona Industrial.
San Luis Potosi, SLP Tel.: (48) 24 0798 Fax. 148) 24 0788
Guadalajara: Gabino Barreda No. 1290, Bodega 1. Sector Reforma C.P. 44870.
GuadalaJara, Jal. Tels .. (3) 6193852/6193899. Fax: (3) 619 3905
Monterrey: M. M. Contreras No. 312 ate Col del Norte. C.P. 64500.
Monterrey. N L Tels: (8) 351 4488/351 1295/331 3061. Fax: (8) 331 3001
PLANTAS:
San Luis Potos: Av. Joyas de San El as y e.FE (Eje 126). Zona Industrial.
San Luis Potosi, S.L.P Te15: (48) 24 0143/240343 Fax: (48) 24 0301
Estado de Mxico: Frente a la Estacin de F.F.C.C. Maclovio Herrera S/n Ocoyoacac.
Edo. de Mxico. Tels. (728) 7 5700/75156/75777 / 75531. Fax: 7 5289
CAPITULO VIII
DE METILO
11 GENERALIDADES
1\1. HISTORIA
finales dd siglo XIX en Ah.:rnania se
dq,an'ollac,m estudios de los esteres de los aeidos
,di\i,:o y Illclacrilico En 1901 el Dr Orto Roh1ll
1I[:",o<ra sus estudios en los polimt.:ros acnlicos y en
se funda Rohm & Ilass que
pol uncros ncnlicos
: A partir de 1928 el Dr Rohm.
fabricar PO! II1\clil Mctacnlato (PMI\IA)
en l:'uninas y nlezcl.:tS de moldeo
entonces los Acri licos han tenido diferentes
Ipli",,:;or,es en producloS que requieren estabi lidad
peso ligero, .lIla transmisin de luz )
csj"tenc;a a la intemperie
"'Ialroc.nc, ademas del homopol llnt:ro PMMA, sr.:
varios copolimcros con acrilonitri!o
cstireno o Mctil-esrenos y otros steres
Tambin se dispone de tipos reforzados
vidrio y como productos de
recubienos con compuestos organicos de
que mejorall su resistencia al rayado
1.2. MATERIAS PRIMAS
En 1\l.xico, las malerias pnmas para la obtencin
del Pol in1(.: li l f\ lelacrilato son el cido cianhldrico,
metano!. algunos grados que
conteller acriJonit nlo, cstircno \ otros
cst.:rcs acnlicos.
/.2. / . DESCRlPC/ON DEL PROCESO DE
011TENC/ON
A continuacin. s>! describe el proceso de obtellcin
de los compuestos con que se produc.: el Polim(;!lil
t-. lctacrilato
/1) Addo Cia"hdrico
El cido clanhidrico. sc obtiene por reaccin
catahtica de amoniaco ) aire con md:mo (gas
natural) La ri!:lccin es la sigui en ti! .
unp/.t
2 CAPITULO VIU
GAS NATURAl
FRACCIONAMIENTO
METANO
AMONIACO REACC10N AIRE
CATAUnCA
AC100 ClANHIOR1CO
Figl/ru 8- f f'rodu ccin del Ado CiU/rMdricu.
b) /vl elllnol
La obtcnci6n de! metanol parte de la oxidacin del
gas natural como el metano. la reaccin para la
obtenci n del rnet.:tnol es la siguiente:
0,
CH,
-
En ln 8-2. se observa el proceso de
produccin del metano!
METANO
1
r:::::=-'- ' :-c:",OXIGENO
I aXIOACION I
M, .. toL
Figura i'/2 Dwgrama dI! I'rorlu"ci/1 de Alcohol J/ f!t{[jco
c.) Acetona
Se obtient: de la oxidacin del cumcno y de la
deshidrogenncin del alcohol isopropllico con un
catalizador
1.1.1. ESTRUCTURA
a) Acido Citlllhidri!:o
Al cido cianllldrico se le conoce con Otros
nombres, como cianuro de hidrgeno o cido
pIsico, es un acido inorgnico muy (XICO, SU
estructura qumica es I.:l. siguiente
H - e = N
h) Metallol
Conocido con d nombre del o.lcollol mc!dico
alcohol de madera. es el alcobol con la estnlClura
m{s sencilla.
c) Acctona
Tambin IIrullo.da dimetilccton; o prop:lnona,
pertenece 0.1 grupo de las ceronas. es d compuesto
ms sencillo de ste Su estructura es la siguiente:
1.2.3. PROPIEDADES
a) Aeido Cianhdrico
Se presL:nta como un liquido blanco acuoSO.
temperatur.lS menores a los 26 oC, se
por un dbil olor a almendras amarg:s,
inflamable. su punto dL: ebullicin es de 25.6 oC,
soluble en agua, alcohol y ter
Es un producto txico por ingestin. ;,"h"I,,""
absorcin cutanca
b/ Metal/ o
f
Ss un liquido volti l, incoloro, solublt! en agua,
Jeohol y ter Es inflamable. su tcmper.ltura de
epullicin es 645 oC, su temperatura de
auloignicion es dI.! 46-1 oc. Es tx.ico por ingestin
y1causa ceguera
un lquido incoloro. voltil. con olor
"
IIlfbmabl e, su It.!mpcratura du
1 i i ' us de 56 .2 oC,
y
'"
tempt:ralufa de
3ytoignicin dI.! 538 oc. Es soluble en agua,
~ C O h O [ ter, cloroformo y aceites
el modcradrullt.!IHe lxico por ingestin e
1.3, CLASIFICACION
1,
acri latos comprenden una gr.Ul \aricdad de
hOlllopolmeros y
clasificar en dos grupos.
Acrilatos
Acrilato de Etilo
Acrilato de Meti lo
Ci.moacri lato
Acril Amina
Metacrilat os
copo limeros
Metacrilato de Metilo (MMA)
Copolimeros
Su
arupo de los aerilatos COIllO el o.cri lato de etil o,
de metilo. cianoacrilato \" la acribmina se
. ,
para pinturas de lh:x. adhesivos ~ como
por ejemplo una mezcla de
""n',"lCril,to y de acribto de eti lo ofrece un
ms SU;J.\'e que nH.:jora la flexibilidad dI..:
, que generalmente son duros y
POLlMETACRILATO DE METILO 3
El compuesto que tratamos en este captul o es el
Polimetacribto de Metilo, pertenece al grupo de los
metacrilatos, qm; se obtiene en fo nna de lminas
transp.:m,;ntes y de grano (pellets) para moldeo,
Existen adems copolimeros con un 80% como
mimmo de metil metacrilato (MMA) . Los
copolmeros que contienen hasta un 50% de
acrilonitrilo (Ai\Ii\ IA), presentan mejor resistencia
qumica y mecnica en telUlcidad
Se fabric:ul otros eopolrneros ;1 partir de butadieno
y cstireno, que se caracterizan por su resistencia al
impacto y su elevada transparencia,
2 ANA LISIS POR TIPO DE
PLASTICO
2.1. POLIMETACRILATO DE
METILO
2.1. / . ESTRUCTURA
El PMMA es un tennoplistco amorfo, con baja
absorcin de agua. pertenece a la familia de los
Poliesteres Su estnlctura es la siguiente'
I
l CH,
i
CH,C
~ - O - CH
3
\
11
O
PMMA
n
Cuando se presenta en fonna de lmina. su peso
molecular es de\'ado, Y con peso molccul:u mas
baj o para Jos grados que se pueden inyectar y
cxtrui r
4 CAPITULO VIU
2.1.2. OBTENCION
L.1 materia prima bsica para In fabricacin del
Poim(; laCrilato de Metilo, en lamina o pcllcts, es el
monomcro de metilmctacriJato o mCI:lcrilato de
metilo, Sf! puede obtener por diversos procesos . En
J\:lcxico. d proceso utilizado es el de
act:tocianhidrina. En ste se utilizan como materias
primas acetona, cido cianhdrico y rnetJJ10L
La acetona y el cianuro de hidrgeno, reaccionan
pam fonnar acetoci:mbidrina, posterionnente, se
cal icnu y se adiciona metanol. en presencia de
acido sulfrico, para producir el monmero de mt:til
mct.:lcrilato La reaccin qumica es la siguiente:
HCN -+
C .... NHIDRICO
CH3
I
CH3.C.OH
eN
o eH3
" I
CI-IJ - e CHa --- CHaeOH
I
CN
ACETONA ACETOCIANHIORlfl,.
eH3
I
+ CH30H _ CH2"C
I
CO -o -CH3
METACRIU TO DI! .rnLO
Una vez obtenido el monmero d,; metil metacrilato
(.\11 \lIA) , se lleva a cabo la polimerizacin de este,
Los principales metodos de polimerizacin para
l1lonmcros acrilicos y sus respectivos productos
SOIl
PolimerizaCIn ;n liunina y pellel.
Polimerizacin en Suspensin, pellet.
Polimerizacin en Solucin' polmeros
modificados.
Polimerizacin en Emulsin aplicaciones
dentales ,
ACDO CIANIHIOftICO ACETONA
MET""IOl "CIOO
,_""TOO
"CETOClANHIOI'IINA
L -==:::-T
HOMOPOUMEl'lkZACION
COPOLJMERIZAClON
.. .oc""
PMMA COPOlIMEROS
ACRlllCOS
MET"Cl'lllATO DE METllD
,
POUMERIZAClON
Figura 8-3 Obtell C/lll de los
a) Polimeri:acin en Masa
Tambien llamada polimenzaein en bloque En este
metodo el monmcro puro se
conSigo mismo, aadiendo
empicado en la elaboracin de
tubos granos para moldeo
113ce reaccionar
iniciadores.
lminas, varillas
El meti l mctacrilato, se puede polimcrizar con otrOS
monmeros en menores proporciones, as como
aiiadir absorbedores de luz ultravioleta,
o colorantes y otros aditivos.
-
t .....
"" ...
figufa R-I Pll /jmcri:ull
'o""
"""00"" , .... , ....
-
Es importante O1t!ncionar que es necesario emplear
calor para poder realizar este tipo de
polim en z.:1.ci O
b) Polimerilllc:in en Suspensi"
En ocasiones llamada polimerizacin en perlas.
Coqsiste en reali zar una distribuci n del rnonmero
en tagua, ya tnf;:zclado con ;] catalizador y siendo
por coloides protectores y otros agentes de
' susp,ensin.
polimerizacin comienza con la agitacin
la mezcla, un polimcro
en farnla de pequeas perlas que se
tamizado o filtr.ldo, el agua a la
J del calor producido por la cxotennia de
iniciadores empicados para la prcpar.tcin de
en suspensin son los perxidos
ya que son solubles en la fasc monmero
en la fasc acuosa_ La cantidad de
i influye en b velocidad de polimerizacin
peso del polmero final
de b partlcula se controla mediante la
de agitacion el uso adecuado de
tales como agentes suspensorcs El
se Obtiene en fonlla de partculas esfricas
POLIMETACRJLATO DE METILO 5
de aproximadlliTlcntc 1 a 5 micras de dimetro, que
finalmente son separadas.
e) Polimerizacin en Suluci"
Es un mecanismo propuesto para mejorar la
pol imcrizacion en masa El monmcro se lleva con
una disolucin del monmero en un solvente
orgnico en presenci a de un ini ciador tambin
soluble Este proceso es comullmentc usado para
fomtar polmeros y copolrneros, con un peso
molecular comprendido entre 2,000 y
20,000 g/gOlol , son util izados como revesti mientos,
adhesivos e impregnantcs.
Las consideraciones que se deben de tomar en
cuenta en la seleccin del solvente apropiado son
Costo Toxicidad
Flamabilidad Volatilidad
(/) Polimerizaci" en Emulsin
Cons iderado como el procedimiento tcnico ms
empleado en monmeros finamente divididos, con
el fin de preparar polmeros acr licos.
En este procedimiento, al igual que en la
polimerizacin en suspensin, el monmero se
cncuentra en medio acuoso,
adicionado un emulsifi cante,
en donde se
ello implica
ha
una
precipitacin. lavado secado dd polmero, para
obtenerlo finalmente
2. /.3. PROPlEDAIJES
Los plisticos acri licos poseen una variedad de
propiedades que han hecho posible sustituir
materiales corn o el vi dri o, madera v algunos
met.:l!cs SU:lves como el latn.
Este material present.a resistencia mecini ca medi a
rigidez elevada, resistencia al impacto. que es seis
veces superior al vidrio nomlal , presenta elevada
dureza y superfici;; fcil de pulir.
6 CAP IT ULO VIII
Su densid3d se situ:l entre 1 JI Y 1.19 g/cm
3
. Esta
es una propiedad importante, cOl1virtiendolo en
50% m:lS ligero que el vidrio Sus propiedades
pticas d(.!stacan. ya que la transmisin que alcanza
es dul igual a la del \ dra pti co ( ver Figura
8-5 )
S.; ha comprobado que la prdida de transmisin de
luz. 1.:$ de l 1% en j aos y con t::I
paso del li\!lllpo no pierde su color original, porque
expuesto ; In intemperie los efectos de rayos
ultr=n miela no causan amariltamicnlo
'"
100
VtDRIO PMMA PMMA pe P$
GRANO LAMINA
Figura 11 5 Tr all sIIIIUmcuJ..
En cu:mto a sus propiedades mecniCt"lS, el acrlico,
prcsCl1C.:\ lino. resistencia que va de seis a diez veceS
mayor que el \dra en grados nonnalcs y para el
caso de acril icos alto impacto. esta propiedad
mejora considerablemente. En la hgllra 8-6, Se
l1l uestra la comparacin de diversos l1l ateriaks con
el acrilico
< 150
"
f igura 11-6 Re.vlstl!/I cia al Impact(}.
La franja de temperaturas de uso comn se c:'\ticnde
de _lOo a 750C y puede llegar o. 100e, par
pequeos intervalos de tiempo, entre los 1200 y
J gOoe adquien:: una consistencia elastica y puede
1l1 0ldearsc. A parti r de 180
0
C se comiert e en un
liquido viscoso que puede inyectarse. Pn;scllla
dil:ltacin tnnica media Es importante considerar
que este material sufre expansiones contracciones
con cambios bntscos de temperatura
El acri lico proporciona aislamiento elctrico pero
almacena cargas elcctrost:lticas altas. con tendencia
.:l acumular polvo
En a sus propiedades quinucas, resiste a
:lcidos. bases de concentrJ.cin brti.:l o media,
disolventes como hidrocarburos al ifalicos yaceiws.
No es resistente a disolventes polares como esteres,
cetonas o hidrocarburos dorados Tiene una
absorcin de humedad alrededor de O 3%.
2. /.4. APLICACIONES
Debido a las propiedadcs que presenta cl
tiem: distintas aplicacioncs, por ejemplo.
En ptica, cristales de lentes, qut: ;\dems de ser
mas ligeros son seguros, no ha} pdigro de
3stillarniento tambin se emplea como vid nos de
re loj, lupas, Icntes, prismas. vidrios difusores,
fibras conduclOras de luz
En el sector elctrico-clectrnico se utiliza
piezas de conmutador. pulsadores, tapas, panel
luminosos, bandas luminosas En la indu '
automotriz, en tapas de tacmelros, calave
triingulos de seguridad, criSL."11cs de vehculos
adanes
Otro sector imponante es la industria de
construccin, donde el PJ\tHviA encUCD
aplicaciones como. lechos acristalados, plan
segmentadas para cubiertas de invernadero, dorll
1
,
r
T mes e sanitari as. tinas. manijas de
,fas Ua\CS. acceso nos para ba.ilo, tocadores.
', p celes, materiales para agua. modulos de
r
gadern
.
.Otros usos importantes son: arti culos luminosos
fara pubUcidad. para dibUJO. lamparas y
\unti narias. domos. vcntaneri a y acuarios, en
r edicina encuentra aplicaciones en odontologt 3,
:rtcsis, incubador:lS, instrumentos de auscultaci n.
En desarrollos recientes, l.::t aplicacin de
r discos de audio video (video lasser)
PROCESOS DE
'1
TRANSFORMACION
IInportantc dIstingui r entre el acnlico para
irunina que se por \ aCl ado )- el grado que se
If1tili za para mol ci t:o por in) eCClOn ye.\tnlsln
entro de los procesos dI;! transfOnno.cln del
ri lico, se menci on:Ul dos ramas
Transfonnacion ! manufactura lmi na
f. acri lica
] . TrilllSfonllacion a panir de pel lcts o grano
J
3.1. TRA1'lSFORMACION y
MANUFACTURA DE LAlvlINA
ACRILICA
fabricacin de lmina
Vaciado en C!!Ida o Cel! Casti ng
Moldeo Continuo o Casting Continuo
Extrusin
POLlMETACRlLATO DE METILO 7
Para la manufactura de la misma
e onado
PCITOT3do
TemlOfonm.do
Acabado
Pegado
Decorado
], J. J. TRANSFORMACION DE LAMINA
a) Vaciado en Celda
Es el mtodo mas comn } sencillo para obtener
una amplia gama de lmill as de di versos colores.
grosores tamailos.
Este proceso consiste en prepolimeri zar el
monmero de met il I11 ctacri lato obtener un
lquido de alta viscosidad parecido a UIl j arabe o
miel.
Se vierte el lqui do viscoso t: ntre dos hojas de
vidrio templado altamente pul idas, )' sujetas con
pinzas. sepamdas por un perfi l fl exible .
posteri ornlcnte, se cali entan durante 2-' a -'8 horas
(dependi endo del espesor) Se real iza una reaccin
vigorosa que libera grandes canlidades de cal or,
provocando una contraccin de apro"imadamcntc
21 'Yo, hay que cons iderar este factor en el moldeo o
di sminui rlo por medi o de una pohmeri zacin
intennitcnte El calor de polimeri zacin es disipado
lI sando aire a al ta velocidad o mediante brulos de
agua Los tiempos de curado varirul de lOa
12 horas para l:uninas delgadas de 3 mm a 15 cm.
para lminas mas gruesas osci lan entr\! 12 y 24 hrs
Despus del curado, los mold\!s se en frian ) la
lamina se separa de las hoj as de vidri o
Las lminas se estabi lizan por calent:uniento a una
temperatura dI! 1-'0 a 150 oC durante dos o tres
horas, para reducir esfuerzos y conseguir la ma:xima
estabilidad Finalmente las \rninas se enfran y se
les proporciona proteccin con p.:tpt:l o plstico_
8 CAPITULO VIII
Sr.: obtiene una lamina de muy buena c.:Uidad pti ca
t.::xtura supcrticial ptima.
},i;lIra 8-7 ' "uciado e/l CelJIl..
CA' . '"
1'''.0 .. _
---
b) Vaciado COlltinuo () Cas/illg Contjnuo
Este prOCeSO 1.:5 econmicamente atractivo, se
empica para elJ.borar lminas de diversos grados y
\!spcsorcs delgados, ampliamente ut ilizados en
\cntanera y anuncios luminosos. Este sistema se
n:cOll1ienda p:J.ra grandes vol umcnes de produccin.
Dicho sistema consiste en prepol imcrizar el
monmao de :V1ctacri!ato de "Ieti lo, vaciimdolo en
bandas dI.: acero inoxidable ::dL.'1Jncnte pulido,
paralelas entre si , estas atraviesan la zona de curado
) postcurado
El calentamiento en la zona de curado, se realiza
con .1gua caliente en foona dI.: roco y en la zona de
postcurado, con calentadores elctricos o ai re
calielllc
Los tiempos de residencia y 1:1.5 temperaturas son:
45 minutos a 70
0
e, para la zona de curado
! O minutos a ! ! oC, para la zona de postcurado
Por este proceso se obtiene una ma) or unifomlidad,
ya que se logra un mejor control del espesor de la
lmi na, Se munt:jan espesores de 2 hasta 9.0 mm.
c.) ExtfllJin
En el moldeo por extrusin, se deben cuidar 1
condiciones de operacin. ya que los
acri licos. al exImirse pueden perder claridad
bri llo Adens, el monmero tiende
despolimerizarsc baj o los efectos combinados
friccin calor. originando burbujas y
Por lo general se usa un husillo de cone profundo
la velocidad del mismo se mantiene baja
Es conveniente usar maquinas de cxtrusin
cilindros largos (relacin LID 20: l mnimo)
Es recomendable el uso dI.: mquinas vemeadas,
pcmten la d.iminacin de humedad producen
material eXImido de mejor cal idad con
capacidad.
Si no se utilizan maquillas con venteo. el pOlim" rol
se debe secar inmediat amente antes de la ex11n", 'I
hasta un contenido menor al 0.25% d.: humedad
Por medio dI;! la e"trusin, SI;! obtiel1l.:11
cont inuas de material. presionando el
fundido a l.l. ... es del dado adecuado
Este m0todo se emplea para producir'
Laminas
Filamentos
Barras
Tubos
Una amplia variedad de pcrfiles
d) Exlrus;n - Ca{flIl(/reo
Este procl:so produce laminas
imperfecciones en la superficie con
m nimas del espesor SI! n:comi<.:nda para
esp<.:sorcs de l 53. 90 mm
Se mantienen las recomendaciones de eqUIpo que
en [a extl1.lsi6n COIl la inclusin una cal::llldria
can ci lindros pulidos a espejo Tambin es posible
imprimir sobre un lado de la l.imina texturas o
elementos apticas
3.1.2. MAQUlNADO DE LAMINA
La lnna ;tcri lica se puede cortar de diversas
m4eras utilizando manualr;:s o
elctricas, como las que se usan par.! cortar madera.
Dentro del equipo empleado en el corte del material
I
se tiene:
Se hace una incisin en d material que se puede
varias veces, suj etando fimlementc la
se presiona hasta la parte
fara cortes rectos debe tener dientes curvos, de
preferencia hechos en carburo de silicio una
.escil a aproximada de dos dientes por centmetro.
1I
,
,
/
/
ANGULO
DI! O
Cortes curvos en hojas planas y delgadas son
cq lendables de tres dientes por centimetro,
't;indo que la lfunina al cortar se doble ya que se
rajar,
POLlMETACRlLATO DE ME TILO 9
Troml)O o RuUlcr
Puede usarse un router porttil o fijo util izando
espigas de corte de difunctro no menor de 45 111m,
con el fin de evitar la vibracin producida por la
alta velocidad Se recomienda una veloci dad de
corte muy alta: 10,000 - 20,000 rpm.
Tllrno
Es la nica manera de obtener fonnas redondas,
usando barrenos de alta velocidad con pendientes
liger.:Ull ente negativas (00 - 40) Y una velocidad
10 veces mayor que la empleada en el torneado de
madcr.l.
b) Perforado
La lmina acrlica presenta la versati lidad de poder
ser cortada)' perforada por cualquicr tipo de taladro
port5.til o de pedestaL d ltimo es el ideal para
destinar un mejor control y mayor precis in
Se recomitmda el uso de brocas de acero de al ta
velocidad, helicoid.:lles estndar modificadas como
puede apreciarse en la Figura 8-10
RUEDA
ESMERILADORA
,
,
MEtAL
Figuru 1i-9 .l/mJificucuJn de IJrQca para Taladrur Acrilic/J.
Una punta en ngulo de 60 permite que la broca
sal ga de la segunda supelcie sin facturar la lamina
10 CA PI TULO VIII
Si Si,; :lgujcros que no perforen la lmin3,
habil.:l1do modificado la broca. las puntas con
llgulos mayores dI.! 60 eliminan m,:jor las \inltas
de! agujero.
Los aguJeros poco profundos. con relacin
profl.llldidad/di:metro menor que 3. 1, deben
fonllarse con brocas esmeriladas con punta en
angulo 90" Los agUjeros grandes ) profundos
COll I:l. misma rebeion. mayor que 3 1. debl.!ll
fabricarsr: con brocas con punta de ngulo de 1 go)
Un rcfrigcC:U1tc apropiado es agua o una solucin al
1 de aceite soluble en agua O queroseno) sebo.
L.os circulas dI! gran dimetro se eo[1an con fresas
de punta hueca, cort adores de circul os o
trepan3doras Las calladoras de stas deben
cS!1l,;ri larse a un ngul o de inclinacin de 0
0
y tener
libramiento posterior ::lpropiado como se hace con
las hl!rramientas de lomeado
c..)
El tcrnlofonnado de l.unl rl a acrlica es
probablemente la manera mas si mplt: de
transfonnarla, se apron:cha 1a propiedad de buena
fOnllalidad del material. que cu:mdo se cali cnta se
\ uehc fk\:lble ) maleable como un:l lmina de
hul e
Este: proceso comprende una scne de etapas y
t;quipos basicos para su re:lliz:lcin A continuacin
se presentan
EllUipu tl c Calent amiento
Para calent:lr l:l lamina acrilica se pueden emplear
dos tipos de
Hurno con Cm,.'/I/adn de Aire - Proporci ona calor
ull ifonm: manteniendo una temperat ura constalHe,
mini mi zando el ri esgo de sobrccalentar la hoja,
Se uti lizan \entiladores c1ectricos p:lra forzar el aire
cal,: nte a circular a [ra\'t!s de la lamina acrilica a
llll.:l. velocidad d,; 43 m/min (150 pies/min) .
Las fuemes de c.:l.lentaJll1';1l 10 pueden ser ob[!.!nidas
por medio ele gas o elctricamente Los hornos de
gas, requi eren IntercaJllbiadores de COl lar para
prevenir la .:l.eUIlHllacin de ceniza. ocasionada por
el flujo de gas. asi como eontrok:s para mtemlmplr
la alimentacin de gas cn de ser neecs.:l.rio, por
otro lado, los hornos eleclricos son c<1lent.:l.dos
,
utilizando gnlpOS dI,! rcs istt! ncias ckctricas de
1,000 \\,anS,
En este proC0S0 SI,! debe n usar dispositivos
automticos par<1 d control estricto de tt!l11pcratur:l5
entre los 120 ) 310 oc, si!.! ndo la lemperatura
ptima 200 oC
('alen/amiento Infrarruju - Es utilizado en
m:.quinas Lennotonn.:l.das .:l. lI tonlflti cas. so; c.:l.lienra la
laJlna por medio d...: r.ldiacln a llll.:l. \elocidad de
tres a diez \eces ms qlH: el horno con
circulacin dI,; aire. eOIl til,;mpos muy reducidos
donde la temperalllr.l es criti cOl, si...: ndo ms dificil
obtener un eakntamicnto unifonne dclmateri al.
La energil in fmrroja es absorbida por b superticie
e\:puesta del lcn l ico l lcaJ1L'l r:ipid:unente
temperaturas dd orden dI.! 180 "c, par.l dcsplles ser
transmitida al centro del maten:11 por b conducci n
knta de tempCr.ltllTOl .
Acrualmcnte en Mexico. Europ:l)
los tr.U1sfonnadores de ncnlico
cakntal11i ento infrarroj o por l:t.s ventajas que
il,;ne sobre los de cireul.:l.ein de alre
Equipo Mcc. nitu
Compn:nde todo el equipo .:l. \ 'aClO y presin,
d fonnado tridimensional de la lnuna ",,,i"'"
Dicho fonn:ldo se encu!.! nlra dividido en'
-
Libre a J ocio o Prem;n - L3 lmina
' se puede fannar sin molde. S<.: (,!s[iran por
de vaco o prcslon de :rt:, la fonna fina! de
estar delcrrninada por .:1 tam::uio y fonna
de flujo, el marco) la altura que se k de
--
.., ....... "'"
11_10 FormudiJ Ubre.
a PreslOn- ESle procedimiento pcrnl ite
lmina d: :lcnlico sobre rnotd..:s de
se obticl1\.:tl piezas con buena ddinicin
,ae,taI IeS y tolerancias dimcnsiomdt:s exac(as.
AIR E
ORI F ICIOS D E VACIO
a Vado con Ayuda de Pls/n.- Ayuda a
,1I!"'jar la unifonnidad ;;n el espesor de las piezas
mayores profundidades
POLIMETACRI1.ATO DE METILO 11
---
---
FiJ:llru 8-1:! Formado u lucio COI! I'isffll.
Formado a Presin () Vaco con Retorno. - Peffilitc
el fa miado dI.: pif.:zas de gran profundidad. espesor
y menor nmero de marcas en el moldeo.
Fi.:uru 8-13 Fvmradu 11 Pr esin y l udo CO/I Uetof/lo.
ti) Acaballo
Una \Cz que b lamina ha sido cortada, pcIforada o
temlOfomlada, (:S1a puedc pn;scntar asperezas t:n los
bordes. es nccesario proporcionarlt: un acabado que
dept:ndiendo dt: la aplicacin, puede ser
Raspado
Lijado
Pulido
e) Pegado
Se pres,; ntaJl
elaboradas en
ocas iones en que dos piezas
lmina acnlica, deben ser
ensambladas entre si. t:1 pegado puede realizarse
con solventes v adhes ivos limones
fUCIl,;S, durables transp:uel1tes Este tipo de
operacin puede ser'
Union por Capilaridad
Pegado por Inmersin o Remojo
Pegado con Adhes ivo Viscoso Polimerizable
12 CAPITULO VIU
j) Decorad"
La lamina acrilica puede ser decom.da y pimada por
metados comunes utili z.'lI1do brocha o pistola
atomizadora, con algunas consideraciones en cuanto
al tipo de pintura o laca
Pinlma ibn.:: de solventes que ataquen In
l:i.mill:l
Pintura con base acrilica para t:xteriores y base
nlquidalica pa.l interiores
3.2. TRANSFORMACION A PARTill
DE PELLET O GRANO
Los procesos por los que se transfOffil.1 el acrlico
en pcllct o grano son
Inyeccin
EXlnlsin
Compresin
].2. 1. ACONDICIONAMIENTO PREVIO
Los Polimctacrilatos prt:s;ntan fcil procesabilidad,
sin embargo, requieren de un trat::unicnto previo
para ser procesados .
11) Secado
L:tS piez..'\S que s; fabrican comUllmente con
Acrlico son tr:Ulsp:m:ntes aprovechando sus
cualidades de transrnitancia y brillo, se debe cuidar
de.: manera ;sp;cial la humedad contenida en el
mUlenal, debido a que los defectos de vetas
pl:uead3S burbujas se magnifican en d momento
de moldeo y la pieza resalta ms los problemas
El problema de burbuj as en una pieza rr,Ulsparenlc
se hace notable Este problema se aprecia al
pr..:sentarsc un sobrecalentamiento en el material, es
indispcnsablt! clllllinar la humedad par. no
confundir los defl!ctos que se presenten en el
moldco.
El material se puede secar en homos de charolas
,
con circulacin de aJre a 80 90C. durante .t hr
Hay que considerar que la altura de la capa del
rll.:lterial a secar no sea mayor a 2 cm. para lograr un
secado ms unifomu!
Por otro lado_ el secado se puede H.:alizar con aire
quc circuk a travs de la tolva.
3.2.2. INYECCION
a) de la IYfaqlliflaria
Uusillo
Para !::l. Illycccin de Polimctacn!::l.tos se emplea un
husillo COIl una UD de 20 1 24: I y relacin de
compres in dt! 25. 1 . 3'1 La dislribucion de las
lonas es de 50% pafa la ... limentacin, 25% en la
compresion )- dosificacin
material no se reqUiere de v:ilvula
antirretomo. unicamente en casos de babeo
repetido
Botuill:l
boquilla rio.!c0111cndada para la Inyeccin de
Pol imctacribtos debe presentar un dimetro no
menor de 5 Illm ) un ingulo de salida de dos'
grados.
b) Condiciones de Operacin
Perfil tic Tempcraturas
El perfil de temperatura que se maneja en
procesanllento del acri lico. dcpende del grado
nuid\!z del material transfonnado
"
z. .. " ..
1.0 .... T."".
\11r ..... I. ('"",p.
I}.",r \ldl
20'
U-21 0
2lO 210 220-225
240 120-2)0
ir
#
-
Con este l1l::lwrial hay que tener prt!caucin de no
sobrepasar ;I perfil de temperaturas adecuado.
debido a que se podra \'oh-er demasiado fluido, se
generaran hilos::ll tt:m1ino del bebedero de la pieza
moldead.:!. y ocasionaria lllarcas en la pieza y en el
molde. En casos SI.: puede llegar a crear
burbujas ;n el m:tterial impidi;ndo un moldeo
correcto
Con respecto al control de temperaturas que se debt:
mantener en el husillo. es conveniente cuidar la
C; cO'llrrlpn"iiin Y la velocidad del husillo adecuada,
que la lemperatura del material se
Por otro lado, ciclos largos de material afect3fl la
temperatura de lUde incrcmentandola nucv:um:nte.
110 sobn.:pasar del luea marcada en el
moldeo
'"
'"
que indiC:l los tiempos nomlales de
1 ] , 1 I t 11 12 mm
0.010 \1 ,20 0. '10 O. loIO 0.300 OliO 0.420 0.0180
' ''0''[0'0 DI! ...... P,Eu.s EH .. LUI .. ". cE ""LOAOA
8 14 Ciclo vs. E'pesor de
de Inyeccin En la inyeccin de acrtico se
\lIni en,do una presin de inycccill de 4iW a
dr:pcndir:ndo del grado de material a
y de la complejidad de la pieza que se est
I'OLlMETACRlLATO DE METILO 13
Como se observa son presiones elevadas que se
acercan a los materiales de ingeniera
Conlrapresion. Lo contrJpresin se cmplf!o pora
evitar el regreso del materal, en el caso de los
Polimetacrilatos es del 10 al 15% de la presin de
myeccin.
Vcloci,!;ul
Ve/o,:idad de Inyeccin. Debido a que con acrlico
se moldean piezas generalmente transparentes. se
n;comit:nda una velocidad de inyeccin lenta para
ofrecer un buen acabado superficial y ptimas
propiedades pticas.
Ve/ocldad de! Husillo. La velocidad del giro del
husillo se recomienda de 100 a ISO rpm, para evitar
esfuerzo de eiznllamienro que llegue a degradar el
material
3.2.3. MOLDE
Para el diseilo de moldes se debe considerar que
este material pn.:scnta contracciones del nU1go de
O I al 0.8%
a) Bebedero
Puede ser del tipo cnico de 112" a 3/4", siendo el
ms recomcndable el primero. Su longitud debe ser
cort:! y su incerior pulido para
pre .... eni r que el maleri:t1 se atore, debe tener un
angula de salida de 3
0
como mnimo y cuid3r que
el dimetro de la boquilla sea menor al del
bf!bedero
La longitud total no debe de ser mayor a 50 mm.
14 CAPITULO VllJ
.,
o
X-/5 Nebedero CIIIL'O }(e':olllcndable pura A trlflcu,
b) Cula(/a,\'
Son cmple:l.das las redondas. trapezoidales )
semirn:dondas. cuidando que teng:ut
Distribucin unifonm:
No presenten restricciones
Se:!.1l del fOml.:l. tal que mantengan
ull a minim3 perdida de c:llar presin en el
mall.:naJ fundido.
El di:'lmClro o espesor del canal debe ser del espesor
d.; In pieza en el punIO de in) cecian o un poco
mayor. teniendo cuidado que si en la red de coladas
SI: prescnt:Ul intcrsecciom:s se disminuya por cada
Interseccin l116" en su !am::uio y como lmite 1/2"
de dia.llldro.
Los diarnclros mas comunes son de 6 - 8 mm,
aunque los de 4 mm son los ms recomendados
La longitud m:b.::ima que debe alcanz.'1r una cabela
es de 25 a 30 cm desde el beb.:dcro hasta la cavidad
ms disl .. mIC. si sc super.l esta dimensin se pueden
tener problem:tS de coSlo por la im'crsin de
materiaL as! como de prdidas de presin.
J
e) PitillO!,' de Inyecci()11
Exis[l:ll varios diseos de punlos de inyeccin que
pueden ser uti lizados de acuerdo a la pieza que se
va a fabricar:
Redonda.)' Comp!etwi, Rec:tanglllare.\ de Lengeta y
Abanico Se empIcan .:n el borde de In pieza, pero
en algunos casos pucdl:n crear defectos aplicas o en
la superficie debido a la delicadeza del acri lico.
lN ...... OA.N OL .. ...
O! ,....0 01 C""'UJI
cr:(C)
c:::;.? 1'DSI'G .... u.TUW.
() Lf ___
Rel.:/clI1glllares S'uperpllcsta.\ o de Lenglicfa Tipo
ChoqllC:. Evitan los problemas antl:riores
7/po l/inel En donde se requiere la salida
autom:i.tica dI! piez.as fabricadas en moldes de
multicavidades. se recomienda que el ngulo
mximo del tnel sea de 30
0
.
ti) Orificio.,' de Vell teo.'>
Estos canales debcn tener en la linea de particin,
dd molde 0.05 111111 de profundidad por una
longitud de 6 111111 Despus dc esta distancia la.
profundidad del canal se inc rementa a 0.57 mm
la salida dd molde
En oca.siones se recomienda colocar venas de
venteo en los botadores para I!vitar m:.rcas en la
pieza, con las dinH:nsiont:s que se marcan en la
oi. JIIOU) I
APROX. mm)!lE D .... ME"TRO DEL
ESPACIO UBRE E'I Ll PERFORACION
... r
It.""""" lOOl"'TUOIUL
0111"'''
111_1
" /'0" .... mm> COI """"""".,.0. '11"' 1" .. "'DI .... CItO
RUU"'" .....
1.111")1.1 "'101 OE "11"11.1 mm) OE fflCfIO
Figura 8. 18
f igllf/J 8.J 7 Orlfi(J do: J 'el/leo.
3.2.4. GUIA DE l'
SOLUCIONES
Algunos de los problemas y posibles sol uciones
que se puedan presentar se mueslran en el anexo
.,3.3.
. En In extrusin d!.: 1 grano acr lico se [as
misma condiciones mencionadas para la lmina,
COn la ampliacin qut: al c'\tmir t:l grano Se pueden
obtener lminas. filamentos. barras. tubos )
perfi les
POLl ,VI ETACRILATO DE \ IETJLO 15
Tubla 8. J EWnHilI dt! Acrlljco (P.\fJfA).
CONDICIO:-IE:S DE LAML. '1A CIU.NDROS
OPERAC ION
Temp. de Fusin (<lC)
Acnli co Uso General 180 - 200 170 -1 90
Acrl ico Resistentc al 190 - 215 175-200
Calor
Presin de Salida 30 - 120 10 - JO
(Kglem
1
)
TClllp. del Cil indro CC)
USO Gell cral:
- AlimcntaciOIl 17() - 200 170 - 200
- Compresin 170 - 200 170 - 200
- Dosificacin 150-180 150 - 170
Resistente al Calor
- Alimemacion - 230 180 - 200
- Compresin l RO - 2()O ISO - 200
- Dosificacion 160-190 160 - ISO
Tcmp del Dado (C)
Uso General ISO - 200 170 - 1<)0
Resistente al Calor 11J0-2 15 ISO - 200
TClllp Gargall ta (e) 50 - 80 50 - 80
16 CAP TULO VTIl
3.4. COMPRESION
SI.:: emplea para producir piezas grandes y con buena
exactitud. Las caractt:risticas de este mtodo son las
siguientes:
El cakntamiento y enfriamiento sr;: l1t:van a
cabo dentro de los moldes.
Los ciclos de produccin son muy grandes.
Los moldes se llenan con polvo de
Polimetacrilato de Metilo \' se calientan de
1 ';O a 190
0
e con una presin de 100 a
250 kg/cm
l
El disCllO de los moldes se rcaJiz:J. d; acuerdo a
la pieza que se desee obtener.
El proceso de moldeo por compresin consiste en :
J - Secar el material perf<;:ctamente
2.- Depositar el m t e r i ~ en el molde (56 "C) .
3 - Cerrar el molde \- mantener presin a
lOO kg/cm
2
4 - Incrementar la temperatura a 165 - 190(.
para qUl.; el material fluya (2 - 3 min).
J.- Aplicar presin de cicrre 2RO - 420 kg/c111
2
, ~
m:mtellerla durante I min
6.- Internllllpir calentamicnw.
7- Enfriar hasta que la pieza se encuClHre a 20" a
25"( (3 min)
3.5. REGENERACION DEL
:\10NOMERO
-
El desperdicio de lmina o de granulo acrlico ya
sca de proceso o porque no se cumplieron
especificaciones de calidad, se rt:cupera por
proceso de regeneracin del monlllero. Cu.mdo
emplea t!Sle m.!todo nada del acrlico
desperdicia
El proceso consiste en procesar los desperdicios de
acrlico en un horno (l1am:uio crack..::r), en donde
calienta a 500 oc. Posterionnentc. el material
enviado a la torre d..: destilacin. ahi el mcmmero:]
es recuperado y emiado a almacenamiento para
rcprocesado
rigura 8-18 Re::cncracn del .)fonmero.
ACRILONITRILO
BUTADIENO
ESTIRENO
INSTITUTO MEXICANO DEL PlASTICO INDUSTRIAL, S.C.
ACRllONITRllO BUTADlENO ESTIRENO
INDICE
l. GENERALIDADES ................................................................................................................................. 1
1 1 IIISTORJ.'\
1.2. MATERIAS PRIMAS.
1 3 PRODl:CClON
U (lASI FICACIOr-.
2
3
2. ,\ ~ L I S I S I'OR T LPO DE P1..ASTICO ................................................................................................ .4
21 t\lJ5
2.2. ALI.-\ ( IONES DE A6 S
23. OTROS
4
. , .. " . o. 7
3. TRAi\SFORI' I\CION ............................................................................................................................. 7
3.1 .ACONUI CIONAI'.IIU .... TQ I'IlEVO
3:2 ]1\YECClO'
33. EX mLSl l'.
3. 4 SOI' LAOO
35 AC .. \6.\oo.
7
,
9
10
10
.
E PLASTICS MEXI(
y Se.rvici
CE PLASTICS MEXICO ofrece la linea ms
amplia y diversa de polmeros para un gran
nmero de aplicaciones en diferentes
mercados:
LEXAN"
CYCOLAC '
CYCOLOY"
ULTEM"
SUPEC"
VALOX "
NORYL "
GELOY'
XENOY "
AZDELo
resinas de policarbonato pe
resinas ABS
aleaciones PC/ABS
resinas de Polieterimida
resinas de POlisulfuro de Fenileno PPS
resinas de Polister Termoplstico
resinas de PPO modificado
resinas ASA
aleaciones termo plsticas pe/PST
estructuras tecnopolimricas
CycolO'I @
t
,
j i
GE PLASTICS MEXICO
tambi n ofrece cualquier grado
de asistencia que requiera,
desde una asesora en diseo,
hasta la participaci n total de un
Lomad
SupeC
Xeno
-
J
Reemplazos de metal
JI Estudios de factibilidad
Seleccin de materiales
Diseo de moldes
Seleccin de equipos
Estudios de productividad
Lexan
Cycolac
Entrenamiento
Prototipos
Asistencia en mercadotecnia
Tcnicas de control de Calidad
Ensamble y operaciones secundarias
GE PLASTICS ME)
GE PLASTlCS MEX1CO GE PLAST1CS MEXICO GE PLASTlCS MEXICO GE PLAST1CS MEXICO
Oficinas Centrales Oficina Monterrey Oficina Oueretaro Planta de ABS
Ave. Prolongacin Zaragoza 1300 Sur Paseo de Moscu 298 Blvd. de los Rlos Km 4.8
Reforma, 4' Pisa Edilicia Kalos, ResidenCial Tejada Puerta Industrial Al tamira
Colonia Santa Fe Desp. 324, Nivel A3 Villa Corregidora 69600, Altamlra, Tamps
01210M)uco.DF 64000, Morllerrey. N L 78190. aro , aro. Tals (12) 64-2545
Tels: (5) 257-6060 Tels; (8) 344-8636 Tels: (42) 281961 Fax (12) 64-2556
Fax: (5) 257-6070 Fax; (6) 34502102 Fax: (42) 28-0097
,APITULO IX
ACRILONITRILO
BUTADIENO ESTIRENO
.GENERALIDADES
A.BS es mi copoJmero pencllccicnte a la familia de
) Polimcros de Estireno y debe su flombre a los tres
",trneros 1ltili/ ..ados para su fabricacin. Acriloniuilo,
Jdicno y Estircllo.
;sde su introduccin comercial en los aos 50's )
ahora, se ha convcr1ido en el Plstico de
.. icria de mayor consumo en el mundo.
:t>ido a que el ABS ofrece mi sobresaliente balance de
COIllO brillo, resistencia al impacto y
bilidad tnnica, es considerado corno un Plastico de
que se usa para fabricar panes automotrices }'
vCrs.::J.S picZ:l.s para la industria de Electrodomsticos,
",de pequcl10s aparatos procesadores de alimentos
.8 refrigeradores Tambin se utilil .. 1 en mercados de
'slruccin, Consumo)' Envase
' .. mSTORIA
ABS fue producido por primcra vcz cn los aos
)'s mediante el descubrimiento de tcnicas de
"'naci6n de SAN (Estireno Acrilonilrilo) en paniculas
!lSialmente entrecruzadas del elastmero
. butadicI\o, sin embargo, no fue hast:l los aos 60' s
. Ido se dCS:lITollaron nue\-as tcnic:lS de
j'merizacin paJ':'l logr.lr grnn versmilidad de
lIdos de ABS hechos a las medidas de las necesidades
.. USo final a que se destine_
1.2. MATERIAS PRIMAS
1.2. 1. ESTIRENO
EH la composicin global del ABS, el Estircno es el
monmero que panicipa con los HlJ)'ores porcentajes.
EH el capitulo 6 se detalla ]l obtencin)' propiedades de
esta materia prima.
1.2.2. IJUTADfENO
Es U11 gas incoloro. aromtico, inflamable) de f:icil
polimcri7A1cin, Se utiliza principalmente para la
fabricaci611 de hule eSlircno-butadieno, recubrimientos y
como parte fundamental en la composicin del ABS
imparte resistencia al de imp:lclo. Su estructura es la
siguiente'
H H
1.2.3. ACRILONITRILO
El Acrilonilrilo. es WI liqui do incoloro. soluble en
disolventes orgnicos y parcialmente en agua.
Presenta un alto grado de toxicidad por inhalacin y por
COIl!;lcto COII la piel. adems cs irJanwblc
2 CAPIT ULO I X
Su estna:lllra qumica es la siguiente.
I I 1I
I I
C=C
I I
H
Forn1il park: dd grupo de monmeros para producir AOS
} tambin se utiliza en la fabricacin de fibras m:rJicas,
hule l1itrilo y fumigantes.
1.3. PRODUCCION
El A BS I!:. un lcrpohmcro cuya estructura molecular se
di ... id.: en dos tases, una rigida termoplstica y Olfil
flexible elaslomrica.
Existen varios procesos para la produccin ABS que
tienen como principio las fases rgida) flexible
enln: s. Los ms utiliLados son la Mezcla de Polmeros,
Coplllirnl!riLacin de Tipo Injerto y Terpolimcriz<lcion
simultne<l. En la actualidad, aunque el ms conocido es
la copolimerizacin por Injerto median! ... proceso de
emulsion. todos los mdoJos pueden se involucrddos para
lograr grados de ABS con ptimas propiedades para su
mejor desempeno.
a) Me:.da de Po/I1lCro.\
Consiste en mezchH lllec{lIliCanH::ntl.: un copolimcro de
SAN (Eslireno Acrilonitrilo) Jara dispersarlo en una
elastom..:rica de hule ButadienoAc .. Honitrilo. La mezcla
(;Qnliene de 60 a 70 pm1cs de SAN COII 40 a JO panes d..:
hule Rutadieno-Acrilonilrilo. esta composicin puede
variar propiedades que deseen obtener La
me/da se hace en forma de hite:.;, despues se lleva a
'j..::cflr ) se almaceml para su posl..:rior formulacin con
3ditivos diversos y/o colorantes.
COIl \!st..:: mtodo. Sl: obticne un producto con tamao de
partlculas pequeas buenas
Il1cc:\nicas y adecuado par" aplica,,;ones donde se
requiera aparienCia y rc"istencia ti subst:mcias quimicas.
-
b) Copv!imerizft cilI de II/j erto
Este metodo presenta una compatibilidad mucho mejor y
una distribucin mas hOl11ognea elltre las fases.
Se obtiene por polimefl/acin en emulsin de Estireno-
Acrilonitrilo en presencia de Polibutadieno. O bien,
copolmero de ButadienoAcrilonitrilo.
El Estireno y el Acrilonitrilo son adicionados al ltex
Polibutadieno. se m':lclan calentndolos a 50 e p<lra
pl!rmitir la absorcin de monmcros. ) se dician:l un
iniciador soluble en agua para que polimericl! el Estireno
y el Acriloni lrilo.
Los niveles de hule Polibutadieno pueden variar entre)O
.175'0 Y de Acrilonitrilo cnlre 20 y
formulaciones tlpicas inclu)en. en cada caso,
tcnsoactivos. un perxido hidrosolub1e y un agente de
transferencia de cado::nas
El material resultante es el injeno de EstirellO'
Acrilonitrilo (SAN) en la cadena principal de
Polibutadieno en ronl1a de ltex. La dapa final del
proceso que consiste en la coagulacin. separacin
filt rado J secado es de primordial importancia paro
lograr producir grados con baJO nivel de monmero
residual. El proceso de es adecuado para
fabricar tipos ABS ut: alto Brillo. 1:..>:ce1ente Impacto,
Fluidez. Altos Mdulos y Resistencia a la Tensin
neceSri,1 para transfOflll<ll" pOf F.xtrusin y Soplado.
Despues del secado, el pollll1ero se fom1Ula con aditivos
para posteriormente pellctinrlo.
La polimeriz.1cin en mi,.,a continua es otra fonna de
injenacin Con e..,te Illt:todo se logra producir un
polmero base libre de j con altos niveles de
eficiencia El ABS resultan!\! presenta carac!eristicas de'
alta bl an;ura, adecuado para colorearse bajo estrictas
especiticaciones y grados espeCiales para aplicaciones de
Cllvases, sin embargo. COIllO limitacioncs del proceso se
tiel1l'11 su control de uc calor, viscosidd y
tmano de particula. La compostclon. Illcdiall
lt
polimerizacin en masa alepta ,,."eles de clastmel'O
menores dI! 15"'0 \ 20". m<l:llimo de Acri looitrilo.
Consecuentemente. - eX1Men limitaciOl1e5
al producto lomo fluidez baja y resistencia al
impacto moderad<l.
------------------------------------------------
1
-
Como se mencion, las relaciones de estos
pueden ser variadas dcpcndiem.lo del tipo de resina
dc:.eado, haciendo del AI3S un material (;'<tremlldamcnte
versatil.
e) Terpolimeri:::' llcifl Simlllull cll
La terpolimcrizucin simultcinea (mezcla directa de
monmeros) no proporciona la resistencia al impacto y
tenacidad que se obtiene por cualquiera de los dos
procesos antes mencionados.
J.3.2.ESTII UCTURA
Es un tennopla:.tico amorfo, de gran variacin en cuanto
a su estructura. qut:: depende del de obtencin y
del contenido de sus componentes, sin embargo, de
manera general su estructura es la siguiente:
HH HHHH HH
+
1 1 1111+
- C-C
I I I
- H H @..../ n
ACRJLONITRlLO BUTADlENO ESTIRENO
Al combinM tres monll1cros, cada uno de ellos
confieren sus propiedades sin afectar las otrns:
Acrilonilr ilo. Impnne resiSlencin qumica.
estabilidad termica. durezn superficinl y resistencia
al envt!jecimicnto.
Ilut:u.li eno Propon.:ionn resistencia al impacto,
tenacidad y retencin de propied:ldes a bajas
temperaturas.
E: stircno Contribuye con brillo. rigidez y facilidad
de procc!.am iento.
La composicin de monmeros de ABS vara en
funcin del proceso de polimerizacin que se utilice
siendo los mas comunes los siguientes:
Acri lonitri lo
Butadlcno
Estircno
25 - 35%
15 - 30%
45 -
Estos
rangos de composiciones se representan en un
dIagrama tnangular, (Iue se muestr,l en la Figura 9 I
,
\ rri lonilril u
ABS
" L
T
.,
[)
I
r
I
R
r.
,
_lO E
O'.
r s MI ...
mal, .. lmlllclO
en, !"!
Figurt/ 9-1 Dillg r tllllll de fld rlBS
1.4. CLASIFICACION
,
'M O
El ABS es un plslico perteneciente a la fami lia de
"Polmeros de ESllrcno" que inclu)e adem{IS al
Poliestireno (PS). Poli esti reno Impacto (PS-I).
Copolimeros de Estireno-BlItadieno(SB). Estireno-
AcrilOllitrilo (SA '\J). Acrilalo-Fstireno-Acrilonitrilo
(ASA) y modificados con hule EPDM (ALS). as como
mezclas y entre estos mismos y con ortos
Debido a su import ancia comercial y
sobresalientes el ABS es analiarJo en fonna
independictll c y se puede clasificnr ya sea por sus grados
especiales en funcin del proceso de transformacin'o
dd mo final del producto que se fabrique.
Existen grados espeo.:ia les de fluidez cOlltrolada para
transformar t\BS por In)-eccion. Extmsin o Soplado )-
de acuerdo al uso Hnal. se han desarrollado
retarrJ.lIlles a la llama. crlllllables. alto
impacto. transparentes) modificados con tibra de vidrio
)" cargas mineralc:.. ademil5 de mezclas
aleaciones con Olros pohmeros.
4 CAPITULO IX
2.ANALISIS POR TIPO DE
PLASTICO
2.1. ABS
El ABS puede variar sus propiedades de acuerdo II la
composicin que se emplee de cada monmero y de la
gama de aditivos, asi corno dd proceso de
polimerizacin por el cual se obtienen.
Cada ofrece grados de ac uerdo a las
necesidades del producto final 1) al proceso de
transformacin requerido. siendo algunos de los grados
existentes tos siguientes:
Uso general
Alto Flujo
[xtrusin
Soplado
Refrigeracin
Cromable
Alta Temperatura I\ntiest:lrico
Alto Impacto
Retardante a la nama
Con Fibra de V drio
Especialidades
El AI3S cs el Plstico de Ingenieria de menor densidad.
Presenta rigidez. resistencia mecnicn incluso a
temperaturas bajas de _45
0
C. gran resistencia ,11 impacto
cntr.: 5 } 30 VCCl.:5 superior a la del Poliestireno.
Sus propiedades elctricas. incluyen elevada resistencia
superficial y transversal a cargas electrostticas.
Presenta estabilidad al calor en rangos dc uso de _45
0
a
85 C. y en algunos tipos especiales hasta lOO" C.
En resistencia qumica existen diferencias .:n cuanto al
contenido d.: los tres componentes mencionados. pero de
forma general es igual al SA:--J, resiste agua, soluciones
cidos y bases dilUidas, saturados .
aceites minerales. grasils animales, vegetales; la
al envejecimiento es buena en tipos con negro
de humo. No resiste cidos inorganicos concentrados,
hidrocarburos aromticos y clorados. isteres, teres y
cdonas.
Es opaco d.:bido al contenido de GlItadi eno, pero acepta
cualquier color Posee una estructura "morfa y una
aparienCia superficial brillante.
Posee excelente calidad superticial y bri ll o, adems de
buenas propied"des aislantes: resistenc ia al impacto,
estabilidad dimensional, baja contraccin al modelo y
baja deformacin a altas temperaturas.
Se puede cromar qumicamente, es no txicu. tiene
buena resistencia a la abrasin pero se deforma" altas
temperaturas. Formulado con aditivos, adquiere otras
propiedades por ejemplo, se puede reforzar con fibra de
vidrio y cargas minerales o con aditivos especiales
vuelve autoextinguible, antiesttico y resistente a la luz
ultravioleta.
2.1./. PROPIEDADES
(l) Densidad
Al igual que los otros miembros de la ;lrnilia del
poliestireno, el ABS se caracteriza por tener densidad
muy prxima al agua, esto es. en el rango de 1.04 - 1.06.
La variacin de la densidad esta en funcin de los
porcentajes de cada uno de sus componentes.
h) Absorcin de a!:lUl,
El ABS absorbe humedad por lo que se requiere dc un
proceso de secado previo al moldeo para obtener piezas
con buenas propiedades mec<nicas y sin problemas de
apanencla. Absorbe normalmente hasta 0.3% de
humedad.
e) Propiedade!)' meclnicas.
En tmlinos generales, el ABS muestra muy buenas
propiedades rnecanicas, tanto de resistencia a la tensin,
al impacto y dureza, tanto a ll.:mperatura ambiente como
a b"j"s temperaturas, incluso bajo cero.
Por cstas razones ha sido ampliamente uti lizado para la
fabricacin de carcazas de aparatos, partes automotrices,
piezas sometidas " esfuerzos mecnicos moderados,
tuberia de conduccin de agua en climas con bajas
temperaturas.
Con respecto a la dureza, las propiedades de este
material son favorables en piezas donde la apariencia sea
muy importm1te y se requiera que el brillo perdure.
----------------------------------
1
-
ti) Propiedade.5 Trmic(L\'
Pura aplicaciones con moderados niveles de temperatura,
el ABS se ubica como una buena opcin Ejemplos de
aplicacin son secadoras de pelo y partes de paratos
elecrrodomestlcos sujetas a calentamiento. con
Temperaturas Vical en el orden de 951 ore.
2.1.2. APLICACIONES
El ABS se ha mantenido en mercados clave como el
ElectricoElectrnico con aplicaciones para TelCronos.
Electrodomi.!!>ticos. Refrigeracin y Ma{luinas de
Oficina; en el Mercado AutomotriL para partes
decorativas en interiores de automviles)' en exteriores
para parrillas y inyectadas o termofonlladas, asi
como adornos cromados y carcazas para espejos y t':.lros.
OtraS apliCiu.:iones se clasifican dentro de mercados de
Consumo como son Juguetes y cassettes para videos.
a) ElctricfI-Elcf.:lrllico
Refrigeraci n. Tradicionalmente los liners de
refrigeradores han sido fabricados principalmente por
Polieslreno Alto Impacto (1-IIPS) y ABS. La tendencia
actual orientada al uso de espumantes li bres de crc
(Cloro- r-Iuoro . Carbonos) requiere polfmeros con
mayor resistencia qumica. Este cambio ha intensificado
la compt:tencia entre PS y ABS, siendo este ultimo el que
ofrece mejores
Electrodomst icos. Se utilizan grados de ABS para
SOportar temperatura alta y esfuerzos mecnicos para
moldear por inycccin careJas dt: aparatos
electrodomslicos como cafeteras, licuadoras y planchas.
Telerona . Es un sector que ha presentado un gran
dinamismo durante los ultimas aos debido a los
avances tecnolgicos en la comunicacin. El ABS es el
plstico IItiliLado para fabricar carcazas dc telefonos
celulares, domesticas e industriales.
Maquinas de Ofieina.- Incluye partes para ensamblar
computadoras. copiadoras e impresoras. Se emplean
grados y n: t,lrdantes a 1<1 flama.
b) Automutriz
EIl la industria
automotriz se emplel t:n:
tableros, perfiles decorativos.
piezas de
articulas
tarrocerla,
tramados,
consolas centrales. guanteras. apoya brazos,
AI3S 5
rejillas delanteras, spoilcrs, carcazas de calaveras y
fascias.
e) Cunsllmo
Los articulas que componen este segmento son muy
vari ados. Se incluyen en este sector juguetes. cuerpos de
video casst:ltcs, estuches y diversas piezas inyectadas
para uso en el hogar y oficina. Una aplicacin importante
del AOS son los tlopy disk para computadoras que
requieren grados antestaticos y antinama.
ti) Otro!.
Incluye aplicaciones para la lIldustria de Muebles.
Construccin, Mdico y diversas piezas para uso
Inclusive se tienen algunas aplicaciones en el
seclor de Envase como vasos temlOfommdos e
inyectado> de alta resistenci1.
2.2. ALEACIONES DE ABS
Las y aleaciones polimericas surgieron a raiz de
la necesidad de obtener materiales con propiedades
especiales destinadas a salisfaccr productos que no
podian ser fabricados con slo un polmero.
I lasta el momento de descubrir como elaborar
akaciones. los poJimeros haban cubieno propiedades
determinadas. pl.!ro en algunos casos se requt:rian I.!sas
cualidades con algunas modificaciones. Estas cualidades
no las poda aportar un 5010 material por lo quc surgieron
combinaciones. dnde permanecian algunas propiedades
de los pollmeros involucrados pero se modificaban aIras.
Entre las propiedades mas imponantes que se pueden
modificar estaw Resistencia al Impacto, Tensin.
Dureza. Rigidez, Proccsabilidad, Resi stencia Qumica y
Retardancia a la Flama. Cuando se combinan diferentes
IlHlteriales no exclusivamente para aumentar
propiedades. sino tambin para alcanzar un buen balance
de las mismas y ohtener IIn material ideal adecuado a
la.:; necesidades del usuario tinal
En OCflsiones, esta combinacin es pflra mejomr o
adicionar alguna propiedad que el material por si mismo
no presenta. Este hecho est presente en algunas
aleaciones. dnde uno de los polimeros const itll)cnles
funciona como un aditivo selectivo, con la diferencio de
6 CAPITULO IX
F.xisten actualmente infinidad de akaciones siendo las
ms COI11l!nes las con ABS debido a que
apana propiedades mecnicas y trmicas, adems de
reducir costos cuando se combina con polmeros ms
caros.
A continuacin se mencionan tres de las aleaciones
comerciales de ABS con Policarbonato, Poliamidas y
I'olibutilen Tereftalato, Sin embargo existen
prcticameate una combinacin infinita entre diversos
2.2.1. ABS I pe
(Acriloflitrilo BII/at!iello Estire/lO con
Policarbol1ato)
a) Propiedades
Se caracterizJ por una elevada resistencia al impaclo, as
como no astillamiento en caso de fractura. Presenta
buena rcsislcnci, a la luz UV, incluso bajo condiciones
extremas. Posee buena resistencia
dielctrica y soportando tensin hasta de 4000 Volts, por
lo que presenta un excelente aislamiento.
Su naturaleza ayuda a la transfurmacin del material,
debido a que puede moldearse con superficie lisa o
te\turizad" con diferentes grados de brillo. colores y
matices . Sc puede metalizar mtodos
convencionales, dnde se obtienen elementos de
carrocera parcial o totalmente cromados
h) Aplicaciones.
Industria Automotriz.- Es utilizado para fabricar
Spoilcrs, carcazas de faros. espejos e.'(teriores, rejillas,
sistemas de ventilacin. emblemas, tapacubos, rtulos
mdaliLados, tapas de guanteras, defleetores de aire.
Indllstria Elctriea.- Cajas de conexin. caJas par<l
distribuidores de corriente, pIezas para instalacin
elCIrica. calorimetros .
IIWlll!1acin.- Lamparas de escritoriu e industriales. luces
de emergencia.
-
Electrodomsticos. - Secadores de pelo, aspiradoras de
polvo, cafeteras elctricas, asas de planchas. jarras termo, 1
conmutadores.
Dcporte. - Frenos de esqu, cajas de reloj para buceo,
anemmeuos. brjulas, radio receptores.
2.2.2. ABS I PA
(Acri/ollitri/o BlItadiello Estireno COI/
Po!iulllid(l)
a) Pl"Opiedades
Combina su elevada resistencia qumica a hidrocarburos
junto con su elevada resistencia al impacto.
Pn:senta en comparacin con otros materiales. una muy
buena barrera al sonidu y su resistencia trmica
sobrepasa los 180C.
Su potencial comercial se encuentra dirigido al sector
automotriz. Gracias a su versatilidad y excelente
estabil idad dimensional, se pueden obtener ptezas con
muy complejos, adems de poder coexlruirse
junto con pelculas de i\BS y PS.
Un desarrollo de ste tipo dc aleacin. es fabricar con
ella espuma estructural para la produccin de piezas con
dimensiunes muy grandes
h) Aplicaciunes.
Industria AutolTlolriz.- Parrillas. rines de llantas. annazn
de espejos.
Industria Elctrica.- CarcaLas y
cubiertas de
herramientas.
Varios.- Cubiertas de cardiacos y artcul
G5
depot1ivus.
j ---------------------------------------------'
-
2.2.3. ABS / PBT
(Acril Ollitrilo BlIlatliefl o Estil'euo COII
Po/ib/llilell Terefta/afo)
a) Pr()piedflde.\'
Esta aleacin pr,,:scllta prodll C'IOS con excelente acabado
superficial dunde la resistencia al impaclO } [a
retardancia a la Oallla son clracterbticas importantes.
Tiene muy buena proccsabilidad y clasifica como grado
t- UL 94 VD. Se dirige especialmente al ,lrea de
telecomunicaciones. carcazas para mquinas de otlcina y
componentes elctricos.
b) Aplicaciones
Industria Auto1llOlriz.- tableros de textura suave.
Industria Elctrica,- Ciabinelt:s electrnicos
Mquinas de Oiicina.- Mquinas de escribi r,
fotocopiadoras.
Electrodomsticos.- [avadora<" secadoras de pdo.
( 2.3. OTROS
El ASS con ah3 concentracin de hule o polimcrizado
' con met! metlcrilato y butilacrilato (MaS) SI! utiliza
' tomo modificador de impacto para otros pulfmeros corno
PVC, Policarbonato y Acrlico.
,>e h,U1 desarrollado nuevos copohmeros a
acrilatos denominados COII\\I ASA cuales
eXI::ll!ntes propiedades de resistencin a la
Estos pueden uti li.tar.>e en forma directa o
., Iencin con ABS.
desarrollos incluyen 1ll0numeros como
estireno (AMSAN). anhidrido ma li co
y (N-P1YlI-SAN) que
de alta resistencia a la
tm1ica en un amplio rango de temperaturas
el ABS es un plstico que conjunta
de apariencia. resisteneid,
y versatilidad.
AllS 7
3. TRANSFORMACION
El AIJ$ se puede procesar por los siguientes mtodos
Procesos Primarios
Inyeccin
EXlrusin
Soplado
Procesos
T ermoformado
Cromado
3.1. ACONDICIONAMIENTO
PREVIO
J.1.1. SECADO
El ABS e!o ligeramente higroscpico. con un contenido
de humed3d en equil ibrio de 0.3 a 0.4 ... a ::!3"C. Por
norma la humedad mxima permisible no debe scr
superior n O.::!%. ya que puede ocasionar problemas de
vetado y defectos en la supertcie, por ta l motivo, e:,
recomendablc sccar previamente a su moldeo bajo las
condiciones que a continu.lcin se mencionan
Rccomcndaciones de seendn por proceso
Inyeccin:
Uso Gener31 0,1 0 humedad
Cromablc 0.050 humedad
Rel3rd3nte a la Flama 005-0 1
n
D humedad
Extrusibn:
Lallllllail llberiaiPerfil
E .. mu) imponante el pre-seeado ya que cuando el
polimerO.,e seco la demanda de calentamiento es
menor: "" .. lO en ulla disminucin do.! la temperatura
de fu .. ill evita el .. obrccalcntamiCIlIO en el cilindro
obteniendo.,c ciclos de Illoldt:o corto.. A
continu;lcin se listan puntos prmcipales que .. e
deben tomar en ClIl;'nt<l para llevar a cabo cfieientemento.!
el prol:eso de secado.
8 CAI'ITl, LO IX
a) COIl.\"ider(lcioll e.\ pI/m el
fl Tiempo de secado depende de las condiciones ,
del lugar dtJndc se lleve i.l cabo, dd tipo de allllosfr;c
..::<.uipo utl
polmero
i/ado y de carnctersticb del envase del
tomar las
r cll\BS para prevenir defectos de apariencia Preseca
relacion
con
1"
humt:dad. S, recomienda
ccadoras dcl\lIlnificndoras.
contenido d, humedad
., En el
condici( lIlC:> de almacenamiento.
inicial innuyen
.l. ractore det;: rminnntes para un buen secado .
Equip O (secador dc aire seco)
Aire s
em: punto de roco de - IS"C
Temp crmura adecuad.! de secado (80-90 "C)
usar
,"
Tiemp
o de secndo a lcmperatUnI correcta (1 -2 hr.)
4.- Control
la tolva
Y monitoreO correctO de (as temperaturas en
de secado
[1 !lujo
secado l
fllg:1S
lk aire es clave pnra lograr temperatura de
mi forme; los filtros sucios. mangueras sueltas
reducen el fluj de aire.
6.- Tam:1t10
pequeiio
pequcjio
del granulado (Pellels)
posible. Cuidar que
un iforme y lo ms
"
remlido sell
7.- [n d e
umlinu
alred",d,
aso
d, grandes capacidades do produccin
es iI 400 kg.11r) posible el uso de secadores
"' '"
l<ls que lo,
Ir de 80 oC.
(,,/fll 9. J "("11<101" ,le "',.,:
Equipo (SI!
mt adecuaua de r t! lll p..:ratl
secado (7-J"- c)
ril'mpo de st:,;ado (4 11r.)
grnulos
"
clknlan
Aire ci rculanle
Horn
T "" S hr
,
-
3.2. INYECCION
El ABS y sus aleaciones pueden en mquinas
d. inyeccion cO!l\cncionah!s y denlro de un
rango de
condiciones bastante mplio. dependiendo del grado que
"
desee procesar. po, lo t;mlO.
1"
condil.:iones
de
operocin pueden variar par.! obtener el ciclo de moldeo
Illas er.:nmnico.
J.2./. CA RACTERISTlCAS DE LA
MAQUINARIA
,,) Il usillo
Para 1, transformacin del ABS
"
sugiere
""
husillo
conv":llcion1 (on tres zonas de calentamiento. con bs
condicion..:s de operacin y dimensiones que se muestran
en h! Tabla 9.2.
TfI/JI1I fJ.2 IJimelll;rmo ' (le J/l/sil/u rl!comemlm//\
Zon:! de alimcnt :lcin 0.51
Zona de eomprcsin 0.3 1
Zonfl tic t.!osifi c,cin O.:: L
Longitud total 16-20D
Relacin dc 2. J a '.5 1
VelociJad de husillo 60 r.p.m.
Boquilla abierta para evi tnr marcns por quemadura
Villvula de retencion lIe la hquilla (se reql!lcre cuando
los matcrinles fundidos sou de baja viscosidfld)
Profundidad del Fi lete
n ( mm) hr (l11m) hm ( mrn)
JO
,
2.5
;0 6
J
70
4
hf profundidad en la zona de alimentacion
hlll""proh.llldidad en la LOlla de descarga
A reSlr de tille el AlJS I1U es o.:orrosivo
recomienda
una Ik.,cin resIstente
."
,1 husillo pl/"3
pn.:\<etllr ,1 desgse po, abraslOn
"
o\id:lcin
dando
f;cilid;d ,1 del
Ulla \ll,l)"or parfl
m'H>.!rial
"""
,.
-
3.2.2. MOLlJE
Dentro de los parmetros de proceso, el control de
temperaturas de los moldes tiene una decisiva innucncia
en la calidad de las piezas moldeadas de ABS. Factores
tOmO esfuerzOS interno!>. alabeo y tolerancias
di mensionales eSI:i.n muy influenciada!> por el control de
la temperatura del molde.
3.2.3. COND/ CIONES DE OPERACIN
El ABS se puede plasliticar uniformemente y sin
degradacin
Normalmente
tmica llun a altas temperaturas.
la capacidad de plaslificacin se
incrementa con la temp,mnura de in)'cccin. Una alta
velocidad de llenado fi.jvorecc una superlicie terminada
lustrosa y bri llante.
Si el disparo de la m<iquilla excede de l 75% de 1<1
capacidad de la maquina si el material es precnlentado.
la temperatura de debe SCT de 2 a O"C.
mds alta que la de la zon<l de compresin y dosificacin.
Tubla 9.3 Ctllltfj("lm n' TtiJ;c/I.l 111.' I II)"ecci/t A BS
TEMPEn./\TURA rq
ZOlLa s del cilindro
Alimentacin Compresin f)osifi(-:trin Molde
175 185 195 70-85
PRESIONES ( Kg/c m2)
INYECCION
100-120
SOSTENIDA 70-
TIEMPO (segundos)
INYECCION
10
CARGA
12
ENFRIAMIENTO
30
CICLO TOTAL .r,
CAPACIDAD I\.1 AQUI NA-i\ IOLDE 75%
CAPACID.o\ D DE BOQUILLA 85
u
..
ABS 9
Tabla 9.4 Infl/l encitt tle I flS Comlido/le$ tle MoMeo en Imi
l'rllpiedlll/el'
OBJ ETI VOS Tempe ratura Ve locidad de
Disminuir orientacin
Aumentar brillo
Aumentar temperatura
de deformacin
Aumenlar resistencia
impactO dardo
f.. lejorar cromado
Aumentar resistencia a
la tensi6n: direccin de
nujo
Transversal al flujo
de la i\'k zcla Ll enado
Alta Rpida
Media Rpida
Alta Rpida
Media Rpida
Alta Lenta
naja Lenta
Rpida
En lodos los el usar el molde caliente y baja
presin de sostenimiento favorecen a los efectos
mencionados.
3.3. EXTRUSION
Es un metodu cuntinuo adecuado para procesar el AI3S y
obtener tubera. perfiles irregulares. pelcula y lmina.
Para lograr este propsito se utilizan grados no
lubricados.
Los difo.:rentes grados de ABS pueden c'(truirsc en
cualquier equipo convencional de c:-;trusin. tratando de
obtener mayor productividad. nito brillo. espesor
uniforme y superficies libres de dekctos.
Al Igual que el proceso de ill}eccin. la resinn requiere
de un secado pn:lim111ar.
3.3. / . CA lIACTERiSTlCAS DE LA
lJA QUINA RiA.
La relacin LO no debe ser 1Il>1)or de JO: 1 p:lra evitar un
tiempo de residencia 1Il:l)or al permitido. que combinado
con la alta temperatura del proceso. provoque la
degradacin del mmeriill reflejndose en 1;.1 ,lparicin de
quemadus.
'lnyI/:.
10 CAPITULO IX
Se debe mantener una relac in de compresin no mayor
de 3.25: 1 para evitar la degradacin.
En el mercado. exist..-: un alto numero de diseos de
husillos, donde la rt: lacin de compresin es de 1. 5: 1
hasta 4.0:1. Una baja relacin de compresin limita la
produccin debido al entrampamiento del a ire.
Tahlll !J.5 Deiiu Tpico de um/ Extrusora de dos Eraplls
UD 2U DIi-\ .'IETRO 63.5 mln.
Zonas: la etapa 2a etapa
Alimentacin 5.2 filetes 2.9 filetes
Compresin 3.5 filetes 3.2 filetes
Dosificacin 4.9 filetes 4.3 fldes
Profundidad:
I ero Filett: 9.35 mm. 9.53 mm.
Ultimo filelc 2.95 mm. 4.14 mm.
Relacin de compresin ].25
, '
_.,
b) Dado
Todas las superficies interiores del dado deben estar
cromadas para minimizar la resistencia al !lujo y mejorar
las caracteristicas superticiales.
La distancia entre los reguladores de espesor del dado en
70na homognea de salida deben ser: 2.5 cm. para
I;iminas de Imm. de espesor) de 5.0 para espesores
mayores de I mm.
Tabll/ 9.6 Di\ eio de lIu.)"il/o y dllr!fH
Relacin do..: t:ulTlPresin Menor a 2.8-1
Relacin lid 18: I - 2 ... : I
Husillo venteados de doble o triple paso
Juel',o de mallas ... 0-60
Tipo de cola de pescado
Superficie interior: lisa. pulida y cromada
I"empcralura ----- 20U-:::"''\:
3.3.2. CONDICIONES DE OPERACJON
So..: do..:hc controlar la tempo..:ratura de la lTlasa fundida
o..:lllIC 171 .oC )- 202C, ya qUl.: si esta es demasiado baja se
-
tendran problemas de mala aparient:ia. prdida de
transparencia y bajo brillo superficial.
El dado debe calelllarse homogneamellle en un rango de
tem peraturas de 196 a 210C
Tabla 'J. 7 COllllicifJ/l e.\" de operudll
ZOl\' A DE ALlMENTACION
ZOI'A DE COMPRESION 190-235C
ZOi\A DE DOSIFI CACJON 200-'240
0
.(
TEMPERATURA OEL MATERIAL 210-148"C
3.4. SOPLADO
No es un proceso comn para el AUS. sin embargo. los
productos que se han desarrollado presentar! ventajas en
costos comparadus con los inyectados. debido a que se
pueden obtener pieLas de gran volumen con bajas
inversiones de maquinaria.
Se pueden fabricar recipientes huecos simples e incluso
rascias automotrices para camiones y aulllbuscs en
equipos convencionales cun cabezal aculllulador.
l.as condiciones de operacin son similat'es a las
espccilicadas en el proceso de exlrusin. tomando en
cuenUl las recolllendClOno..:s 1.1<.:1 proveedor del grado
especial para sopldo.
3.5. ACABADO
3. 5. 1. ELECTROPLATE4DO
El AI3S esta por dos fases: lUla rigida y una
elstica. La fJse el:i.stica equiva1<.:nte a la del
Poliblltadi ... no 5e encuentra distribuidJ en la tase rgida
dd CslircllO Acrilonitrilo (":>AN) en forma de una fi nl
dispersin
Uilizando cr-rrticu-sultrico () mezclas de acidilS
ermit:. sultrico y fosfrico. se consrgue disolver y
oxidar la fase eljstica eliminndola de la superiicie deta
plC/.<l moldeada que ha de metalizars ....
-
Mediante este tratamiento ori gina un a estructura
superficial con muchas micro cavidades que permiten el
anclaje mecnico de un melal sobre el AB$ mediante un
proceso denominado "Electroplateado" antiguamente
denominado "G3Ivnnizado" o "Cromado".
La superficie de las piezas debe estar quimic:lmente
"f limpia Y accesiblt: para lograr la mxima adherencia.
los fabricantes de ABS ofrecen grados especiales para
cromar Y dernas de la forma> caractersticas de la pieza
debe considerarse tambin el tipO de acero que se ;:mplce
para la fabricacin del molde Cuando se quiere lograr
una superficie lis<l, adecuada para el clectroplateado, se
debe emplear un acero libre de poros y que pennila un
':lUlido brillante, siendo lo ms resistente posible a la
Cualquicr d.:fecto en la superficie del mold.:
producir defectos en la capa metli ca que se aplique
,;obre la picLa.
n el diseno de piczas para cromado se deben tomar en
cuenta aspectos bsicos como esquinas redondC::ldas y
,:vitar cavidades u ori fici os ciegos.
El espesor de pared de piezas que desecn cromarse es
de viml importancia para lograr calidad en el acabado. El
nas adecuado se si ta entre 2 y 3.5 mm: espesores
1feriores a !.5 mm no son convenientes. ya que las
poseen elevadas tensiones internas que pueden
...F0vocar defectos durante el tratamiento qumico
....ecesario para el cromado. En las pieas con espesores
-< .
lpenores a 4 mm pueden generarse rechupcs y
torcidas.
'1
ambtn es recomendable cuidar que el espesor de pared
,/ presente excesivas para evitar tensiones
...-temas en la pIeza que a su vez pruduccn ddeclOS como
..!khupes, lineas de Ouj o y otras irregularidades que se
Ji". iI1lSmiten con mayor mtensidad lllla vez que la pieza
)ya sido electroplateada.
. .1
clpalmente se Irata de conseguir moldeadas
al m.ximo de k"nsiolll:S internas, para lo cu:J. 1 se
en cuenla todas las recomendaciones de los
'iet!dores de la rnalCTlU prinul.
I
AS') cromado adquiere resistencia a la Intempcrie y
su resistencia tnlli c:J.. tenal;idad. mdulos
treos . .
t. y reSistencia a la abrusion.
iI
AIlS 11
El proceso de e1cctroplateado de ABS puede llevarse a
cabo por do!> mtodos: Conv.:ncional y Cont inuo. Ambos
se muestran en la siguiente figura.
MET ALlZADO DE ABS
! PROCESO CONVENClON.o.l I I PRoceso CONTINUO I
eooc"uon . . ... .,.,....
.00000,o
I I
rtZJ\,'1 DI. "'fu..: I
..,IM.1. . AS'...,., oo. .... (L .... TJIlDII
a.c_"""
l I
o.e .... """
I
M S,,",'4LllAtIO Dl
.... noDllu
, I
I I I
...c, ....
I "'""<moDo'" I I ..... AUlAOQ'.. I
ooouoll!ffT1!
C'O"" ...... """" ........
I I
co,,,.,,,,,,,u
I 11!"OC1RQPL.A'lAoIlO 11t>U,..,..uv.tlooe
........ c_ ""' ..... c_ e",,'...cTOOO's
-":,o" tUI.IZ.ADO .""""'etO tIf,..uLAOO
.
FlgllfIl 1/-/ E./llpll.\ ,le trabajo 111m el dcc/fopllllCmlo fe ABS
Cada uno de los pasos intermedios para el
electropl ateado tienen particular importancia. y debern
realizarse cuidadosamente para evitar el arrastre de
soluc iones inapropiadas hacia los baos siguientes
provocndose una invaliducin para la funcin. Un error
en cual quiera de las elapas. ser la causa de la falta de
cali dad en las piezas lemlinadas. Las fases del
procesamiento de !!lectroplateado se describen de manera
gencml a cont inuacin:
a) Decapado
Esta etaptl sIrve para fonntlr una superficie
microscpicamente llena de cavidades donde se
efectuar el anclaje del melal. Se utilizan soluci ones de
c idos crmico-suUrico o mezclas de acidos crmico,
sulfrico y fosfnco. Las pieLas deben ser previamente
desengrasadas.
AB! OE:CAPAOO
-el <;O) ;-, I
J .L/ .
e .
c.o.".o.
Figurll 9-1 Ewuem/lIJe 1/1 slIperficie de ABS dec/lplllll'
12 CAPITlLO IX
b) AclivlIciu
Cuando el dt:capndo del ABS a travs de una solucin de
cido cromico de composicin correcta, eDil temperatura
y tiempos adecuados, proporc iona el aspecto deseado de
la superficie, puede procederse al siguiente paso para la
obtencin de una capa metlica. Primeramente es
necesario un sistem1 de neulralizado y lavado para
eliminar la solucin <leida con medios reductores. corno
sul fato de hierro. bisulfi!o sdico o sul fato de hidrazina.
Posteriormente. en el proceso convencional, las piezas se
sumergen en una solucin sensibilizadora a base de
cloruro de y en seguida en solucin de plata
amoniacal exenta de turbied:!d; En los procesos
continuos se util izan soluciones de cloruro O sulfato de
paladio. Este p'SO tiene por objeto proveer de iones
metalicos la superficie del plstico para impartir buena
adherencia a la capa metlica de acabado.
Con estas soluciones de tratamiento previo y bajo
condiciones de temperatura y PI! adecuados pueden
elaborarse todos los tipos de ABS e incluso de otros
plsticos, de modo que a continuacin pueda efectuarse
el electroplateado.
e) lUCia/izado por Inmersin CII/(l Hlle"
.. s .,
Este paso consbte en aplicar una capa metlica de niquel
al sumergi r la pieLa previamente tratada en una solucin
acuma especial de dicho metal, donde se efectua una
reaccin qumica de reduccin catalt ica sin corriente
elctrica. El objetivo de proceso es apli car una capa
base con anclado perfecto y alta dureza que permita la
apli cacin de capas de mayores espesores mediante el
mtodn de electrodepsito.
d) Eleclropl flfcmlo
Es un procedimiento electroltico que consiste en hacer
un depsit o metlico sobre la superficie tratada de la
pieza de ABS mediante corriente electrica.
Se ll eva a cabo en un:. solucin de cloruro de niquel,
sulfato de ntCjuel y cido brico como ingredientes
bsicos. acompaada de complejos qumicos que
permiten depositos uniformes, generando alt o brillo en la
superficie
La pieza previamente niquelada por el mtodo de
eJectroless funciona como ctodo y el nodo se forma
con placas de nque l de alta pureza. La capa que se fo nna
tiene espesores desde l hasta JO micras con lo cual se
garantiza un depsito slido de alto brillo y libre
tens iones superfi ciales. que pemte de forma lOi ,m"i".)
proceder a la aplicacin de una ltima capa de
metlico decoratIvo que tiene la func in de
contra el intemperi smo a pieza, as como de impan:ir
brillo base del niquel un tono ms vivo.
3.5.2. TRA TAMIENTO DE PLASMA
Este mtodo de tratamiento fue desarrollado en la
de los 80's con gran c,'(ito logrando
adecuadas para aplicar diversos tipos de acabado sobre
ma)'ora de los polmeros.
Para generar un pl3sma, un gas inerte pasa a travs
arco elctrico dentro de una pistola aspersora; el
calienta el gas hasta el estado de plasma, el cual
como una luz muy brillante. La pistola de plasma
temperaturas por arriba del punto de fusin de
sustanci:. conocida. Este mtodo puede uti li""" """t,,
para el metalizado de piezas de ABS. Cons iste en
pasar polvo metlico a travs dI! la corriente de
fundindose y ace lerndose hacia la superficie
pieza a tratar.
1 .. Zii"
...
7
'" ..
r-!
J
NETAUCO
-
AECtJIIR.,IVITO
I
Figum '}-4 IJrincil'io d,:! Melfl!i:lldo por Plmma
El alta temperatura y la atmsfera inerte .
funde las particul<ls de tal manem que se obtiene
excelente adhesin del metal sobre el ABS.
ACETALES
I
.. .
. ,
. ,
,
,
n
H
INSTITUTO MEXICANO DEL PlASTICO INDUSTRIAL, S.C .
INDlCE
1. GENERAUDADES ...
1 1 HISTORIA
12 MATERIAS PR1M.\S
I,J. CLASI11CACION
1 4 PRODlICCIO;.J DE i\CEtALES ,
ACETAlES
. ................................. 1
J
_____ ......... 4
2. AI'OALl SlS POR TIPO DE PLAS'I' ICO ................................. . .................... ................ ............ .. .. .4
2 I AcET\L HO\lUI'OLlt.lI'RO ..
22 ACETAL COPOI ,!.\lI:R
2.3 \()[)!FlC.\CION CON ADITIVOS
J. PROCESOS DE .......
JI ,\CO.\lDIClo:'>!,nIlEJ\TO PR&VIO
J 2 IN' I:C<':IO:-l
3.3. E:\'TRlISION ..
JA. ACABADO ....
,
10
. .............. 11
____ 11
12
" 19
Celcon y Hoslaform
COPOLlMEROS DE ACETAL
CiLELANESE MEXICANA S.A. DE C,V
Apli caciones industriales de alto desempeo.
,,,1;
.; .. ,1.5(
.,
en aplicaciones
Electrodomsticos ms resistentes, durables y ligeros.
PROPIEDADES:
Alta resistencia a la tensin
* Excepcional resistencia a la fatiga dinmica y estabilidad dimensional.
.. Rigidez y elasticidad
--Mnima absorcin de humedad
: Se utiliza en la fabricacin de cojinetes por sus propiedades de baja friccin y desgaste.
SUperficie de alto brillo y gran dureza .
.. Retencin de propiedades con exposicin a temperaturas arriba de 220 F al aire y 180 F en agua.
excepcional a un amplio rango de productos qumicos, aceites, grasas y solventes.
aell de procesar
RESINAS DE INGENIERIA DE
_ ....... ELANESE MEXICANA S.A. DE C.v
'"
Celcon
Copolimero de Acetal
'"
Hostaform
Copolmero de Acetal
Celanese
Nylon 6
Modificado, Formulado
Celanese
Gl
Nylon 6/6
Celanex
Polister Termoplstico
Fortron Procel
Polisulfuro de Fenileno Polipropilenos Modificados
Vectra Vandar'" Impet Celstran'"
Polmero de Cristal Lquido Aleaciones Termoplsticas Polister Termoplstico Termoplstico Reforzado
con Fibra de Vidrio Larga
COPOLlMEROS DE ACETAL
Los copolmeros de acetal Celcan y Hastafarm, marcas registradas de Hoechst-Celanese. son plsticoS de
Ingeniera de alla resistenCia a la tensin. cuyo Singular balance de propiedades y facilidad de procesabilidad ofrece
ms ventajas de produccin y coslo que muchos otros materiales
El Celcan y Hostaform son ampliamente aceptados para disear partes donde anteriormente eran usados
lermofijos. laminados. madera. metates tundidos y estampados tales como magnesio. zinc, latn. hierro y acero ....a
gran aceptacin det Celcan y Hostafmm es debida a su alta resistencia mecnica, dureza, rigidez resistencia al
Impacto y, mas Importantemente, su habilidad de mantener estas propiedades en un amplio rango de temperaturas
y condiciones ambientales
Debido a sus singulares propiedades y a su facilidad de procesamiento, el Celcan y Hostafarm se usan en un rango
,de aplicaciones extraordinariamente amplio en una gran variedad de usos Algunas de estas aplicaciones, tOfTIafl
ventala por las propiedades fsicas y mecnicas del Celcon y Hoslaform as como de prediccin de estas
caractersticas a largo plazo Esta prediccin ha sido un factor Importante en la completa aceptacin del Celcan y
Hostaform
Se unen a la amplia aceptacin del Celcon y Hosta/orm numerosas aprobaciones Se tienen aprobaciones de
usuarios y/o especificaciones para varios grados de Celcon y Hostaform de ASTM FDA. NSF. USDA, UL, asr como
aprobaciones en apl icaciones de plomer a tales como IAPMO y BOCA.
Los usuarios de Celcon y Hostaform obtienen un gran material; y estn respaldados por la expenencla de Hoech,sl >
Celanese. uno de los lderes en resinas de ingeniera Hoechst-Celanese es el productor de resinas de acetal maS
grande del mundo
Oficinas de Ventas: Corporat ivas
Tecoyotitla 412
Col. Ex-Hacienda de Guadalupe,
Chimalistac 01050 Mxico, D.F.
Tel. (5) 3255679. 3255780
Fax (5) 325-5630
Complejo Ocotlan:
Ocotln Jalisco, Mxico
Tel. (392) 20836
Fax (392) 210-50
CAPITULO X
ACETALES
1. GENERALIDADES
1.1. mSTORIA
La existencia de Jos Acclales se conoce hace ms de
lOO aos , pero fuc hasta fmales de los rulos 40's
cuando se inici su investigacin comercial.
A principios de los aftas 20, H. Staudingcr y
W. Kem lmelaron los estudios sobre la
polimerizacin del fomlaldehido,
desafortunadruneme no conSIguieron obtener
productos estabi lidad, y el grado de
fu.:: suficiente para que tuvieran
embargo, en Estados Cnidos la compaa
Pont retom a cstos estudios que se concretaron
1958 con la produccin del primer
I de Acetal , tmcamente eSL.1.ble,
del fomlalddlido y denominado con la
"Delrn", por lo que se fija esta fecha como
. del desarrollo de las Resinas Acetlic:lS.
1960, la compaa CcJancse inici la produccin
Acctales bajo d nombre de 'CcJcon". en 1%2
desarrolla su propio Acetal bajo el nombre
de Hostafonn .
En consecuencb, en 1963 Cr;:!anr;:se dr;:sarrolla junto
con compaas japonesas ;J Acetal copolmero
denominado "KCm:llal", y r;:n 1970 la compab
BASF, en unin con DEGUSSA, fabrica LUl Acetal
copolimero bajo el nombre de "Ultrafonn"
A panir de 1982 se desarrollan aleaciones de Aceta!
con elastme ros de Poliuretano, las cuales
presentllil excelente resistencia al impacto,
tenacidad y resi!encia, siendo aprovechadas en
piezas y mecanismos con sistema de resone
Se han utilizado diversos nombres para describir
estos materiales. los ms usados son Resinas
Acetlicas. Acetalcs, Poliacetales y
Polifomwldchido, pero su nombre correcto es
Polixido de Ivleti!eno, y su abreviatura asignada es
POM.
1.2. YIATERIAS PRIMAS
Las dos materias primas principales para la
fabricacin de Resinas Acr;:tlicas. ya sean del tipo
homopolmt:ro o copolimero son el fomlaldehido,
el trioxano y pequeas cantidades de xido de
etikno. como se muestra en la Fig1lra J U- .
2 CAPITULO X
-
"""""". I
1 TRIOXANO I
- -,
0 ' ''''' 01
- .........
I HOMOPOLIMERIV,CION 1
Figura ]{j-l Fabricacin del l'{)/ixldo dI! '\/ ctilell u,
1.2.1. DESCRlPCfON DEL PROCESO DE
OBTENCION
El fonnaldehido se obtiem: :l partir del meto.no] ,
este nonnallllente se prepara por la unin de
Ill onxido de carbono con hidrgeno. La unin se
rcali za en un reactor a 200 de presin y
temperatura de 300 a 400"C.
300 - 4000C
CO + 2H,
CATALIZADOR
200ATM
MONOXlOO HICROGENO
OE
CARBONO
CH,OH
METANOL
Para obtener el monxido de carbono e hidrgeno,
se rc3.1iu un proceso denominado Reaccin
Agua-Gas, en el cual se hace pasar vapor de agua
sobre coque caliente.
AGUA COQUE
H, + CO
MONOX1DO DE
CARBONO
El metanol obtenido se trallsfonna en fomlaldehido
mediante la del metanol mezclado con
aire, pasndolo sobre una cama de catalizador
metitlico elllrc 300 y 600
n
C.
-
CH,OH
O,
---'----i .. CH,O + H,O
300 - 6000C
METANOL FORMALOEHIOO AGU.o.
En el proceso se pierde agua y la mezcla se
al imenta a una columna de destilacin fraccionada,
donde se separa el fonnaldehido puro de una
solucin al 37% de fornlaldehido con agua y algo
de metano!. Esta solucin se estabiliza y TI.:cida
para oblcncr mas fonnuldehido .
Cuando la destilacin se real iza en soluciones
concentradas de fonnaldchido. en presenCia de
.lcido sulfurico como catalt z.."1dor, sc obtiene el
trioxano, sustancia que tmnbin se uti liza para la
fabri cacin de Aceta\.
Este proceso de obtencin de fornlaldehido r
t ri oxano se muestra en la Figura 10-2.
O
Destilacion
/
CH,
CH,O
- --- ... _ I
,
CH,
I
O
(Acido Sulrurico)
FORMALDEHIDO
..
METANOL
..
FORMALDEHIDO
O
" /
CH,
TRIOXANO
r
cb
.HO
_0'",
I
O
/
"
CH, CH,
I I
O O
"
/
CH,
TlI:IO:tANO
Figura 10-2 ObtenCJn el Ftlrmalde/do y del rrlo.'Cdno.
-
1.2. 2. ESTRUCTURA
El fonnaldehido se denomina tambin como xido
de etileno, su estmctur.l es la siguient!!
CH,O
FORMALDEfllDO
H
I
e = o
I
H
FORMULA
CESARll:OLLAOA
El tri oxano t:unbin se conoce como trixido de
metileno y su estructura es la siguiente:
o
/
"-
eH, eH,
I I
o o
"-
/
eH,
TRIOXANO FORMULA
DESARROLLADA
1.2.3. PROP1EDADES
El fonnaldeludo es un gas incoloro de olor muy
penetrante, se iella a -19"( y usualmente se
suministra como UOJ. solucin acuosa estabilizada al
40% de fomlalddudo, conocida COIllO fo nnalina
Cuando la fonnaJina se empIca como fuente de
~ n i d para obtener aldehldo, se pn.:scntan
nnpurezas como agua, metanol, :leido fnnico,
formiato de metilo y dixido de carbono, que
interfieren Co n las reacciones de pol imerizacin, es
por ello que se recomienda separarlas en I:t mayor
tnedida posible o utili z..: 1.f de preferencia trioxano
ACETALES 3
El tri oxano es una sustancia incolora, cristalina, que
fimde a 60C, hierve a II-le y es mas fci l de
manejar que el fonnaldehido
1.3. CLASIFICACION
Dependiendo de su estructura qumica, los Acetales
se clasifican en
HOlllopolmero
Copoilmero
1.3. 1. HOMOPOUMERO
Es obtenido di rectamente del fonnaldehido, su
cadena polirnrica consiste en la multiple repet icin
de unidades de la misma molcula
1.3.2. COPOUtIIERO
Se obtiene a partir de fomtaldehdo y xido de
ctileno, se caracteriza al igual que el
homopolimero, por presentar la unidad lCH
2
-O)
repetida "n" veces La diferencia es que incluye una
molcula unin carbn - carbn, inst:rtada en
centros detenninados al azar a lo largo de la cadena,
rompiendo las uniones unifonnes de C::l.fbn-
oxgeno de la cadena acetlica
La unin carbn - carbn es muy resistente a la
dcgmdacin tnnica y al ataque qumico, por esta
razn posee una mayor estabilidad molecul;;r que el
homopolimero.
4 CAPITULO X
1.4. PRODUCCIO:\' DE ACETALES
Las Rl;!sinas
homopolmero
ACd.:il icas, en su fonllU de
) copolmt:ro, dr.:pendiendo de su
cstnlctura molecular it::nen diversas rutas de
obtencin. Sin embargo, todas presentan un
esquCffi:l COIll UIl que se aprecia en la
Figura O-3
H
H. t.OH
,
H
METANOL
- H,O
O
,
H
/CH:
CH,
, I
c=o
O o
,
H
,
/
CH,
FORMALOEHIDO
I
COMONOMEROS
, I
, DE REA,CI;:IQN
--- -,/ "c-.--- -'- ,
I
j,Dlnvos I I
- - co. POUMEJlIZACION I
f
ANNIOII IDO
ACErICO
ESTABILIZACION
:rOl POSTEll.IO!'!
.. DESHElRATACIOH-,,'
-
'R::6; :::z:3
Fi;:/Iru /0-1 Dw::rama de Oblel/ wJII de .ketal
l/ol1!fJp"fimer().I' C"ptllimc,,,.
2. ANALISIS POR TIPO DE
PLASTICO
2.1. ACETAL HOMOPOLINIERO
2. /. /. ESTRUCTURA
Su cadena consiste en una muttiplc n:peticin de
uniones carbono-oxgeno, por esta razn t:s muy
susceptible a la degradacin .
2. / .2. PRODUCC/ {)N V/A
FOR\/lLDEHIDO
La ruta produccin del homopolimcro se puede
diddir en cinco pasos
Preparacin dd Fonnaldchido
Polimerizacin del Fonllaldchdo
Separacin y Purificacin del Pol mero
Acetilacin de los Gnlpas Tem1inales
Estabilizaclon) Purificacion del Polmlero
Esta rula pucde \'ariar dependiendo de la m,"""
prima inicial, el sistema de polimerizacin Y
propiedades finales deseadas en el
rcall zndosc de las siguientes fomlas "
Polimerizacin de Solucin - Suspensin
Anhidra
Polimerizacin en Sol ucin
Polimerizacinl.!ll Masa Anhidrn
La polimerizacin dd fonnaJdchdo tipo
anhidra, es el mtodo mas
flexibl e Y econmico p:tra producir Resina
AcetilicJ. con las propiedades deseadas En la
Figura JO-I se muestra el diagrama del proceso
El rendimiento gloh:u que se obtiene por est;
proceso t;S de 90%, con un peso molecular
promedio de 30,000 a 50,000 gramos/gramos-moL
Si se quiere obtener una resina de ms baja
viscosidad para c'\lrusion. se puede lograr
agregando pequeas cantidades de.: agentes de
transferencia de cadena al sistema de
polimerizacin como. alcoholes, amidas, anhldridos
y fosfatos .
METANOL
REACTOR DE
POLIMERIZACION
;n
Ido
I
lAI/?DO
do
REACTOR OE
I'ORMAlDEHIOO
co
REACTOR DE
ACETILACION
,..
F-
I cb
I
I
PELLETIZAQO
-----f .. O
10-4 Obtl:/lcil/ de Acetal ,'a F"rmaldeJrdu,
ACETALES 5
2,1,3, PROPIEDADES
Las principales propiedades que diferencian un
Acetal hornopolimero de un copoJrncro son.
Major cristalinidad
Mayor resistencia a la tensin
M.lyor rigidez en pntcbas a corto pl.:tzo
Punto de fusin y reblandecimiento ms alto
Un antdisis de propil:dades en comparacin con
otros materiales se muestra a continU.lcin:
(1) Propiedades Fsicas
Los Accla.les presentan baja absorcin de
humedad, an en condicioru:s extremas, como se
presenta en la Figllra 10-5,
Abson:lOn d.
Agu. ('f,)
"
u
"
"
..
...
o .
"
! ............
..
" "
_ .. ,_AGUA.l00OC
"" . .
,
..
,.., ..
13'10 R H
.'
..
n.mpo (diu)
Figura /f}-5 Efectu Je la /lumedad, Tiempu J' Temperutllru
en la tlbl'urcifJn de Aguo del . k etuL
Esta propiedad pennite que los Acetalcs sean
utilizados con ventajas sobre otros plsticos de
en partes mecnicas, donde la ex;].ctitud y
estabilidad dimensional son primordiah.:s. as. como
en part:s eh.:ctricas donde la humedad :s
indeseable.
En bs 10-6 y 10- - puede apreciarse que la
vari acin de las dimensiones del Aceta! con
6 CAPITULO X
respecto a la absorcin de agua es y la
resistencia a 1:1 fatiga es superior a la del Nylon 6/6
yel Polictilcno.
El Acetal es el plstico ms cristalino de uso
comercial, presenta la dcnsid:::td ms alta entre
poJimeros no modificados del orden de lA a
lA4 g/cm).
longitud
0.008
0.007
0. 006
0.005
0. 004
0. 003
0. 002
0.001
,
Absorcin de ('1.)
Figura 10-6 J:-fect(j de fa Jlumedad ('I! {as Dimensiunes del
(ce/aL
l. fat lg.
(Kglem'\
m
'.
'" ,.
'"
'"
,"
. -.-. ACETAL
NYLON Si l
.,
':, 'IL'_' .. _ _ ,--_---,,---_,---__ _ r ". - ---------o, - ".
'00 1000' 100000 , ,,000000
No. do elel,,_
Figura jfJ-7 Resistencil.l u la Fatiga de Diferelltt:s
Materwles.
h) Propiedades Mecnicas
Los Acetales son plsticos de mgemcla que se
por su 3Jta resistencia impacto. gran
rigidez y tenacidad.
No obstante. las propiedades mecnicas ms
relevantes de los Poliacet:::tles son su a1t3 resistencia
a la fatiga mcd.nica, muy bajo coeficiente de
friccin y autolubricidad, adems de conservar su
resilencia natural eli minando toda posibilidad de
fractura por esfuerzo continuo
Lo anterior es aprovechado para la sustitucin de
piezas metlicas por piezas de Acetal, con la
d<: que no se rcqui;rc lubricacin adicional
en la mayora de los casos.
Tensin (Kglcm' l
-
-
>00'- .1
t
/
1000 r
,
,
,
-. ...
---(- tltl'
--6--COBI\E
---Jo<C- "' l
"""*"- ... cnAl
10 15 20 2!'i Ul 40
FiKuru lO-S Resistencia a la Tellsin cOlllra Hhmgan
Acerol vs. J':{/J./e.\' .
Resistenci.
Tensin IKglcm')
AefT.o.J. --f.>;-
--* --
-- f< --- k' -
..... ;::,
. ..... e.]
:" .-
.,, .. -
A
--.... .......
Figura 10-9 ResistenCia a la TensirlI mllfra El,,,,,",,,,,, '"
Acdall's. Otros
Su resistt!llcia al impacto se aprovecha
piezas son sometidas:::t b:::tjas tempcratums,
que este ma[t!ria! mantiene sus propiedades/
se muestra en las Fi.:uras lO- lO y 10-11 .
,
I
-
,
,
,
/
,
o
,
1/
,
,
"
.-/
"
,
7
"
"
"
,
,
"
..
1'1:1
Figura 10-10 al Impacto CJtuP.p J/ll l!sca del
.leetal.
,
,
,
,
,
,
,
"
"
,
"
Figura
Jd
"1 ........
"1 I .-:) I
" --t -
.. L
:+- r-I I
..
."
"
..
10-11 fl esuull ciu al fmpac:tIJ CllUrpJ cml \!lIeca
""eruL
:'<:uando se refuerZJ el Acetal con fibra de vidrio, se
alcanza mayor rigidt:z y resistencia a la tensin Los
Poliacetales reforzados, Sll\n: ran en rigidez entre
y cinco \cces a tos no reforzados. ) en ms de
su resistencia a la tensin
Propiedades Trmicas
una excelente resistencia a b oxidacin o
tCnluca. Su resistencia a airas
intl.:nnitentcs es excelente. ya que
veces presentan dcfonnacin por su propio
hasta cerca. del punto de fusin. Los Acetales
ACETALES 7
tambin presentan un magnifico compol1.amicmo a
bajas temperaturas , conservando uno. elevo.da
resistencia al impacto; a tempcrnturas de -20"C,
muestran slo un ligero aumento en la ri gidez, es
decir, tienden a fragilizarse cn una mnima
proporelon
Los Poliacetal es son reeomt:ndados para utilizar en
pieus que exijan empl earl os en ambif;:ntes hmedos
o secos, a elevadas temperaturas, sin modificar sus
dimcnsiones .
d) Propiedades Q//imicas
Las Resinas Acetlicas presentan una gran
resistt!ncia a detergentes, aceites mim:rales y
gasolinas, A pesar de ello, presentan serios
problemas cuando son expuestas a ncidos fiertes
como :lcido sulfri co, cido nitrico y cido
clorhidrico Las pi ezas moldeadas no se ven
afectadas por la mayoria de las sales orgnicas y
solventes,
2, 1.4. APLICACIONES
Las Resinas Acetilicas pn.:sentan ampl ias
perspectivas de uso en aplicaciones industriales y
mecani cas. corno sustitutos de piezas articulos
que generalmente son de meta!
Debido a su au[olubricidad, baja absorcin de.
humedad y excelente resistencia a la
plastodcfonnacin por aumento de temperatura. unu
dI,; sus upl ico.ciones ms import ulltt:S es en el rea de
plolll,;na, en piezas que estn en contacto constante
con agua fria caliente.
Con el uso dI! Acetalcs en ingenieria. se ha logrado
una reduccin de costos gracias a la eliminacin de
piezas de ensamble metlico, por piez..."lS
crnbonables unidas por algn tipo de soldadura par.1.
plastico como el contacto tnnico o el ultrasonido
8 CAj' lTULO X
CONSUMO
Cuerpos de encendedores de gas but:mo
Componentes de juguetes mecnicos
Componentes dc cassettes de audio y video
Cierres para ropa
AUTOMOTRIZ
Componentes dd sistema de combustible
Cinturones de seguridad
Engr.maje de direccin
r'o'\ec:utiSlllQ elevador de cristales
Partes del tablero
INDUSTRIAL
Acoplamientos Mec:micos
CangilolH':S
Placas p<lm cintas o b.:md:LS transportadoras
Impulsores de bombas
Manijas para c:\tinguidores de fuego
PLOMERIA
Regaderas
Vilndas de mezclado
Cartucho para sanitario y lavabo
AGRJCOLA
Regadoras o irrigadores de jardm
Componentes de articulos agricolas y de
tllaqUln<ln.:l
ELECTRICO-ELECTRO:-lICO
Teclas
l\lecalllsmos de cOJ1lroJ
Parres dt: telfono
-
2.2. ACETAL COPOLIMERO
2.2. J. t ::STRUCTURA
Su estmctura consiste en una cadena similar al
hOlllopollmero con la djfercnci.:J. de presentar
uniont:s carbon-carbn insertados al aL1.r Estas
union;:s son l:1 causa de que un AcetaJ COpOlllllcro
presente mayor rcsish:ncia tcrnlica y qUllnica q ... e
un homopoJinH::ro
r H I H
c o t ~
L J n H
2.2.2. PRODUCC/ON V/A TRJOXANO
Pane d(:l Trioxano como mat eria prima. de ah se
obtiene el eopoJirncro como producto final fonnado
por el aldehdo ~ el Q ... ido d;: ctilcno. con
propiedades li geramente meJores a las del
homopolJmcro
La ruta de procesamiento del copolimero puede'
di\idirse en seis pasos:
Smtesis de Trio'i:ano
Remocin de Agu:l Residual dd Trioxano
Polimeriz.:cion
S..:para.cin del Polullcro
Estabiliz.lcn ~ Tcnllin:lcin de Cadena
Puriticacion dd Poli mero Estabilizado
El trioxano pres..:nta m a ~ on:s vent;Y.lS comO
maleria prima que el fonnaldehdo. ya que ste es,
ms fcilmente pollJllcrizable ) su manejo t;:S ms
sencillo en comparacin con el fOnlla.ldehid
o
'
gaseoso. En la Ngllra 10-/2 se obsena la
descripcin del proceso
~ ~ ~
-
METANOL
TRIMERIZAOOR
REACTOR DE
POUMERIZACION
REACTOR DE
FORMALOeHIDO
TORRE DE
SECADO
F-+-'Y CIClOHEUNO
OX IOO PE
E'TILENO
PELLETlZADO
:' ,.' :a [WAQlJI O
Fi lira 10-/2 Obtencin JeAcetal f'ia '/'r;vxullo.
polimerizacin de puede
SIstemas de:
, Solucin - Suspensin
Gas Slido
Sistemas Fundidos
realizarse en
embargo, la polimerizacin mis sencilla se
cabo en un proceso de solucill suspcnsin.
rendimiento de copolimero final es del 80%
el ) xido de etilcno alimentados a
r:tactorcs de polimerizacin. obtenindose un
ACETALES 9
peso molecular promedio entre 30,000 )
50.000 g/gmol.
2.2.3. PRO/JUCCION POR IRRADIACION
Existe una (erccra ruta dI;! produccin, que puede ser
empicada para oblt:ner Acetal homopolimero o
copolimcro y consiste en la polimerizacin del
foml:\ldehido o trioxano rnt:dinllt.: irradiacin, no
obstallte, su investigacin a escab comercial ha
:lido limitada y se ha realizado slo en Japn.
Las resinas de Aceta! son foonadas por la accin
radioacli\a alfa., bela. gamma, ultravioleta, ra)os X
o flujo de neutrones Existl.!n varias ventajas al
utilizar este tipo de polim,;rizacin
Se elimina la necesidad de utilizar
e::l.talizadores
Al realizor la polimerizacin en masa se evitan
problemas de recupeF.lcion de solvente.
Se logr.ll1 productos de alto peso molecular
con un alto grado de orientacin o
cristali nidad en las molculas del polmero.
Las fuentes de radiacin son mu) diversas, se
pn..:fkrcn de cobalto 60 y ncelerJ.dores de electrones
del tIpO generadores dI.! Van der Graff. En este
proceso. el fo nnaldchido se polimeriza
espoIltfuteamente a temperaturas de _50C y la
polimerizacin en masa del triox.:mo puede
efectuarse ligeramente arriba de b temperal\lr;l
ambientl.:, adems el calor de reaccin es un poco
menor al del fom1aldehido. La secuencIa de este
lipo de polimerizacin se muestra en la
Figura 10-13
En este tipo de proceso, se pueden ut ilizar bs
mismas mtas de procC:S<l.ll1ienlO
10 CAPITULO X
AeU!I'lAOOII
... CE !l!CTIIONU
[ 1)
000
R/!ACTOR
1
L.LF
I
SEPAu.OOIl f
:J
Dl5QlVEDOII I (b
1
TRIOUHQ
ACETONA t
- .1
flillOlA/IQ
'1
X COlUIINA DE
L..OVADO
I
POlIMEIIO
Figuru Obtellc/,i/r de , Icelul por Irradiacdll.
El rendimiento global de la reaccin es de 90% y
puede llegar a producir resinas con un peso
molecular hasta de 100,000 g/gmol.
2.2.4. PROPIEDADES
El Acetal copolirnao presenta propiedades
semejantl.;!; al homopolmcro. sus nicas difen.:ncilS
debidas a su mayor estabilidad [mlica y qumica
son
Mayor facilidad de procesamiento
Mayor resistencia a agua caliente. lcalis v
otros ambientes qumicos
Mejor resistencia a la luz ultravioleta.
o
o
,
o
,
, ,
,
o
----
".,:;: V
o
,
... < .... 1011 fV ____
o
,
o
. 1
I ...... "'"0r...-o. ':"'" fV
o
" .
Figllra 1 n-N I unacJII en J)m/Omsion.:s por Efecto de la
Tempumufa.
2.2. 5. APLICACIONES
Las principaks aplicaciones di.:! Acet;:,1 copolirncro
son en los siguielltes sectores de mercado
AUTOMOTRIZ
Clips para vestidura
Cubiertas para hcbiUa del cimurn de
seguridad
PartC$ de la bomba y nivel de gasolina
Vlvulas de control de calor
INDUSTRIAL
Engranes y Cojinetes
Leyas
Clips
Argoll:lS) Agarr.tdcras
CarC3Z:lS e Impulsores de bomba
CONSUMO
Puntas de Boligrafo
2,3. ylODIFICACION CO'i
ADITIVOS
El Aceta! es uno de los pocos polmeros que se
suministra y utiliza sin ningn aditivo, ya que
ade rn is de que pocas vect:s los necesita, es
altamence reactivo con la mayora de estoS. En
ocasIOnes se adicionan antioxidantes a los
homopolmeros ) copoHmcros, as como algunos
cpoxidados o compuestos dI.! nitrgeno. los cuales
absorben materiales acidicos que atacan las cadenas
pollmricas de Act::tal Otro tipo de aditivos es el
Negro de Humo. que a)uda a proteger al polilnetO
del ataque de la luz U.V., sin embargo, este
compuesto debe ser perfectamente dispersado ya
que. de no ser as. puede conferir una
estabilidad tcnnica almatenal
Para colores paslel se emplea coma pan
taUa
protectora el bi.'\ido de titanio. siempre y cuandO
se requicm en la aplicacin) a que, de no ser as, 16
empica el en su natural.
-
Aunque el mnreria.! por SI nllsmo un
coeficiente de friccin muy b3jO, se puede reducir
con mezclas de Acetal con un 20 :1 25% de tcfln,
llegando a alcanzar coefic;nles de friccin de 0.02
Este compues to es una 1l1odific:lcin del propio
Aceta! Y se utiliza. en pieza.s especiales que van a
estar sometidas a condiciones extremas \'
autolubricablcs
Otra modificacin de l Acetal es reforzarlo con fibra
de vidrio, sus propiedades l1H:c:lnicas mejoran y su
estabilidad dimcmj ion;t] se vucl\'e cxcdentt;:, pero
su coeficiente de friccin aumenta: en muy pocos
casos se empIca grado de lHalerial
3. PROCESOS DE
TRANSFORMACION
1.'15 ReSinas Acct:. lic:lS. tanto el copollrnero como
el homopo[lmero. se tr::l.llsfonnan en un 98'0 por
inyeccin ) en UIl 2% por cxlmsin. Una vez
moldeadas las pi,:zas pueden recibir tratam ientos
secundarios de :lcabado como
Maquinado Estamp:ldo
Pmtado Metalizado
Imprcsin Otros
Algunos de los materialcs que actan como
contaminantes en el procesamiento de las Resinas
Acetlicas son
Aditivos, materiales de carga o algn tipo de
colorantes no recomend:ldos para acetales
Sust.lncias con cloro como PVC v retardan tes
a la nama. que prO\oc;u\ b. generacin de
cido y b degradacin de b resina
Cobre o alguna alexin de cobre en contacto
Constante con In resina.
Para evitar accidentes fisicos gr.l\es por cualquiera
de los dos procesos de Iransfonnacin. existen
ACETALES 11
ciertas recomendaciones para las pcrsonas que
trabajan con Res inas Acetalicas como
No mimr hacia dentro de la tolva ni acercarse
mucho a la boquilla, porque puede haber
erupciolH:s violentas de resina fundida.
Cuando el olor es demasiado fmme. dejar en
agua la resina rec:llentada para reducir el olor
y purgar la mquina con PolietiJ';!lo o
Acrlico.
Inspeccionar con cierta frecuencia los
instnllnentos de control d,; temperatum
3.1. ACONDICIONAMIENTO
PREVIO
3. / . / . SECA DO
Como se aprecia en la Figura /0-/5, la absorcin
de ;<gua f;:S mnima, debido a esto, la opc r:lcin de
secado pocas veces es ncci.:saria: en caso de que lo
SC;<, se Ile\a a cabo en estufas con circulacin de
ai re a 85C en un tiempo mi"imo de cuatro horas,
que el material es extremadament,; s!.:osible al
calor
Algunas veces el secado se realiza en la misma
tolva con CqlllpO instalado sobre la maquina de
myecclon
c .
,
G
"
c .
,
,
N
C ..
,
,
,
c.,
o
,'1.1
C
):::=t=t =t=t =t::::j '00'1. "-H
C 10 20 30 40 50 60
T"mpo
Figura 1/1-/5 . Ibsvrcin de lIwneJad del Acera!.
12 CAPITULO X
La de utilizar la tolva de secado es que se
logra disminuir d ciclo dI! inyeccin cuando el
material es alimentado a una temperatura superior a
lil delmcdio ambiente
J. /.2. EMPLEO DE REGRANULADO
Es posibk hacer uso de material recuperado
siempre y cuando se cuiden los sigui t:ntcs factores :
No cmpk:ar piezas o coladas decoloradas ,
porqu..; d material est degradado.
El n.:r.:upl.;rado debe protegerse en recipientes
adecuados para evitar que se ensucie y absorba
hUI11.-:dad. en caso contrario. es llcccsano UIl
s...:cado previo del rcgranulado.
.\ttankncr una proporcin constante de
material virgen nxupcr:u:lo, se recomienda
no sobrepasar del 20%1 dI.: recuperado para
e\itar la prdida de propiedades
Mantener en buen estado las cuchillas del
molino para ..:vitar la formaci n de poho
l\ l alltener constmte el tamao de partcula
colocando tamices. de preferencia con
orificios dc 8 mm
El Acetal es UIl material muy sucept ible a la
d(!gradacin. no se recomienda el uso de
n:granulado para la Illl sma aplicacin.
particularmente en aplicaciones pam las industrias
Automotriz y Elctrica-Electrnica.
3.2.
Las Resinas Acetl icas necesitan Ull estricto control
en el perfil d(! temperaturas. ya que se degradan
fcilmente vapores de cido fomlico
a travs de erupciones violentas de resina fundida
provementes d(! la tol va o la boquilla.
Por Cst3 r:tzn. se recomienda tener una cubct:1. con
agua frJ cerca de la mquina inyectora para dejar
caer en ella la resina degndada y neutralizar los
vapores de cido fmlco .
-
La degr:u.laein de la resina depende del tipo de
material. es decir, dd homopolmero o de!
copolmero Si se trabaja con hOlTlopolmcro de
Acetal puede degradarse completamente cllalldo cs
mal procesado debido .:l su estructura de en luces
cn el caso contrario. con el
copolmero, la degradacin .:s parcial gracias .:l que
su molcub present.:l el1lacl.!S carbono-carbono
intercalados al azar que actan corno un freno ante
los efectos de la descomposicIn tnnica.
El nico probl ema en el manejo del copolmero, es
que la dcgradJ.Cin se puede presentar )- no mostrar
una huella muy clara. as la pieza kndd un
abatimii,;nto en las propiedades tinales. sin h3cerse
presente l1ledi:l11te una decoloracin
3.1. 1. CA RACTERlSTICAS DE LA
MAQUINARIA
a)
Se puede utilizar un husillo de uso gene mI que
una relacin LID de aproximadamente
20: 1 ) relacin di,; compresin de 3 a 4: l . En la
Fig1lra 10-16 se J.prccia el husillo destin.1do a la
inyeccin de las Res il13s Acetlicas.
f--- ZO"ADE --t--'OUCE __ t-:.ZO"ACE --o
AL IME" lACIO" CO".RUIO" DosmCACIO"
. e '.2iL . 'L
.1
t t
Dn .,LHE
".
eEl .,eEH
".
Filiura //I_/( lIusillo puru IlIyeCL,n de Acetal.
No se recomiendan alturas de fi lek en la zona de
dosificacin superiores a 130 milsimas de pulgada
p.:lra tomillos de 10 cm de dimetro. porque pueden
present.ar prohlemas de m;:ncrial no fundido.
r
-
\
f
f
rabia 10. J /)/II11:lIsirJ/li!s de /l/silfo para !cerul.
OIAMETRO I'ItQHINIll!),11l rH:
d. HUS ILLO
(111111)
", ".
(mm) (mm)
J O 1.6 - 1.9
"
7'> Ul-2.2
60 1,9 2.1 - 2.5
90 K<) 273.0
120 9.9 33.3,6
"
6. 6 1.6
63 .5 11 2
,.,
"'
127 J .2
114 42 36
Se recomienda momar al final del husillo una
valvula :ultir,,;tomo de 3 mm para mquinas
pequeas y de 9 mm para maquinas ms grandes y
de mayor capacidad.
b) lJO(JIlil/ll
E1j recomendable el LISO de una boqUIlla abierta con
sistem::lS de do..:scompr..:sin En caso de no contar
este tipo de boquilla, se puede sustituir por una
de Slto do.: carga o de disparo directo que
funci one como Ulla vh ula de seguridad para evitar
d:gradacion, sin embargo, esta boquilla causa
catdas de presin
st debe tener cuidado especial en la t..:mpcratura dI!
la boquilla ya qm:. si I!S demasiado baja. causa el
hasta el congd:unicll to del matl!rial ,
PI la fomlacin dt.: tapones t.:n la parte
de la boquilb Dichos l.1pOnCS representan
alto riesgo y pel igro I.:n el tr.1tamiento de los
porqul.: ti ene n un Illnite dI;! estabilidad
que si sobrepasa. COt11lenZ:Ul a
Icolll pllnerse dentro del cJJln hasta fOnllar cido
y gases de fomlaldo..:hldo Como SI! ha
un lapan extemo. los gas!;:; no tienen una
de esc..lpe e inicia una cOll1prcsion imenor
tenninar en una explosion o
ACETA LES 13
Las explosiones dai.an seri:unentc la mqui na de
inyeccin y en ocasiones llegan a lastimar al
person.1!. Asimismo, es necesari o cuidar el diseo j
clIsJJl1ble de la boquitta para que pueda
proporcionar un flujo laminar. c\ ilar la formacin
de tapones exh:mos )' la dcgr.ldacin del material
e) Capacidad dI! lnYl!ccin
Oscila cntrc el 50 y 70
n
o de la capacidad del carln
Este cs un pammt:tro que debe tener un control
exacto. Si se maJlejan tiros IlHl) bajos, y los valores
de la temperatura no son tos adt:cuados, se vuelve a
presentar el efecto de degradacin. es conveniente
hacer un balance de ti ro/temper.lt ura par.l que [a
in) eccion se realice en condiciones fa\orables
3.2.2. CONDf ClONES DE OPERAClON
a) Pl!rjU de TempeNflllra.,'
Pnr.l b ptima transfonllaci6n de las Resinas
Acetl icas. se recomicndn el perfi l de temper.ltur.l.
qm: se mueSlr.l en la Tahla JI) 2
1'ublu / (J. 2 Perfil de Tcmpcru/llfU.' puru rl ce/u/.
ZONA TEMPERATURA
Emrad; a Taha
Alimentacin 165 - 21O"C
Compresin 165 21O"C
Dosifi cacion 180-2 15"C
Boquilla
Molde
- 120"C
El csquemn anterior preselltn valores promedio que
sirvel1 como un parametro inicial de los \ a1or..:s
n.:alcs
La ma) ona de las veces. las condiciones dI;!
operacin no se apl ican a la produccin de piezas
!llll) gmesas. ya que el tiempo ti!; residencia es mas
largo) puede present:usc degradacin
14 CAI'ITULO X
En estos casos. se n .. :comienda manejar perfiles
bajos de temperatura, sin olvidarse de controlar el
material a la salida de la boquilla. Estos perfi les de
temperatura sufren modificaciones cuando la
maquina no se cncut:ntrn trabajando al 100% de su
capacidad.
h) Presiones
Je
Esta v.:.riabk es la causa de que la pieza final tt::nga
mayores o mCllores contracciones. Al aumentar b
presin de inyeccin. existe un m;yor
cmpaqUl..:tallliento de la pieza y una menor
conlr.lccin La presi n de inyeccin depende de la
temperatura del molde A mayor temperatura.
mayor conlr;ccin seguida de una mayor presin .
Al mismo tiempo, depende de la capacidad de
cierre de la n1:lquina, ya que la presin de inyeccin
nunca debe supcrnr a la de cierre
Cuando b pieza necesita de un recocido, st!
contro..:r un poco mas. por lo que se requiere de
un=t mayor presion de inyeccin, como se muestra
en 1.:1. Figura lO-ro
,
o
,
,
,
,
o
,
'" "'
". ".
..
La maquina debe ser capaz de proporcionar en la
primera y segunda etapas una presin de
167() kg/cm' (24 600 ps;)
-
,
Debe ser minima (425 kglcrn\ de otro modo, este
factor aumenta la friccin dc:l busillo con la masa
fundida, aumel1l:mdo la temperatura)' la posibilidad
de degradacin Cuando se tr.lb.ljan materiales
reforzados, la friccin es la causa de que la fibra de
vidrio se segmentt: en fibr:lS de menor tamao
,
disminuyendo las propiedades mec'ucas de la
pieza final
Un aumento en la conlrapresin no se requiere, a
menos que no e:xistl otra fOnlla de aumentar la
tt!mperatum de la masa fundida o t:xista algn
problcJl1J en la lIomogenizaci6n del material.
e) Tiempo de .\'ostenimienlo
Como la presin de inyeccin y la \ elocidad debe
de ser !as a(h:cuadas para un ll enado r:ipido, e!
resultado :S unJ. pieza con buen acabado superficial
as es importante detennillJ.r el tiempo qu
el husillo estara adelantado.
El tiempo se de J.cuerdo JI t:spcsor de 1
pit:zJ. ) a la contmcciIl que se desea tener
tcm1ino del moldeo, siendo recomendada
mnima, como se muestra en la Figura /0- 18
"
, -------.--.------------.
.... .. ... "", ... ".-: ....
r_ . ...... , __ oo. , "oc " .. ...
"
,
,
"
,
30
,
,
,
,
"
"
,
"
-. .. =-'_j i,'
'-i
J: .. . ..
H'- .- ..... "--
" L ---L L-!;--I -;;;:-
o 20 4() 60 BO
T._. " .... """, ....... , ....
J-Igllftl 10-18 llefuci/lI de lu COlI/fUCCWII ,'/111 d Tiel/lpo lit
SvMclllmientll del . lee/al.
-
Para lograr el adecuado tiempo de sostenimiento de
la presion, es prt:ciso calcular (,;1 peso ma;"imo de la
pieza o real izar pruebas experimentales, donde se
detcnnillt! el tiempo ptimo de sostt:nimiento.
Peso g.
17.4
17.2
11
16.8
16.6
/
TMP correcto _
16.4
16.2
/'
"
/'
".
15.6
10 20 30
"
Segundos
TIempo d" $ostenlm,en l O de la presin
Figura 10-19 /lelacit)" del Pe.WI dI! I'u!:a COII el Tiempo Je
S,J:ilel /I/lrlel//'l.
d) Tiempo de Residencia
En ocasiont:s. no slo una tempt!ratura ele\ada
ocasiona la degradacin. sino tambien temperaturas
modemdas dondl! el material ese) expuesto por
largos perodos dI.; tit!mpu La Figura O20
muestra la relacin entre la telllperatura de b mas;;!.
fundi da y el tiempo de pal1l:uH.:ncio.
,
,
;
,
<
. LL_
J(J..20 'tiempu de ReJldellclu {)p/,mu del Acetul.
ACETALES 15
El tiempo de pennanencia se obtiene del momento
I!n que SI! ini cia el retroceso del husilJo hasta que
nue\amentc n.: trocede. o mediante la siguiente
fmlllb:
n.",p" ,l.
(.uin )
Poso ,lt o" .",iro
I'tW tlt III}occiun
Ciclo ( .... g)
El peso del material en el ci lindro equi vale a dos
veces la capacidad nomlal de la maquina.
La degradacin no es causada nicamente por
exceso de temperaturas, sino porque el diseo de la
boquilla o la punta del husill o no es aerodinmico,
presentando puntos de retencin de material. Otra
causa es que cxistt:n residuos de pve, aditivos no
compatibles con el Acetal o Aceta! de una anterior
operacin
Olr.l temperatura que se debe cuidar es la del
molde, con ella se controla la contraccin del
material. La contraccin total de una pieza, b
cunstituye la contraccin de maldo.: o y la de
pastmoldeo SI! rl!comiend.:l moldear en caliente el
Acetal , siendo la temper:J.tu!:l ideal de I ere,
alcanzandose la mejor estabi lidad dimens ional
postmoldco v una contr.:lccin de 0.02 a 0.035
mm/ 11111l
Respecto a los tiempos de residencia pam el
homopol l111Cro. este pucdt! estar bajo rcmpCrlluras
de 215"C por arriba de los 35 minutos, mientras que
el copolimero puede soportar los 205"C por arriba
de los 20 minutos sin problema alguno. Cuando se
las temperaturas de operacin. la resina no
debe de pemlanecer ms de 20 minutos delllro del
cai'ln, porquc SI! causano.n los efectos de
degradacin ames mencionados
En promedio, el til.!mpo do.: residencia para el
copolllnero puede ser de siete minutos a 240"C y
hasta de 20 minutos :l 210"C Los \ alorcs
temperanlra y tiempos de residencia son
dctr.:mun:mtcs para fijar la temperatura de J: masa
fundida a la salida de la boquilla.
Imp/:.
16 CAPITULO X
e) Velocidad
Velocida d de lnyccdu
Se r;comicndan velocidades de inyeccin elevadas,
donde las p;zas mejoran su acabado superfi cial ,
Con una adecuada velocidad de inyeccin, en
ocasiones se redUCen defectos de rafagas. manchas
ell el punto de lIlyccclOn. alabeos y pelado de la
pll':za
Vclocidatl de lIusi ll u
Se recomienda Sf!a de 0. 1 a 0.3 mis para el
copohmcro y de 02 a O 5 mIs para el
hOlllopollmero, porque el giro del husi llo representa
cizal lamicmo que se trnduce en friccin ), por
consigui ente. eh:vacin de temperatura del material
Aunque se trabajl,)ll perfiles moderados de
wmperatura con tiempos de residencia cortos, si [:
velocidad del husillo es alta. se e!cv:lr la
temperat ura y se degrad:tT el ll1:ltcrial
Si se tienen husi llos que presentan 40 mm de
di::imetro, estos no deben cxcelk:r las 138 rpm Si se
tiene un husillo que \<1 a gir.u a razon de 200 rpm,
el !1l:iximo valor dctenninado para su diirnctro es
de 27 mm. con el objetivo de proporcionar una
velocidad superficial de 0, 1 a O 3 mis, y d; 46 mm
para UI1<1. n:locidad superficial de 0.2 a 0.5 mIs.
3.1.J. ARRANQUE DE MAQUINA
Al inici3r el moldeo, se deben tomar ciertas
eons ideraciont!s par:l el buen m,:UleJO \
opt imizacin del proceso de transfomlacin
La maquinaria debe ser purgada en fUllcin del LI SO
qu.; ha recibido Por ejemplo. cuando se trabajo con
otro matenal :uncs de la inyeccin del AcetaL es
Ill!cesario purg::tr con Pol iestireno o Polieti lcno de
alta Yiscosidad. con un ndice de fl ui dez de 1 a 2
g/lO min fijando si mult:..nt!:Ullcnte la tcmpcr:lIUr:l
dd C:lJln a 185"C.
La purga se \'uelve ms estricto cuando se traboj
PVC o cualquier T11.Jwriol en su grado de retardante
a la flama, cual quier indicio de estos materiales
dentro de la mquina. pro\'ocan reacciones
secundarias en combinacin con el Aceta!.
Si t.: 1 material con el que se trabaj fue Acetal, la
purga tambi;n se requie re, sta se ::tcondiciona a las
temperaturas dd carln que \.Ul de 150 a 175C
durante 30 minutos, para rebl.mdecer el m.JteriJ.1 sin
degradarlo y evitar cualquier explosin,
pasteriomlente se eleva la tl;;mpeJ.ltura a 1 :::j"C ~ se
realiza la purgJ.
Cuando la maquina se cncuentra \'aca. primero se
debe acondicionar la temperatura a 185
11
C para
;nseguida alimentar la tolva con matcrial
Una vez realiz.ada la purga, en caso de haber sido
necesaria, b maquinari a se marniene a I S5"C, el
husillo se pone ell posicin addantada y se
alimenta el Aceta!. para comenzar el ciclo de
111) ecclon
3.1.4. PARO DE MAQUINA
PARO TOTAL
1" Cerrar la al imentacin de [a tolva) vaciar el
contenido
2"
' o
, .
j "
6'
Llenar la tolva con m::tlcrial de purga:
Polietilcno, Poliestircno o Acrilico.
Abrir la alirm:ntacion de la taha p3ra que se
procese est!.! materi al )- saquc d Acelal
contenido en el cilindro.
Des pucs dI.! vaciar lo tolva. apagnr las bandas
calcfactoras dd ci lindro dc.iarldo encendida.
slo 1:t de la boquilla
Continuar la purga hasta tcnlllnar con el
material
Dejar el husillo adelanlallo ) ap.Jg:lf d
interruptor general
~ h :
t
-
pt\ll.O TEMPORAL
l'
2'
l'
Cerr.:n la al imentacin dI; materi,,!
Ba,jar la temperatura del cilindro a SOne para
mantcm:rl o caliente lo: l/liciar d moldeo.
Tcmlinar de moldear el material que se
encuentra en el cilindro.
PARO DE EMERGENCIA
Se presenta cuando hay una fal b de energa y queda
Aceta] dent ro del cIlindro. t:!xp uesto a b
tempo.:rarur.t por UIl penado largo dI; tiempo hasta
que se reanude el scnicio electri co.
1, Calentar b. boquilla :l la ti!mpcr.lIuffi de
trabajo
2, Asegurarse de que la boquilla est abierta.
3. Precalent..1rd cilindro entre 150 y 175C.
4, Cuando d material est a una temperatura
hamagenca, aumentar el cilindro a 185C.
SU. Purgar el cilindro.
ff , Si e.\.iste gcneracion de: gases. la resma
fundida se debe introducir a un cttho de agua
para cl imin:l.rl os
3.2.5. MO/,DE
facilitar la remocin de 1.:'1 pieza con el
' bellCd"ro" se qUI! lleve una incl inacin
0.5 a 1.5, que este pcrfcctamentl! pulido en su
libre de tl1::>n.:as
desembocadura dd bebedero no debe tener un
inferior al espt:sor mximo de b picz.:'I :l
ACETALES 17
h) Colada
Las coladas deben cumplir con las siguientes
c;lracteristicas"
Prescnto.r un: disposicin donde se transmita
la misma presin a todas las cavidades.
Lograr un fluj o adecuado con una mnima
pt:rdida de prcsion :- calor
Lograr el 1111l1imo recorrido del material
Las col adas mis comunes son la redonda ) la
trapezoidal. en ocasiones se empica la rectangular,
aunque no con mucha frccut:nci:l, su espesor debe
ser igual o liga:uneme mayor al espesor de la
pieza. Los tama'ios PiCOS de coladas van de 3 a
6 111m de dimetro
e) PUllro de nyecc:l(jll
Debe situarsc 1;11 un lugar donde el aire contenido
en la cm' idad sea barrido hacia UIl:l linea de unin )
se puedan localizar \ enteos, no debe causar mnrCaS
ni colocarse dondc se puedan presentar flexiones,
Es preferible d punto de inyeccin en una zona
donde el material choque con Ulla p:m!d. para
proporcionarl e Ill l.!jor acabado superfi cial, o que se
localice en l:l zona delgada de la pieza) n.:corm su
camino hacia la seccin gruesa En es(c ultimo caso
se pueden presentar problemas de \ aeos Esle tipo
de puntos de inyeccin se muestran en la
Figl/ra J 0-21
Sc pu..:dl;!l cmplear puntos de inyeCCIn rectagulares
o redondos. siempre cuando scnIl eh; l:l mit:ld del
espesor dI; la pieza o ligcranH.:ntl! mayores Este
lipo de punlos de inyeccin se mueSlra en la Figura
10-22
18 CAPIT ULO X
YISTA fONDO
VIST.o. ALfOHtlO
{'j.;uru 10-21 Di/r!re/l/f$ de I'lIl1tos de I lIyeccin.
En los puntos de inyeccin rectangulares. se pw.:d;
nUI11 Cnlar el flujo de material, aumentando el
tiempo de sol idificacin sin necesidad de aumentar
el espesor del punto Esto se realiza al aumentar el
ancho hasta \.5 veces del espesor de b picZJ o ms.
es recomendable disdio para moldeo de piezas
grandes.
\/1ST'" LATERAL
---i r-- fAA.x.. , f!\'" (O O. 1
DiSEOS ALTERHATlVOS
DE \/ISTA SUPERIOR
00
,.
"
."
m "'"
o... Fbl,
-1' f-- ,.,,"''" "''"'u.
En estos puntos, par:l aumentar el arca de flujo, se
debe aUllH;ntar el t:spesor; es mejor usar varios
puntos de iny.:ccin. yo que UIl O muy grueso corre
el peligro de romperse en el desmoldeo.
Los dd lipo submarino PlIedt:n ser largos o cortos.
prefirindose los cortoS) con angula no a
30", para asegurar d rompimIento dd flujo a la
entrada.
MAX.
30'
Figura 10-23 Pullfu de I /lJ'eccuj/l Tip/J SlIbmurmu.
ti) Orificio ... de Venteo
-
-
La profundidad de los orificios de venteo desde la
cavidad deben de 0.01 a 0.02 mm para el
hOlllopolimcro) de O.O-t mm para el copolirnero.
3.3. EXTRUSION
Las Resinas Acet:'llicas pueden ser extmidas para
fonn:lr tubos, perfi lt.:s, barr.tS, placas y hojas, sin
embargo. el nh!rcado nacional transfonnador,
dentro del area de l:l e:-...tnlsin es muy reducido, ya.
que la moyorio de IlS piezas se encuentran
mJD.ufaccuradas por inyeccin.
Las barrJ.s de ACl:tal son las que presentan cierto
intcrCs, \ se pueden maqUInar con equipo
convencional uti lizado para bronce
Para obtener un al to rendimiento en la produccin
de piezas extmidas. es conveniente tomar en cuenta
el discilo dd husillo. que debe de poseer cuatro
ciaeo vueltas en la zona de dosificacin: adems,
canal en la seccin de dosificacin debe ser de
profundidad medio Se recom;ada una relacin de
compres in dI: 3 a 4 I
Se recomienda que las n.:as de seccin circular
sean iguales al diomerro dd d:ldo a igual a 10 veces
el espesor de la pieza extruida.
-
La Tabla JO.3 muestra las dimensiones de husill os
para la cxtmsin de acetal.
Tabia 10. J J/I:!l llus para E1;(fI,.\ /tl /l dI! .. !LetaL
Di mctm clel P" ufundid al! del ril cl c
husill u
(\lm)
1..t>11l1 "UIl.t ll '''\'"''n 7 ... ",,,
35 6.6 l
60 I I 2 28
90 127
120 In 36
El d.ldo debe presentar una superfi cie interi or
pulida, para c\ ilar que la r..;sina atore en las reas
rugosas.
Un juego de mall as es recomendable cuando se
extruye mate ri al molido. ayuda a proporcionar Ul W.
mejor pulsacin mient ras se mejora el mezclado. Se
recomienda que el pl:.J.to de mptura se encuentre
ali neado par:. soport:lr el peso de stas
El cai.6n debe posc,: r a l tlIt!J10S cuatro zonas de
control de temperatura
En la Tabla jO . .J se muest ran las ca racleri sricas
generales de la maquinan:!. y equi po tanto para el
homopolimcro como para el copolimero.
Tabiu lOA Curacf er.\-f/CU.\ Jel Equ/po p ura !::xtrllsi,)lI.
I "
(copolimt:ro)
:S
mm
20 n:cc:s
husillo (minimo)
,:ero
{ 1 cSJlt:sor de la
",-'I,;,:IUII de e'\lmsiun
2dclWy2dt:!
20-6U- lOO-lO-lO
ACETALES 15
Tuhfa 10.5 Condi ciones de Operaci n de Extrlmn de
I ce/al e.\ .
de ('e)
Ti<mpo de (hor: ... )
Velocid'ld delll u .. IIC1 (rprn)
Tempcr"hlra fnl, 'IJn (OC)
45
J. ,
IU 20
In ISO
TemperalUra dd Husillo (OC)
l lornopohmcro Copohmero
1
L.orM 2
Zona 5
199
199
199
1'>9
199
En la de Lmnma y
dcllllls'\o (rpm)
Conlmpres,nn f]..g
3.4. ACABADO
1
lOO
'"
200
20S
210
1638
Pdl.;u13
'"
'"
'"
200
200
"204 (copohmero)
19U (homopolnllcrn)
Los proc,;sos de o.cabo.do y teml inado de las pi ezas
acctilJi cas son muy \ariados:
I\b.quinado Estampado Impres in
Pintado 1\ ICl aJiudo OITOS
3.4. 1. MAQUTNA/J O
Las Resinas ACe lli cas pueden maquinarse con
llcrramientas convencIOnales, las operaciones
posibles son.
Aserrado Taladrado Tomeo.do
Fresado Cepillado PlI tlzonado
Limo.do Lijado Olros
'i.u.'pb
20 CAPITULO X
No es indispcnsJ.blc uti lizJ.r aceites o agentes
desl izantes. excepto en el lijado por cinta mojada.
donde Si.,! utiliza ngua.
En la Tabla 10.6 apareccll las
operacin reco1l1<.:ndadas en el
Aceta!
condi ciones de
maquin:ldo de
Tubla 10,(, COI!J1CWIII!\ de Operuc/(;II para ,lIal/l/llludo de
. [cc(a!.
TIP.) DE. IfEIlIUf>UL'ff.\ \'l:LO.'ID\D \\'\('iCl:
\L\Ql1',IU!)
S1d HTPI 100 '1'10 Mediano
ligem 101l!Il,rntn
T"),,,lro 5j ,le 159 B,,,",, 1500 '1'm pMiI '\k-tmno
mm
Sld no - 21(0
n",,,,,\
I're",do Cw\(ul"r"s SI.! Snnil:tr al 1.110n Similar al taloll
o:s.anadora 0.1"
''''' pk
Ccp.J[.,,j,) I;ld
\LJ""nA
Sim,br al 1;,1<>11
!>ld ... ...
[.1111:1(\0 l' !\td ... ...
.II"elo
TC'"l1l1,,,r.,
1000 _ 2UOO
f'lIliJc'r. 'l'm
11,,,,don., y ...
1:"'c','[I;,J" Sinul"r "11,,rol1
Std Similar al I:Lllm Similar ,11 1"t<'1l
3 .. 1.2. ESTA'\! PcllJO
El t:::t:lLllP,:l.<!O en calit:ntt: I.:S el ms utilizado en las
pi..::zas Je..:: t:ilic:lS COIlS,,,t\! (!Il transferir un patrn
p..:l,euJa ddgada. con respaldo .:l la m!L1, por
mt:dio calor presin El disclio impreso es
detenninado por la fOffi13 que ti\'!ne d dado
metlico de estampado En ocasiones, se uti!tzan
almohadillas eh:; hule para la hoja hacia
arcas en alto de la pieza Pam obtener Un
buen estampado en caliente. se debe t(!llcr un buen
control del tiempo de residellcia. presin tiempo
de d;spegado de la fonua
3.4.3. PINTADO
Para lograr una buena adhesin de 1:1 pintura, es
Ill ejor <1plicar prim..::ro una base o proporcionar un
ligero alaque :leido preliminar. as como c\-itar qu..:
la stlperfic..:: dI.! la pi..::za teng<1 grasa, aCl,;ite. polvo, o
marcas de dedos_ SI;! n::comit::nda limpiar las piezas
con UI1 agente desl.!ngrasantc como tricloroetil eno,
tolu";llo o aCI,;{Olla, manejar las piezas COIl guantes
de algodon
.1.4.4. METALIZADO
L,1.S piezas de Acr..:tal eh.:ctroplatr..:adas ofrecen
cier13S sobrl! las piezas metlic;s plate:lebs
COI1\O:
Mayor rt:!'iish.:ncia a la corrosin
Peso r..::ducido
FJcilidad de fabricacin \ ensambk
Mellor costo
Se qu..:: las pi..:L1S tengan contornOS
redondos. con Ull m;1xlIllo de una pulgada
plana para obtener UII plateado satlsfactorio_
3.4.5. Iil/PRESJON
La impresion directa. a sea sl.!rigmfia o cst:unp"lo
al calor es la ms rl.!comendabl..:: En el mtodo
scrigrafia. SI.! r..;quil.! re de un cocido a '
de\ :1c!.:ls par:1 obtener una blll.!ll;J. adhesin de
tintas. en el estampado al calor. la misma
suminist ra el calor ncc,:sano para la lI11presin.
la impresin din..:cla, se obti...:nt:: una resistencia
abr.tsion al de cinta adhesiva
celofn
POLIAMIDAS
"
11 I
0 -o-Q
n
o "
11 I I 11
@- o - Q - @- (J- CJ
n
INSTITUTO MEXICANO DEL PLASTICD INDUSTRIAL, S.C.
INDl CE
l . GENERALIDADES ................... ..... ....................... .
1.1 HI STORlA __
1.2. SlATERlAS PRlI\lAS
1.) . CLASIFlC.\CJON
1.4 PRODLJCCION DE POLlAMIDAS ..
2. ANA LISIS POR TIPO DE PLASTICO.
2. t POI.lAMIDA 6"
2.2. rOLlA/vaDA 6/6
2. 3. POLlAM!OAS AUFATICAS SES!lCRISTALINAS SIODlFlCADAS
2A. POLl AMJl)AS SE\!lARO\IAT1CAS C1CUCAS , __ _
2.5. POUAMIDA 12112 ..
2. 6. POLl A"1l0A 4/6 , __
27. OTRAS POLlAl.Jl)\S DE RECIF.;.JTE DESARROLLO ,
3. PROCESOS DE TRA.c"l SFORJ\.1ACION .
).1 . ACO;.DlCIU:-!AMIEKTO PREVIO ..
3.2.INYECCIO;'
3.3. EXTRUSIOK
14. SOPLADO ,.
) .5. VACIADO
),6. 1U"1..
3.7. ACABADO
POLlAMIDAS
. 1
' 1
.. .......... _.1
)
, .. 5
.,
.6
7
___ .... ",.9
,
10
_ __ 'o \O
. 10
. .............. ..... .... 11
" .. ........ " ... 11
........ " ...... 13
, ...... .. .... ...... . .. 19
........ ......... .. 22
. .. ... ......... .. 23
.. 23
13
1
ayudarle a ganar en los mercados globales, altamente competitivos, qUI
existen hoy en da. Usted tiene el poder de ganar con nosotros.
Llame primero a DuPont!
Tels: (5) 722-1456
(5)722-1204
(5) 722-1208
(5) 722-1477
Fax: (5) 722-1370
(5) 722-1308
CPONJJ
DuPont Polmeros
Consulte a
su distribuidor:
Hanna de Mxico, SA de C.V
91 (5)357-0028
ASHLAND CHEMICAL de Mxico. SA de C,V,
91 (5)359-4845
Resina de poliacetal marca
DELRIN
Resina de nylon marca
ZVTEL:
Los nicos Plsticos de Ingeniera fabricados en Mxico
con el certificado internacional de calidad 150-9002.
DuPont. nuevamente, demuestra ser un ejemplo, al
haber logrado la certificacin 150-9002.
Resina de poliacetal marca e l r i n ~ y resina de nylon
marca Zytel". Los nicos Plsticos de Ingeniera
fabricados en Mxico, que, adems de ofrecer grandes
beneficios a la industria mexicana, se exportan a paises
alrededor del mundo.
Esta certificacin de calidad fue otorgada el8 de mayo
de 1992 a los Plsticos de Ingeniera e l r i n ~ y Zytel " ,
los cuales se fabrlcan en la planta DuPan! de
Tlalnepantla, Edo. de Mxico.
150-9002 es un registro que otorga la Organizacin
Internacional de Estndares (International Standards
Organization: ISO, por sus siglas en ingls), con sede
en Ginebra, Suiza. La organizacin certifica la calidad
de los procesos de produccin e instalacin en los
paises ms desarroll ados del mundo.
OuPont reafirma su compromiso con el futuro de
Mxico. ofreciendo productos de exportacin, los
cuales cumplen con los ms altos estndares de
calidad mundial.
Mejores productos para vivir rr
CAPITULO XI
POLIAMIDAS
1. GENERALIDADES
1.1. HI STORIA
'En 1929 el Dr. Wil1iam H. Carothcrs trabajando
para la empresa Du Ponl descubri las Poliamidas.
Su investigacin parli de hcxametilendiamina y
cido adipico. que al combinarse mediante una
reaccin de condensacin formaron la Potial1l ida a
la que 5e denomin del tipo "6/6", por la presencia
de seis atornos de carbono en cada uno de [os
utilizados como matcrias primas.
Di cho polmero se desarrol10 para la fabricacin de
fibra textil y se inici su comercializacin hasta el
ao 1940 con la marca "Nylon", nombre que se
convirti con ..:1 paso de los aos en la palabra
genrica para de:.ignar a eSle grupo de polimeros.
Paralelamente. en 1938 el qumico P. Schlack
consi gui sintetizar mediante otro procedimiento
un lipo diferente de Poliamidn con propiedadcs
simi lares a la obtenida por el Dr, Carothers.
Schl ac k recurri a la polirneri7acin de la
caprolaclama, obteniendo un producto de peso
,mol ecular elevado que denomin Poliamida 6, por
la presencia de seis atmos de carbono del
util i ... ..ado.
En la dcada de los aos 40's se desarrollaron
grados d(! PA 6 y PA 6/6, adecuados para la
inyeccin ) extrus in de piezas tecnicas cn la
sustitucin de 111cm]es. Posteriormente, aparecieron
en el mercado otros lipos dc Poliamidas C01110 PA
6110. PA 11 Y PA 12.
1.2. MATERIAS PRIMAS
Las materias primas utiliz.ldas para la produccin
de Nylon son las siguientes: &-caprolactama.
hcxa111etilendia111ina y cido adpico. A
continuacin se muestra la obtencin de cada una
de ellas.
E-Ca prolllctllmll
Se obtiene a panir de la ciclohexanona-oxima en
r resencia de cido, su estructura es:
NOH
11
o
Clcloh&xarlorla - oxlma
e-o
- caprolactama
2 CAPI TULO XI
mclilcndia ni in:l
Se puede obtener de In reaccin del cido adpico
con amolllaco para desprender adiponitrilo.
Posteriormente. se somete a una hidrogenacin
cataltica en fase lquida para obtener
hexametilendiam ina.
H,
ADIPONITRILO HEXAMETILENDIAMINA
Acido Adpico
Se puede obtener del mismo modo que la
c-caprolactama. a partir de la hidrogenacin del
fenol formando ciclohexanol y agregando cido
ntrico para obtener el cido adpico.
fENOL
'.
-
o
"oo.
--.
CICLOIIEllANOl
1100c - 1 eH, l. eOOH
AClOO ADlPlCO
1.2.1. DESCRIPCION DEL PROCESO DE
OBTENC/ON
EIl este caso, al igual que en la obtencin de
Illuchas matcrias primas. se parte de la destilacin
del pctr!(!o, que al s(:( refinado, genera entre
Illuchos otros derivados, el benceno. que es el punto
de partida para la obtencin de las matcrias primas
in"olucrndas en la fabricacin de Poliamidas. Las
materias primas son:
C:-Caprolact:lnl3
Hexametilendi:unina
Acitl u Atlipico
Estos compucstoS :.c obtienen respectivamente de:
Adicin de cido a la cic\ohexanona oxima
Hidrogcnacin de adiponitrilo
Adicin de HNO
J
a ciclohexanol
La secuenCln de obtencin de estos materiales se
en la Figllra 11-1.
CU,"U'ClOH ....,..
Ct<:LCHEUNON.O.
-.
le.
f"ig/lrtl J 1-1 Dil.):rtllllff tle ObtencilI.
1. 2.2. ESTRUCTURA
A continuacin se presentan las
qumicas de las materias primas
condensada:
CH-CHZ
/ ,
CH
1
N H
I
CHz C o
, /
CH,
E eAPROLACTAMA
HEItAMETILENOIAMINA
HOOC - ( eH I - COOH
... e.oo AO.PICO
1.2.3. PROPIEDADES
ll) E-Cflpr(}/aC(m1ltl
La caprolactama se presenta
estructuras
en forma
slidos o liquido blanco con punto de [uSlon
68 a 69C. Este compuesto es soluble en
disohentes dorados. destilados de petrleo
ciclohexcno. Es irritante para las
mucosas.
VIy.rb --------------------
'1
-
b) Hex(ll1lel ilclldiamilUl
Tiene una presentacin de hojuela incolora con
punto de fusin de 39 a 4t'( y punto de ebullicin
de 205C. es poco soluble en agua pero soluble en
alcohol etlico y ter. Cuando se presenta en estado
lquido se debe tener precaucin en el transporte, ya
que es UIl lquido corrosivo. Es txico por ingestin
e irritante.
e) Acido A(/iJico
Es un slido blanco. cristalino, poco txico y
relativamente estable. tiene un punto de fusin de
S2e y punto de ebullicin de 265C. es
ligeramente soluble en agua y soluble en alcoho! y
acetona. Gt.!llcralmente se envasa en botellas de
vidrio y sacos de papel reforzado de 23 kg.
1.3. CLASIFICACION
Las Poliarnidas pertenecen a la familia de los
tcnnoplsticos. Sus elementales estn
unidos entre si mcdiante diarninas y cidos
dicarboxilicos o sus monmcros equivalente:,. Las
Poliamidas blvalentes liencn dos nmeros, el
primero cs para la diamin3 :r el segundo para el
dicido.
Algunas de el las son:
Poliamida 6/6 PA 6/6
Poliamida 6/10 P,\ 6/ 10
Poliamida 61l::! PA 6112
Poliamida 4/6 PA 416
Poliamida 12/ 11 PA 12111
Las Poliamidas monovalentcs se indican solamente
r.on un nmero, que corresponde a la laclama
empleada:
Poliamida 6
PA 6
Poliamida lO
PA 10
Poliamida 11
PA 1\
Poliamida 12
PA 11
POLIAlVUDAS 3
La Poliamida 6 y Poliamida 6/6 son las ms
comerciales, por sta razn e l anlisis general ser
referido a las mismas.
Las Polamidas se clasifican de acuerdo a:
Estructura Qumica
Contenido de Monmeros
Modificacin
Con cargas
Con aditivos
/.3./. ESTRUCTURA QUlM/CA
De acuerdo a su estructura qumica se clasifican en
Cristalinas (Opacas) y Amorfas (Transparentes)
I) Cristalifllt!i
La mayora de las Poliamidas se encuentran dentro
dc esta clasificacin, ya que las amorfas todava no
han alcanzado un gran desarrollo comercial.
La cristalinidad del plst ico puede ser controlada
por nucleacin, que consiste en provocar un
crecimictHO uniforme en el nmero, lipa y tamao
de las panculas formadas. La nucleacin produce
plsticos con mayor resistencia a la flexin,
abrasin )' dureza. pero tambin origina una
prdida cn la elongacin y en la resiste ncia al
impacto.
La ventaja que preselHa el material "nucleado" es la
disminucin en el tiempo del ciclo de moldeo. y
por lo tanto, una mayor productividad.
A!gunas de las Poliamidas cristalinas ms
comerciales son:
Po!iamida 6
Po!iamida 6/6
Polic.mida 6/1 O
Poliarnida 6/12
(PA 6)
(PA 6/6)
(PA 6/10)
(PA 6112)
4 CAPITULO XI
b) Amor/as
Se caracterizan por su transparencia, elevada
resistencia al impacto, rigidez y resistencia a la
deformacin por calor.
Su caracterstica principal es la de conservar
estabilidad dimensional an bajo la influencia de
temperatura y humedad, adems de su elevada
resistencia al rayado y a la abrasin. Debido a su
baja absorcin de humedad, las propiedades
elctricas de las Poliamidas amorfas aumentan en
comparacin con las de las Poliarnidas cristal inas.
/ .3.2. CONTENIDO DE MONOMERO
Las Poliarnidas tambin se clasifican en:
Homopol meras
Copolmcros
a) HOl11opolimero
Dentro de los homopolmeros se incluyen las
Poli amidas sin modificar. las cuales pueden tener
una viscosidad muy baja para usarsc en moldeo por
inyeccin de secciones delgadas o una viscosidad
IlHI) alta. para emplearse en e l moldeo por soplado.
b) Copolmero
Las Poliamidas del tipo copol mero son
combinaciones de materias primas para obtener
polmeros solubles. Sus aplicaciones se remiten a la
industria textil para tratamiento de telas y en la
fabricacin de adhesivos tipo " Hot Melt'. Los
copolmeros tienen un amplio rango de temperatura
de fusin, alta flexibilidad especialmente en
ambientes hmedos, solidez en forma de pelcula,
resistencia a la abrasin y a la fatiga y buena
adhesividad. Presentan una amplia gama dc
apl icacioncs. entre las que se encuentran el
tratamiento de telas y superficies cn la industri a
textil.
-
1.3.3. MODIFlCA CJON
a) COI1 Carga!)'
Debido a quc sc trata de plsticos dc ingeniera
donde las exigenci<ls de uso son elevadas, se han
desarrollado grados especiales de
utilizando difercntes tipos de cargas:
Fibr<l de Vidrio
Cargas lVlinerales
Polialllidas
Bisulfuro de Molibdeno, Grafito o Tenn
Fibra de Vidrio
La concentracin de fibra dc vidrio en las
Poliamidas es del 6 a l 40%. En genera l, la fibra de
vidrio provoca un aumento en rigidez, resistencia a
la tensin, flexin y compresin, as como
resistencia al impacto y una disminucin en
absorcin de agua y expansin trmica
No existe una concentracin ptima de fibra de
vidrio; sta depende del uso final de la pieza y de la
combinacin de propiedades requeridas. por ello
existen grados comerciales con diferentes
contenidos de refuerzo.
Cargas Minerales
Las Pol iamidas con cargas minerales, aumentan SUS"n
caractenslIcas de resistencia al impacto y
estabilidad dimensional, permiten e l moldeo de .
piezas grandes sin que ocurra el efecto de alabeo.
Las cargas minerales ms usadas son: talcos, mica
y asbesto.
Bisulfuro de Molibdeno, Grafito o Tenn
Los grados modificados con bisulfuro
molibdeno, grafito o tenn, mejoran la lubricacM
'
natural del material, necesaria en algunos
especficos COITlO engranes y rines. Aunque
las Poliamidas pueden ser modificadas
bisulfuro de mo li bdeno, la Poliamida 6/6 eS I
se modifica de manera ms comercial.
V n p j ~ ------------------::;
b) COII Aditil'o.\'
Existen muchos t ipos de aditivos que pueden ser
agregados <1 las Poliamidas, depcndiendo de la
propiedad que desee modificar y pueden ser:
P last i ficantcs
I:'.stabil izadorcs a la luz)' al calor
Absorbedorcs de radiacin ultravioleta
Rcturdantes a la f1am::!
Plasti fic:ullcs
Pueden ser agregados con los pellets para ser
Estos productos incluyen carbonamidas,
sulfollumidas rnonomricus. compuestos
cetonas cc licas. steres y alguno::; alcoholes.
Los plsticos altamente como el Nylon 6
y el 6/6 son dificiles de plaslificar para que
adquieran una mayor flexibilidad. En el caso de
Nylon 6, Cl1ll0nlllero de caprolactallla acta como
plas!ifican!e. debido a que el exceso del mismo 110
se extrae del rec ipiente donde se ha llevado a cabo
la reaccin Este plastifican te en ni\ des del 25%,
causa ulla disminucin en la dureza) un llIl1lento
en la resi:-. lcllcia ni impacto.
En el caso de los copolimeros y de los Nylon I I )'
12 que presentan menor grado de cristalizacin. se
usan diales dI! cadena larga como sulronamidas de
al to peso molecular.
Estahili zadon's a la Luz) :11 Calor
Son agregndos a la Poliamidas pum c\ itar su rpida
degradac1n cuando son expuestos a temperaturas
elevadas, como agua c,diente O rayos solllres.
durante largos periodos de ti(:mpo.
Se recomienda usar una combinacin de sales
tu .
pncas )' metales alcalinos. aunque los
antioxidantes orgnicos proporcionan al producto
mayor resistencia a la oxidacin tcrmica.
POLlAMIDAS 5
Absorbcdores de H.adiacin Ultravioleta
Con eslOs aditivos se obtiene una disminucin en la
degradacin de las Pol iamidas. El ms efectivo es
el negro de humo en un 2 a 3% de concentrncin.
Estos grados son convenientes en la fabri cacin de
tubera, cubierta de cables y art culos en gene ral,
que van a e::. tar expuestos al sol por largos peri odos,
de tiempo.
H.ctard:Hltcs a la Flanw
Para las Poliarnidas. es reciente la introduccin de
retardan tes a la flama . Generalmente. son
halogenuros o compuestos dc mel amina en
concentr:lCtoncs que van del 0.5 al 30%. El liSO del
retardante a la flama permite obtener grados UL94
V-" al UL-94-V-O.
1.4. PRODUCCION DE
POLlAMIDAS
COMERCIALES
En la Fig/lra 1/ -] se muestran las materias primas
basicas para la produccin de Poliamidas (Nylons).
! I.cAPAOLACTAr.lA I _1 POUAr.lICA' (PA'I 1
___ _ _ II'OUAMCI" " ,. ... "11
Figura 11 1 Produccin de Polillmitllu.
6 CAPI TULO XI
Como se observa. existe una ruta para las
poliamidas elaboradas por adicin (PA6, PA JI.
PA12) Y Olfa para las Po liamidas elaboradas por
condensacin, en donde intervienen dos
componentes (PA 4/6, PA 6/6, PA 6112 Y PA 6/9).
2. ANALISIS POR TIPO DE
PLASTICO
2.1. POLIAMIDA 6
2. 1.1. ESTRUCTURA
El homopolimero de la Poliamida 6 tiene la
siguiente estructura:
"
H O
1
l'
N - (eH
l
)5 - e
L
J "
La Poliamida 6 es el resultado de la pol imerizacin
de la E-caprolaclama.
2./.2. PRODUCClON
Las laclamas reaccionan en presencia de agua o
cidos acuosos para fabricar Poliamidas. Tambien
es posible su fabricacin en ausencia de agun, por
polimcrincill jnica con catalizadores del tipo
cido (cationica) o base (aninica).
Actualmente. se fabrican por polimeriz..,cin
hidrolni;) en un proce3o continuo y en
polimerizacin aninica en un proceso discontinuo.
Potimerizacin Ili d rollica
En la polim\!rizaein hidrolliea se adiciona
c-caprolactama fund ida con una pequea cantidad
dc o aminocido a un tubo V.K. de acero de
seis metros de altura. con exclusin absoluta)
rigurosa de o:dgeno. y se lleva a cabo la reaccin a
una temperatura de 265
u
C durante varias horas. Por
la base del tubo se saca la Poliamida en estado
\ iscoso, se extruye en forma de macarrn y despus
se pcllcliza en fro. Los pellets son sometidos a una
eliminacin de man mero residual a travs de una
evaporacin. para posteriormente pasar al almacn
(Figura 11-3).
Il--CA OLA<:'-.-
:i.
'i"
el
--
,-
"'EZcu,OOR
1
CAlE'lTAOOR
Figllffl 11-3 Oh/el/doJ/ ,Id ,\ylol! r..
(1) Polillleriz(Icin Allill ica
Se realiza cun bases fuertes como
catal izador en una atmsfera de nitrgeno) con
exclusin de hwnt:dad. Se adiciona la
1:-caprolactama y SI:! lleva a cabo la reaccin entre
250 y 170C durante varias horas. Al finalizar la
reaccin, la Poliamida transformada en masa
viscosa se extru)c y pdletiza para pasar
-
I
posteriormente al almacn.
A cstos dos de polimerizacin .sc les llama
tal1lbicll pollll1crizacin por adicin. se realila a
partir de un monmcro obtcnido por la aperlura de.
un compuesto cclico que contiene el grupo cido y;:
amino. Esta polimerizac in cmplea tambien
la Poliarnida II y Poliamida 12. 1:'
-
2./.3. PROPIEDADES
Las Poliamidas 6 t ienen una cristalinidad del 60%,
se caracterizan por su excelente tenacidad. bajo
coeficiente de friccin 'y alta resistencia a la
abrasin. Sin embargo. se debe tener en c uenta que
absorben Y humednd, cl lo implica una
alteracin en sus propiedades. El uso de
plastificantes reduce el esfuerzo a la tensin y
rigidez, pero incrementa el porcentaje de
elongacin Y la resistencia al impacto en un 200%
aproximadal11ente. Pueden reforzarse en
porcentajes de lOa 45% con fibra de vidrio
pennitiendo que se ilH:rementen sus propiedades
mecnicas) disminuya la capacidad de absorcin
de humedad.
Otras caractersticas importantes son:
" Alta rig1dez y dureza.
" Buena rC!lislencia al impacto.
Gran capacidad de soportar cargas dinmicas.
Amortiguacin de ruido y vibraciones.
Resistencia a la abra:.in y desgaste.
Buena ... propiedades de deslizamiento.
Buena estabilidad a la deformacin tnnica.
Resistencia a productos quimicos: sol\entes
arom:i.ticos, hidrocarburos en general.
Tiene una densidad aproximada de 1.11 a
1.3 g/cm
3
, su temperatura de se encuentra en
un rango df! 217 a 220C. y absorcin de
agua (24 hr.) de 1.0 a 1.9%.
2. /.4. APLICACIONES
La Poliamida 6 es un material apropiado para la
fabricacin de piezas tcnicas que soportan grandes
esfuerzos, por sus propiedades trmicas se pueden
emplear en la fabricacin de aparatos elct ricos que
se SOmeten a esfuerzos)' temperaturas ele\ adas por
perOdos prolongados de ti empo. En la dcctrllica
se Usa para la construccin de pleLas
por su resistencia mecnica) buen
ie nt o frenle al calor) emejecimiento.
POLlAMIDAS 7
Tiene aplicacin en los sigui entes sectores:
ELECTRlCO-CLECTRONI CO
Clav ij as, Conectores e Interrupt ores
Partes de telfonos
Carcazas de aparatos
AUTOMOTRI Z
Tapn para tanque de gasol ina
Manijas y Mancrales
Bases de espejos
Tapn de llantas
Abrazaderas
Cables y Mangueras
Filtros
INDUSTRIAL
Dombas
Vlvulas
Medidores
Engranes. Ic\as} poleas
Ruedas
Il errajes
CO:-.lSuMO
Ruedas para muebles
Cerda para cepi llos
Cuerdas, monofilarn entos) redes
Suc ias de zapatos
2.2. POLlAMIDA 6/6
2.2.1. ESTRUCTURA
La Poliarnida 6/6 tient! la;iguiente estructura:
H
H O O
- N (CHz) . - N e (CH
1
). e t
8 CAPI TULO XI
La estructura que se representa corresponde a la
polimerizacin por condcl\sacln de la
hexumctilcndiamina y el
matcrias primas para
Poli amida 6/6.
2.2.2. PRODUCC10N
cido adpico,
la obtencin
ambos
de la
La produccin es por poli condensac in entre dos
grupos reactivos: umnlco de la
ht:xullldilendiuminu e hidroxlico did cido adpico,
g":IH..:ro.n como producto scculldario agua. La
transcurre en forma lenta y gradual
fonnando un producto intermedio. que es la sal de
:icido d lcarbox lico y la dt:1ll1ina.
Es un proceso disconti nuo de dos elapas. donde el
acido adipico ) la hcxarnetilendiamina. por
calentamiento forman una sal que cristaliza con
raci lidad. Su obtencin es a pa!1ir de cantidades
cquimolccu lares de las materias primas. La sal
calent ada para obtenerla en est:Jdo ac uoso, despus
se introduce a un reactor autoclave con trans de
{tcido actico. que act l a como regulador del pe!>o
molecular )o contina la polimcrincin hasta
<l.lcanzar un peso molecular de 9, 000 a
15,000 g/gmol.
El reactor se debe de enCOntrar bajo atmsfera
Illerte a una temperatura de 220C y presin de
,
3,500 en un lapso de horas.
se aumenta la temperatura entre 270
y :!So Oc. se mant iene la presin para despus
reduc ir la a la atmosfrica por lapso de una hora
has ta alcanzar un 80 a 90% de conversin. el
polmero es sacado por el fo ndo del reactor y
cXlruido el1 forma de macarrn para pclletizar lo
(Figuru J
Para la obtencin del Nylon 6 12,6/ 10,619 Y 4/6. el
proceso es Simi lar a l ;mtenor, nicamente se ll evan
a cabo algunas variaciones en las condiciones de
prou:samlento ) en el tipo de mater ias primas a
utilizar.
Figllfll OIJ/l!lIdll ll l/u I'olillmidlls 6/6.
2.2.3. PROPIEDADES
Las propiedades de las Poliamidas 6/6, son
similares a las q ue tiene la Poliamida 6, dependen
en gran parte dd contenido de humedad de la
y la pieza ya tcrm nada.
Un listado de propiedades se menciona a
continuacin:
Elc\ado pUlItO de fusin
Elevada re sistenCia a la tensin
Tenacidad
Resistencia qumica
ReSI51encia a la abrasin
Baja Ilamabilidad
Largo serviCIO a deHltlas tempera1l1ras
Fcil procl.:s3.llliel1lo
Se puede reforzar con fibra de vidri o {
minerales, con ventajas adicionales como:
Ele\ada Icmpcr;tura de detormacin
Elevada resistencia mecani ca) rigidez
Estabilidad d imens ional mej orada
Excelcntes propiedades e1tktrica:i
Baj o coeficiente de fri ccin)' autolubrica
ntc
Cl.ELANESE MEXICANA S.A. DE C.v
SOMOS Y SEGUIREMOS
SIENDO LOS PRINCIPALES
PRODUCTORES DE RESINAS
DE INGENIERIA BASE:
Celanese
Nylon 6
CON APLICACIONES ESPECIFICAS
DENTRO DE LA INDUSTRIA AUTOMOTRIZ,
DE ELECTRODOMESTICOS y ARTICULOS DE CONSUMO.
Manijas en hornos con alta resistencia trmica. Durabilidad, resistencia al desgaste,
rigidez y estabilidad dimensional.
* Entregas inmediatas de cualquier volumen * Productos a la medida.
* Asistencia CAD-CAE . Certificacin de calidad ISO-9002.
OficIna de Ventas: Corporativas
TecoYOU11a 412 Col. Ex-Hacienda de GuadaJupe, Chimatistac
O.F. Tal. (5) 325-5679. 325-5780 Fax (5\ 325-5630
Complejo Ocollan:
Ocotlan Jalisco, Mexico
Tel. (3921 208_36 FaK I:\R?1 ?10-.<;n
~ m E L N E S E MEXICANA S. A. DE C.v
Celanese
Nylon 6/6
Piezas automotrices que requieran alta resistencia
trmica y mecnica.
* Facilidad de moldeo y versatilidad.
* Alta resistencia trmica para aplicaciones
automotrices .
.. Soporta con ventaja el ataque de solventes
y substancias quimicas no doradas .
... Resistencia mecnica excepcional, sobre
todo los tipos reforzados o modificados.
* Material ideal para aplicaciones en sistema
de irrigacin por su resistencia a la presin
de fluidos.
~ Sustituye piezas metlicas con ventaja en
peso, resistencia a la friccin y versatilidad .
Fci l de pigmentar en la masa, o de pintar
con esmaltes horneables .
Amplias aplicaciones en el sector industrial,
automolriz y de electrodomsticos.
Oficina de Ventas: Corporativas
Tecoyotitla 412 Col . Ex-Hacienda de Guadalupe, Chimal islac
01050 Mxico, D.F. Tel. (5) 325-5679, 325-5780 Fax (5) 325-5630
El
Celanese
Nylon 6/6
es un plstico tcnico
que contribuye con sus
mltiples posibilidades
a que el automovil resulte
ms ligero, seguro y
econmico.
Ocotln Jalisco,
Tel. (392) 208-36 Fax (:392) 21Q-50
-
2.2.4. APLICACIONES
Estas Poliamidas estn consideradas como
materiales mu) tenaces, son apropiadas para la
fabricacin de piezas que requieren sopanar
grandes esfuerzos.
poseen propiedades de ulItolubricidad y elevada
termosellabilidad, as como buena resistencia a
solventes combustihles. Son adecuadas para la
fabricacin de piezas que estim somet idas a una
constante friccin.
De acuerdo a sus caractersticas, algunas de sus
aplicaciones son:
INDUSTRIAL
Ruedas dentadas) Polcas
Elementos de embrague
Discos de maniobra
Discos de levas
Rodi ll os y Hlices
Cadenas de transporte
Herrajes. Bisagras y Pernos
ELECTIZI CO-ELECTRONICO
Enchufes
Cajas de distribucin
Carcazas de molor )' Bobinas
Carcazas de herramientas elctricas
Electrodomsticos
AUTOMOTRIZ
Aspas de ve ntilador
tihros y Caner de aceite
Tubos de aspi racin
Boquillas para limpia parabri sas
Carcazas de retrovisor
Rejilla de radiador
CONSUMO
Sedales
Cerdas para brochas y cepillos
POLlAMIDAS (
2.3. POLlAMIDAS ALlFATlCAS
SEMICRIST ALlNAS
MODlFICADAS
Estos termoplsticos semicr islali nos, se obtienen
por policondensacin de diaminas alirticas ) de
cidos dicarboxlicos alirticos, o bien, por
polimerizacin de !actamas. Son compuestos
polares que poseen un conjunto de propiedades
mecnicas extraord inarias: gran tcnacidad,
excelente deslizamiento y resistencia al desgaste.
Es posible modificar la resistencia al impacto
mediante la adicin de elastmeros (EP. EPDM).
Otras modificaciones consisten en mezclar otros
tcnnoplsticos como: EVA, ABS y ASA.
Son de los ms importantes tcrmoplsticos
tcnicos, y por lo tanto se destinan a la inyeccin de
piezas tcnicas.
2.4. POLlAMIDAS
SEMIAROMATlCAS
CICLlCAS
Contienen en cada unidad de monmero un anillo
bt:ncnico. Frente a sus homlogas alifticas,
presentan mejores caractersticas mecnicas, m:lyor
temperatura de uso, mejor resistencia a la flama y
buenas propiedades de barrera.
Son empleadas en piczas tcnicas sometidas a
esfuerzos mecnicos y por sus propiedades de
barrera a gases, en larninaci ones para el sector
envase.
Las son inferi ores, en resistencia al
impacto, a las alitaticas, tienen un costo ms
elevado} su no es muy comn.
10 CAPfTULO Xl
2.5. POLIAMlDA L2/ L2
La Poliarnida 12/12 es un nuevo tipo de Poliamida
des:lITollada por la empresa Du Pont. Esta liene un
mayor punlo de fusin (189C) Y menor
contraccin en el moldeo que la Poliamida 12. pero
es simi lar en absorcin de humedad y estabilidad
dimensional. Presenta baja y resistencia a
la mayora de las sustancias qumicas.
Actualmente, las Poliamidas 12/12 tienen un buen
porcentaje de aplicacin en la sustitucin de piezas
metlicas y en panes de sistemas de gasolina en
automviles.
2.6. POLIAMIDA 4/6
lna nueva familia de Poliamidas que se ha
introducido en el mercado norteamericano es la
Poliamida 4/6. Estas resinas son preparadas por la
policondcnsacin de telrametilendiamina y cido
adpico.
Debido a su estructura, es un material
semicristalino y con un alto punto dc fusin. Es
ms higroscpico que el Nylon 6 y 6/6 debido a la
alta concentracin de grupos amino. La absorcin
de humedad afecta sus propiedades en forma
simi13r a las dems Polinmidas.
Las caractcrsticas de la Poliamida 4/ 6 son:
Alta resistencia a elevadas temperaturas
Buena resistencia a qumicos
Ticlle aplicaciones en la industria automotriz,
electrnica y elctrica.
-
2.7. OTRAS POLIAMlDAS DE
RECIENTE DESARROLLO
Recientemente, en el mercado se introdujo un
nuevo tipo de Poliamidas de baja cri stalinidad con
propiedades no bien definidas. La caracterstica
principal de stas es su excelente barrera al
oxgeno, que en algunos casos aumenta al
incrementarse el contenido de humedad. adems de
presentar una mayor facilidad de extrusin, ya sea
en monocapa o en coextrusin.
Muchas propiedades de las Poliamidas
semicristali nas, se deben a la aparicin de fuerzas
intermoleculares entre grupos NH ) CO de
macromolculas contiguas.
Las difcrencias entre las distintas Poliamidas, se
deben a las variadas cristalinidades, la proporcin
entre grupos dentro de los polmeros y
el numero par o impar de tomos de carbono.
Las cadenas laterales y los segmentos aromticos
reducen las fuerzas de at raccin inlcrmolecular y la
cristalinidad. Cuanto menor sea la proporcin de
grupos CH
2
/CONH, ser mayor la rcsistencia a la
cnsin, dureza y rigidez.
[n las Poliamidas con un nmero par de lOITIOS de
carbono (PA 6, 6/6, 6/ 12, 6/ 10,12), los grupos CO
y CH de las macromolculas estn
situados uno frent e al otro. de tal forma que las
fuerzas intermoleculares son mxi mas debido a la
formacin de puentes de hidrgeno.
En el caso de Poliamidas con nmero impar de
tomos de carbono (PA!I). stas fuerzas son
menores, el plstico es ms elstico y tenaz.
-
3. PROCESOS DE
TRANSFORMACION
Las Poliamidas pueden ser procesadas por los
mtodos:
Inyeccin
Extrusin
Vaciado
RIM
Hoy en dia. los procesos de transformacin ms
utilizados son: la inyeccin que ocupa un 55% del
mercado y la cxlrusin con un 45%.
En lo que respecta al vaciado y al RlM, son
procesos donde la materia prima no es la Poliamida
en s, sino que se p:lrte de maleras primas bsicas
como las [aclamas y hexametilcndiamina: dent ro
del proceso de transformacin, se lleva a cabo la
polimerizacin para obtener barras y cilindros que
despus puedll ser maquinados.
Estas Poliarnidas pueden sufrir una serie de
tmmmientos scctllld,uios C0l110 son:
Acabado
Maquinado
Barnizado o Pintado
Metaliado
Impresin y Grabado
Pegado
Soldado
3.1. ACONDICIONAMIENTO
PREVIO
Las Poliamidas son en general altamente
higroscpicas, es decir, absorbe7 humedad con gran
facil idad.
I'OLIAMIOAS 1
El materia l se sumi nistra en bolsas especiales,
hennticumente selladas para lograr una mnima
absorcin de humedad durante su transporte y
almacenamienlo, si n embargo, una vez que se
abren. la humedad atmosfrica penetra en la resina
hacindose indispensable su secado. Si ste no se
ll eva a cabo. durmlle el procesamiento el agua
reacciona qumicamente con la Poliamida a
te mperaturas superiores a la de fusin normal.
La reaccin producida se denomina "hidrlisis",
este proceso provoca una disminucin en el peso
molecular y en consecuencia una disminucin de
propiedades mecnicas.
Para que no se dificulte el procesamiento y se evite
la prdida de propiedades en el moldeo de
Poliamidas. se recomienda una humedad mxima
delO.I%.
3././. SECADO
Las Poliumidas pueden ser sometidas a diferentes
sistemas de secado, ta rapidez con la que se lleva a
cabo depende de:
La Humedad Relativa del Aire Secante.- La
rapidez del secado aumenta a medida que
disminu)e la humedad contenida en el aire
seco.
La Temperatura del Aire Secante.- Al
aumentar la temperatura del aire secante,
aumenta la rapidez de secado. Cuado la
temperatura del aire supera los 93C durante
perodos mayores a tres horas. el !'Jylon se
decolora O mancha.
Es necesario combinar apropiadamente la rapidez
de :oecndo )' la temperatura. esra ltima :.e
recomienda que sea de 79"C.
El tiempo de secado depende de su rapidez. de la!)
condiciones del secador y los contenidos !!licial y
final de agua en la Poliamida. Existen diferentes
tipos de secado que se mencionan a continuacin.
12 CAPI TULO XI
a) Se('mlo eOIl Aire Recirculado
Es un sistema eficiente de secado, recicla e l aire
cargado de humedad hacindolo pasar a travs de
ULl dcshumidificador que extrae el agua. El aire
caliente seco pasa luego sobre ta Poliamida. Para
que cualquier sistema de deshumidificacin sea
eficaz. los conduclos de aire y el horno deben ser
completamente hermticos.
b) Secadores de Tofllm'
Este sistema esta formado por un filtro, un
soplador, un deshurnidificador, un calentador y una
tolva. El alfe se hace circular a travs de l
deshu1l1idificador mediante un sop lador.
U aire deshurnid ificado es calentado) transportado
a la lolva donde se encuentra la Poliumida, despus
regres.:l ,3 1 des hulllificador pasando por un filtro. El
tiempo de secado cst detcrminado por el contenido
inicial de humedad (Figura II-j). Para a limentar la
resma en la tolva se usan transportadores
netllll{,ticos o, preferiblemente. sistemas de vacio.
% DE HU ... 'EOAO
10
O.,
0.8
.
0.7
0.6
0.5
0'<
O.,
O.,
O.,
B
e
O
" "
lO 40 SO 60 TIEMPO (11...,)
A Balsa de male<,..1 \/Jr!l6n ,e-';le-" ab,"rla
e . eolsa de maler,..! v"II"n ,!!CIn abo.".
C.' Malena: ,egranulodo almar.enado en ccnlenedores ade<:ulldol
Figrlrrl 11-5 Seclldo de ."y/o/( 1/6 11 80"C 11 diferi!/If/!.\
hllllle//m/e.\
Los problemas asociados con los secadores de
tolvas son:
La resina virgen en la g<lrganta del equipo
queda expuesta a calor innecesario o el aire
tiende a decolorarlas.
Flujo de la resi na por la tolva. Este problema
se nota mas en la seccin cnica de la tolva
por encima del cuel lo. Es pos ible que en una
toha mal diseada. el ni\el de humedad del
polvo a moldear varie lo sll ficictlle para
producir condiciones erniticas del moldeo.
Tiempo de retencin insu fi ciente para secar la
Poliarnida hnwda en un ciclo rpido.
Imposibilidad de mantener un sistema
vedaderamente cerrado y una temperatura
constante de secado. Aislando la tolva se
reduce a un minimo eSle ltimo problema.
Secado al Vado
Las resinas tambin pueden secarse en homos al
yacio o en hornos oscilantes giratorios al vaco. Su
funcionamiento consisle en aplicar vacio al
recipiente de carga que se encuentra a la
h:lI\peraturJ. de secado. El secado se cuando
la lectura de presin horno corresponde a la del
nivel de humedad esperado.
Dc acuerdo a la humedad ) temperatura que se
maneje para el secado de l material. e::. la presin
que se opera (Figura II -()).
'li.oe..."..eo.o.o
.'r---------------------,
DI / . _ ___ _ _
..
"
, ..
Figrlrrl 11-6 Set'/l dQ a Diferellle.,' Temperllll4ras.
-
-
3.1.2. EMPLEO DE REGRANULADO
Las Poliamidas previamente moldeadas, pueden
volver a utilizarse sin que exista una prdida
importante de sus propiedades fisicas. Sin embargo,
es necesario tomar precauciones apropiadas en el
moldeado inicial y en los subsiguientes, as como
en la manipulacin de! material. Para lIsarlo con
xito deben observarse [as siguientes precauciones.
1'\0 deben molerse piezas defectuosas ni
canales de colada decolorados. Estos pueden
ser indicios de que la resina se ha degradado.
Proteger el maierial remolido de la humedad.
Conservar una proporcin uniforme de resina
virgen y reSina remolida. Estas deben
mezclarse antes del moldeo. La relacin de
resina remolida con resina virgen no debe ser
mayor nI25%.
El tamao de las partculas de la resina
remolida debe ser uniforme. Las partculas
finas absorben humedad rpidamente y
desarrol lan una carga electrosttica que atrae
contaminacin. Estas pueden separarse del
material remolido usando unidades vibratorias
equipadas con cribas de tamaos 12 16.
3.2. lNYECCION
3.2.1. CARACTERISTfCAS DE LA
MAQUINARIA
(1) Gelieralid(f{fes
Las Poliamidas
son de los materiales
termoplsticos de ingeniera ms amiguos . Debido
a su baja viscosidad al ser fundidas. se cuenta con
una gran fac ilidad de llenado de las cavidades y
mnimos esfuerzos en las piezas moldeadas. Para su
Iransfonnacin. son apropiadas todas las mquinas
modernas de moldeo por inyeccin .
I'OLl AMIDAS 1
El husillo a utilizar vara dependiendo de! tipo de
Nylon, en todos los casos se debe contar con tres
zonas de plastificacin y una relacin de
compresin bnja para obtener buenos resultados.
b) Husillo.\"
El diseo de l husillo se realiza en funcin del tipo
de Poliamida que se va a transformar.
Husi ll o para Poli amida 6 y 6/6
Para las Polial11idas 6 y 6/6, se necesita un husillo
de tres zonas de calentamiento con una relacin
LID de 16 a 20: 1, y una relacin de compresin de
2.5:1 a4:1.
Cuando se manejan grados con lubr icantes internos,
la zona de compresin del husillo vara de 25 a
31%. El husillo debe poseer una vlvula
anlirrelorno.
Husi ll o pa ra Polia rn ida 11 y 12
Para las Poliamidas 11 y 12, se puede emplear un
husillo de liSO general con una relacin LID de 18: 1
a 20: I y un paso constante de 1 D. El claro existente
cntre el husillo y el can. es de 0.04 mm con el fin
de evitar cualquier indicio de abrasin sobre el
equipo. Este husillo t ~ n b i n debe tener una vlvula
antirrctorno (vlvula de anlIo).
En la Figura 11-7 se ilustra un disei'io bsico de
husillo para inyeccin de Poliamidas y en las
Tablas 1.1 Y 11.2 se indica la distribucin de
zonas en el husillo, recomendadas para cada tipo de
Poliamida y las profundidades de filete de acuerdo
a cada dimetro de husillo.
Figl/m 11- 7 Husilfo pam/llycccilI .
14 CAPITULO XI
Ta}{a 1.1 de ZOllas recomendadas en Hllsillm'
pum Dijcremes Polamidas.
DI .'IF;NSION Ei\ PA 6 l'A616 I'A II I'A12
JIl'SILLO
RFLACION UD 20:1 20:1 18.1 20:1
Zona de Alimcntncin 60% 45% 45%
7:ona d<: Compresin 20% 10% 20% 25%
Lona Os'icacilJn 2ll% 20% 35% 30%
Tabla /1.2 I'rojulUfid(u! de Filete en H/lsilfos para
Po/illmidlll',
RELACI OL' UI A:'tIE:TRO UAJ. \ ALrA
UD DE VSCOSIIl,\1> VISCOSl llAll
II LSILLO ALTO FLUJO 1Ji\.IO FLUJO
(mm) (mm) (mm)
hf hm hl hm
20,1 38. I 7,(,:!
1.S2 7.62 2.03
50,8 7.'1,7 \.65 !U3 2.29
63 .5 8.13 1.90 9.65 2.54
16:1 38. 1 7.62 \.40 7.62 19
50.8 7.S? 1.52 8.13 2.1 6
63.5 8.13 1.78 9.65 2.41
A'ota:
hf = Al/lira de file/e al inicio del husillo (:ona de
alimentacion)
/im= Alfl/l'Q dF! jilele al jina! del husillo (:ono de
dosificacin)
TilMa 11.3 Cartlcterfsficas de la MIlI/llil!(/ritl.
Di::imetro del husillo 40-90mm
Lid
16: 1 - 20: 1
R.e. 3: 1 - 4: 1
Dimetro de boquilla 0.5 mm
-
Como st! ha mencionado, en la punta del husillo se
rt!quiere de una vlvula anlirretorno que evite el
regreso del material fundido (Figura 11 -8). Se
recomienda qut! los canales hechos en la punta sean
a todo lo largo de sta y lo ms grande posible.
ANILLO
BOOUILLA ADAPTADOR CILINDRO
FiJ:11r1l 1/-8 E.ww:mu de PUlllu de/llu,\-iflo y CalZu! de
IllyecciJ".
e) Boquilla
Se puede usar una boquilla abierta con sistemas de
descompresin para reducir los efectos de la
abrasin sobre el equipo. Esta boquilla se
generaliza para lodos los tipos de PoJiamidas.
Igualmente, se recomienda una boquilla de ngulo
invertido para prolongar al bebedero dentro de la
colada caliente, )- as. eliminar el babeo y la
solidificacin del material antes del tiempo
necesari o, como se muestra en la Figura J 1-9.
BOOUI.US
a oou",--,-" CE 'HvERT' [)O
Figum 11-9 BOl/lliIlus recomendlldus pllm Poliamidas.
J
1
I
I
r
El uso de esta boquilla se encuentra limitado a
dimetros mayores de 0.25 mm. Cuando se tienen
dimetros menores a este valor, se emplean
nicamente las boquillas del tipo abierto.
3.2.2. CONVICTONES VE OPERACION
(1) Perfil de Tempera/uras
Para obtener resultados ptimos durante el moldeo,
es irnpOtt311 tc tener un buen perfil de temperaturas
que correspondan al material especfico. Es
impresc indi ble controlar la temperatura de la zona
de alimentacin del husillo, esta debe ser 10
suficientemente aha para fundir el material y evitar
un esfuerzo de torquc excesivo.
No debe sobrepasar un l mite en el que pueda
presentar un reblandec imiell to prematuro de los
pellels, ello provocara una aglomeracin y
adhesin al husillo e impedira su funcionamiento
correcto.
El perfil de temperaturas para el Nylon es mucho
ms al to que para otros plsticos debido a que es un
malerial cristalino que rt!quicrc de mayor energa
que desordene sus molculas. A esta energa extra
se le conoce como "calor de fusin", capaz de
desordenar las molculas para luego fundirlas.
La temperatura del material fundido se regula con
pi rml!tro de punta, realizando una serie de purgas
antes de iniciur el procesamiento. Esta temperatura
se genera: por la interaccin del husillo y el
cilindro. resistencias elctricas. tiempo que tarda en
regresar el husi llo, presin de inyeccin y de
SOstenimiento, as como de la capacidad que
proporciona la rnquina.
Es preciso fijar y COlltrolar las temperaturas a 10
largo del ci li ndro)' del material fundido.
POLIA:I1lDAS 15
T/lhlll 1 lA Temp/!rllwras de fll)'ecci/I pllrll PlJ{jllmit/u$..
1I.lorz".
_ ..
...
__ o
'. __ ".0
.. """ .. ,
..
-..
_.
-
' ...... -
'"
1=1
'"
,.,
'" """ "'"'"
282;
m
".
no
,...'"
m282 271,
cm
'"
cm 282-281! 271 277 266,
-"
'"
".,,,
'"
=""
277-293 277-,
r..,pwr ..... 227268
""'"
"'.,.,
"'"'"
,.,.,
a. Mel ("CI
VeOOCldi'Cl
--
"""
-
,
... -
.....
--
1'-
'"
,.,.
,'.
,.,.
'. ,. tius<11o
--
.-
55213110 3-45-1380 345-'380 345-1:
1
,."
,." ,."
66-121 66-1,
dII ...
La temperatura del materia! fundido puede variar
de acuerdo al ciclo y tiempo en que permanece la
boquilla en cont.)cto con el molde.
h) PresiOll e!)'
Presin de Inyeccin
Es de 350 a 1400 kglcm' (5.000 a 21,000 ps i). El
llenado de la cavidad debe ser rpido, sin exceder
nunca la fuerza de cierre de la mquina.
La presin de inyeccin tambin depende del
espesor de la pieza y del flujo del material
procesado, C0l110 se observa en la Figura l/-ID.
FLUJO (1""1g.)
: 1 1 3(1 ... . ..... -- .... ... .... .... --
o $000 1GOOO 15000 20000
PREStaN DE INYECelON (nl
I--+-E _ lmm !_2.S4mm]
Figuru II-JO Pr/!.\;)ffel' fe Inyeccin pl/ru Espe.wres fe J mm
y 2.54 mm.
16 CAPITULO XI
Otra limitantc es el diseo del mo lde, en ocasiones
cualldo es considerable la presin se originan
piezas COIl esfuerzos.
Contra presin
Un aumento en la contrapresin intensifica el
trabajo dellOrnillo en la resi na. A su vez, aumenta
la temperatura y uniformidad de sta. Para eliminar
las partculas S!I1 fundir pueden usarse
contrapresioncs ms altas. Este aumento disminuye
el rendimiento del lomillo, por lo que se
recomienda e l uso de una contrapresin ms baja,
aproximadamente de 5 kg/cm
2
.
e) Tiempo de Sosfenimiellto o Retencin
Est determinado por el tipo de material y peso de
la pieza, ya que de este tiempo depende evitar el
regreso del material y la salida de ste de la
cavidad .
La tercera o cUal1a parte del tiempo de inyeccin
debe ser suficiente para que la pieza a lcance su
enfriamicnto total.
d) Vl!focidades
Velocidad de Inyecdn
Este parmetro depende de la geometra y volumen
de la pieLa. forllla y talllai'io del pUntO de inyeccin,
y temperatura de la masa fundida. Se recomiendan
velocidndes altas de inyeccin.
Clinndo se Illoldean pIezas de lgadas. se sugIeren
velocidades altas y cuando son piezas gruesas,
velocidades bajas.
Para obtener un brillo superficial adecllndo. la
velocidad debe Ser alta, de ah quc el principio para
moldear "Nylon debe ser en "caliente y rpido" .
-
Velocidad del Husillo
El rendimiento del husillo cs controlado por la
velocidad (RPM) del mismo. Los efectos de la
velocidad del husillo en la temperatura de la resIna
fundida, dependen signilicativamente del dseilo
de l mismo. En un husi ll o de diseo ptimo, el
aumento de su velocidad no debe afectar en forma
importante la temperatura de la resina fundida.
La velocidad del husillo debe seleccionarse de
modo que el tiempo de retraccin sea el 9% del
tiempo que se dispone para recargar la resina
fundida.
3.2.3. ARRANQUE DE MAQUINA
Al iniciar el moldeo delll1aterial se debe limpiar el
husillo y el cilindro, purgando con Polietilcno de
Alta Densidad. Poliestireno o Acrlico. Si se
proces PVC o Acetal con anterioridad. se debe
asear la maquina con un perfil de temperaturas bajo
pnra evitar explosiones.
A excepcin de estos dos casos. la purga se realiza
en las condiciones de operacin del materia!
empicado.
La purga se efecta separando hacia alrs la unidad
de inyeccin de In platina e incrementando la
presin de sostenimiento. Se hace correr el husillo a
velocidades altas para hacer salir todo el material
que hubiese quedado de una operacin anterior.
Despus de la purga. se fijan las temperaturas del
material a procesar y se puede iniciar el ciclo.
Cuando la mquina est vaca los pasos a segUIr
son:
10. Fijar la temperatura del cilindro a 30C por
debajo de la temperatura de fusin del
material y la boquilla a 10C por debajo de
esta \TI isma temperatura de fusin. calentando
durante 20 minutos.
U J ~
- Consulte a
- su distribuidor:
-
de MxICO, SA de CV
3
N
S
O
CHEMICAL de Mxico, SA de e,v.
J 9-4845
Resina de poliacetal marca
DELRIN
Resi na de nylon marca
ZYTEL:
Los nicos Plsticos de Ingeniera fabricados en Mxico
con el certificado internacional de calidad 1509002.
DuPont. nuevamente, demuestra ser un ejemplo, al
haber logrado la certificacin ISO-9002.
Resina de poliacetaJ marca Delnn" y resina de nylon
marca lytel Los nicos Plsticos de Ingeniera
fabricados en Mxico, que, adems de ofrecer grandes
beneficios a la industria mexicana, se exportan a paises
alrededor del mundo.
Esta certificacin de calidad fue otorgada el8 de mayo
de 1 992 a los Plsticos de Ingeniera Delfn " y Zytel " ,
los cuales se fabrican en la planta DuPanl de
Tlalnepantla, Edo. de Mxico.
150-9002 es un registro Que otorga la Organizacin
Internacional de Estndares (International Standards
Organization: ISO, por sus siglas en ingls), con sede
en Ginebra, Suiza. La organizacin certifica la calidad
de los procesos de produccin e instalaclon en los
paises ms desarrollados del mundo.
DuPont reafirma su compromiso con el futuro de
Mexico, ofreCiendo productos de exportacin, los
cuales cumplen con los ms altos estndares de
calidad mundial
Mej ores productos para vivir mej or
apyese de
IS y IUmillROS de DuPont.
Podlemlns ayudarle a ganar en los mercados globales, altamente competitivos,
existen hoy en da. Usted tiene el poder de ganar con nosotros.
primero Q DuPoni!
Tels: (5) 722-1456
(5) 722-1204
(5) 722-1208
(5) 722-14TI
Fax: (5)722-1370
(5) 722-1308
Empiece
Con
DuPont
<fU
DuPont Po
-
r. Fijar el perfil de temperaturas de acuerdo al
tIpO de N'ylon a trabajar.
)0. Verificar la temperatura de la boquilla.
40. I laeer girar el husillo y abrir la alimentacin
de la 101\ a.
50. Asegurar que la carga a lcance su total fusin,
de no ser a5(, aumentar la temperatura de l
cil indro o velucidad de husillo.
6. Hacer disparos de material y revisar su
COllsiS1C"iLcia. examinando la temperatura de la
Ill asa fundida. RealiLar ajustes necesari os para
obtener el fund ido adecuado.
7, Llevar la unidad de inyeccin hasta la platina
fija para iniciar el ciclo de moldeo a presin
baja.
3.2.4. PARO DE MAQUINA
Para efect uar e l paro de la mquina se aconseja lo
siguiente:
O Mientras se lIe\a a cabo el ciclo de moldeo,
cerrar la alil11cnlucin de la tolvn y "nciar el
material conlenido en e lla.
2. Llenar Ir! tol ";l con Polietileno de Alta
Densidad. Poliestircno o Acrlico remolido.
]0. Abrir la nlimentacin de la lolva, procesar el
material ) limpiar e l cil indro (con este
proceso no se re31izan purgas posteriores).
4 Al termi nar de \aciar el cilindro, dejar el
husillo adclantndo.
5
'.
Apagar las bandas caletacloras. en friar
primero el cilindro y desplles el adaptador y la
boquilla.
POLIAMIDAS 17
3.2.5. MOLDE
En el diseo de un molde, es muy importante evitar
esquinas de ngulos agudos en las piezas de
plstico. Una reevaluacin del di seo, puede
indicar zonas a las que se deber aumentar el radio
en las esquinas para mejorar su tenacidad total.
o) Bebedero
Para facilitar la extraccin del bebedero en el
momento de desmolde. se recomienda un diseo en
ngulo que varia de 0.5 a 1.5 grados. El bebedero
debe estar perfectamel1te pulido y libre de marcas.
h) Colathts
Las coladas o canales por donde corre el material
deben cumplir COl1 las siguientes earaeteristicas:
Para reducir a UI1 mnimo el material
remolido. el sistema de canales debe de ser lo
ms compacto pos ible.
Para facilitar el llenado compacto de la
cavidad, es deseable llll paso de flujo que
reduzca al mnimo las prdi das de presin y
transferencia de calor. Elllcnado apropiado de
las cavidades produce piezas con buenas
propiedades fisicas y dimenSIones uni formes.
Para pro\cer uniformidad de una a otra
cavidad, el sistema de canales debe permitir
que ladas las cavidades se llenen al mismo
tiempo con igual rapidez.
Los sistemas de canales equilibrados. imparten la
mayor uniformidad de flujo. debido a que la
distancia que se recorre desde el bebedero hasta las
diferen tes caVIdades es igual, )' simplifican el
mantenimiento de tolcralH:ias exactas en los moldes
de cav idades mltiples.
18 CAPITliLO XI
Los sisICmas de canales de colada no equilibrados
pueden causar problemas de llenado y un control
cleticiente en las dimensiones (Figura 1}-) J).
Las coladas redondas son las ms prcticas.
present:J.11 la menor rea superficial por unidad de
volumen y cumplen con presentar la mnima
prdida de calor y presin.
La colnda trapezoidal es preferida a la rectangular,
ya que la pieza se puede extraer ms fcilmente
al tener un ngulo de salida de 5 grados.
rigura f 1-11 DpOIicilI de
e) Pi/litO de IlIyeccill
Es el eslabll que conecta el canal de colada y la
cavidad. Acta corno vlvula de estrangulacin y
de cierre de cavidad despus de haberse llenado
sta.
Los Plllltos de inyeccin SOI1 circulares o
rectangulares, prefirindose los segundos porque
controlan la rapidez del flujo que pasa por el punto
de inyeccin el tiempo de obturacin del mismo,
El espesor de un punto de inyeccin rectangular,
determina el tiempo que ste toma para oblurarse,
mientras que el ancho puede ajustarse para
allll1entar o disminuir la rapidez del llujo
volumtrico a traves del pUlllo de inyeccill sin
afectar el ti empo de obturacin, En el caso de un
punto de in)'eccin circular. un cambio en el radio
ll10difica cl tiempo de obturacin del punto de
inyeccin y la rapidez del flujo,
Adems de los plintos de inyeccin circulares y
rectangulares, hay otros tipos como se muestra en
las Figuras 11-12, 11-13, 11 -1 4 Y 11-15, cntre los
que se incluyen:
Punto de inyeccin en abanico
Punto de inyeccin de corte o rebaba
Punto de inyeccin de diafragma
Punto de inyeccin de bebedero
Puntos de inyeccin de tunel
CAYIDAD PUNTO DE INYECCION
i i
LINEA DE
SEPARACION
'"'
CANAL DE COLAD'"
PUNTO DE INYECCION
CAVlDAO
pr,
,
CANAL DE COLAD'"
Fig/lrtl 11- 121'111/10 de JIlj"I'('Cidn 1'11 Abllnico.
CANAL DE COLAD'"
PIEZA LARGA DE SECClON DELGADA
PUNTO DE INYECCION
Fig/lrtl 11-13 PI/IIIO de InyeccilI de COrle o Rebaba.
"""'00<
'"'"cc","
FiJ;/lrtI 11- 14 P/lIltO de JII)'cccillI dc nilifrllglllll.
-
PUNTO DE INYECCtON DE TUNEL CORTO
NO CRITI CO
""<,
PUNTO ce INYECCION DE TUNEL LARGO
MAX. De 30
figllra 1/-15 ' UII /OJ tle Inyeccin Tipo Tli ll <!f.
d) OriftcioJ de Ventco
La 10caliz<1cin de estos orifi,;ios est determinada
por el dist!iio de la cavidad, el diserio del molch: y
las condiciones del moldeo. 1:.11 ocasiones no es
posible delerTlllll3r la locali/Cln plima antes de l
moldeo. Se requ ieren \cnteos en las lneas df.: unin
y en el fOlldo de las cm Jades. no visibles.
Usualmente, cana les de colada se \cntilan en el
extractor del bebedero y el1 la Imea de separacin.
De acuerdo con el diseio. i:ls ca\ idadcs pueden
ventilarse en la lnea de st=paracin y en los pernos
bOladores o tijos, mediante la perforacin de un
orifi cio en el sitio donde la cavidad atrape
el <tire.
Los orificios vcntl!O deben salir de la lnea de
part icin COnto de 3.] 6.-1111111 de ancho)"
0. 013 a 0.019 111m de pruCundid,:d. cxtendindose
desde la pared de la c:.lvidad hasta 1.6 111m: despus
la prof\lndidad cambia de 0.13 a 0.25 mm hasta
llegar a la salida dd moldc.
POLl AMIDAS 19
3.3. EXTRUSION
3.3.1. CA RACTER1S TlCAS DEL EQUIPO
(1) Generalidades
El moldeo por e"""sin de Poliamidas se llIi li za
para la fabricacin de tubera, varilla. fi lamentos,
monofjlamentos. barras. perfiles, pelcula para
empaque)" recubrimicnto de alambre y cable.
En este proceso, es \ ital escoger adecuadamente el
tipo de resinas, las que deben contar con el \ alor de
visco::mlad apropiado en funcin del art c ulo final.
Resi nas de Alta Viscosidad.- Dest inadas a
producir tuberas, perfi les y pe lcu la soplada.
Resinas de Viscosidad Media. Pelculas para
dado plano)" rccubri mieruos.
Resinas de Baja Viscosidad.- Recubrimiento
para alamhre y cable.
Dentro de la c:-. lrusin de las Poliamidas. el
desarrollo mas grande es la produccin de pelcula,
sta sc puede manufacturnr mediante los siguientes
procesos:
EX!rLLsin
r ubular
Dado Plano
En el empleo de la Poliamida amorfa. no se
requiere dI! los sistemas de su absorcin de
humednd es relativamente baja en comparacin a
las Poliamidas cristalinas.
Se c,lrusorcs reglllare<; con calentamiento por
medio de rt:sisll!llcias elctricas) con UI1:1 relac in
L/D=16:1. "::Oll el objeto dI! que el tlcmp\1 de
rcsidelll.:ia del matenal en el e:-.trllsor sea suli<.:icnte
para que alcance gradualmente la temperatura de
procesamiento. tamaio depl!nde del trabajo a
realizar) de la capacidad de produccin rcqw.:rida.
VTpJ:.
22 CAPITULO XI
Las lminas de Polietileno preparadas con un
agente adherente se pueden recubrir con Nylon y
son empleadas para empaque al vaco de tocino.
carne fresca y productos congelados. La razn por
la que se utiliza el Nylon, es por su baja
transmisin de oxigeno y vapor de agua.
Este tipo de pelcula tambin se puede obtener por
extrusin tubular, obtenindose mayor resistencia
al rasgado y a la tensin. En cambio, mediante dado
plano se obtienen mejores propiedades pticas.
La TaMa /1.6 muestra las propiedades de una
pelcula de Ny lon.
Tllbllll l./>mpietllldes de Pelcull/ de /Vylon.
PROPIEDADES VALOR PRUEBA
ASTM
DE BARRERA
T'af1.ml$if1 de vapor de E 96 63 T
(g 1645 cm' 124 hrs)
"
(38"C90% hr)
Permcab li dad a ga , ,,.
(cm' IB45 cm'- /24 hr s I 3tm)
" N!trgeno
"
D :43463
Dixido de (23C D% hr)
Carboro
"
Of>TICAS
"U"
'"
Dl00361
a"lI o 60 100 20' GBfdner
MECANICAS
("lo ) 250 500 D SB2 64T
all rnpaclo (g)
" ;00 gauger)
'"
O 1709 62T
al
(Elrner\dorl) 20 GO 01922 61T
" ... s!el1da al rompimiento IKg!cm 1) 1 1251826 0774 631
Re ... lonci. a la abra. ion
perUldo , por lOCO 01010')
2 7 2 9 0104456
TERMICAS
Cameio
(o/. enoogimienlo) menor 3 3 0120454
30 mIO 3 148.9 C)
Temperatufa de
Crislall Lac,nrr (OC ) 2178 220
Extrus in de Monnfi!amcllIo
ruede Ile\ilrse a cabo en un extrusor convencional
de relacin LiD de 16: 1 o mayor. con tornillos o
husillos adecuados para Polilllnidas, y as extmir
filamentos de bajo calibre. 1\1 mislllo tiempo, se
uti lizan dados de mltiples orific ios y se trabajan a
la mxima velocidad.
-
El tamao de los orificios del dado, es de tres a
CItlCO veces mayor que el dimetro final del
filamento. es decir. la relacin de estirado
conveniente vara entre 3 a 5: l. El espesor de la
pared del dado, es de tres a seis veces el dimctro
del orificio para obtener mejores resu ltados.
Los filamentos extruidos son enfnados en un bao
de agua, luego de dejar el dado. Preferentemcnte, se
emplean dados que permiten efectuar un giro de
90 para dirigir el flujo en forma perpendicular
hacia la tina de enfriamiento. enseguida Son
recalentados y estirados, empleando dos juegos de
rodillos que giran a velocidades diferentes, este
estiramiento aumenta la tenacidad de los
filamentos, )a que sufren una orientacin lineal.
Esto se muestra en la Figll/"a 11-/9.
TANQUE ENFRIAMIE'lTO lo, JUEGO
"
ROOILLOS
ESTUFA lo. JUEGO
"
ROOIUOS
FiJ:llrll 11-19 Esquema pUrII Fllh,icllcin lie U()JI()jilllmel1w.
3.4. SOPLADO
Las Poliall1idas, con su ele\ada viscosidad de
fusin) buena estabilidad dimensional en estado
fundido. son ideales para el moldeo por soplado.
Debido a que la preforma se c!cTorma relativamcnte
poco, es pOSible obtener por extrus in un proceso _
continuo sin depsito de masa fundida. dondc se
pueden fabri..:ar cuerpos huecos hast::l d ... 2 I de
capacidad. con una distribucin satisfactoria del
espesor de pared. Para velocidad<:s de extrusin de
lOa 20 mmlS, la longiiud de la preforma se estima
alrededor de 400 mm. Para la elaboracin de
cuerpos huecos de mayor volumen, se requieren
preformas ms largas. aunque se debe realizar la
o.,:xtrusin ms rpido. es decir, trabajar con un
cabezal acumulador.
-
3.5. VACIADO
Es un proceso muy sencillo. se utiliza en la
obtencin de barras. placas, perfiles y tubos. Las
materias primas empicadas son lactamas, las cuales
son polimerizadas en presencia de catal izadores. La
funcin principal de stos, es ini(;lar la
polimerizacin de las [aClamas. Otros reactivos
adicionales se encargan de mantener un control en
In velocidad de reaccin.
Una VCL. Clue se logra la polimerizacin del
monrncro. el polimcro fundido se vierte al interior
de los moldes que hall sido previamente calentados,
consecutivamente, se colocan dentro de hornos de
post-polimerizacin y c urado. En este momento el
polmero adquiere la forma del molde. Ya logrado
el curado. el polmero sufre una etapa de post
curado, mediante :.istemas de enfriamiento que
liberan los esfuerzos internos y estabilizan el
polmero para mantener las propiedades al final del
proceso. Esto se muest ra en la FiJ:ura 11-20.
Figura 11-10 "ro('cso (le I'udmlo.
3.6. RIM
El proceso RIM ( Rcaction Injection yloldi ng),
consiste en hacer actuar los reactivos dentro de la
:uvidad del molde cerrado, al momento de ser
myectados. Este proceso proceso fue uti lizado
inicialmente para Poliurctano. Sin embargo,
POsteriormente se inTroduce en el mercado el
desarrollo dt: un nuevo producto llamado "NBC-
R..lM" (Nylon copolimero en bloque moldeable por
con reaccin).
POLlAMIDAS 2
En el R1M para Poliamidas, se funde la
E-caprolactama en un medio inerte bajo la presencia
de nitrgeno, mientras se agregan los actividadores
y catalizadores. El sistema se conforma por dos
componentes; la caprolactama y el bromuro de
magnesio-caprolactama, los cual es se vierten
dentro del molde donde se lleva a cabo la
polimerizacin,
3.6.1. CONDICIONES DE PROCI!.""SO
Se deben tener tuberas y contenedores a
temperaturas aproximadas a los 80C.
La temperatura del molde es de 135 a 145C.
Las cantidades de los componentes no afectan
directamente a las propiedades de! producto,
slo controlan el grado de polimerizacin.
La contraccin es de 1.6% para grados
naturales y de 0.5 a 1.2% para grados
reforzados.
3.6.2. PROPIEDADES
Relacin balanceada entre el mdulo de
elasticidad y resistencia a l impacto
Buena estabilidad dimensional 11 altas
temperalllras
Resistencia qumica igual al Nylon 6
Ficilmente desmoldeable
Reproduccin de la superficie del molde
3.7. ACABADO
Los procesos de acabado de las piezas
'semilerminadl.ls" son;
f\laquinado Impresin Grabado
Metalizado Barnizado o Pintado
Pegado Soldado
24 CAPITULO XI
3.7. /. /11AQU/NADO
Puede llevarse a cabo con las tcn icas normales de
metales. Las herramientas deben ser de acero de
a lla dureza y con el suficiente ngulo de salida para
eliminar fc ilmente la rebaba. Para obtener
muquin:ldos uni rormes COI1 mayores veloc idades de
carIe. debe utilizarse el refrigerante adecuado.
como agua. aceite soluble. solucin acuosa de
j abn al 1 % J aceites de uso general.
Para trabajos de cOl1e puede emplearse la sierra
cinta. sierra con plant illa, sierra ci rcu lar para
madera o plasticos y sierras vaivn para metal de
cuatro a seis dientes triscados por pulgada.
La precisin mxi ma para la maquinacin de las
piezus de Poliamidas es de 0.038 a 0.127 mm. A
continuacin. se prese nta lIna tabla con algunas
caractersticas de operacin para el maquinado:
Tl/ blll /1.7 CQI/{/i dolll!l- dI! ,HII/ II;III1fIt, pum PO/I/ millas.
B \ ZmE\' .\ n o IOII \ f:,\ I)O .\ s nUlIUo mEMUO
Vele"t"IJc 120 100 - 180 1"0tl 100-100
nt ni:"
..\ngulo 10' l .
".
,.
<;1:,,);)
104"
'"
10'
l!lc:""""",
R. lae,''' ' . 0_25 {I O S
lig<'"
,
J '
\1"".''' .... ,,.\ C,I fncum OIa"'nm
111"'1_"
"'H,llIc';'n
3. 7.2. / MPRESION}' GRABADO
Se rea liLa sobre placas y lUbos, aunq ue puede
efectuarse directamente sobre la pe lcula. Los
mtodos ms comunes son:
Estampado al calor Flcxograf1a
Heliogrnfa Offset
Si lk-screen Otros
-
El estampado al calor se Ilc\3. a cabo cuando se
requiere de una impresin duradera. Los otros
mtodos presentan en comn e l empleo de cilindros
o ruedas para transponar la tinta. El materia l yel
ci lindro Impresor trabaj an de manera
independie nte, a veces estn si ncronizados de
acuerdo a la ve locidad de l material a impr imi r.
De todos estos mtodos, el OfT-set es el mis
explotado por ser ms barato y fc il de COlltrolar,
sin embargo, la cali dad obtenida con el mtodo
he liogrfico o e l de "Silk-sc rcen"" es superior.
3.7. 3. LACADO}' METALIZADO
Debido a que las Poliarnidas presentan un carcter
ligcramcnt e polar. no es necesari o un tratamiento
prcvio. No obstante. cuando la absorcin de agua
alcan7a del 5 a l 8%, conviene un tratamiento de
secado antes del laqueado. Algunas \CCCS puede
prescind irse de este secado, por ejemplo. cuando se
ut ilizan lacas a base dt: isocianato, que ;' ligan' el
agua por se r hidrfilas, como las lat.:as de
endurecimiento al cido.
Las Poliamidas manifiest<ln una considerable
emisin de gases al \3eO, por ello, el vaporizado se
reali za en canti dades reduc idas. L:lS l{mparas
inter iores de son una de las aplicaciones de
pic7as metal izadas de Poliamidas.
3. 7.4. PEGADO}' SOLDADO
El pcgado se puede llevar acabo con las siguientes
sustanc ias:
Acido Frmi co
Soluciones Fenl ic3s
Adhcs ivos Polimerizables
El so ldado puede real iza rse por:
Ult rasonido
Friccin
Contacto Trmico
Radiac in
CAPITULO XIV
POLIURETJ\NO
Eii':1937, el Poliuretano surge a nivel laboratorio,
culndo el Dr. Otto Bayer descubre el principio de la
poliadiciil, logrando producir la primera espuma
'flexible de Poliuretano; en 1950 se elabora a nivel
1")
1957 aparece el Poliuretano como una espuma
y como un material totalmente slido, siendo
su caracterstica ms importante la de aislar trmica
custicanlente mejor que otros materiales, adems
compresiones elevadas sin defonnarse.
se desarrollan fonnulaciones que dan
a las espumas piel integral, y a finales de los
logran transfonnar por el moldeo de
Inyeccin, mejor conocido como
RIM, el cual ha dado como resultado la
de piezas muy grandes en ciclos cortos
"'-'->U';U y densidades de espuma elevadas.
los aos 60's se desarrollan los
de PoliuretmlO con propiedades
, stos an cuando se les conoce
Poliuretano Termoplstico, propimuente son
hules temloplsticos en base Poliuretano, que
poseen la cualidad de soportar temperaturas
extremas (bajas y elevadas) sin fracturarse,
presentan elevada resistencia qumica y posibilidad
de reciclarse en caso de ser necesario.
Finalmente al PoliuretmlO tmubin lo encontranlOS
en reas como pinturas y adhesivos, donde debido a
su excelente resistencia qumica y muplio rango de
polimerizacin, puede proporcionar al producto un
gran :poder adherente y consistencia de lquido
viscoso miscible en aceites yagua.
Con el Poliuretmlo se pueden preparar emulsiones
en agua, que son utilizadas como recubrimientos y
que presentml iguales propiedades que una pintura
base solvente.
t'f'0 \l c/" le-
1.2. MATERIAS PRIMAS \
El Poliuretano parte de la unin de dos
componentes distintos a diferencia de otros
materiales como el Polietileno, Polipropileno o
Poliestireno, que se obtienen a partir de la
polimerizacin de un compuesto bsico, llmuado
monmero y se une en forma rep.etida para dar
lugar a una estructura conocida como polmero.
2 CAPITULO XIV
El Poliuretano se obtiene a partir de dos materias
primas mediante una poliadicin, la cual, adems
de producir el Poliuretano forma otros compuestos
secundarios.
La poliadicin se lleva a cabo durante la mezcla y
procesamiento de los dos componentes en el caso
del Poliuretano tipo termofijo y, en el reactor,
cuando se elaboran los del tipo termoPlstiCO'Q
Estas dos materias primas empleadas son:
Isocianatos y Polio les Polivalentes se
muestra en la Figura 14-1. \ Vo )..-2'C\9 {J \
eH,
I
eH e
I I
CH eH
...... eH 1/
Acido Ntrico
2. 6 - dinitrotolueno
eH,
I
OlN ... ""'" e .....
e e -N0
1
I "
CH eH
"
C1Hl
H
1
N,c_c 'c -NH
1
I
CH eH
/
Oi-isocianato de tolueno-2, 6
eH,
I
e
,
O-C-NC C.N -eo
I "
.....CH
eH
Benceno
.. CH
CH CH
n I
CH eH
'CH
9
H,
Ciclohexano
".. CH} ...
eH) CH
1
I I
eH: CH}
...... eH: '
Oxigeno
Ciclohexanol
HCI
Oxido de etileno
-H,O
Poliol
O O
11 11
Reactor de
POlicondensacin
HO- [CH ,-CH,-O-C- (CH ,I.-C-O lo -CH,-CH,-OH
Figura 14-1 Fabricacin del Poliuretano.
\\1.';:(.\0 C\CC,
La rea-ccin ms estos componentes es:
+HO-R-OH+OCN-R'-NCO+HO-R-OH+OCN-R'-NCO+
,-- ----
-O-R- :O-CO-NH:-R'-NH-CO-O-R-O-CO-NH-R'-NHCO
GRUPO URETANO
I
Pero cuando existe ms isocianato, se forman
reticulaciones denominadas alofanatos o biuretas ,
que es lo que convierte al Poliuretano en un
material termofijo. \.. . , \ .::..
f'c- ..l-<-v
,.-- -- ----
- OR : -_ R' - NH - co - o - R - o - co - NH - R' - NHCO + OCN - R' - Neo
GRUPO UREA
,------ --
l' I
CO: GRUPO CO
1 : I
' __ ____ 1IIf!: ALOFANATO NH
I
R
I
NCO
I
R
I
NCO
Las ureas derivadas de estas reacciones se unen con
ms isocianato y se generan las uniones biuretas:
OCN - R' -R' - NCO + OCN - R' - NCO
'-- ---- -------- -'
GRUPO UREA
OCN - R' R' NCO
, I !
CO:
I :
NH:
GRUPO BIURETA - - - j --'
R
I
NCO
." i
',: J.2.1. ISOCIANATOS
':\, En 1849 Wurtz crea el isocianato mediante la
reaccin de sulfatos orgnicos con sales de cidos
. ciandicos,
los isocianatos se obtienen de la
fosgenacin de aminas y sus sales, ruta desarrollada
" por Hertschel desde 1884, Estas aminas parten
:ppncipalmente del benceno, tolueno y naftaleno,
que al recibir un proceso de fosgenacin, producen
iS,ocianatos con dos o ms puntos reactivos,,,!;
, ,
PETROLEO
I
f
t
t
BENCENO
NAFTALENO
...
ACIDO
...
ACIDO
...
NITRICO NITRICO
FOSGENO ... FOSGENO
...
POLl-ISOCIANATO
a 14-2 Obtencin de Poli-isocianatos.
acuerdo a la estructura de los isocianatos
', V , "V'HH.,V"" es el uso y aplicacin que se les va dar,
,,MDI. Espumas y Elastmeros
NDI, Elastmeros
,Trifenil Metano Trisocianato. Adhesivos
HDI. Modificar Recubrimientos y Elastmeros
IPDI. Modificar Recubrimientos
POLIURETANO 3
Todos los isocianatos se presentan en forma de un
lquido viscoso que tiende a ser de tipo aceitoso.
a) TDI (Toluen Di-isocianato) ,
Es el isocianato ms importante comercialmente
hablando, se puede encontrar puro como
Toluen -2,4 di-isocianato o como una mezcla
sus ismeros Toluen -2,4 di-isocianato y
Toluen -2,6 di-isocianato.
CH
3
@_NCO
I
NCO
ISOMERO 2,4
CH
3
ISOMERO 2,6
En su forma de Toluen -2,4 di-iso cianato es
reactivo, pero en la forma Toluen -2,6 di-isocianato-,
no lo es, por lo que la mezcla de 65% de Toluen -
2,4 con 35% de Toluen - 2,6 (denominada IDI
65:35), es menos reactiva que la mezcla de 80% de
Toluen - 2,4 con 20% de Toluen - 2,6 (denominada
IDI80:20),
Este material es normalmente utilizado para fabricar
espumas flexibles, aunque se est restringiendo su
uso por la elevada volatilidad y toxicidad que
presenta.
b) MDI (Metano Di-isocianato)
En su forma pura es menos reactivo que el TQI,
pero es menor su toxicidad y volatilidad, por lo que
a nivel mundial se prefiere su uso. Se utiliza para la
fabricacin de elastmeros de Poliuretano y de
espuma rgida, as como adhesivos y' otros
aglutinantes, Es el segundo en importancia a nivel
comercial y su estructura es la siguiente:
OCN - @ - CH
3
- @ - NCO ,"
/
4 CAPITULO XIV
e) NDI (Di-isocianato Naftaleno)
Es altamente reactivo y se utiliza exclusivamente
para elaborar elastmeros, debido a que confiere al
Poliuretano resistencia a la abrasin y al fro
superior a cualquier otro isocianato.
el) . Trifenil Metano Tri-isocianato
Se utiliza en la preparacin de adhesivos para hule
y metal, en ocasiones se combina con otros
isocianatos para fabricar diferentes adhesivos a
base de Poliuretano.
e) HDI (Hexano Di-isocianato)
Reacciona ms lentamente que los anteriores pero
tiene la ventaja de hacer que sus productos sean
muy estables a la luz, calor y saponificacin por su
estructura aliftica.
Se utiliza modificado en lacas, fibras y
recubrimientos. Su estructura es la siguiente:
j) IPDI (Isofurano Di-isocianato)
Se utiliza para lacas y recubrimientos de los
isocianatos, es el nico de origen cicloaliftico, por
lo que posee mayor reactividad que el HDI.
Toxicidad
Todos los isocianatos, cuando desprenden sus
vapores, son muy irritantes a los ojos y a las
membranas mucosas, por lo que afectan el
funcionamiento del sistema respiratorio llegando a
provocar ataques de asma o efisema pulmonar.
Cuando entran en contacto con la piel, debe ser
limpiada de inmediato; son particularmente
peligrosos en los ojos, pero si se realiza un lavado
vigoroso no existe ningn peligro.
El lmite mximo permitido, MAC por sus siglas en
ingls Maximum Allowed Concentration, de
concentracin de isocianatos en el medio ambiente
de trabajo es de 0.01 a 0.02 ppm.
1.2.2. POLIOLES QJ
El poliol es la segunda parte ms importante para
elaborar un Poliuretano, y dentro de este material
existen:
Poliol-Politer
Poliol-Polister ,1,
f
a) Poliol-Politer
Se elabor por primera vez en 1859 por A. Wurtz ..
Este material se obtiene a partir de la reaccin de
diferentes epxidos, por lo que tambin se conocen
como xidos de polialqueno; en 1951 se reconoci
su utilidad en la elaboracin de espumas.
1 tEI poliol-polieter se obtiene 'del xido de etileno y
I
xido de propileno o de compuestos como sacarosa,
sorbit01 y manitol, que al descomponerse y
dan lugar a glicoles y polio les.
En este tipo de poliol, se prefieren con
funcionalidad de dos a tres para elaborar espumas
flexibles, y en el caso de elaborar espumas rgidas
se prefieren de funcionalidad de cuatro o ms.
Cuando se obtienen a partir de la
tetrahidrofurano, el poliol se utiliza para elaborar
Poliuretano termoplstico o Poliuretano
que no se va a obtener como una espuma sino en
forma slida.
De acuerdo al nmero
presente el poliol, ser el tipo de producto que
vaya a obtener, como se muestra en la Tabla 14.1
Tabla 14.1 Aplicacin de Poliol-Politer de acuerdo a la
presencia de Radicales -OH.
NUMERO -OH APLlCACION
28 - 56 Espuma Flexible
350 - 800 Espuma Rgida
28 - 200 Espuma Piel Integral
56 - 200 Elastmeros
De acUerdo al peso molecular de los poli teres se
su uso, ya que difieren sus propiedades y
la forma de transformarlos, as como la aplicacin
ene que se van a emplear como se muestra en la
. tabla 14.2
Tabla 14.2 Polioles Tipo Politer.
Caractersticas de los Politeres.
COMPONENTES P.M.
Propi len-glicol
Oxido de
Propileno
Trimetilol-
ileno
PROM.
2000
100
4800
300
440
35
860
60
3750
200
3000
200
ISCOSIDAD APARIENCIA
2S"C MPa
250 - 350 Claro, de
transparente a
un ligero color
amarillo,
lquido de baja
viscosidad
750 - 900 Claro, de
transparente a
un ligero color
amarillo,
lquido de baja
viscosidad
600 - 700 Claro, de
transparente a
un ligero color
amarillo,
lquido de baja
viscosidad
1100 - 1500
580720
450 - 550
Claro, de
amarillo a caf,
lquido viscoso
Claro, ligero
color amarillo,
lquido de baja
viscosidad
Claro de
transparente a
un ligero color
amarillo,
lquido de baja
viscosidad
POLIURETANO 5
Usos de los Politeres:
Espumas Flexibles. Politeres de peso
molecular entre 1,000 y 8000.
Espumas Semirrgidas. Politeres de peso
molecular de 1000 a 8000, combinado con
politeres de bajo peso molecular.
Espumas Rgidas. Politeres de peso
molecular de 250 a 1000 .
Elastmeros. Politetra'metiln-glicol obtenido
del tetrahidrofurano.
b) Polio/-Polister
t
ste tipo de poliol se obtiene de la reaccin entre
cidos orgnicos, fenoles y alcoholes, . lo que da
lugar a steres que contienen grupos hidroxilo.
Ofrecen la posibilidad de obtener diferentes
proporciones de grupos hidrxido con carboxilos,
de acuerdo al tiempo de reaccin empleado en su
elaboracin.
Presentan menor estabilidad a la hidrlisis, pero
son altamente reactivos, por lo cual son ideales para
piezas elaboradas en molde cerrado, ya que
mejoran las propiedades mecnicas de la espuma.
Las caractersticas fsicas de estos materiales son
las siguientes:
6 CAPITULO XIV
Tabla 14.3 Polio les Tipo Polister.
Cacractersticas de los Polisteres.
CLASE COMPONENTES P.M. VISCOSIDAD APARIENCIA
PROM. @2S"CMPa
1 Acido adpico, 2400 925-1075 Lquido,
Dietilen glicol y moderada-
pequea cantidad mente
de trimetilol- viscoso,
propano ligeramente
coloreado
2 Acido adpico, 1000 570-750 Lquido,
cido ftlico 1-2 moderada-
propilen, glicol y mente
glicerina viscoso,
ligeramente
coloreado
3 Acido adpico, 930 1300-1550 Lquido,
cido ftlico, viscoso,
cido oleico, color .de
trimetilol- amarillo a
propano caf
4 Acido adpico y 2000 500-600 Slido,
etilen glicol color blanco
ceroso
5 Acido adpico y 2750 700-800 Lquido,
dietilen- glicol moderada-
mente
viscoso,
ligeramente
coloreado
6 Acido ftlico, 2450 17000 a Slido,
cido malico y 150C resinoso,
trimetilol- ligeramente
propano coloreado
Los polisteres, de acuerdo a la clase que
pertenecen, se dirigen a un campo de aplicacin
determinado.
Tabla 14.4 Usos de los Polioles-Polisteres de acuerdo a su
Clase.
CLASE APLICACION
Polister Clase 1 Espumas Flexibles
Polister Clase 2 Espumas Semirrgidas
Polister Clase 3 Espumas Rgidas
Polister Clase 4 Elastmeros
Polister Clase 5 y 6 Recubrimientos
De acuerdo a su nmero -OH, se dividen sus
aplicaciones:
Tabla 14.5 Aplicacin de Poliol-Polister de acuerdo a su
Nmero-OH.
NUMERO -OH APLICACION
55 - 60 Espuma Flexible
200 - 390 Espuma Rgida
52 - 58 Espuma Piel Integral y
Elastmeros
Estos dos tipos de polio les pueden
modificacin con isocianatos, ya que si se
combinan polio les con una proporcin mnima de;
isocianato, se obtiene un prepolmero, el cual puede
contener una cantidad determinada de slidos
dispersos como cargas o fibra de vidrio de acuerdo
a su uso.
Este prepolmero cuando se mezcla
isocianato se endurece, y entonces se
conseguir una laca o un adhesivo .
-
-
Tambin el prepolmero se puede mezclar con otro
tipo de monmeros como son:
Estireno - Acrilonitrilo o poliurea, que funcionan
como sustratos en donde va a ser contenido el
poliol y se utilizan para elaborar espumas flexibles
y semirrgidas.
polio les son no txicos, no irritan la piel y los
ojqs, por lo que no se miden los niveles de sus
v,apores en un ambiente de trabajo.
El uso y forma de procesar estos componentes con
se muestra en las siguientes tablas.
Tabla 14.6 Aplicacin y Tipo de Isocianato para
Poliol-Polister.
COMPONENTES DE NUMERO TIPO DE APLICACION
POLIOL -OH ISO CIANATO
,
Agua, Propilen- 28-56 TD! 80/20 Espuma
glic91, Glicerina, Flexible
Trimetilol
TD! 65/35
350-800 MD! Espuma
TD! 80/20 Rgida
28-35 MD! Espuma
Estructural
o Piel
Integral
56-200 TD! 80/20 Elastmero
POLIURETANO 7
Tabla 14.7 Aplicacin y Tipo de Isocianato para
Poliol-Polister.
COMPONENTES NUMERO TIPO DE APLICACION
-OH ISOCIANATO
Acido Adpico, 55 ND! Elastmeros
Acido MD!
Carbnico
Etilen Glicol,
TD!
1-4 Butanodiol,
1-6 Hexanodiol
Acido Adpico, 50-60 TD!,80/20 Espuma
Etilenglicol, TD! 65/35 Flexible
Trimetil-
propano
Acido Adpico 55 MD! Espuma
Dietilen-glicol Rgida y Piel
Integral
Acido Adpic'J, 200-220 TD! 80/20 Espuma
Acido Ftlico, TD! 65/35 Semi-rgida
Dietilen-glicol
1.2.3. ADITIVOS
Aunque para la obtencin de los Poliuretanos
bsicamente se usan dos materias primas, a stos se
les pueden aadir una serie de compuestos
destinados a proporcionar ciertas propiedades
especficas para poder ampliar la gama de
productos; dentro de estos compuestos estn:
Catalizadores
Inhibidores
Ramificadores
Surfactantes
Agentes Espumantes
Antioxidantes
Retardantes a la Flama
Agentes de Curado
Estabilizadores U.V.
Cargas
Pigmentos
8 CAPITULO XIV
a) Catalizadores
El uso de catalizadores en la formacin de
productos de Poliuretano, ha venido a revolucionar
y abrir el campo dentro del comercio industrial,
produciendo actividades ca-catalticas dentro del
proceso de formacin del material. Se caracterizan
por ser aminas inestables que generan radicales
libres como son: Dabco (1,4 Diazo (2,2,2)
biciclo-octano) y Tetrametil butano-diamina
(TMBDA). En ocasiones estos catalizadores al
combinarse, provocan efectos de sinergismo en
algunos aspectos de la reaccin y el producto como:
Formacin de Piel
Fluidez de la Mezcla de Reaccin
Propiedades Finales del Producto
A continuacin se muestra una tabla comparativa
del efecto de la re actividad de los catalizadores si se
combinan.
Tabla 14.8 Sinergismo de Catalizadores.
CATALIZADOR CONCENTRACION REACTIVIDAD
(%) RELATIVA
Sin catalizar 1
TMBDA 0.1 56
DABCO 0.1 130
TMBDA 0.5 160
DBlL 0.1 210
DABCO 0.2 260
DABCO 0.3 330
SnOct 0.1 540
DBlL 0.5 670
DBlL+TMBDA 0.1+0.2 700
SnOct + TMBDA 0.1+0.2 1000
DBlL+DABCO 0.1 + 0.2 1000
SnOct + TMBDA 0.1 + 0.5 1410
SnOct + DABCO 0.2 + 0.5 1510
SnOct 0.3 3500
SnOct + DABCO 0.3 + 0.3 4250
Aplicacin de los Catalizadores
Espumas Flexibles.- Especialmente para las de
curado en fria, se usan aminas terciarias y de estao
como son,TMBDAy DABCO.
Otro catalizador muy reactivo es el bis
(2-dimetilamino etil) ter.
Espumas Rigidas.- Se emplean combinaciones de
aminas terciarias y al.canolaminas como son:
TMBDA y DABCO.
Espumas Semi-rigidas.- Derivados de ammas-
amidas.
Espumas de Piel Integra/.- El dioctoato de estao y
el DBTL.
Elastmeros por Vaciado.- Combinaciones de
ammas con compuestos orgnicos de estao,
plomo, zinc, y calcio. Para los elastmeros de
curado en fro es usado el p-nitrofenolato de sodio.
b) Inhibidores
En el caso de los termoplsticos y espumas
flexibles se necesita tener un control de la reaccin
y evitar un avance elevado de la misma, mientras
que para los termofijos y espumas rigidas, se
requiere que la reaccin dure ms tiempo y as la
reticulacin del producto sea mayor para de
forma, aumentar la fuerza entre las molculas.
Los inhibidores ms usados para estos materiales
son: HCI, cido P-Toluen Sulfnico, y Cloruro de
Benzoilo.
~ ~ ~ ~
Ramificadores
Se encargan de proporcionar suavidad y tersura a la
exterior de las espumas. Conocidos
comnmente como alargadores de cadena, que en el
iso especfico del Poliuretano, el material
es el de las emulsiones, las cuales
p; 9vocan una mezcla estable entre el monmero, el
y el nuevo polmero, evitando la coagulacin
del producto final. Los ms utilizados para estos
alcoholes y ammas pnmanas o
funciones especficas dentro de la
Romper la tensin superficial entre el poliol y
el isocianato para realizar la homogenizacin
de la mezcla.
Proporcionar estabilidad a la espuma en el
momento del crecimiento.
Regular el tamao de la celda y su formacin.
principalmente fenoles, politer-
J.uvQ.<".'v y tierras diatomceas.
celdas dentro de la mezcla reaccionante,
as la espuma. Este efecto puede
por dos formas:
. Es cuando se adicionan
el fren
agentes
Rl1
. e adiciona a la mezcla reaccionante y se
trata de escapar de la misma, por lo que
comenzar a reaccionar el isocianato y el
poliol, el fren Rll trata de salir de la mezcla
do celdas que convierten al producto
una espuma terminada.
POLIURETANO 9
Se emplea principalmente en la elaboracin de
espuma rgida.
Tambin se emplean otro tipo de compuestos
fluorocarbonados, pero desde 1989 existe una
campaa para eliminar el uso de stos y evitar
el dao causado en la capa de ozono.
Actualmente se tratan de emplear otros
agentes espumantes basados en carbono e
hidrgeno.
Qumica. Esta espumacin se basa en
adicionar agua a la mezcla reaccionante con la
que el isocianato acta generando CO
2
.
El C02 al tratar de escapar genera las mismas
celdas que los compuestos fluorocarbonados,
es decir, se obtiene el mismo resultado que
con un agente espumante.
Es necesario mencionar que estos agentes deben
cumpl ir ciertas caractersticas para poder ser
aplicados al Poliuretano, stas son:
Solubles al 100%
Bajo punto de ebullicin
Voltiles
Auto nucleacin
Inertes
Alta estabilidad al medio ambiente
j) Antioxidantes
Este aditivo cumple dos funciones importantes.
Proteger al Poliuretano en el momento de su
elaboracin, donde los efectos de las
reacciones secundarias provocan el
rompimiento de cadenas que produce la
degradacin del material.
1
I
'1
10 CAPITULO XIV
Evitar el deterioro del material durante su
almacenaje o vida til. Estos materiales deben
poseer las siguientes caractersticas:
- Alta estabilidad al calor
- No manchar
- N o desteir
- Alto peso molecular
En ocasiones suelen conferir un olor al polmero,
debido a que son de carcter fenlico y algunos
steres.
g) Retardantes a la Flama
Debido a la alta flamabilidad de los Poliuretanos,
stos requieren de sustancias que inhiban o eviten
totalmente este comportamiento, con propiedades
de:
Sinergismo
Inhibidores de radicales libres
No migracin
No degradacin
Los retardantes ms usados son: fosfatos y
compuestos halogenados.
It) Agentes de Curado
Encargados de producir enlaces dentro de la
cadena, stos presentan propiedades de:
Estabilidad al Calor
Resistencia a medios alcalinos y neutros
Para el Poliuretano se aplican aminas terciarias y
compuestos organomtalicos de estao y zinc.
i) Estabilizadores U. V.
Son compuestos que evitan la degradacin de las
espumas debido a la radiacin de rayos ultravioleta;
-
deben cubrir ciertos reqUisItos para poder ser
aplicados al Poliuretano: "
Baja volatilidad
Resistencia qumica
Ausencia de color
Resistencia a catalizadores
Son compuestos caros y en ocasiones se omite su
uso, los benzotriasoles son los ms utilizados.
j) Cargas
Se utilizan carbonatos, fibra de vidrio, silicatos,
almina hidratada, cargas orgnicas, slica, negro
de humo, aunque de todas stas, las tres primeras
cubren el 80% del consumo total.
Generalmente se usa fibra de vidrio, que en el caso
de la espuma moldeada, el largo de la fibra no debe
exceder de 1.5 mm de longitud, con espesor de 0.1
a 300 micras y, para espuma rgida se aplican
esferas de vidrio de 5 a 300 micras.
k) Pigmentos
Por la accin de la luz ultravioleta el Poliuretano
tiende a degradarse, por 19 que para controlar el
amarillamiento, darle belleza y colorido, el
producto se pigmenta. Esto se lleva a cabo con
pigmentos inorgnicos como: bixido de titanio,
xido de hierro o cromo, sulfuros de cadmio, o
mezclas de xidos, aluminatos de magnesio y negro
de humo.
Estos pigmentos se aplican al poliol formando una
pasta, la cual se incorpora con ms materia prima :
proporcionando as el color elegido.
..
La forma de unir estos aditivos es agregarlos todos ~
al poliol, para que esta mezcla sea un sistema '1
debidamente formulado, al cual lo nico que le ~
haga falta sea adicionarle el isocianato para que ~
reaccIOne. .,. 1
~ ~
.' 'l' .
o ~
~
~ ~ ~ ~ ~ .
.. j
"
1I
1I
I
1.3. CLASIFICACION
Como el Poliuretano se obtiene de isocianatos y
polio les que pueden ser de diferentes tipos con gran
variedad de puntos reactivos, se pueden obtener
materiales termoplsticos y materiales termofijos,
los cuales a su vez pueden formularse con
diferentes aditivos y con ello obtenerse gran
variedad de propiedades que definen la
clasificacin de sus diferentes grados.
{
FLEXIBLE
ESPUMAS RlGlDA {FLEXIBLE TIPO POJETER
RB..INTEGRAL FLEXIBLE TIPO POJESlER
RlGlDA
REZAS SOJDAS
RNlURAS y RECUBRIMIENTOS
All-iESVOS
Figura 14-3 Clasificacin de Poliuretano.
6 .
fA. PRODUCCION
. :Existen dos formas bsicas para producir una gran
de tipos de Poliuretano:
e Mediante el mezclado de los componentes
para producir materiales termofijos.
..
,l.
eJ1 Mediante la unin de los componentes en un
1 reactor para producir materiales
;4(
.'
el primer caso, la mezcla se realiza directamente
ls equipos de transformacin, en una cmara
para este fin (procesamiento discontinuo).
obtener los materiales termoplsticos se
en un reactor, se elimina el agua generada y
ormente se pelletiza el material para
en forma de grnulos. "\
POLIURET ANO 11
Figura 14-4 Produccin de Poliuretano.
2ANALISIS POR TIPO DE
PLASTICO
2.1. ESPUMA FLEXIBLE
2.1.1. PROPIEDADES
Las espumas flexibles se clasifican de acuerdo a las
materias primas con que fueron elaboradas:
e Tipo Politer
e Tipo Polister
Alta Resilencia
a) Tipo Politer
Se elaboran con polio les de valencia dos o tres,
obtenindose productos de celda abierta, dureza
baja, y cubren mayores rangos de densidad.
Se ,obtiene por el procedimiento de "1 paso" y es el
tip'de espumas que ms se utilizan en el mercado.
Son menos reactivas que las espumas tipo polister
y tienen el defecto de que se amarillean.
12 CAPITULO XIV
b) Tipo Polister
Se caracteriza por presentar una alta elongacin,
sus propiedades se pueden modificar de acuerdo al
tipo de materia prima utilizada.
Se obtienen con TDI 80/20 Y la mezcla resultante
es ms reactiva que la del tipo politer.
e) Alta Resilencia
Es mucho ms blanda que una espuma tipo politer,
presenta una velocidad de respuesta a la
compresin de tres a cuatro veces mayor que las
anteriores.
Se obtiene con polisteres que poseen grupos
terminales de xido de etileno, mezclando agua con
R-ll como agente espumante.
Las propiedades de estas espumas se presentan a
continuacin:
kg/cm'
500
400
300
200
D
100
o
ALTA ETER ESTER
RESILENCIA
Figura 14-5 Resistencia a la Tensin de Espumas Flexibles.
kg/cm
2
500
400
300
200
ALTA
RESILENCIA
ETER ESTER
Figura 14-6 Elongacin de Espumas Flexibles.
Tabla 14.9 Caractersticas de Espumas Flexibles.
ESPUMA DENSIDAD RESISTENCIA A LA
Kg/ m
3 COMPRESION AL 40%
kg/cm
2
Politer 36 0.95
Polister 35 lA
Alta Resilencia 34 0.6
Cuando las espumas se comprimen disminuye su
dureza y altura, la cual es proporcional a la
densidad que presenta el material.
Entre ms ligero es el material , hay mayor prdida
en propiedades porque la pieza contiene ms aire: .
Cuando las espumas se comprimen, es posible .
medir el tiempo de respuesta en recuperar su fQJ1Ila
original, es muy importante
comportamiento que presentan cuando se defoF.nan
es el mismo que cuando se deja de aplicar la carga,
ya que pueden existir espumas que no se deforl11
en
.
en gran medida, pero su recuperacin sea
espumas que se deformen en mayor p
pero que recuperan de manera ms
tamao.
-
La diferencia en el comportamiento de la
recuperacin de su forma se presenta en las grficas
siguientes, comparando el ltex con el PVC y con
el poliuretano en una espuma tipo polister, y otra
ripo politer.
CARGA EN
kg/cm'
0.08
0.07
0.06
0.05
0.04
0.03
0.02
0.01
O
0.08
0.07
0.06
0.05
0.04
0.03
0.02
0.01
O
0.08
0.07
0.06
0.05
0.04
0.03
0.02
0.01
o
J
/,:V
V/
.,/
'/'
V/
V/
o 10 20 30 40 50 60
LATE X DEFLEXION EN %
....x--
l--j
V
1,(
./
1/ /
}
V
1/ /
o 10 20 30 40 50 60
PVC FLEXIBLE DEFLEXION EN %
B
AA
/
--
/'
!/
..--""
---
/
/ ./ .",
.. ?
f /
O 10 20 30 40 50 60
ESPUMA DE POLlURETANO DEFLEXION EN %
A) POLlESTER B) POLlETER
14-7 Comportamiento de Materiales Flexibles.
de sus formulaciones se presentan en el
POLIURETANO 13
Cuando se mencIOna el ndice TDI en la
formulacin de una espuma, se refiere a que para
una cantidad determinada de poliol es necesario
agregar una cantidad especfica de isocianato, la
cual haga reaccionar totalmente al polio!.
En el caso de que se agregue la cantidad necesaria,
se dice que se est preparando la espuma con un
ndice TDI 100, pero cuando se agrega una menor
cantidad con el objeto de hacer la espuma ms
blanda, se pueden manejar ndices 85, 90 95 .
Por el contrario, en el caso de formular con ms
isocianato para obtener una espuma flexible con
mayor rigidez, se trabajan ndices TDI 105
hasta 110.
Debe tenerse cuidado en no trabajar ndices muy
altos, porque se pueden desgajar las espumas en el
momento de corte o desmoldeo.
\ '
ct2. J.e () \1
2.1.2. APLICACIONES
Ya que ste es un material blando acolchado, sus
campos de aplicacin se extienden a diversos
grupos de consumo:
Muebles
Colchones
Cojines para muebles
Cuas de cabezales
Asientos y respaldos
Empaque y Embalaje
Aglomerados de espuma para transporte de:
Mquinas de escribir
Equipos de precisin
Piezas de cristal
Computadoras
Televisores
\ \. \
Herramientas !l( j 'f -._ 1
14 CAPITULO XIV
Textiles
Prendas de vestir
Laminados o bondings
- Hombreras, cintas adhesivas
Tiendas de Campaa
Transporte
Asientos
- Respaldos
- Apoyos de cabeza
- Parasoles
Consumo Popular
Cintas adhesivas
Esponjas para bao
Bajo-alfombras antidesI izantes
- Piezas troqueladas
Filtros
2.2. ESPUMA RIGIDA
2.2.1. PROPIEDADES
Para elaborar este tipo de espumas, pueden
emplearse polioles tipo politer o polister, con
funcionalidad mayor de 3 con TDI o MDI, aunque
de preferencia se utiliza MDI.
El Poliol-Polister proporciona mejor estabilidad
trmica y menor combustibilidad en la espuma,
usndose Triclorofluorometano (R-ll) o
Difluorodiclorometano (R-12) como agente
espumante.
Se recom ienda utilizar politer-siloxano, como
surfactante para realizar una mezcla ms
homognea.
Su principal caracterstica es su excelente
aislamiento trmico, como se aprecia en el
siguiente cuadro comparativo, donde para mantener
la misma temperatura en un cuarto se requieren
diferentes espesores de material.
ESPESOR (mm)
100
90
80
70
60
50
40
30
20
10
O+-L="'-'-of-L.'
CONDUCTIVIDAD TERMICA W/mk
0.06
Figura 14-8 Conductividad Trmica de Diferentes
Materiales.
El poder aislante que se alcanza en una espuma es
graCIas al Triclorofluorometano, ya que
comparando su poder aislante con el aire o el CO2
se obtendran los siguientes datos:
Tabla 14.10 Conductividad Trmica de Diferentes Gases.
GAS CONDUCTIVIDAD
TERMICA (W/m/K)
Aire 0.024
C02
0.015
CCI3F
0.008
Es por esta razn que los
empleaban como agentes espumantes, sin
,.
-
hoy en da con la intencin de no emplearlos se
perdido gran parte de esta cualidad aislante.
-
2.2.2. APLICACIONES
Sls caractersticas de aislamiento trmico hacen
que se utilicen en:
Construccin
Aislamiento trmico de paredes
- Aislamiento trmico de techos
Paredes de hormign ligero
- Pinturas anticorrosivas
Ventanas
Juntas
Embalaje
.' Transporte de equipo pesado
"2.3. ESPUMA PIEL INTEGRAL
Las espumas de piel integral pueden dividirse en:
Flexibles Tipo Politer
. Flexibles Tipo Polister
'"
principal razn de que se llamen espumas de
I integral es la estructura de sus celdas en la
final, en donde el centro presenta un tamao
celda y ste se va reduciendo conforme se acerca
. paredes del molde, de tal suerte que la pieza
presenta en su acabado ninguna celda, en lugar
, sto presenta un terminado totalmente slido y
,su' interior existe la estructura de una espuma
le proporciona la resistencia mecnica y
amiento necesario para el funcionamiento
de la pieza,
,espumas se formulan de manera semejante a
as convencionales flexibles y rgidas, slo
' ,I11'odifica su procesamiento, que consiste
en un moldeo en caliente donde la
,de alimentar la mezcla reaccionante y la
POLIURETANO 15
temperatura del molde confieren al producto el
acabado deseado.
De este tipo de necesidades surgi el procesamiento
por Reaccin-Inyeccin en el Molde (RIM por sus
siglas en ingls), y es la forma principal de procesar
espumas tipo piel integral, siendo las ms comunes
las flexibles.
2.3.1. PROPIEDADES DE ESPUMAS
FLEXIBLES PIEL INTEGRAL
TIPO POLIETER
Son espumas de celda abierta en su mayora,
presentan baja densidad, Se formulan
principalmente con MDI aunque tambin se pueden
emplear TDI e IPDI para evitar el amarillamiento, y
Polisteres de peso molecular entre 2,000 y
8,000 g/gmo\.
Para proporcionar rigidez a la estructura se emplean
entrecruzadores de cadena, como el etiln glicol
1,4 butanodiol o la tri etanol amina.
2.3.2. PROPIEDADES DE ESPUMAS
FLEXIBLES PIEL INTEGRAL
TIPO POLIESTER
Se formulan a base de MDI y Polisteres
elaborados a base de cido adpico y glicoles como
el 1,4 butanodiol o el dietilen glico\.
Se emplean como catalizador el 1,4 diazo biciclo
octano y silicones como emulsificador.
Se obtienen densidades hasta de 900 kg/m
3
en la
corteza de la pieza final y de 450 kg/m
3
en el
corazn.
Los productos obtenidos presentan mayor
resistencia a la abrasin, poder antiderrapante y
resistencia a grasas e hidrocarburos, que las del tipo
politer.
1 6 CAPITULO XIV
De acuerdo a la densidad y propiedades de estas
espumas flexibles, se emplean en las siguientes
aplicaciones:
a)
b)
c)
d)
Espumas baja densidad y elsticas (200
a 300 Para asientos de bicicletas y
partes interiores de automvil.
Espumas de media densidad (400 a
3
600 kg/m ). Para suelas de zapatos.
Espumas de alta densidad y tenacidad
elstica (700 a 1,000 kg/m\ Son llamadas
elastmeros microcelulares y se utilizan
para partes exteriores de automviles.
Poliuretanos slidos (densidad aproximada
de 1,100 kg/m\ Tambin son empleados
para partes exteriores de automviles.
Las propiedades mecnicas de este tipo de espumas
piel integral, se muestran en la siguiente tabla.
Tabla 14.11 Propiedades de Espumas Piel Integral.
CORAZONDE UNIDADES TIPO DE ESPUMA
LA ESPUMA
Densidad
3
120 130 175
Kg/m
Resistencia a la Kg/cm
2
2.70 4.00 5.00
Tensin
Elongacin % 220 120 125
Compresin al 40% Kg/cm
2
1.4 3.5 5.0
PIEL DE LA
ESPUMA
Resistencia a la Kg/cm
2
17 22 35
Tensin
ElongaCin % 220 120 120
Cuando este tipo de formulaciones se procesan
mediante RIM, se obtienen los siguientes
resultados:
Tabla 14.12 Propiedades de Espumas Piel Integral
Procesados por RIM.
PROPIEDADES UNIDADES TIPO DE MATERIAL
Densidad
3
1,050 1,100
Kg/m
Resistencia a la Kg/cm
2
170 350
Tensin
Elongacin % 380 300
Dureza Shore D 39 64
Mdulo de Kg/cm
2
Elasticidad
-30C
3000 14,000
+20
o
C
900 6,000
+65
0
C
600 3,600
2.3.3. PROPIEDADES DE ESPUMAS
RIGIDAS PIEL INTEGRAL
1,1 50
700
11
83
---
---
---
Se emplea poliol tipo politer y como isocianato
MDI, el agente espuman te es R 11 pero se puede
sustituir en un 40% por Cloruro de Metileno o
Tricloro Fluroetileno.
Este tipo de espumas tambin presentan poder
aislante, resistencia qumica a la intemperie y una
gran resistencia al impacto.
Se pueden reforzar con carbonato de calcio, fibra
de vidrio o mica, se emplean en perfiles de
cancelera, gabinetes de aparatos elctricos o
electrnicos y armarios.
En caso de requerirse uniones, se pueden pegar con
adhesivos base Poliuretano o Epoxi.
-
"!
I
Las espumas rgidas de piel integral presentan bajas
elongaciones Y sus propiedades dependen de su
ensidad como se muestra en la Tabla 14.13 .
Tabla 14.13 Propiedades de Espumas Rgidas Piel Integral.
PROPIEDADES DENSIDAD (Kg/m
3
)
400 600
I Resistencia a la
80 180
Tensin (kg/cm
2
)
Elongacin (%) 7 7
I
_.3.4. APLICACIONES
u mayor campo est en la industria automotriz:
Automotriz
- Revestimiento interior del techo
- Tableros de instrumentos
- Protecciones laterales
- Palancas de velocidades
- Asientos de nios
- Salpicaderas
Asientos
- Defensas
Parrillas
. Calzado
- Tacos para suelas deport ivas
- Suelas de zapatos de ftbol
- Cascos de botas para esqu
Tacones de zapatos
- Botas de hockey
- Plantillas
POLIURETANO 17
2.4.POLIURETANO
TERMOPLASTICO
2.4.1. PROPIEDADES
El Poliuretano Termoplstico posee caractersticas
elastomricas, ya que presenta elevada resistencia
qumica a temperaturas extremas (altas y bajas), as
como excelente elasticidad con la ventaja de
procesarse por mtodos convencionales como son:
inyeccin, extrusin y soplado.
Se prepara con MDI y en algunos casos con HDI e
IPDI para elaborar productos ms estables. Como
polioles se utilizan del tipo Politer y Polister, y
como ramificadores de cadena el 1,4 butanodiol y
el 1,6 hexanodiol.
Se puede mezclar con PVC para conferirle
resistencia mecnica a bajas temperaturas,
resistencia a la abrasin y a los hidrocarburos, no es
compatible con el Polietileno y Polipropileno pero
s con el acetal, impartiendo mayor resistencia al
impacto.
Adicin de Colorantes:
Los colorantes pueden ser pigmentos
orgnicos e inorgnicos, que se mezclan con
los grnulos de TPU.
.'. . Presentan ventaja los concentrados de color en
forma de grnulos basados en TPU.
Los pellets de color de Poliestireno son los
menos adecuados.
Los pellets de color de Polietileno y PVC no
son compatibles con el TPU.
/ . La cantidad de colorantes vara de acuerdo a:
Grnulos de color: 1 a 4%
- Pasta de color: 0.5 a 1 %
- Pigmentos: 0.2 a 0.5%
Con estos niveles y unlf buena plastificacin
en el husillo se obtienen piezas con color
homogneo.
18 CAPITULO XIV
2.4.2. APLICACIONES
Automotriz
- Defensas para autos
- Contenedores y juntas
- Cableado elctrico
Elctrico-Electrnico
- Cableado y recubrimiento
- Tubera de conduccin
Maquinaria
- Cadenas y bandas de engranes
- Elementos mecnicos en cosechadoras
Laminacin
- Contenedores de suero
Charolas de consumo
Mandiles
- Pelcula de alto esfuerzo
- Cribas
- Filtros de Separacin
3 PROCESOS DE
TRANSFORMACION
El Poliuretano se transforma en su condicin de
termofijo en el momento en que se prepara el
sistema, es decir, cuando se formula la preparacin
deseada se introducen todos los aditivos en el poliol
y se inicia la reaccin.
Por tal razn, en el momento de agregar el
isocianato se inicia el procesamiento y lo que se
moldea es la mezcla reaccionante.
La forma en que se procesa el Poliuretano es la
siguiente:
Espuma Flexible
En Bloques
* Continua
* Discontinua
Moldeada
. * En Caliente
* En Fro
Espuma Rgida
- Bloques
* Discontinuos
- Pneles
* Continuo
* Discontinuo
- Cavidades
- Tubera
Espuma Piel Integral
- RIM
Piezas Slidas
- Curado en Caliente
- Curado en Fro
Poliuretano Termoplstico
- Extrusin
- Inyeccin
- Vaciado
-
1
!
3.1. ESPUMA FLEXIBLE
"r-'
3.1.1. EN BLOQUES
a) Continua
t:
. " Se recomienda para altas producciones de espuma,
, ya que se pueden obtener bloques desde 160 hasta
- 220 cm de ancho por 180 cm de alto.
' .Consiste en mezclar el sistema mediante una
I mquina de baja presin donde la mezcla
.reaccionante es vaciada sobre una banda de papel
siliconado. Esta banda se recorre junto con dos
paredes laterales de papel, tal como se muestra en
la Figura 14-9.
14-9 Lnea para Fabricacin de Espuma de PUR en
Bloque Continuo.
zona cercana al vaciado de la mezcla se
la reaccin del Poliuretano, presentando tres
de espumacin:
POLIURETANO 19
Figura 14-10 Etapas de Espumacin de Espuma Flexible.
El proceso comienza en la cmara de mezclado
donde reaccionan los dos componentes, razn por
la cual, el equipo se destina a un uso continuo ya
que en el momento de parar la mezcla reaccionante
se adhiere a la cmara de mezclado requiriendo de
un lavado con cloruro de metileno y aire.
Esta cmara de mezclado requiere de un agitador
como se muestra en la Figura-14-11.
AGITADOR
CAMBIADOR DE
MEZCLADO
MOTOR
COPLE
CAMARADE
LUBRICACION
SELLO
DI-VERTEDOR
Figura 14-11 Agitador de Cmara de Mezclado.
20 CAPITULO XIV
COMPONENTE A
( POLIOL)
I
VALVULA DE
TRESVIAS
AIRE
COMPONENTE B
LIQUIDO ( ISOCIANATO)
DE LAVADO
/'
CABEZAL
MEZCLADOR
Figura 14-12 Instalacin de Tanques y Cmara de
Mezclado.
Las caractersticas de la maquinaria y las
condiciones de operacin para la produccin de la
espuma por el proceso mencionado se muestran a
continuacin.
Tabla 14.14 Caractersticas de la Maquinaria.
Bomba
Mezclador:
Velocidad
Volumen (capacidad)
De Engranes
12,000 - 20,000 rpm
3
30 cm /s
Tabla 14.15 Condiciones de Operacin.
Presin
Carga
Capacidad Recomendada
Cabezal
Tiempo de Crecimiento
Tiempo de Curado
2
20 Kg/cm
No Manejar Cargas Slidas
3 - 10 l/min
No Fijar Molde
60 - 120 s
12 h
Cuando se requIere realizar bloques continuos
circulares, es decir cilndricos, la variante se
presenta en el papel siliconado, el cual estar
enrollado para proporcionar la forma requerida.
CABEZAL DE
MEZCLA
ESPUMA
Figura 14-13 Fabricacin de Bloque Continuo Circular.
Una vez terminado el crecimiento del bloque, ste
se sigue transportando hasta que quede totalmente
fro, ya que la reaccin entre el poliol y el
isocianato es exotrmica generando calor que es
proporcional a la mezcla reaccionante; en ocasiones
se generan temperaturas de 140 a 170C en el
centro del bloque, lo cual impide el inmediato
almacenaje de los bloques despus de haber sido
transformados.
El comportamiento de una espuma que oscila entre
21 y 22 kg/cm
3
de densidad, con respecto al tiempo
de transformacin y variando el ndice de TDI se
muestra a continuacin:
-
180
rp
,- ,-
'-
-r--..
, - 82
160
r--:
-83
81
140
DENSIDAD: 21 A 22 kglm'
(1.3 A 1.4 pcf)
120
100
80
mino
o 20 40 60 80 100 120 140 160 180
TIEMPO
INDICETDI
81=105 82=110 83=120
14-14 Influencia del TDI en el Comportamiento de
la Espuma.
los bloques de espuma se cortan y se
a un rea de curado cinco minutos
su espumacin, dentro de la
aproximadamente 12 hrs,
sus propiedades definitivas.
este periodo, el bixido de carbono
.UllJ.lCI.UIV es reemplazado por aire, que al llegar al
de la espuma, presenta condiciones de bajo
,nvu,,,<v de poliol y alto contenido de isocianato y
puede ocasionar la autoignicin de ste.
cin discontinua se realiza en cajones que
ser de madera, metal o papel.
en un equipo con dos alimentaciones
pV"U""'II.<O:> . las cuales tienen como destino final
de mezclado en el que se encuentra
que agitar la mezcla reaccionante.
iente consta de una tapa inferior movible
su retiro al finalizar la agitacin y
el vaciado de la mezcla en los cajones, los
dejan en reposo hasta el curado de la
. ,.deslizando posteriormente las paredes de
os para la extraccin del bloque.
POLIURETANO 21
Al cabo de este curado, y una vez desIDoldado el
bloque, se lleva a una zona de postcurado donde
adquiere sus propiedades finales .
Este proceso se recomienda para producciones
menores a 800 ton/ao y se aplica para espumas
tipo politer y de alta resilencia, ya que en el caso
de las espumas tipo polister, por su alta
vi scosidad, no se pueden procesar por ste mtodo.
Las condiciones de operacin y caractersticas del
equipo se presentan a continuacin.
Tabla 14.16 Condiciones de Operacin.
Temperaturas:
Poliol
21 - 24C
Di-isocianato 21 - 24C
Molde
45 - 50C
Tiempos de Reaccin:
Cremado 7 - 13 s
Elevacin o Crecimiento 45 - 75 s
Libre al Tacto 45 - 75 s
Molde 10 - 15 min
El diagrama del equipo se muestra a continuacin:
CAJA DE
ESPUMADO
BLOQUE DE
ESPUMA TERMINADO
MEZCLADOR
DE CARGA
MATERIA
PRIMA
Figura 14-15 Equipo para Fabricacin de Bloque
Discontinuo.
22 CAPITULO XIV
Al igual que en el mtodo continuo, tambin se
pueden obtener bloques circulares con el corte del
bloque rectangular previamente obtenido.
REDONDEADO CORTE EN LAMINA
Figura 14-16 Fabricacin de Espuma Circular.
Este mtodo se aplica tambin para la obtencin de
Poliuretano laminado o espuma flexible laminada,
donde el laminado se une a un textil. El proceso a
seguir es el mostrado en la Figura 14-17.
ESPUMADO EN LAMINA
TAMBOR DE
ENFRIAMIENTO
QUEMADOR
Figura 14-17 Laminado de Espuma Flexible.
En el caso de requerir cortes ms sofisticados, stos
se pueden realizar con alambre caliente, el cual
copia figuras y esquemas ya definidos.
ALAMBRE
W
ALlENTE
ESPUMA
..
t. :,; 1.:," ',\r; .'It:. :
, ."
Figura 14-18 Corte de Espuma.
SIERRA
CINTA
......
ESPUMA
Figura 14-19 Corte de Espuma.
ALAMBRE
CALIENTE
ESPUMA
En ocasiones durante el corte de la espuma, se usa
una rueda pulidora con el fin de obtener un acabado
mejor logrndose obtener lados y perfiles muy
sofisticados.
Figura 14-20 Redondeado de Espuma con Pulidora.
Cuando estos cortes son complicados y continuos
se pueden realizar mediante engranes y
cuchilla.
CUCHILLA
LAMINA
ESPUMA A
PROCESAR
Figura 14-21 Corte de Espuma con Engranes.
En ocasiones, los textiles que se desean acoj"
pueden ser procesados mediante
lo que se opta en darles el soporte .
aspersin, al dejar caer la mezcla
sobre el textil y dejar la espumacin libre.
-
1.2. MOLDEADO
tipo de productos se pueden obtener con
de alta o baja presin, con la nica
de que no se trabajan materiales muy
. Para el procesamiento de este tipo de espuma se
utilizan mezclas de poliol-politer, con pesos
ril6leculares entre 3,000 y 5,000 g/gmol, TDI 80/20
. ',Q . .ID! 65/35 que poseen funcionalidad de tres.
r, r"
;"':
Las caractersticas de la maquinaria y condiciones
. ,
. ,;de operacin se muestran a continuacin.
~ b l a 14.1 7 Caractersticas de la Maquinaria.
Bombas De Pistn
Presin Elevada
Tabla 14.18 Condiciones de Operacin.
Volumen 6 - 15 l/min
Temperatura de:
Horno
250 oC
Molde 30 - 65 oC
Mezcla Reaccionante 20 - 24 oC
Tiempo Total del Ciclo 20 - 30min
Presin de Operacin
2
200 Kg/cm
proceso consiste en calentar un horno a 250C,
el que se coloca un molde de aluminio que
del tiempo necesario (depende del tamao
espesor del mismo) alcanza una temperatura de
O a 40 oC.
sistema reaccionante se vaca en el molde y
ente se introduce nuevamente al horno
la espuma adquiere todas sus
POLIURETANO 23
La forma ms adecuada de obtener la temperatura
del sistema, es mediante el uso de un grfico como
el que se muestra a continuacin, donde se
esquematiza una lnea de produccin para este
mtodo:
200
180
160
140
120
100
80
60
40
20
O
'C
V
/
///
I!J
a
J-
b
,/" e
"-
~
?
d
-
1-
.......
k:::::
:::::. f-
~
;::;;;" r-
.-:
O 1 2 3 4 5 6 7 8 9 10 11 12 min
a) Temperatura del Horno
b) Centro Espuma
e) Pared Interior del Molde
d) Interior del Molde
Figura 14-22 Comportamiento de Espuma Flexible en
Funcin del Tiempo
Figura 14-23 Ciclo de Produccin de Espuma Moldeada en
Caliente.
Curado en Caliente
El proceso involucra una serie de pasos (Ver
Fig 14-23):
la En la cinta de produccin, se lleva a cabo
el vaciado del material a espumar dentro
de un molde preparado con anterioridad.
.,
li
,1
.,
11
t1\
24 CAPITULO XIV
lb
lc
2
3a
La mezcla reaccionante es distribuida a lo
largo del molde abierto como si fuera Iodo.
Una vez lleno el molde, ste se sella
fuertemente.
Durante el crecimiento de la espuma se
transporta la mezcla a un horno de curado
con una temperatura de 120 Oc.
Una vez realizado el curado de la espuma,
el molde caliente se transporta fuera del
horno para remover la pieza espumada.
3b La pieza espumada se remueve
manualmente en el molde abierto.
3c y Una vez limpio el molde, se prepara
3d nuevamente con agentes desmoldantes
mediante el espreado de cera en una base
acuosa.
b) En Fro
En este proceso se usan polioles tipo politer de
funcionalidad tres con peso molecular de 4,800 a
6,500 g/ gmol que reacciona con TDI 60/20 o TDI
65/35 yen su defecto con MDI.
Este proceso, al igual que el anterior, involucra el
calentamiento previo del molde en el cual
posteriormente se realiza el vaciado de la mezcla;
una vez cerrado el molde, ste queda al medio
ambiente para que, despus de que se extrae la
pieza, se lleve a una cmara de post-curado con el
fin de adquirir sus propiedades finales.
Las caractersticas, condiciones y lnea de
produccin se muestran a continuacin:
Tabla 14.19 Caractersticas de la Maquinaria.
Bombas De Pistn
Presin Elevada
Tabla 14.20 Condiciones de Operacin.
Temperatura de:
Horno
Molde
Mezcla Reaccionante
Tiempo Total del Ciclo
Presin de Operacin
Tiempo de Postcurado
250 Oc
30 - 65 Oc
20 - 24 Oc
10 min
[00 Kg/cm
2
4 - 7 hr
Figura 14-24 Ciclo de Produccin de Espuma Moldeada en
Fro.
Curado en Fro
2
3
4
5
6
7
El molde es preparado mediante la apJ'
de una capa espreada de agente desmo
el cual es una solucin de cera en un sol
orgnico.
Entrada del molde a la lnea de produccin.
El molde se llena con la mezcla
y se tapa.
Curado de la pieza.
El molde es destapado.
La pIeza espumada se
mecnicamente o manualmente.
El molde se limpia mediante presin de
-
.. Fabricacin de Espuma con Diferentes Densidades
.- Con ste mtodo se tiene la ventaja de elaborar
. piezas con combinacin de densidades gracias a la
.. mquina de alta presin, la cual posee un cabezal
que se acopla al molde. Estas piezas pueden ser
elaboradas mediante dos mtodos.
Moldes Mltiples
Cabezales Movibles
des Mltiples.- Consiste en vacIar la mezcla
cionante en una de las cavidades del molde,
vez curada la seccin, se remueve una parte del
con el fin de vaciar otra capa de material.
. operacin es repetida las veces que sea
necesario de acuerdo a la pieza final que se desee
. El mtodo se describe a continuacin:
TAPA PRIMARIA
14-25 Elaboracin de Piezas con Diferente
Densidad. Sistema A: Mayor Densidad.
Sistema B: Menor Dellsidad.
Movibles.- En este proceso se tiene
ente un molde con una sola cavidad, y
alimentadores de diversos sistemas de
con propiedades diferentes entre s.
POLIURETANO 25
En el caso de la produccin de un asiento para
automvil, se realiza en primera instancia el
vaciado de un sistema que produce una espuma de
baja densidad en el centro del molde,
posteriormente, mediante dos cabezales
independientes se lleva a cabo el vaciado de otro
sistema que genera una espuma con una densidad
mayor a la del primer sistema. Estos productos al
crecer se unen entre s, formando una pieza slida
sin la necesidad de adhesivos para las uniones.
3.2. ESPUMA RIGIDA
Como se mencion, al igual que las espumas
flexibles, la transfonnacin de este tipo de espumas
se encuentra determinado por el proceso de la
mIsma.
3.2.1. BLOQUES DISCONTINUOS
Procedimiento similar a la produccin de espuma
flexible por el mtodo del mismo nombre.
3.2.2. PANELES
a) Continuo
En este proceso el material se coloca sobre la lnea
de la mquina con el propsito de formar dos
paredes con una parte hueca entre ellas, donde se
vaciar la mezcla reaccionante; una vez iniciado el
crecimiento de la espuma, las paredes fonnadas se
sujetan por una prensa y una banda transportadora,
que se encargarn de controlar la altura y el espesor
de la espuma.
Estas lneas de trabajo deben ser lo suficientemente
grandes para sujetar la pared hasta que la espuma
termine su curado, posteriormente, se lleva al corte
de la pared y finalmente se traslada para su
almacenaje.
26 CAPITULO XIV
Como material de pared suele utilizarse papel kraft,
papel siliconado, asbesto, lmina de aluminio,
variando su espesor de 10 a 200 )..lm. El esquema
del proceso se muestra a continuacin:
ALIMENTADOR
ROLLO DE
CORRUGADO
BOBINAS
MEZCLADOR
ALIMENTADOR
DOBLADO
DE PAPEL
CALENTADORA
DOBLADO
DE PAPEL
CABEZAL DE
MEZCLADO
ENFRIAMIENTO
Figura 14-26 Fabricacin de Pneles.
b) Discontinuo
CORTE
LONGITUDINAL
CORTE
TRANSVERSAL
Utilizado para producciones pequeas y piezas de
dimensiones variadas, el proceso discontinuo
utiliza paredes de madera, PVC, ABS o metal.
La variante de este proceso es la aplicacin de
adhesivos, con la facilidad de poder elaborar
bloques y piezas de varias capas, con la restriccin
de que no excedan de 20 a 25 cm por capa para
evitar problemas en sus propiedades mecnicas.
Tambin se puede llevar a cabo la formacin de
pneles con carga, utilizados en construccin de
paredes falsas.
3.2.3. CA VIDADES
Proceso aplicado comnmente para la fabricacin
de refrigeradores domsticos e industriales;
actualmente es usado en el relleno de espacios
huecos de automviles con el fin de proporcionar
aislamiento acstico.
Los flujos de proceso manejados son altos para
poder llenar la cavidad en un lapso de 5 a 10 seg. y
as evitar la formacin y separacin de capas, lo
cual proporcionara pobres propiedades mecnicas.
3.2.4. TUBERIA
Proceso que involucra la formacin de una capa
aislante alrededor de una tubera, que a su vez
puede ser protegida con Polietileno, Polipropileno,
PVC o asbesto.
La manufactura de este tipo de protecciones se
realiza en tres formas bsicas:
Vaciado
Arroyo
Aspersin
a) Vaciado
La mezcla reaccionante proveniente de una
mquina de baja presin, se vaca dentro de dos
tubos concntricos, de tal manera que uno soporte
la espuma y otro la proteja.
CAMISA INTERIOR
CAMISA
EXTERIOR
MEZCLA DE REACCION
CABEZAL
DE MEZCLA
Figura 14-27 Elaboracin de Tubera por Vaciado.
-
Dentro de este mtodo aparecen dos variantes:
Colocar una banda de papel sobre la que se
soporta la espuma y sta a su vez insertarla
dentro de un tubo formado tambin de papel,
de manera que se forme el eje de la tubera a
proteger.
14-28 Elaboracin deTubera por Arroyo.
. . La otra forma es cuando el papel se disea con
la forma de la tubera a recubrir; la espuma se
le deja caer sobre el papel y de esta forma se
producirn medias caas que sirven para la
proteccin de la tubera.
este mtodo la boquilla de la mquina se coloca
la tubera, la cual gira hasta depositar sobre
la varias capas de material.
CABEZAL
DE ESPREADO
-----
14-29 Elaboracin de Tubera por Aspersin.
TUBO
\
POLIURETANO 27
Tambin se aplica en la elaboracin de
recubrimientos sobre estructuras de madera, metal
o sobre techos, proporcionando un gran aislamiento
trmico a la instalacin.
3.3. ESPUMA PIEL INTEGRAL
Generalmente las espumas de Poliuretano haban
sido utilizadas para acojinamientos, donde la
espuma se encontraba cubierta con tela, pelcula o
lmina de otro material, debido a la necesidad de
una superficie slida con mejor acabado, lo cual
involucraba un costo mayor debido al uso de dos o
ms materiales para una sola pieza.
Por esta razn se desarrollaron las espumas de piel
integral , las cuales presentan una parte espumada
central y una piel slida en la superficie del
material, presentndose flexible o rgida.
Este producto se logr con condiciones especiales
en el proceso, aunadas a tcnicas de medicin y
mezclado donde se manejan grandes cantidades de
material, tiempos cortos de moldeo y un llenado de
molde en flujo laminar. El proceso es llamado RIM
o Moldeo por Reaccin-Inyeccin (Reaction
Injection Molding).
Las condiciones de operacin y caractersticas se
presentan a continuacin:
Tabla 14.21 Caractersticas de la Maquinaria.
Volumen Tanques 20 - 500 lts
Bombas De Alta Presin
Molde: Aluminio Forjado
Aleaciones de Plomo
Epoxi y Madera
28 CAPITULO XIV
Tabla 14.22 Condiciones de Operacin.
Flujo Laminar
Velocidad de Flujo 1.5 m/seg
Espesor de Flujo 2mm
Viscosidad de la Mezcla 200 - 2,000 cp
Temperatura de Tanques
30 - 35 Oc
Presin de Cmara
2
103 - 200 Kg/cm
Mezcladora
Presin de Inyeccin
2
Hasta 8 Kg/cm
Presin de Cierre
2
10 Kg/cm
El diagrama esquematizado del proceso se presenta
a continuacin.
MEZCLADO
BOMBA
A BAJA PRESION
BOMBA
A BAJA PRESION
Figura 14-30 Fabricacin de Espuma Piel Integral.
Tambin se puede trabajar con fibra de vidrio para
incrementar:
Mdulo de Flexin
Resistencia al Impacto
Estabilidad Dimensional
Resistencia Trmica
-
3.4. PIEZAS SOLIDAS
3.4.1. CURADO EN CALIENTE
Proceso en el cual se manejan polioles de tipo
polister, los cuales es necesario secar a una
temperatura de lOOoe, durante 3 a 4 hr para evitar
la formacin de burbujas en la pieza.
Una vez secos, se depositan en una olla de
prepolimerizacin acompaados de silicatos de
sodio y zeolitas, con el fin de formar un
prepolmero, al cual se le adiciona en exceso el
isocianato.
La mquina utilizada es un aparato de doble
reaccin, donde se obtienen prepolmeros y
polmeros con alto contenido de monmero de
poliol o isocianato, dependiendo del producto a
obtener.
Figura 14-31 Fabricacill de Piezas Slidas de PURo
3.4.2. CURADO EN FRIO
El procedimiento es igual al caso de la espuma
moldeada, donde se trabajan prepolmeros de poliol .
en base politer, los cuales se cargan en pequeos
lotes. La diferencia es que no reciben un
calentamiento posterior.
J
1
1
J
3.5. POLIURETANO
TERMOPLASTICO
Los Poliuretanos, en sus inicios, se enfocaron hacia
',i el mundo de los termofIjos, pero en los aos 70's se
:desarroll el Poliuretano termoplstico, el cual, al
'. : igual que los dems termoplsticos se puede
, , extrur, inyectar, vaciar y soplar.
.,
.
5.1. EXTRUSION
para obtener perfIles, tubos,
. ientos para cable y pelculas, empleados
la industria por su elevada resistencia mecnica
'elongacin, adems de soportar elevadas y bajas
utilizado debe cumplir el requisito de
exceder durezas Shore A 92, ya que es la
. . in ptima de extrusin.
DOSIFICACION COMPRESION Al.lMENTACION
COMPRES ION 3:1
14-32 Husillo para Extruir PURo
4.23 Caractersticas de la Maquinaria.
3 zonas
20:1-25:1
"""" . ,W'Vll de Compresin 2.5:1 - 3.5:1
9Qmm
80 - 120
15 - 45
POLIURETANO 29
Tabla 14.24 Condiciones de Operacin.
Secado
60 - 70 Oc
Humedad Mxima < 0.1 %
Tem peratura:
Zona Alimentacin
175-195
0
C
Zona Compresin
185-205
0
C
Zona Dosificacin
200 - 215 Oc
Dado
190 - 200 oC
Zona de Acoplamiento
185 - 195 Oc
El producto extrudo se puede enfriar directamente
en un bao de agua o aspersando agua sobre el
mismo, en ocasiones combinando los dos sistemas
para alcanzar el enfriamiento deseado.
Cuando se fabrica pelcula de Poliuretano
termoplstico, se obtienen espesores desde
0.03 mm hasta 0.3 mm; cuando se obtienen por
extrusin tubular, el enfriamiento se realiza
mediante potentes anillos de enfriamiento debido a
que el material conserva el calor y es necesario
eliminarlo en el menor tiempo posible. Por lo
anterior, en el caso de fabricar lmina por dado
plano, los rodillos de enfriamiento se encuentran de
3 a SOC para alcanzar el enfriamiento deseado.
3.5.2. INYECCION
Este proceso se emplea para fabricar desde piezas
de precisin, con peso menor a un gramo hasta
piezas con peso superior a 10 kg, dirigidos a la
industria automotriz.
a) Caractersticas de la Maquinaria
Husillo
1>\',smS c,\>\', UD 1(\.\ \ 1S. \ , 'j
relacin de compresin de 2:1 a 2.5:1, con paso
constante y que presenten la siguiente distribucin
de zonas.
30 CAPITULO XIV
PUNTA DE HUSILLO
DOSlflCACION f40, COMPREStoH (liD}
2.75 rnmPROFUND. COMP. 1:2
ALlMENTACION (70)
5.5 mm PROFUND.
Figura 14-33 Husillo para Inyeccin de PURo
Se recomienda tener cuidado en la velocidad
aplicada de husillo para obtener el torque necesario,
que plastifique el material sin llegar a degradarlo.
La velocidad que se recomienda para los diferentes
tamaos de husillo se muestra a continuacin.
Tabla 14.25 Velocidad Recomendada para cada Husillo.
Dimetro de
Husillo (mm)
Velocidad de
Husillo (rpm)
30 40 60
190 140 95
b) Condiciones de Operacin
Perfil de Temperaturas
90 120 150
65 50 40
Se recomienda que el equipo posea de tres a cuatro
zonas de calentamiento y la zona inferior de la
tolva se encuentre enfriada para evitar
aglomeraciones de material que interfieran con el
procesamiento del mismo.
De acuerdo a la dureza del material se manejan
diferentes perfiles de temperatura, es importante
conocer la temperatura de masa fundida deseada y
nicamente distribuir el perfil de temperaturas
adecuado en las zonas correspondientes al equipo.
Tabla 14.26 Perfil de Temperatura de acuerdo a la Dureza.
DUREZA DEL MATERIAL TEMPERA TURA DEL
SHORE A SHORE D MATERIAL FUNDIDO
Oc
75 - 90 28 - 40 180-210
90 - 95 40 - 52 190-225
>95 >55 210 - 245
Para alcanzar una temperatura de masa fundida de
190
0
C se puede manejar el siguiente perfil:
Tabla 14.27 Perfil para obtener Temperatura de Masa
Fundida de 190 Oc.
ZONA
TEMPERA TURA Oc
Alimentacin 190
Compresin 215
Dosificacin 205
Boquilla 195
Se recomienda que el molde se encuentre a 20
para piezas de paredes delgadas. Es
que el molde se encuentre a 5 oC para
enfriamiento de piezas gruesas.
Presiones
Como el material en estado fundido
viscosidad muy baja, facilita su
slo se requieren presiones de 300 a 1,000
(4,500 a 12,000 psi), para alcanzar el llenado.
del molde.
-
Se recomienda que presente una conicidad mayor
de lo normal (6 a 8), para alimentar el material
, rpidamente, y que sea lo ms corto posible para
,:: agilizar el ciclo de moldeo.
.
; Desmoldeo
r ..,
"Se debe poner especial cuidado en el desmoldeo de
i ~ l a pieza, donde cada tipo de material de acuerdo a
.BU dureza presenta diferentes niveles de
'. contraccin, factor que se debe considerar para
disear el molde correctamente .
. En la figura siguiente se muestran los niveles de
:contraccin de diferentes materiales.
mm
~ - - - ~ - - - - - - ~ - - - - - - ~ - - - - %
0.2 0.4 0.6 0.8 1.2 1.4 1.6 1.8 2
ENCOGIMIENTO
o 78092
_ 92098
14-34 Contraccin de PUR COII diferelltes Durezas.
de Inyeccin
los puntos de inyeccin de
o diafragma, pero es necesario que la seccin
corresponda al espesor de pared de la
para facilitar el moldeo.
POLIURETANO 31
Tambin en casos especiales se realiza el
desmoldeo con aire a presin.
AIREA
PRESION
Figura 14-35 Desmoldeo de Piezas con Aire a Presin.
Una gran cantidad de pellets de Poliuretano
termoplstico pueden ser moldeados por inyeccin,
mejorando el proceso cuando se realiza una
preplastificacin del material con un husillo similar
al usado en el Polietileno.
Por otro lado, la materia prima pelletizada en caso
de estar hmeda, se pasa por un secador flash o un
horno con circulacin de aire forzado.
Tabla 14.28 Caractersticas de la Maquillaria.
Husillo 3 zonas
Relacin LID 20:1 - 25:1
Relacin de Compresin 2:1-2.5:1
Dimetro del Husillo 30-150mm
Velocidad de Husillo 2 - 40 rpm
32 CAPITULO XIV
Tabla 14.29 Condiciones de Operacin.
Secado 100-ll0oe
Tiempo de Secado 30 - 180 min
Temperatura:
Zona Alimentacin 180 - 200 Oc
Zona Compresin 190 - 200 Oc
Zona Dosificacin 195 - 210 Oc
Boquilla 190 - 200 Oc
Adems, las pIezas obtenidas por este mtodo
requieren de un post-curado para que alcancen sus
propiedades ptimas.
3.5.3. VACIADO EN CALIENTE
Proceso en el cual el poliol de tipo polister
deshidratado, se agita a baja presin para
posteriormente ser enfriado y mezclado lentamente
con isocianato puro. La mezcla de reaccin es
agitada nuevamente bajo un estricto control de
temperaturas, despus se mezcla con un extensor de
cadena para finalmente producir la mezcla que
despus se vaciar en moldes para la formacin de
las piezas requeridas.
Tabla 14.30 Condiciones de Operacin.
Temperatura:
Agitador
llO-120oe
Enfriamiento
85 Oc
Isocianato a Mezclar
60 Oc
Molde 110 oC
Mezclado 80 - 90C
Tiempo Inicial de Agitacin 15-30min
Tiempo Secundario de 30 min
Agitacin
Tiempo Desmoldeo 10-50min
-
POLIESTER
INSATURADO
11 11
\ - I
/0\
\ /
I \
o H I o
11 I I 11
- -e-e-e-e-o-@-o--
I ~ H H
H-e-H 'e-e!
H ~ / O \ H
I \ /
I
,e-e,
H H
INSTITUTO MEXICANO DEL PLASTICO INDUSTRIAL, S.C.
Q
Q
~
- C!:
~ ,
~
r.IJ
Z
-
C!: I
u.I ,
1- '
00
u.I
-
Q
C.
POLIESTER INSATURADO
INOICE
1 GENERALIDADES ... .. ...... ......... .. ..................... .. ............................................. .. .......................... ... .. .. ... .. 1
1. 1. HISTORIA ........... .... .... ... ... ... .. . .. . ... .. . .. .. ... .. .... ..... ....... .... ..... ... .. ..
1.2. MATERI AS PRIMAS ........................... ..... ... . .
!J. CLASIFICACION
1.4. PRODUCCION DE POLIESTER fNSA TURADO
. ... .... ........ 1
. .. 1
.... .. 4
...... 4
2 ANALISIS POR TIPO DE PLASTICO ...... .... ...................... .... .... .. .. .. .. .. .............. .... ...... .. ................. .... . 7
2. 1. RESfNA POLl ESTER SfN CARGA ....................... ........ ... .... ..... .. ... ... ...... .. ... .......... .......... ..... .. .. ......... 7
2.2. RESfNA POLI ESTER CON CARGA .. . 7
2.3. RESfNA POLl ESTER CON REFUERZO .. ... ........ ... ....... ... ........ 8
2.4. RESINA POLI ESTER CON CARGA Y REFUERZO .9
3 PROCESOS DE TRANSFORMACION ..... .... ...... .. ........... .... ......... .. ... ....... .. ........... ..... ...... .... .............. 10
3. 1. PROCESOS MANUALES
3.2. PROCESOS MECANICOS ...
ID
12
:: CAPITULO XV
POLI ESTER
I NSATURADO
l ' GENERALIDADES
1.1. mSTORIA
" .)
En' 1894 D. Vorlander desarroll el primer Polister
1nsaturado Lineal, pero fue hasta 1934 cuando
H. Staudinger realiz la reticulacin de Polisteres
Insaturados Lineales, con la finalidad de obtener un
mterial que presentara la suficiente rigidez para
fabrisar una pieza moldeada.
En 1936 C. Ellis y Foster, descubren que la
velocidad de "curado" o endurecimiento de los
Polisteres lnsaturados aumentaba con la adicin
de monmeros insaturados llamados agentes de
iento. En ese mIsmo afio estos
- v reciben la patente para la fabricacin
Polister Insaturado en un molde.
mucho tiempo la fabricacin de piezas con
material era escasa debido a su rigidez y
sin embargo, en 1942 en Estados Unidos se
lea primera vez a los Polisteres
combinados con fibra de vidrio,
,:-"L,",,"llldllUO sus propiedades mecnicas y abriendo
en campos como el de la construccin y
transporte, debido a su excelente resistencia
trmica, qumica y mecnica.
Los Polisteres Insaturados tambin se conocen
como "resinas reactivas", porque su polimerizacin
y reticulacin se realiza en el momento de efectuar
el moldeo. Las materias primas de las que parte son
lquidos viscosos .
Los Polisteres Insaturados reticulados del tipo
termofijo se les denomina "Resina Polister", con
el objeto de no confundirlos con los Polisteres
Saturados Lineales, como el Polietiln Tereftalato y
el Polibutiln Tereftalato que son materiales
termoplsticos.
1.2. MATERIAS PRIMAS
Los Polisteres Insaturados Lineales se fabrican por
la policondensacin de cidos dicarboxlicos
insaturados, o por la copolicondensacin de cidos
dicarboxlicos saturados e insaturados con glicoles.
Los glicoles ms empleados son: el propill1 glicol
y el butiln glicol. El cido dicarboxlico in saturado
es el maleico y el cido dicarboxlico saturado es el
ortoftlico.
2 CAPITULO XV
Debido a que los cidos dicarboxlicos saturados e
insaturados son muy inestables, se emplean como
materias primas sus anhdridos.
H o
! 11
H-C - C- OH
I
H-C-C-OH
! 11
H o
H o
! 11
H-C - C
I "'---..
H _ C _ C ./' o + H20
I 11
H o
ACIDO MALEICO
ANHIDRIDO MALEICO
o
11
__ cc
OH
0 -C- OH
~
o
ACIDO ORTOFTALl CO ANHI DRIDO ORTOFTALlCO
Las reaccIOnes que se llevan a cabo son las
siguientes:
HO- A-OH
POLlOL
+ HOO -B- OOH + HOO- D- OOH
ACIDO SATURADO ACIDO NO SATURADO
0, ,0 0,,0 0, ,0
- O- D- O- A- O- D- A-O - B- O-
+
M MONOMERO DE ESTIRENO
D
0, ,0 q,o q,o
-O-D- O- A-O- D- A-O-B- O-
I I
M M
- O-D-O- A-O-D -A - O-B- O-
/ ,
o o o o o o
1.2.1. DESCRIPCION DEL PROCESO DE
OBTENCION
a) Monmero de Estireno
Se obtiene al reaccionar benceno con etileno,
realizando posteriormente una deshidrogenacin.
ESTIRENO
CH
2
= eH
cb
Figura 15-1 Fabricacin de Monmero de Estireno.
b) Anhdrido Ftlico
Se obtiene de la oxidacin cataltica del naftaleno,
que se obtiene a su vez de algunas fracciones del
petrleo.
r PETROLEO ti
,
F
NAFTALENO
CfJ
OXIDACIO N CATALITICA
, ,
ANHIDRIDO FTALl CO
o
11
(:CC,
O o
c/
11
o
Figura 15-2 Fabricacin de Anhdrido Ftlico.
- e) Anhdrido Maleico
~ Se obtiene de la oxidacin del benceno en presencia
de oxgeno y un catalizador a 400 oC, aunque se
est desarrollando' actualmente una ruta de
obtencin a partir de la oxidacin de butano.
BENCENO
@
OXIDACION
~ .
ANHIDRIDO MALEICO
H O
I 11
H-C-C"
I o
H-C-C ./
I 11
H o
Figura 15-3 Fabricacin de Anhdrido Mafico.
dJ Propiln Glicol
Se obtiene de la hidratacin de) xido de propileno
y ste a su vez del propileno, que es una fraccin
del petrleo.
I PETROLEO I
I PROPILENO I
OXIDACION
1
I OXIDO DE PROPILENO ~
HIDRATACI ON
PRO PI LEN GLlCOL
HO - CH
2
- CH
2
- CH
2
- OH
15-4 Fabricacin de Propiln Glicof.
POLIESTER INSATURADOr 3
1.2.2. ESTRUCTURA
A continuacin se presentan las estructuras
qumicas de las principales materias primas
empleadas en la fabricacin de Polister Insaturado.
MONOMERODEESTIRENO
ANHIDRIDO ORTOFTALlCO
ANHIDRIDO MALEICO
1.2.3. PROPIEDADES
a) Monmero de Estireno
H O
I 11
H-C-C
I
H-C-C
I 11
H O
Se conoce tambin como vinil benceno o fenil
etileno, es un material lquido, incoloro y de olor
penetrante.
Es insoluble en agua y soluble en alcohol y ter,
puede polimerizarse cuando se expone a la luz,
calor o se le ad icionari perxidos generando calor
durante su polimerizacin.
Como es un material flamable con posibilidades de
explosin, debe estabilizarse para su
almacenamiento.
Es txico por ingestin o inhalacin, el lmite
mximo de su presencia en el ambiente de trabajo
es de 50 ppm.
4 CAPITULO XV
b) Anhdrido Ftlieo
Es un material blanco, cristalino, que funde a
131
0
C, soluble en alcohol, bisulfuro de carbono y
agua caliente. Combustible e irritante a la piel, el
nivel mximo permitido en el ambiente de trabajo
es de 1 ppm.
e) Anhdrido Ma/eieo
Tambin se le conoce como 2,5 Furandiona. Es un
material incoloro, que funde a 53
0
C, soluble en
agua, acetona y alcohol, parcialmente soluble en
cloroformo y benceno. Debido a que es un material
irritante, el nivel mximo permitido en el ambiente
de trabajo es de 0.25 ppm.
d) Propiln G/ieo/
Denominado 1,2 Propiln Glicol. Es un lquido
viscoso incoloro, sin olor, higroscpico, miscible
en agua, alcohol y solventes orgnicos.
1.3. CLASIFICACION
De acuerdo a las materias primas que se emplean
para la elaboracin de resina Polister, se pueden
obtener diferentes grados comerciales.
Los grados comerciales ms comunes son:
Ortoftlica
Isoftlica
Clorndica
1.3.1. ORTOFTALICA
Se prepara a partir de anhdrico ortoftlico,
anhdrico malico, propiln glicol y estireno.
Presenta buenas propiedades mecnicas y pobre
resistencia qumica. Son empleadas en la
fabricacin de macetas, encapsulados, lanchas,
sillas y en ocasIones para la preparacin de
resanadores o gel-coats.
1.3.2. ISOFTALICA
Se prepara a partir de cido isoftlico, anhdrido
malico, propiln glicol yestireno.
Posee mejores propiedades de resistencia qumica
que el resto de las resinas Polister, por ello se
utiliza como proteccin a la corrosin, sobre todo
en recubrimientos y gel-coats.
1.3.3. CLORENDICAS
Se obtienen a partir de cido HET (tetrahidroftalato
de hexaclorometi leno), anhdrido malico, dietiln
glicol y estireno.
Presenta excelente resistencia qumica y slo
utiliza en casos especiales de corrosin,
principal caracterstica es que en formulaci
especiales presenta varios grados de resistencia al
fuego hasta convertirse en un
autoextinguible.
1.4. PRODUCCION DE
POLIESTER INSATURADO
La reaccin se realiza a temperaturas de 150
2000C durante varias horas, con alimentacin
nitrgeno para mantener un ambiente inerte en
reactor. El agua que se desprende durante
esterificacin se elimina por destilacin
posteriormente por arrastre con nitrgeno.
El Polister Insaturado Lineal se disuelve en
30 a 40% de monmero de estireno, se establiliza
se envasa, es por ello que cuando se adquiere
material y se deja almacenado por largo tiempo
expuesto al calor llega a endurecerse.
Este proceso de fabricacin se muestra en la
Figura 15-5.
PROPtLEN GLlCOL
ANHIDRtDO MALEICO
o
ANHIDRIDO ORTOFTAUCO
MDNOMERO ce ESTIRENO
ttO _CK_CH!.CH, .QH
o o
11
H_C_ C .....
11 o
H- C.C .....
11
I
e,
O o
e '
11
o
;eH'
I
POLIESTER INSATURAOO LINEAL f
ij ._" ..
I RESI NA MUESTER INSATURADA I
Figura 15-5 Fabricacin de Resina Polister.
Aunque las materias pnmas anteriormente
expuestas son las ms comunes en la elaboracin
de resina Polister, existen otros compuestos que
'portan diferentes propiedades, obtieniendo
, diferentes grados de este material.
15-6 Propiedades que aportan los Acidos y
Anhdridos Dibsicos no Saturados.
POLIESTER INSATURADO 5
Figura 15-7 Propiedades que aportan los Acidos Dibsicos
Saturados.
Figura 15-8 Propiedades que aportan los G/icoles.
Las tres materias primas anteriormente expuestas:
Acidos y Anhdridos Dibsicos no Saturados,
Acidos y Anhdridos Dibsicos Saturados y
Glicoles, generan el Polister Insaturado Lineal con
diferentes caractersticas, slo se requiere ele su
reticulacin para el endurecimiento final del
producto.
[. GU;:L i ANHIDRIDO o ACIDO
POUESTER INSATURADO L;NEAL
ANHIDRIDO o ACIDO
DIBASICO NO SATURADO
Figura J 5-9 Formacin del Polister Insaturado Lineal.
6 CAPITULO XV
Reticulacin del Polister Insaturado Lineal
Para alcanzar el endurecimiento total del material,
es necesario que un agente de entrecruzamiento
acte sobre el Polister Insaturado Lineal, y que
realice la reticulacin de las cadenas para que se
produzca un material termofijo.
El agente de entrecruzamiento, generalmente
monmero de estireno, requiere de un catalizador
que comnmente es un perxido para iniciar su
funcin.
Los catalizadores se descomponen a temperaturas
elevadas, entonces se realiza un "curado" o
endurecimiento en caliente.
Polister Insaturado Lineal
+
Agente de Entrecruzamiento
+
c=> Curado en Caliente
Catalizador
+
Temperatura
Figurtl 15-10 Curado en Caliente.
Cuando este proceso se realiza a temperatura
ambiente, se requiere de un acelerador que
reaccIOne con el catalizador y se l1eve acabo un
"curado en fro".
Polister Insaturado Lineal
+
Agente de Entrecruzamiento
+
Curado en Fro
Catalizador
+
Acelerador
Figura 15-11 Curtido en Fro.
As como existen diferentes materias pnmas,
tambin existen diferentes agentes de
entecruzamiento, catalizadores y aceleradores.
A continuacin se muestran las propiedades que
aportan los diferentes agentes de entrecruzamiento.
ESTI RENO METlLMETACRILATO
CIANURATO DE TRlAULO
D D D
BAJO COSTO
RESISTENCIA A LA INTeMPERIE
RESI STENCIA A LA
BueNA REACTlVl DAD
TRANSPARENCIA
1 7
AGENTE DE ENTRECRUZAMIENTO
_""-<4>
Figura 15-12 Propiedades que aportan los Agentes de
Entrecruzamiento.
Dentro de los catalizadores y aceleradores de '
mayor uso se encuentran los siguientes:
ACELERADORES
CATALIZADORES
{
NAFTENATO DE COBALTO
NAFTENATO DE COBRE
-CCTDATO DE COBALTO
{
SALES METALlCAS
AMINAS {
- OIMETIL ANILINA
- OIETIL ANILINA
PEROXIDOS { PEROXIDO DE BENZOllO "
(TEMPERATURA DE PEROXIOO DE METll
REACCION = 2S'CJ .
PEROXIOOS
{
PEROXIDO DITERCIAR.IO
DE BUTllO
(TEMPERATURA DE HIDROPEROXIDO
REACCION = 120'CJ DITERCIARIO DE BUTILO
Figura 15-13 Clasificacin de Catalizadores y Aceleradores.
2 ANALISIS POR TIPO DE
PLASTICO
Los diferentes grados comerciales que existen de
Polister Insaturado son:
Ortoftlica
Isoftlica
Clorndica
. Estos grados presentan mnimas diferencias en sus
propiedades y dependiendo nicamente del campo
de aplicacin en que se emplean, ser la seleccin
del tipo de Polister Insaturado utilizado.
Es por esta razn que la clasificacin prctica que
,existe en el mercado de Polister Insaturado es de
acuerdo a la presentacin del material, cuando se le
han adicionado cargas y refuerzos. Se clasifican en:
RESINA POLlESTER
PURA
CON CARGA
CON REFUERZO
CON CARGA Y REFUERZO
(COMPUESTO DE MOLDEO)
2.1. RESINA POLIESTER SIN
CARGA
1.1. PROPIEDADES
el caso en que se efecte una polimerizacin a
peratura ambiente, se emplea alguna de las
mencionadas con su
de entrecruzamiento,
ocasiones se adiciona algn colorante y
r de luz ultravioleta, para impartir
istencia a la misma. Una formulacin tpica de
de resina Polister, es la siguiente:
5.1 Formulacin Tpica de Resina Polister.
POLIESTER INSATURA,DQ 7
COMPONENTES CANTIDAD
1;':
Resina Ortoftlica Resina Poi ister 80 partes
' ,-
Monmero de Agente de 12 partes
Esti reno Entrecruzamiento
Monmero de Metil Agente de 12 partes ,
Metacrilato Entrecruzamiento que
imparte transparencia
Octoato de Cobalto Acelerador 0.3 - 0.5%
Absorbedor de Luz Aditivo 0.05 - 0.15%
UV
Colorante Aditivo 0.5 - 0.6%
Perxido de Metil Eti l Catal izador 1 - 1.5%
...
Cetona
El catalizador es el ltimo componente que, se
adiciona y previamente se deben de integrar todos
los elementos anteriores de la formulacin.
2.1.2. APLICACIONES
Encapsulado Artesanal
. Encapsulado para Componentes Electrnicos
Aislamiento
Piezas de Decoracin
2.2. RESINA POLIESTER CON
CARGA
2.2.1. PROPIEDADES
En algunas aplicaciones, la resma Polister se
formula con algn tipo de carga para disminuir la
rigidez del material y aumentar la resistencia a la
abrasin del mismo.
8 CAPITULOXV
Algunas de las principales cargas que se emplean
se muestran en la Tabla 15.2.
Tabla 15.2 Principales Cargas empleadas en Resina
Polister.
CARGA APLICACION
Talco Piezas con Acabado Cantera y Resanadores
Carbonato de Calcio Laminados, Estatuas, Piezas imitacin mrmol ,
Piezas imitacin marfil y porcelana
Arena Slica Pisos
Cabosil Se emplea para impartir tixotropa al sistema
Mica Piezas que requieren aislamiento elctrico y
estabilidad trmica
2.2.2. APLICACIONES
Carretes de Bobinas
Piezas Imitacin Mrmol
Piezas Imitacin Madera
Piezas Imitacin Porcelana
Artculos Decorativos
Concretos Polimricos
Pasta para Reparacin Automotriz
2.3. RESINA POLIESTER CON
REFUERZO
2.3.1. PROPIEDADES
Como la resina Polister presenta elevada rigidez
llega a estrellarse en piezas de gran espesor, por
esta razn, se refuerza con fibra de vidrio, fibra
aramdica (Kevlar) o fibra de carbono.
La fibra de vidrio es el material que por excelencia
se ha combinado con la resina Polister para
fabricar piezas automotrices, industriales o del
sector martimo, stos productos presentan
excelente resistencia mecnica, tnn ca y qumica.
Esta preferencia por la fibra de vidrio se debe a que
posee las siguientes propiedades:
Elevada Resistencia a la Tensin
Excelente Resistencia a la Intemperie
Excelente Resistencia Qumica
Baja Conductividad Trmica
Incombustible
Inerte
Por ello, la fibra de vidrio se convierte en el mejor
medio de refuerzo mecnico estructural de
cualquier pieza que se vea sometida a esfuerzos y
temperatura.
Los principales formas comerciales en que se
presenta la fibra de vidrio son:
Mecha (Roving)
Colchoneta (Mat)
Petatillo (Woven Roving)
Velo (Surfacing Mat)
Filamento Cortado (Chopped Strand)
a) Mecha (Roving)
Se presenta embobinada en carretes, es un hilo que
consta de 60 hebras que han sido firmemente
unidas. Es la presentacin de fibra de vidrio q u ~
presenta mayor resistencia mecnica en una sola-
direccin.
u principal uso es en el proceso de asperslOn,
embobinado de filamento continuo y fabricacin de
preformas.
Cuando se emplea la mecha en el proceso de
aspersin, las hebras poseen algn filamento
pigmentado en rojo, que permite al operador
ontrolar visualmente la cantidad de refuerzo que
e est aplicando en un lugar determinado.
b) Colchoneta (Mal)
Es la forma ms comn en que se presenta la fibra
de vi drio y la ms utilizada.
Los monofilamentos que salen de los crisoles, se
cortan en tramos de 5 cm aproximadamente, stos
caen en una banda donde se les aplica un
aglutinante en solucin o en polvo y se presionan
on un rodillo de hule. Posteriormente la banda
entra a un horno donde el aglutinante se funde, si es
en forma de polvo, o se evapora el solvente si se
trata de una solucin.
Como el monofilamento se acomoda al azar, es un
elemento que presenta resistencia mecnica en
todas direcciones, es el ms empleado a nivel
industrial.
e) Petatillo (Woven Roving)
Es una estructura tejida con cabos de mecha y
entrecruzados a 90
0
, la resistencia mecnica se
reparte uniformemente, casi siempre se emplea
combinada con colchoneta y mejora las
propiedades estructurales en lanchas y grandes
Una variante del petatillo se elabora en cabos de 5,
10 y,15 filamentos y se denomina "tela para bote".
POLIESTER INSATURADO 9
d) Velo (Surfacing Mal)
Esta presentacin es semejante a la colchoneta, con
la diferencia de poseer menor peso por unidad de
rea, es decir, su estructura es ms ligera. Se
aprovecha para proporcionar mejor acabado a--Ias
piezas fabricadas, generalmente por picado a mano.
e) Filamento Cortado (Chopped StralUlj
Es el menos comn y se trata de monofilamentos
cortados entre 1.25 y 5 cm. Se empleaq para
preparar los compuestos de moldeo que despus se
transformarn por compresin.
2.3.2. APLICACIONES
Tubos
Perfiles
Depsitos de Almacenamiento
Piscinas
Tuberas
Lanchas
Puertas
Canalones
2.4. RESINA POLIESTER CON
CARGA Y REFUERZO
2.4.1. PROPIEDADES
En algunas aplicaciones, no slo se necesita una
carga para proporcionar determinado acabado o
propiedades, o un refuerzo para conferirle
tenacidad al material , sino que se requiere de la
combinacin de ambos, para obtener propiedades
equilibradas que compitan con algn termoplstico
10 CAPITULO XV
de especialidad o de alto desempeo. Por esta
razn, surgieron los Compuestos de Moldeo, que
son formulaciones en las que se combinan
diferentes aditivos, cargas y refuerzos, con la resina
Polister, presentndolos de manera especial para
transformarlos por Compresin o Transferencia.
RESINA POllESTER
BULK MOLDING COMPOUND SHEET MOLDING COMPOUND
Figura 15-14 Elaboracin de Compuestos de Moldeo.
Los dos compuestos de moldeo reciben su nombre
por sus siglas en ingls :
BMC Bulk Molding Compound
Compuesto de Moldeo en Pasta.
Tambin se le conoce como masilla y se
compone por material de refuerzo de
fibra corta. Se transforma por
Compresin y Transferencia.
SMC Sheet Molding Compound
Compuesto de Moldeo en Lmina.
Se conforma por una lmina de refuerzo
impregnada con resina Polister y
alguna carga. Se transforma por
Compresin.
2.4.2. APLICACIONES
Enchufes de Bujas
Tapas de Distribuidor
Carcazas de Equipo Elctrico y Electrnico
. Portaequipajes
3 PROCESOS DE
TRANSFORMACION
Los procesos de transformacin ms empleados a
nivel industrial son:
MANUAL
MECANICO
{
+ VACIADO
+ PICADO A MANO o DE CONTACTO
+ FABRICACION DE LAMINA
LAMINADO CONTINUO
{
- MEZCLA INTERNA
ASPERSION _ MEZCLA EXTERNA
+ EMBOBINADO CON FILAMENTO CONTINUO
+ PUL TRUSION
+ COMPRESION
+ TRANSFERENCIA
3.1. PROCESOS MANUALES
3.1.1. VACIADO
Consiste en formular la resma polister
catalizarla para que en un tiempo determinado
endurezca el material.
Este material previamente formulado se vaca en el
molde que puede ser de vidrio, Polietileno de Alta
Densidad o Silicn, para que despus de curar la
pieza se desmolde.
De esta forma se puede procesar la resina Polister
pura o con cargas para moldear piezas decorativas,
encapsulados y artculos imitacin porcelana,
madera o malaquita.
Es el proceso ms artesanal que existe y el buen
desempeo de las piezas depende de un buen
mezclado de los componentes. Los pasos a seguir
son los siguientes:
OlMETL ...HILIHA
15 25 min
...
(METIL-ETIL.cETOHAJ
Figura 15-15 Proceso de Vaciado de Resina Polister.
3.1.2. PICADO A MANO
Es el ms econmico yaque no requiere de equipo
especializado. Sin embargo, la calidad del producto
depende de la habilidad del operador.
Este proceso consiste en:
Aplicar agente desmoldante al molde. Este casi
siempre ser negativo y el agente desmoldante
puede ser cera o una pelcula de alcohol
polivnilico, aunque en el caso de emplear los
dos compuestos se obtienen mejores resultados.
Aplicar capas de Gel-Coat; dependiendo del
producto a fabricar ser el espesor.
POLIESTER IN SATURADO 11
e) Cuando est por terminar de endurecerse
("curar") el Gel-Coat, se coloca la colchoneta.
Con una brocha y movimientos verticales, : se
aplica la resina Polister previamente
fonnulada, esto es, picando la colchoneta.
d) Antes de que la resina gele, se hace pasar un
rodillo ranurado llamado rolador, con dimetro
de 9 a 25 mm y una longitud de 5 a 20 cm.
Este extrae el aire ocludo y mejora la adhesin
de la colchoneta con el Gel-Coat.
e) Se aplica otra capa de colchoneta y se repite el
procedimiento .
f) Se coloca una capa de petatillo y se repite el
procedimiento.
g) Esto se repite todas las veces que sea
hasta alcanzar el espesor deseado.
h) Cuando se desea mejorar el acabado de la pieza
al iniciar y terminar el procedimiento, se
colocan piezas de velo que proporcionen buena
apariencia superficial.
Este proceso se utiliza para la fabricacin de
moldes, piezas automotrices y artculos de uso
domstico o decorativo como: macetas,
contenedores, artculos para cocina en donde se
aprovecha la facilidad de producir piezas con
diseos complicados.
3.1.3. FABRICACION DE LAMINA
Es similar al proceso de "Picado a Mano", slo que
en lugar de aplicar un agente desmoldante, se
coloca una pelcula de celofn o PET "Mylar". No
se emplea Gel-Coat, debido a que la lmina 110
presenta un acabado de color, pero de ser necesario,
se pigmenta la resina y esto proporciona el color
deseado.
12 CAPITULO XV
La fabricacin de lmina sigue los siguientes pasos:
a) Colocacin de pelcula de PET "Mylar", que
tendr la funcin de pelcula separadora.
b) Sobre la pelcula se coloca una capa de velo y
otra de colchoneta que presente dimensiones
. menores a la pelcula separadora.
e) Se vietie sobre la colchoneta la resina Polister
previamente formulada y pigmentada.
d) Con ayuda de una brocha se "pica" la
,colchoneta para impregnarla de resina, y que
sta penetre en todos los lugares de la
colchoneta.
e) . Se coloca otra capa de pelcula separadora
' (Mylar) sobre la colchoneta impregnada de
resina Polister.
t) Sobre sta lmina se hace pasar una -cuchilla
para extraer el aire ocludo y distribuir
uniformemente la resina Polister.
g) Se coloca la lmina entre dos lminas planas o
acanaladas, que proporcionan la forma al
producto.
h) Si se deja a temperatura ambiente, la lmina
requiere de 12 a 24 horas para endurecer, pero
si se emplea un horno, en minutos se realiza el
curado. Antes de que endurezca totalmente, se
cortan las orillas para alcanzar el tamao
deseado.
i) Al endurecer totalmente, se lijan los extremos
para proporcionarle un acabado terso.
3.2. PROCESOS MECANlCOS
3.2.1. LAMINADO CONTINUO
Este proceso es semejante al anterior, pero
involucra el empleo de equipo especializado que
fabrica las lminas planas o acanaladas en forma
automtica .
El equipo alimenta en forma continua la pelcula
separadora y sobre sta se coloca el velo. A
continuacin se deja caer sobre el velo la resina
previamente formulada y pigmentada y roving
cortado. A esta mezcla se le coloca encima otra
capa de velo y pelcula separadora.
La estructura conformada se hace pasar por unos
rodillos que distribuyen unifonnemente la resina y
extraen el aire ocludo.
-
Posteriormente, la lmina continua entra a un horno
que se mantiene entre 90 y 110C para curar la _
pieza.
Finalmente la pieza se corta al final del horno y se
deja en reposo al medio ambiente para alcanzar su,
dureza final.
El proceso se emplea en la elaboracin de lminas, ',
con la ventaja de obtener productos con espesor
uniforme.
3.2.2. ASPERSION
Es semejante al proceso de picado a mano, con la.,;'
diferencia de que ahora la resina se aplica mediante.
una pistola. El proceso que se lleva a cabo es el _
siguiente:
a) Aplicar agente desmoldante.
b) Aplicar capas de Gel-Coat necesarias.
e) Mediante la pistola de aspersin, aplicar resina
Polister y fibra de vidrio.
~ h ~ ~
!
En el mercado, las pistolas de aspersin son de dos
De Mezcla Interna.- La resina y el catalizador
se combinan en una cmara.
De Mezcla Externa.- La resina y el catalizador
se combinan en el aire antes de alcanzar su
objetivo final.
A continuacin se muestra el esquema de pistolas
de aspersin de mezcla interna y externa.
co,,""""
. ,. I DE RESINA
I
CABEZAL L_____ ---
CO
RT DO FIBRA DE
A R I VIDRIO CONTINUA
'!
:::c:::.::::r .....
J AIRE
L __ ;;;;,::,
RESINA Y
ACELERADOR
... AIRE
COMPRIMIDO
0
FIBRA DE
VIDRIO CONTINUA
FigurtI 15-16 Principio de la Proyeccin de Fibra y Resina.
Este ltimo caso es el ms recomendado, ya que no
_se presentan alteraciones en la velocidad de curado,
debido a que no se mezcla resina virgen con resina
catal izada.
; La pistola presenta un aditamento donde se coloca
un carrete de roving que se corta en segmentos de
. 5 cm de longitud aproximadamente, se lanza junto
con la resina catalizada sobre el molde a cubrir.
1 __
d) Despus de aplicar la capa correspondiente de
la fibra de vidrio cortada con resina Polister,
se puede aplicr una capa de petatillo y rolar
POLIESTER INSA TURADO 13
para mejorar las propiedades mecnicas de la
pieza.
e) Este proceso se repite hasta alcanzar el espesor
deseado.
f) Se deja la pieza en reposo hasta que alcance su
total solidificacin.
3.2.3. EMBOBINADO DE FILAMENTO
CONTINUO
Consiste en impregnar de resma Polister
previamente formulada y catalizada, la mecha de
roving y enrollarla alrededor de un molde para
fabricar tubos y tanques de almacenamiento
cilndricos.
El equipo consiste en un molde que es un eje o
mandril fabricado de hule, que al inyectarle aire
alcanza su mximo tamao.
Sobre el molde se coloca una pelcula plstica que
acta como pelcula separadora y sobre ella, se va
enrollando el rovmg impregnado de resma
Polister.
Como el enrollado se realiza tensando la mecha de
roving, no existen problemas de aire ocludo y no
se requiere de rolado en cada capa aplicada. Sin
embargo, en la ltima capa, se recomienda efectuar
un rolado para proporcionar un acabado terso y
uniforme el} el producto.
Cuando la pieza terminada se encuentra en proceso
de curado, se disminuye la presin de aire en el
molde para facilitar la extraccin de la pieza.
En la Figura 15-1 7 se muestra cmo se aplica la
fibra de vidrio impregnada de resina Polister.
14 CAPITULO XV .
Figura 15-17 Proceso de Embobinado de Filamento
Continuo.
3.2.4. PULTRUSION
Es un proceso semejante a la extrusin de plsticos,
pero en lugar de alimentar pelIets, se alimenta fibra
de vidrio impregnada de resina Polister.
La resina Polister, previamente formulada con
carga, catalizador y dems aditivos, se coloca en
recipientes en los que se sumerge la fibra de vidrio
el) forma de roving. Posteriormente el roving se
hace pasar por unas cuchillas rasadoras para
eliminar el exceso de resina.
La mecha de fibra de vidrio impregnada entra a la
cmara del equipo de pultrusin por conductos que
van reduciendo su paso hasta reunir a todos las
mechas alimentadas. Esto se realiza con el fin de
aglomerar las fibras para conseguir una estructura
slida.
La estructura puede tener cualquier forma (redonda,
rectangular, cuadrada, en "L") y se produce de
continua, es decir, se fabrica un perfil.
El perfil es en un 70 a 80% fibra de vidrio y el
resto es resina Polister formulada y cargada para
que cumpla su funcin de aglutinante.
En la Figura 15-18 se muestra el eqUIpo de
pultrusin.
Figura 15-18 Sistema de Pultrusin.
Las propiedades de los productos as fabricados,
son mejores que una pieza moldeada por
compresin, acercndose a las cualidades de un
metal.
Tabla 15.3 Propiedades de Productos de Resina Polister.
PROPIEDAD UNIDADES BMC PULTRUSION ACERO
INOXIOABl..E
Contenido de % 22 55
Fibra de Vidrio
Densidad g/ cm
3
1.82 1.69 8.03
Resistencia a la kg/cm
2
410 2070 5500
Tensin
Elongacin % 0.50
40
Mdulo de kg/cm
2
12100 17000
15000
Tensin
Resistencia a la kg/cm
2
1380 2070
5500
Compresin
Resi stencia a la kg/ cm
2
880 2070
Flexin
Mdulo de kg/cm
2
10900 17000
Flexin
-
3._.5. CONIPRESION
_ lediante este proceso se moldean los compuestos
de moldeo SMC y BMC, para obtener piezas con
a abado por los dos lados y con mejores
propiedades mecnicas, que en el proceso manual o
e aspersin. Se utiliza la compresin en casos
donde se requiere un elevado contenido de fibra de
vidrio en el producto final.
Este proceso proporciona la ventaja de:
Copiar fielmente el acabado del molde
No requerir de procesos de cortado de rebaba
y acabado
Disminuir costos de mano de obra
Obtener producciones elevadas
El proceso requiere de una prensa que posea la
apacidad de ejercer presiones de 35 a 100 kg/cm
2
alcanzar en las platinas para los moldes,
temperaturas de 80 a 150 Oc.
MITAD MOVIL
BORDE DE CORTE
MITAD FIJA
CARGA
PERNO EXPULSOR
PLATINA FIJA
Figura 15-19 Proceso de Compresin.
POLIESTER INSATURADO 15
Con este proceso se pueden moldear piezas de
diseos complicados si se emplea el BMC y para
piezas sencillas con compuesto SMC. Sin embargo,
en este ltimo caso se debe cortar el compuesto
SMC a las dimensiones deseadas.
Si el artculo final presenta una configuracin
complicada, se debe moldear el compuesto SMC en
forma aproximada al producto final. A este moldeo
se le denomina "fabricacin de preforma". Se
emplean en mayor medida los compuestos BMC
para el moldeo por compresin.
Se obtienen artculos como: carcazas para eqUIpo
elctrico, tapas de distribuidor, portaequipajes,
fachadas y todo aquel producto que requiera u e n ~ s
propiedades mecnicas y buen acabado superficial
por los dos lados.
As como el compuesto SMC y BMC presentan
diferentes propiedades, sus condiciones de moldeo
son diferentes, en algunos casos se puede moldear
la resina Polister reforzada con fibra de vidrio,
colocando directamente sobre el molde la
colchoneta y vaciando la resina Polister encima.
Las caractersticas de moldeo son las siguientes:
CONDICIONES DE TEMPERA TORA
2
MOLDEO
Oc
PRESION Kg/cm
UP con FV 120 50
SMC 150 60
BMC 160 80
16 CAPITULO XV
3.2.6. TRANSFERENCIA
Es un proceso poco utilizado para moldear resina
Polister, sin embargo, ocasionalmente se emplea y
consiste en colocar en el molde, material de
refuerzo (preforma o colchoneta) e inyectar a travs
de un pistn la resina Polister previamente
formulada y catalizada para que gele en 8
12 minutos. La resina Polister se introduce al
molde, impregna el refuerzo, llena el molde y se
endurece para obtener el producto final.
El equipo presenta medidores que controlan el flujo
de resina alimentada, as como los tiempos del
ciclo para abrir y cerrar el molde.
Los moldes son semejantes a los empleados en el
proceso de compresin y tambin requieren de un
sistema de calentamiento.
\
RESINA FENOLICA
l'
i -I
o
INSTITUTO -MEXICANO DEL PlASTICO INDUSTR-IAl, S.C.
1:
- i
I
i
' ! t
I
1 .
: -
r
RESINA FENOLICA
INOICE
1 GENERALIDADES .................................................................................................................................. 1
1.1. HISTORIA ..... ........................... .. ................... ....... ......... ... .. ............................ ...... .. .... .. ........ .. ............ ... ..................... 1
1.2. MATERIAS PRIMAS .......................... .. ........... ................... ....... .. .......... ..................... ......................... ...................... 2
1.3. CLASIFICACION ..... ........................... .... ..... ......... ........... ... ...... ....... ........................... .. ......... ... .. ........... .... .......... .... .. 3
1.4. PRODUCCJON DE RESINA FENOLICA ...... ............ ... ................................................. ....... ... .. .. ...... .. ................. 3
2 ANA LISIS POR TIPO DE PLASTICO .................................................................................................. 5
2.1. PARA AGLOMERAR ........... ............. .. ............ ..... ............................. ... ................ ... ..... ..... ......... .. ... .. ....................... 5
2.2. PARA RECUBRIMIENTOS ... .. .......... ..... ................. .. .... .... .............................................................................. .. ...... 8
2.3. PARA COMPUESTOS DE MOLDEO .... ................... .... .. .......... .. .................. .. ...... ........ ..... .. ... ........... .. ... ..... ... ......... 8
3 PROCESOS DE TRANSFORMACION ............................................................................................... 11
3.1. COMPRESION .. ............ ... ........ ..... .. ..... .. ....... .. ................... ......... .. ............. ....... .. ...... ... ...... .. ... .. ........... .. .. ..... .. ....... 1I
3.2. TRANSFERENCIA ..... ... ............... ....... ... ................................................................. .. .............. ....... .. ... . ... ..... ... ..... 1I
3.3. fNYECCION ........................ ......................................................... ..... .......... .... .. .. ......... ...... ....... ...... .................... . 12
CAPITULO XVI
RESINA
FENOLICA
1 GENERALIDADES
1.1. mSTORIA
considerar que el desarrollo e
. vestigacin de materiales sintticos o nuevos
areriales, que aportaron informacin a la etapa de
dustrializacin de Europa, se realiz entre los
mos 1880 y 1910, a cargo de personajes como
'us Rtgers (1830 - 1903), Adolph Van Bayer
:835 - 1917) Y Carl Duisberg (1861 - 1935).
1872 el qumico A. Van Bayer desarroll el
~ l l l i o de materiales obtenidos por la reaccin de
:enol con formaldehdo. Sin embargo, sus
vestigaciones no tuvieron trascendencia hasta que
1905 el Dr. Leo Hendrik Baekeland, indagando
e proceso de fabricacin de goma laca sihttica,
cubre la importancia de tales estudios. En 1907
e Dr. Baekeland solicita la patente DRP 233803
-Proceso para la Fabricacin de Productos de
ndensacin a partir de Fenal y Formaldehdo",
'enominando a sus productos con el nombre de
Este material es el primer polmero completamente
sinttico que marca el inicio de la "Era del
P lsti ca" .
Baekeland tambin define diferentes grados de
polimerizacin de la Resina Fenlica
denominndola Novolaca y Baquelita A, B Y C,
cambiando estos ltimos trminos en 1909 por los
estudios que realiza H. Lebach por Resol, Resitol y
Resita.
Estos grados de Resina Fenlica pueden ser
modificados por combinacin o uso simultneo con
otros fenoles.
Las Resinas Fenlicas requieren de cargas o
refuerzos para su aplicacin prctica e industriaJ ya
que, al endurecerse sin la presencia de stos, se
convierten en un producto duro y quebradizo.
Los ms recientes desarrollos son las espumas de
Resina Fenlica, as como grados reforzados con
fibra de vidrio, grados resistentes a la flama y
productos de baja alcalinidad.
2 CAPITULO XVI
1.2. MATERIAS PRIMAS
Las Resinas Fenlicas parten bsicamente de dos
materias primas:
Fenol
F ormaldehdo
1.2.1. DESCRIPCION DEL PROCESO DE
OBTENCION
a) Fenol
Conocido tambin como cido fenlico, benzofenol
o hidroxibenceno. Se obtiene de la oxidacin del
cumeno /obteniendo como producto secundario
acetona.
En la primera etapa de la reaccin se obtiene el
hidroperxido de cumeno, el cual se descompone al
agregarle cido sulfrico diluido en acetofenona y
fenil-dimetil-carbinol. Posteriormente se realiza
una rectificacin y se obtiene el fenol con acetona
como subproducto.
CUMENO
OXIDACION
1.
FENOl
OH
@
Figura 16-1 Obtencin de Fenol.
""
/
CH
I
@
+
ACETONA
/CH3
C=O
"" CH 3
b) Formaldehdo
Se le conoce tambin como aldehdo frmico
,
oximetileno o metanal. Se obtiene de la oxidacin
del metanol o de la ebullicin de algunos gases del
petrleo tales como propano y butano. Se emplean
como catalizadores cobre, plata u xidos de
molibdeno y hierro.
METANOl
OXIDACIO N
,Ir
FORMAlDEHIDO
Figura 16-2 Obtencin de Formaldehdo.
1.2.2. ESTRUCTURA
OH
I
@)
H
I
C=O
I
H
FENOl FORMAlDEHIDO
1.2.3. PROPIEDADES
a) Fenol
-
Son cristales blancos que se toman rosados o rojos :'
por efecto de la luz si no son completamente puros . .
Absorben humedad del 'medio ambiente y presentan . . ",
un olor caracterstico.
Es soluble en alcohol, agua, ter, cloroformo,
glicerol, aceites y lcalis.
Es' un producto combustible que presenta un punto
de fusin de 42 a 43 oC y un punto de ebullicin de
182 oC.
i?-Es txico por ingestin o inhalacin, el .lmite
mximo permitido en un ambiente de trabajo es de
5 ppm en .el aire.
ib) Formaldehdo
~ + - -,
Es un gas soluble en agua y ::Jcohol con
k. '
. temperatura de autoignicin de 430 oc.
' Comnmente se presenta como una solucin acuosa
del 37 al 50%, que puede contener hasta 15% de
hetanol, con punto de ebullicin de 101 oC.
E txico por inhalacin, con vapores fuertemente
ifritantes, el lmite mximo permitido en un
inbiente de trabajo es de 1 ppm en el aire.
~ . ~ . ~
t3. CLASIFICACION
:as Resinas Fenlicas se clasifican en dos formas:
Por el tipo de reaccin de condensacin
realizado
Por el empleo de la Resina Fenlica
POR REACCION DE
CONDENSACION
reaccin de polimerizacin de la Resina
Fenlica, que es una reaccin de condensacin, se
puede llevar a cabo mediante catalizadores cidos o
bsicos y, de acuerdo al tipo de catalizador
~ empleado, se obtienen dos tipos diferentes de
Resina Fenlica:
Catalizadores Acidos - Novolaca
Catalizadores Bsicos - Resol
RESINA FENOLICA 3
Cualquiera de estos dos productos, Novolaca o
Resol dan lugar a la Resina Fenlica aunque con
tratamientos diferentes.
1.3.2. POR APLICACION
De acuerdo a los elementos con los que se
combinen las Resinas Fenlicas se obtienen
diferentes tipos y son:
Para Aglomerar.- No se combinan.
Para Recubrimiento.- Se combinan con aceites
yagua.
Para Compuesto de Moldeo.- Se combinan
con cargas y lubricantes .
Cada uno de estos tipos de Resina Fenlica
presentan diferentes propiedades y es la forma ms
comn y comercial de conocerlos.
1.4. PRODUCCION DE RESINA
FENOLICA
La produccin de Resina Fenlica parte de fenol y
formaldehdo.
El proceso se realiza en reactores provistos de
sistemas de calefacdn, refrigeracin y agitacin
interna.
Al inicio de la reaccin se aplica calor y cuando la
mezcla se encuentra en estado de exotermia, se
cambia el proceso a un sistema refrigerado para
mantener la temperatura entre 65 y 100 oC durante
dos a cuatro horas.
Despus de un tiempo la mezcla reaccionante se
divide en dos capas: una fase acuosa y otra
resinosa; stas se separan y se elimina la fase
acuosa. El catalizador se neutraliza o se elimina por
lavados con agua y el agua que retiene h fase del
polmero se elimina por destilacin con vaco y
temperatura elevada.
4 CAPITULO XVI
Si el formaldehdo y el fenol se combinan en
proporciones de 1: 1 de 1 :0.8 con un catalizador
del tipo cido, se obtiene una Resina Novolaca y si
estos dos componentes se combinan en
proporciones de 1.5:1 de 2:1 con un catalizador
del tipo bsico se obtiene una Resina Resol.
Las resinas as obtenidas, Novolaca y Resol poseen
un bajo peso molecular, son susceptibles de fundir
y disolverse, y por efecto de calor y catalizadores
se transforman en Resitoles, cuya estructura posee
mayor peso molecular,. pero todava llegan a ser
fusibles y parcialmente solubles.
Fenol
0,H
9
C
.......
CH eH
I 11
CH eH
"" .-'
eH
cidos
-H
2
O
Molino de
cilindros
Metanol
H-p-OH
H
Condensacin
Soportes de resina
(relleno y refuerzo)
Catalizadores, aditivos
complementarios
Molino de cilindros
Molienda o
desmenuzado
pastillado
(Oxigeno)
Reactor
-H1O
Formaldehdo
c=o
H
catalizadores
bsicos
Resinas de moldeo de fenol-formaldehdo I
Figura 16-3 Fabricacin de Resina Fenlica.
Este tipo de producto se suministra al
transformador en forma de polvo molido o en
trozos, o bien, en forma de resinas lquidas que
todava contienen agua.
Las reaccIOnes que se llevan a cabo son las
siguientes:
OH
+ CH,O
CATALIZADOR
ACIDO
OH OH
cb- CH'-
NOVOLACA
CATALIZADOR OH OH OH
FENOl FORMAlDEHIDO '----- cb-CH OH H H -- ---
o ,+ OC, o CH, o CH,OH
BASICO
RESOL
OH OH OH OH
-CH' -
J -
CH
, - NH-CH'--+
NH
,_
NOVOLACA
DIMETILENAMINA
HEXAMETILEN TETRAMINA
Los Resoles se caracterizan por presentar grupos
metilol y ter, por lo tanto sin necesidad de aditivos
reaccionan lentamente a temperatura ambiente
denominndose tambin como "Resinas Fenlicas
Autocurables". Esta reaccin se acelera entre 100 y
180 oC, con desprendimiento de agua y
formaldehdo, razn por la que aumenta su pes,o
molecular y se convierte en un prepoImero .
denominado Resitol, que puede reblandecer .
calor pero que es insoluble. La ltima etapa de una
Resina Fenlica es una Resita, que se convierte en
un polmero insoluble e infusible.
Por otro lado la Novolaca, al carecer de grupos
metilol, no reacciona por s sola aunque la
temperatura sea elevada, denominndose "Resin,as
Fenlicas no Autocurables" convirtindose .
producto estable durante su almacenaje.
- .-
Para transformar la Novolaca en un
curable se le agrega hexametiln tetramina Y7
posteriormente durante la elaboracin de la .
final pasa a ser una Resita.
por lo tanto existirn diferentes grados de Resina
Fenlica:
Etapa A
Resol o Novolaca.- Es un lquido o un slido que
funde a temperaturas menores a 150C y es soluble.
Etapa B
Resitol.- Solubilidad parcial en disolventes
comunes y no es completamente fusible hasta 150 a
180C.
Etapa e
Resita.- Infusible, insoluble y con elevada
resistencia qumica y propiedades mecnicas.
L.a Etapa C slo se alcanza cuando se elabora la
pieza final y se consigue el "curado" o
endurecimiento de la Resina Fenlica.
Curado de Resina Fenlica
Los compuestos anteriores se mezclan con cargas y
refuerzos as como aditivos y pigmentos adecuados
para obtener el compuesto de moldeo que se amasa
y se muele para suministrarlo directamente o en
forma de pastillas al transformador y, mediante
catalizadores y calor, se alcanza la estructura final
de una Resina Fenlica que es altamente reticulada.
OH OH
- CH, ~ CH, -- CH, -<0- OH
I OH I - 1
CH, CH,
$- ' ' ~ C",-$-
OH OH
CH,
L OH
OH --<::0- CH,-@)
RESINA FENOLlCA CURADA
RESINA FENOLICA 5
2 ANALISIS POR TIPO DE
PLASTICO
2.1. PARA AGLOMERAR
2.1.1. PROPIEDADES
La Resina Fenlica se emplea en su forma pura,
nicamente se disuelve en solventes o se prepara en
una emulsin acuosa para que en el momento de
realizarse el curado se evapore el solvente o -el
agua.
De esta forma, la Resina Fenlica se emplea como
material de unin o aglomerante para:
Papel
. ' Carbn
Arenas o Compuestos Abrasivos
a) Aglomerante para Papel
El papel laminado es el producto ms comercial de
la Resina Fenlica empleada como aglomerante o
impregnante.
El papel impregnado se emplea como aislamiento
de alto voltaje y se prepara con resinas obtenidas
del m-cresol catalizadas con amoniaco.
El amoniaco se disuelve en espritus metilados
industriales (IMS por sus siglas en ingls) por
donde pasa el papel para finalmente llegar a un
horno de secado que ayuda al curado de la resina.
6 CAPITULO XVI
RODILLOS
IMPREGNADORES
~ - - - - - - - - - - -
Figura 16-4 Impregnacin de Papel.
HORNO DE
/ SECADO
Las propiedades principales del papel impregnado
con Resina Fenlica para aislamiento elctrico, son
las siguientes:
Tabla 16.1 Propiedades de Papel Impregnado.
PROPIEDAD UNIDADES VALOR
Resistencia a la kg/cm
2
69
Tensin
Factor de Potencia --- 0.018
800 Hz
Constante Dielctrica --- 4.6
19
6Hz
Resistencia KV/cm 177
Dielctrica
b) Aglomerante para Carbn
En el caso de la fabricacin de carbn y grafito la
Resina Fenlica cubre varias funciones, que son:
Como Aglomerante
Como Impregnante
Como Donador de Carbn
Como Aglomerante
Se emplea cuando el carbn o grafito se va a extruir
o comprimir. El proceso consiste en adicionar la
Resina Fenlica y curar a temperaturas entre 180 y
200 oC, posteriormente se realiza una pir lisis entre
800 y 1200 Oc en ausencia de aire para que el
carbn adquiera resistencia a elevadas
temperaturas.
De esta forma las pIezas o productos elaborados
con este carbn contienen entre un 50 y un 70% de
Resina Fenlica, que le proporciona propiedades
diferentes al carbn natural.
Como Impregnante
A las piezas elaboradas con carbn se les impregna
con Resina Fenlica, tapando los poros del carbn
y proporcionando bajo encogimiento a la pieza,
elevada resistencia qumica y mejores propiedades
mecnicas.
Como Donador de Carbn
Tambin se le denomina como elaboracin de
carbn vidriado, donde se le proporciona
resistencia a temperaturas de 3000 oC,
impermeabilidad y resistencia qumica, as como
biocompatibilidad, es decir, que puede ser
empleado en implantaciones en el cuerpo humano,
aplicacin que se explota ampliamente.
e) Aglomerante para Arenas o Compuestos
Abrasivos
En este tipo de aplicacin de la Resina Fenlica -
existen dos tipos de productos:
Discos Abrasivos
Cintas Pulidoras
Discos Abrasivos
Se puede combinar la Resina Fenlica en diferentes
niveles de acuerdo al tipo de productos que se
desee elaborar.
Del 60 - 95% Cuando se combina con Carburo de
Silicio, Carburo de Boro o Circonio.
Del 5 - 20% Cuando se combina con polvo.
Del O - 20% Cuando se combina con Pirita,
Antimonio o Sulfuro de Zinc.
Para la fabricacin de los discos abrasivos existen
dos procesos principales:
Mtodo de Compresin en Fro
. Mtodo de Compresin en Caliente
Compresin en Fro.- Se combina la Resina
Fenlica con arena y se lleva a un molde que se
comprime entre 150 y 250 kg/cm
2
a temperatura
ambiente. Para realizar el curado se calienta la
pieza entre 20 y 185 Oc durante 16 a 60 hr, por lo
que es un proceso lento y poco utilizado.
Compresin en Caliente.- En este caso, la mezcla
de arenas y Resina Fenlica se lleva a un molde
sujeto a una prensa que aplica presin de 150 a
350 kg/cm
2
con calentamiento entre 150 a 170 oC
durante 30 45 minutos.
Cintas Pulidoras
La mezcla de polvo pulidor y Resina Fenlica se
puede aplicar sobre papel, tela o alguna otra
superficie, presentando la ventaja de que no se
desprender el polvo pulidor debido a la doble
. funcin de la Resina Fenlica como aglomerante y
adhesivo.
RESINAFENOLICA 7
2.1.2. APLICACIONES
Aglomerado de Papel o Papel Laminado para:
- Material aislante de pneles de
conmutacin
- Regletas
- Soportes de contacto
- Regletas de bornes
- Tubos aislantes
Tejidos Laminados para:
- Casquillos de cojinetes
- Pistas de deslizamiento
- Ruedas dentadas
Poleas
Rodillos normales
- Prensores
- Discos de bobinas
- Jaulas de rodamiento de bolas
Aglomerados de madera para:
Tabla
- Perfiles
- Bloques
Aglomerados de carbn y polvo abrasivo pra:
Corazones de moldes de fundicin
Discos abrasivos
- Cintas pulidoras
- Electrodos de carbn
8 CAPITULO XVI
2.2. PARA RECUBRIMIENTOS
2.2.1. PROPIEDADES
Comnmente son combinaciones de Resina
Fenlica con otras sustancias como:
Adhesivos
Solventes
Cargas
Aditivos
Adhesivos
Se refieren a otras resinas termofijas que presentan
cualidades adhesivas, con el fin de que al
combinarlas con Resina Fenlica proporcionen
adhesin al sustrato, resistencia mecnica y
qumica, as como una buena proteccin a la
corrosin.
Solventes
Cumplen con la funcin de proporclOnar a la
Resina Fenlica la consistencia adecuada para que
se pueda aplicar en forma de una pelcula.
Cargas
Son silicatos, sulfatos y cromatos que se emplean
para proporcionar una mayor resistencia mecnica
al recubrimiento. Tambin se pueden emplear
algunos pigmentos que proporcionan color y
consistencia al recubrimiento.
Aditivos
Son principalmente catalizadores para agilizar la
reaccin de curado de la Resina Fenlica.
2.2.2. APLICACIONES
Estos recubrimientos se emplean como barnices
fotogrficos para el proceso en positivo de las
platinas de impresin de offset, barnices elctricos,
proteccin en tuberas y proteccin interna de latas
de alimentos o tubos de aerosol, alimentos y
medicinas, as como artculos de madera expuestos
a la intemperie.
La aplicacin de estos recubrimientos es realizando
primero una limpieza de la superficie mecnica y
qumica, para eliminar todo vestigio de grasa y
polvo. Posteriormente se aplica el recubrimiento
mediante espreado por aplicacin con brocha o
inmersin.
2.3. PARA COMPUESTOS DE
MOLDEO
Cuando la Resina Fenlica se emplea en la
elaboracin de compuestos de moldeo se combina
con otros elementos como son:
Endurecedor
Acelerador
Cargas
Lubricantes
Pigmentos
Plastificantes
a) Endurecedor
Si es una resina tipo Novolaca, se emplea
hexametiln tetramina en niveles de lOa 15 partes
por cien de resina, el "hexa" como comnmente se
le denomina, es el agente de entrecruzamiento. . : ..
b) Acelerador
Se emplea comnmente Oxido de Magnesio de dos
a tres partes por cien de resina.
~ b ~ ~
e) Cargas
En este caso se pueden emplear cargas de diferente
tipo y combinarlas de acuerdo a las necesidades de
resistencia m e c n ~ c o elctrica que se tienen en el
producto a fabricar, como son:
Aserrn
Se prefiere de pino o lamo, es la carga ms
empleada ya que reduce el encogimiento y el nivel
de exotermia, pero disminuye la resistencia al
impacto de la pieza final.
Celulosa/Algodn
Ofrece mayor resistencia al impacto y facilita el
moldeo.
Mica
Proporciona estabilidad dimensional y propiedades
de aislamiento elctrico, pero como no se integra
fcilmente con la Resina Fenlica se combina
generalmente con fibra de vidrio.
Fibra de Vidrio
Aporta las mejores propiedades mecnicas y de
aislamiento elctrico, aunque el compuesto pierde
resistencia al impacto.
d) Lubricantes
El cido esterico se emplea en mayor proporcin y
se adiciona en niveles del 1 al 13%. En ocasiones
tambin se emplean aceites como el de ricino.
e) Pigmentos
Varan de acuerdo al tipo de producto que se va a
. fabricar y se adicionan en niveles del 3 al 5%.
RESINA FENOLICA 9
j) Plastifican tes
Es poco comn emplearlos pero cuando 'se
requieren son: naftaleno, furfural o ftalato de
butilo, stos se adicionan con el fin de promover el
flujo y disminuir el encogimiento de la pieza
moldeada.
Algunas formulaciones que se pueden menClOnar
como las ms comunes, son las siguientes:
Tabla 16.2 Formulacin de Resina Fenlica.
USO GRADO GRADO CON
GENERAL ELECTRICO RESISTENCIA
pcr pcr AL IMPACTO
pcr
Resina 100 100 100
Novolaca
Hexa 12 14 17
Oxido de 3 2 2
Magnesio
Estearato de 2 2 2
Magnesio
Negro de 4
,.,
3 .)
Humo
Aserrn 100 --- ---
Mica --- 120 ---
Celulosa --- --- ---
Fibra de --- 40 150
Vidrio
Los ingredientes de cada formulacin se integran
en un mezclador de polvos durante 15 minutos,
despus en extrusores como el Buss, se pelletizan
para obtener los grnulos del compuesto de
moldeo, aunque esta parte se puede eliminar y slo
utilizar mezcladores intensivos.
10 CAPITULO XVI
2.3.1. PROPIEDADES
Las propiedades de los compuestos de moldeo de
Resina Fenlica dependen del tipo de carga que se
emplee en la formulacin y de la resina.
AS, el material que se obtiene de Fenol-
Formaldehdo no presenta resistencia a soluciones
acUosas de Hidrxido de Sodio, en cambio la resina
que parte del Cresol o el Xilenol presenta mayor
resistencia qumica.
En la Tabla 16.3 se muestra cmo las propiedades
varan de acuerdo al tipo de formulacin:
Tabla 16.3 Propiedades de Compuestos de Moldeo.
TIPO DE FORMULACION
uso RESIST RES 1ST RESIST CON
GENERAL IMPAC ELEC CALOR FIBRA
DE
VIDRIO
Densidad lA-lAS 1.35-1.45 1.85 1.6-1.9 1.85-1.90
g/cm
3
Encogimiento 0.006 0.002 0.002 0.002 0.001
cm/cm
Resistencia a la 550 450 580 340 500
Tensin
kg/cm
2
HDT
Oc
140-120 135 --- 155 ---
Resistencia al 191 191 191 204 200
Calor Continuo
Oc
Constante 6.0-10.0 6.0-10.0 4.0-6.0 8.0-16.0 ---
Dielctrica 800
Hz
Resistencia 58-116 58-97 106-135 97-135 ---
Dielctrica
KV/cm@
20C
Flamabilidad
Cuando la Resina Fenlica no contiene cargas o
retardantes a la flama, se quema con una flama
brillante, la cual se extingue al retirar la fuente de
ignicin. Desprende gases de fenol y en ocasiones
amoniaco.
En el caso de que la Resina Fenlica est formulada
con otras cargas, el comportamiento a la flama se
modificar de acuerdo a los aditivos agregados.
Toxicidad
La Resina Fenlica no presenta problemas de
toxicidad, pero durante el moldeo debe existir, en el
lugar de trabajo, ventilacin y sistemas de
extraccin para evitar la acumulacin de vapores.
2.3.2. APLICACIONES
Enchufes
Conmutadores
Colectores
Carretes de bobinas
Platinas de Carburador
Herrajes de batera de cocina
Asas de artculos domsticos
Perfiles de muebles
Esferas de mquinas de escribir
Tapas de distribuidor
Portalmparas
Botones giratorios
Carcazas de instrumentos de medicin
Bases de desatornilladores
Platinas de carburador
Bombas de refrigeracin
Tapasroscadas
Piezas de tostadores de pan, planchas Y
3 PROCESOS DE
TRANSFORMACION
Las Resinas Fenlicas de acuerdo al tipo de
aplicacin en que se vean involucradas presentarn
diferentes procesos de transformacin:
Aglomerados
- Aplicacin directa
- Jmpregnacin
Compresin
Recubrimientos
- Impregnacin
Aplicacin directa por espreado o pintado
Compuestos de Moldeo
Compresin
Transferencia
- Inyeccin
los procesos anteriormente mencionados,
nicamente los que se tratarn en forma especfica
son los correspondientes a los compuestos de
i moldeo .
. -
Fenlica elaborada en forma de
de moldeo se suministra al
en pellets o pastillas premoldeadas,
se pueden procesar por compresin,
o inyeccin.
estas pastillas estn elaboradas a base de
no liberan amoniaco y no necesitan
, sin embargo, las resinas a base de
s requieren de endurecedor que es la
tetramina, por lo que liberan amoniaco
su transformacin y esto perjudica algunas
de los moldes.
RESINA FENOLICA 11
Para almacenar este tipo de compuesto de moldeo,
se recomienda almacenar a temperatura ambiente,
los resoles hasta por seis meses y las novo laca por
dos aos.
3.1. COMPRESION
Se coloca la pastilla o los grnulos en el molde y
ste se calienta entre 160 a 190 oC, aplicando una
presin aproximada de 150 a 180 kg/cm
2
en la
prensa.
-,
El ciclo de moldeo depende del espesor de la pieza,
aproximadamente de 30 a 60 seg por cada
milmetro de espesor.
3.2. TRANSFERENCIA
En este proceso se emplean grnulos de Resina
Fenlica, que se introducen a la cmara del equipo
que se calienta entre 80 a 110C para hacer fluido
el material. Despus de que el compuesto de
moldeo adquiri la consistencia de una masa
manejable, se acciona el pistn para que todo el
material pase a las cavidades del molde.
Una vez ah, se eleva la temperatura hasta 160 a
190 oC para terminar de solidificar la pieza. La
pieza terminada al curar presenta una contraccin
del 0.1 al 1.1 % de acuerdo al tipo de carga
empleada.
Las ventajas que presenta este proceso en
comparacin con el de compresin, son que se
pueden elaborar piezas con orificios sin problemas
de rebaba y mejor acabado superficial, as como
mejores propiedades mecnicas.
12 CAPITULO XVI
3.3. INYECCION
Es muy semejante al proceso de inyeccin de
termoplsticos pero existen varias diferencias al
tratarse de un material termofUo.
El equipo consiste en un can con husillo de
longitud pequea y relaciones LID de 5: 1 a 10: 1
con relacin de compresin mnima.
Las dimensiones del husillo son definidas para
alcanzar un amasado homogneo en el material sin
elevar la temperatura y sin aplicar esfuerzos de
torque excesivos, debido a que estos dos factores
sern la causa de que endurezca el compuesto
termofUo.
La otra diferencia es que la aplicacin de calor en
el can ser mnima, y en el molde se elevar la
temperatura para alcanzar la solidificacin total de
la pieza.
La diferencia entre un termofuo y un termoplstico
durante su procesamiento es el perfil de
tem peraturas que siguen, como se muestra en la
Figura 16-5.
oc
200
180
160
i2
::l
140
120 -TERMOPLASTICO
f-
100
i2
80
w
- - TERMOFIJO
Q.
60
:::;;
w
40
f-
20
O
TIEMPO
UD = 24:1 MOLDE
TERMOPLASTICO
UD = 10:1 MOLDE
TERMOFIJO
Figura 16-5 Perfil de Temperaturas de Procesamiento para
Termoplstico y Termofijo.
Tabla 16.4 Condiciones de Operacin para Resina Fenlica
COMPRESION
Temperatura de Molde Oc 160 - 190
Presin en el Molde
Kg/cm
2 150 - 180
Tiempo de Curado por seg 30 - 60
mm de espesor
TRANSFERENCIA
Temperatura de Molde oC 160 - 190
Presin en el Molde
Kg/cm
2 5,000 - 2,000
Tiempo de Curado seg 40 - 120
INYECCION
Temperatura en Husillo
oC
65 - 100
Temperatura en Boquilla
oC
85 - 120
.
, '
Temperatura del
oC
110- 140
Compuesto de Moldeo
Temperatura de Molde
Oc
Presin
Kg/cm
2
Tiempo de Curado seg
RESIr\JA ,EPOXI
() o G
I I I
-G- -()-
I I
I
Q
HH o o HHH
1 1 11 11 1 1 1
--O-y-,-O-C-@-<;;-O-y-,-y-O--
H o H o H
1 1
--O-C-C-C-H H
I I I
H H H
INSTITUTO MEXICANO DEL PLASTICO INDUSTRIAL, S.C.
RESINA EPOX
INOICE
1 GENERALIDADES .............................................................................................................................. .... 1
1.1. HISTORIA ............... ..
1.2. MATERIAS PRIMAS
1.3. CLASIFICACION
lA. OBTENCION
.. ........... 1
..... .. ...... ........ .... .. 1
2 ANA LISIS POR TIPO DE PLASTICO ............................................................................................. ... .. 5
2.1. RESINAS DE BISFENOL-A
2.2. RESINA EPOXI NOVOLACA
2.3. RESI NA EPOXI HALOGENADA
2.4. RESINA EPOXI CICLO-ALlFATICA.
2.5. RESrNA EPOXI FLEXIBLE ....... ................. ..
2.6. RESINA EPOXI MODIFICADA ....... . .......... . .
........ 6
...... ..... 6
. ...... .... 6
....... .... 1
3 PROCESOS DE TRANSFORlVlACION ............... ...... ........................................... ............................... .. 7
3.1. VACIADO .. ....... .... .
3.2. ASPERSION ..
3.3. EMBOBINADO CONTINUO DE FILAMENTO ...
3A. TRANSFERENCIA ..
3.5. INYECCION
. ..... . ... ... .. . " .... ....... ..... ,
. .... .. ... ..
.. .. ................ .. .... ..... . 8
. ..... . 8
.. .. ..... .. .. .......... ... 8
CAPITULO XVII
RESINA EPOXI
1 GENERALIDADES
1.1. mSTORIA
En 1920 Mc. Intosch y Wolford descubren las
Resinas Epxicas, al hacer reaccionar fenol o cresol
con epiclorhidrina en presencia de catalizadores,
para obtener materiales que se puedan emplear
como recubrimientos resistentes al agua.
Diez aos despus, Fonrobert y Lemmer reportaron
la esterificacin de oxidrilos fenlicos con
diclorhidrina. Por otro lado, Stallman anuncia la
produccin de diglicidi amina con amoniaco y
epiclorhidrina.
En 1933, el qumico Schlack describi la reaccin
de bisfenol A con epiclorhidrina para obtener las
Resinas Epxicas, y en 1943 el qumico suizo
P. Castan desarroll la reticulacin de dichas
as para uso industrial.
ente, en 1946 la empresa Ciba Geigy
lla Resinas Epxicas para adhesivos, piezas
;'UUlUIJi:1U:lS y vaciadas, alcanzando un uso tcnico
contemplado para otros polmeros, como es el
de encapsuladores para fines elctricos y
s.
En 1950 se crean las Resinas Epxicas de tipo
cicloaliftico y se comercializan en 1957.
Recientemente se han desarrollado grados con
mayor resistencia a la temperatura y a la flama,
empleados en sectores de mercado como
construccin y aeronutica.
1.2. MATERIAS PRIMAS
Las Resinas Epxicas se obtienen a partir de
compuestos epoxi de bajo peso molecular, como
epiclorhidrina y compuestos de hidrgenos activos
en presencia de lcalis.
Sus propiedades dependen de las materias primas
empleadas, la epiclorhidrina y el bisfenol A son las
fuentes principales que originan materiales de
mayor uso.
1.2.1. DESCRIPCION DEL PROCESO DE
OBTENCION
El bisfenol A se obtiene a partir del fenol y la
acetona. La pureza del bisfenol A no es tan
importante como la que se requiere para
Policarbonato debido al tono amarillento de la
Resina Epxica.
2 CAPITULO XVII
La epiclorhidrina se fabrica a partir de propileno
va cloruro de ablo que reacciona con un cido
hipoclorado (HOCI).
Fenol Acetona
I Propileno
I CH, = CH -CH,
CH .CH CH,
// "- I +C1
1
HO.c CH C o
- HCI , / I
CH = CH
CH,
Cloruro de Alilo
eH: = eH - CH
2
I
\ / ,"'"""
CI
f--f--" + Ho - el
-H,O (
[O
Reactor
Diclorhidrina de Glicerina
-=
CHz- CH CHz
I I I
OH CI CI
!
J Lechada de Cal
Bisfenol A
CH CH CH, CH - CH
rrnno/
//
"
I //
"-
I
-HCI
HO.c C - C - C C-OH
Reactor
, / I
,
/
CH = CH CH, CH=CH
Epiclorhi drina
CH, - CH - CH,
"-
/
I
O CI
Figura 17-1 Fabricacin de Materias Primas.
L2.2. ESTRUCTURA
BISFENOL - A
1.2.3. PROPIEDADES
Bisfenol A
o
/ "-
CH
2
- CH - CH
2
- CI
EPICLORHIDRINA
Su denominacin qumica es 2,2-bis
(4,4 dihidroxidifenil)-propano, son cristales
incoloros que tienen un punto de fusin de 155C,
insolubles en agua y solubles en alcohol y lcalis
diluidos.
Epic\orhidrina
l -Cloro-2,3-epoxipropano, es un lquido incoloro,
tiene un punto de ebullicin de 117C.
1.3. CLASIFICACION
En la fabricacin de Resinas Epxicas se emplean
principalmente bisfenol A y epiclorhidrina,
componentes que pueden variar y con ello
modificar las propiedades del producto final.
Si se sustituye el bisfenol A por otros compuestos,
se obtienen diferentes propiedades en el producto
final. Los compuestos posibles son:
Resina Bisfenol- A
Resina Epoxi - Novolaca
Resinas Epoxi Halogenadas
Resinas Epoxi - Ciclo Alifticas
1.4. OBTENCION
Las Resinas Epxicas reciben el nombre de
compuestos de los que se derivan. Existe una
variedad de estas resinas, pero las ms UllJLU'
son las que se obtienen del bisfenol A Y
epiclorhidrina, que originan a las resinas
lineales, que permiten una reticulacin posterio
mediante agentes reticulantes o endurecedores.
1.4.1. POLIMERIZACION
La preparacin de la resina primaria se
medio alcalino, a temperatura m
elevada y con un exceso de epi
originando macromolculas lineales
molecular de 900 a 3,000 g/gmol.
Las reacciones que se presentan son las siguientes:
H H H CH
3
I I I I
H-C-C-C-H+H-O-I()\-C-I()\-O-H
I \/ I
CI O
H-CH-CH-CH-H
I I \ r:::::\
CI OH 0-
CH
3
I
-C- @ -OH
I
+ NaOH
CH
3
H H H
CH
3
I I I
@
I
@
H-C-C-C-O- -C- -OH
\ / I I
O H
CH
3
A este ltimo compuesto se le denomina ter
.giicdico, que cuando reacciona con exceso de
epiclorhidrina llega a convertirse en dos tipos de
compuestos: ter glicdico y Politer glicdico.
CH,
I
CH, CH CH, o I()\ . c I()\ . o . CH, CH CH,
, / \:::...1 I \:::...1 , /
o CH, o
ETER GLlCIDICO (MONOMERO)
CH,
I
CH, CH CH, [O /"0' . C I()\ . o . CH, CH CH, 1 o .I()\
, / \:::...1 I \:::...1 I \:::...1
o CH, o
I
H
. El Politer glicdico es una Resina Epxica de peso
molecular elevado, pero capaz de fundirse debido a
que presenta una estructura lineal.
Esta resina, como todos los termofijos, para
convertirse en un material slido y con elevadas
''''uaulo,", mecnicas, requiere de un endurecedor
corno amina o anhdrido.
.-.... ....
RESINA EPOXI 3
En la Figura 17-2 se muestra el proceso de
obtencin de las Resinas Epoxi.
Bisfenol A
CH CH CH, CH CH
'" I
HO-C c-c-c C-OH
I , ,
CH = CH CH, CH=CH
Reactor
de Poli condensacin
Resina Epoxi
Figura 17-2 Fabricacin de Resina Epoxi.
Epiclorhidrina
CH, - CH - CH,.
....... o ........ el
1.4.2. RETICULACION DE LA RESINA
EPOXI
Las Resinas Epoxi obtenidas por este mtodo son
compuestos lineales, alifticos o cclicos, que
continan presentando consistencia de lquido
viscoso y no endurecen hasta alcanzar su
reticulacin. Esta se lleva a cabo con la reaccin de
la Resina Epxica y compuestos que presentan
hidrgenos reactivos, como las aminas alifticas o
aromticas polifuncionales y cidos dicarboxlicos
o sus anhdridos. En los ltimos aos se han
desarrollado Resinas Epxicas preparadas con el
reticulante o "agente de entrecruzamiento", que
pueden almacenarse a temperatura ambiente, ya
que curan a temperaturas superiores a los lOOC.
La reticulacin se efecta de manera repetida, se
obtienen estructuras cerradas donde el agente de
entrecruzamiento queda integrado a la misma sin la
necesidad de catalizadores. La reticulacin se
puede llevar a cabo en:
Curado en Caliente
- Anhdridos de Acidos
- Aminas Aromticas
Curado en Fro
- Aminas Alifticas
4 CAPITULO XVII
a) Curado en Caliente
Los Anhdridos de Acidos ms utilizados son:
Anhdrido de Acido Ftlico
Su tiempo de curado es de 4 a 8 h a una
temperatura de 1500C, el HDT que presenta la
resina es de 110C.
Anhdrido de Acido Hexahidro Ftlico
Posee una temperatura de fundido de 35 a 36 oC, se
disuelve a temperatura ambiente en la Resina
Epoxi, el HDT que presenta es de 120C y es ms
costoso que el cido anhdrido ftlico.
Dianhdrido de Metileno
Utiliza un tiempo de curado de 16 h a 120C 1 h
a I80
0
C, el HDT que se obtiene es de 220C.
En el grupo de Aminas Aromticas, las ms
comunes son la m-fenilendiamina (MPD) 'y la
diciandiamida (DICY). Estos agentes de curado se
utilizan cuando se va a fabricar lminas
componentes que estarn expuestos a productos
qumicos, especialmente a solventes. Presentan
excelentes propiedades qumicas y elctricas.
b) Curado en Fro
Se utilizan las aminas alifticas primarias y
secundarias que se encuentran en fonna lquida y se
aplican a temperatura ambiente. En este grupo se
encuentra la Poliamida trietilentetramina (TETA).
Presentan excelentes propiedades qumicas, estos
compuestos mejoran la flexibilidad, elongacin a la
ruptura y dureza, pero reducen la estabilidad
dimensional de los artculos que se obtienen.
Los principales agentes de entrecruzamiento de
Resina Epxica son:
Aminas Alifticas Primarias
NH
2
- CH
2
- CH
2
- NH - CH
2
- CH
2
- NH
2
Dietilentriamina (DET)
NH
2
- (CH
2
h - NH - (CH
2
)2 - NH - (CH
2
h - NH
2
Trietilentetramina (TETA)
CH
3
, N-CH
2
-CH
2
-CH
2
-NH
2
CH " 3
Dimetil Amina Propilamina (DMAP)
C
2
H
s
,
N-CH
2
-CH
2
-CH
2
-NH
2
C2Hs "
Dietilen Amina Propilamina (DEAP)
Aductos de Aminas Alifticas
R -CH
2
-C H-( o H)-C H
2
-N H-( C H
2
lz-N H-(CH
2
lz-N H
2
Aducto de Glicidil Amina
HO-CH2-CH2-NH-(CH2lz-NH-(CH2lz-NH2
Aducto de Oxido de Etilen Amina
C N-C H
2
-C H
2
-N H-( CH
2
lz-N H-( CH
2
lz-N H
2
Productos de Cianoetilacin
Aminas Aromticas
NH
2
~ H
m-Fenilendiamina (MPD)
NHz-C)-CHz-@-NHz
Diamina Oifenilmetano (OOPM)
Aminas Cicloalifticas
GH
2
/ " GH
2
GH2
I I
GH
2
GH
2
" N /
I
H
Piperidina
Aminas Terciarias
/
CH -CH
CH
3
-CH
2
-N 2 3
'CH
2
-CH
3
Trietilamina
@
-CH
2
-N /CH3
'CH
3
Bencildimetil Amina (BOA)
Dimetilaminametilfenal (DMAMP)
. OH ... ----
CH
3
\ 1 ~ ~
j . N-CH
2
O -CH
2
-N 3
CH
3
" 'eH
, 3
H
2
I
N
Cr( tH
3
Tri(Dimetilamina Metil) Fenal (TDMAMP)
2 ANALISIS POR TIPO DE
PLASTICO
La Resina Epoxi se puede obtener por diferentes
materias primas, generando una variedad de grados
que se encuentran en forma lquida o slida con
pesos moleculares entre 340 y 4,000 g/gmo!. Los
diferentes tipos se describen a continuacin:
2.1. RESINAS DE BISFENOL-A
Son las ms utilizadas, el compuesto de moldeo
puede originar un amplio rango de viscosidad,
produciendo resinas slidas y lquidas.
a) Propiedades
Resina Epoxi Lquida
Presenta baja viscosidad, excelente temperatura de
deformacin bajo carga y buena resistencia
qumica.
RESINA EPOXI 5
Resina Epoxi Slida
Se caracteriza por tener elevado peso molecular y
alta viscosidad. Su curado se efecta a elevadas
temperaturas. Presenta buena resistencia al calor y
a la tensin, La estructura qumica de la Resina
Epoxi base bisfenol-A es la siguiente:
. o f CH
J
OH / , I I
CH2 - CH - CH2 o -@ - -@ -O - CH
2
- CH - CH
2
0-
CH
J
n
b) Aplicaciones
La resina lquida se utiliza para adhesivos,
encapsulados, electrnicos y recubrimiento. Para
prevenir la corrosin se aplican en la industria
automotriz y en alimentos enlatados. Cuando se
utiliza para adhesivo es necesario curarla COn
ammas.
La resina slida se aplica como recubrimiento en
laminaciones elctricas y como modificador de
viscosidad para otras Resinas Epoxi.
2.2. RESINA EPOXI NOVOLACA
a) Propiedades
Se encuentra en forma semislida o slida. La
funcionalidad de la resina novo laca depende del
grado de entrecruzamiento, ya que al
incrementarse, mejora las propiedades fsicas de la
resina a elevadas temperaturas, as como la
resistencia qumica comparadas con las que
presenta la resina base bisfenol-A.
Su estructura es la siguiente:
o f o i
./ "- ./ "-
o -CH, - CH - CH, 0- CH CH CH o CH CH CH
I I ' - -, 1-' - "- -./ '
@--CH, @ CH, @ o
n
6 CAPITULO XVII
b) ;Aplicaciones
Se utiliza para adhesivos, laminaciones de
productos elctricos, compuestos para moldeo y
recubrimientos marinos.
23. RESINA EPOXI HALOGENADA
a) Propiedades
Cuando se sustituye el bisfenol A por polifenoles
halogenados como el tetrabromo tetracloro-
bisfenol-A con epiclorhidrina se obtiene la Resina
Epoxi Halogenada. Esta presenta excelente
resistencia a la flama.
La estructura tetrabromo bisfenol-A se muestra a
continuacin:
b) Aplicaciones
Se aplica como aditivo en otros sistemas de Resina
Epoxi o en soluciones para producir laminaciones
elctricas.
2.4. RESINA EPOXI CICLO-
ALIFATICA
a) Propiedades
Se obtiene de la reaccin de epiclorhidrina con
aminas cclicas o cidos dicarboxlicos, o por la
oxidacin directa de olefinas cclicas como el
diciclopentadieno. Se caracterizan por su baja
viscosidad, lenta velocidad de reaccin con agentes
de curado tipo aminas y por su elevado grado de
entrecruzamiento.
Si se comparan con las resinas que se obtienen de
bisfenol-A, presentan excelente resistencia al cal or
y a la intemperie. Su estructura depende de los
compuestos cclicos que la formen.
A continuacin se muestra la estructura de la
Resina Epoxi ciclo-aliftica.
b) Aplicaciones
Se utilizan en sistemas de aislamiento para
exteriores, en compuestos reforzados con fibra de
vidrio, como estabilizador de halgenos presentes
en monmeros y como diluyente para resinas base
bisfenol-A.
2.5. RESINA EPOXI FLEXmLE
a) Propiedades
Es una Resina Epoxi con poliglicoles que
modifican su formulacin para mejorar la
flexibilidad. Son compatibles con resina base
bisfenol A y novo laca, presentan buena resistencia
al impacto y trmica, los productos fabricados con
este material tienen elevada elongacin. Su
estructura se muestra a continuacin:
-
o R RO ,',,"
"" , {I I ,/ . : ~ ,
eH
2
- eH - eH
2
- o eH
2
- eH - o } eH
2
- eH - o - eH2 - CH - CH2
n "
R - es un grupo orgnico o un hidrgeno
b) Aplicaciones
Se puede utilizar como diluyente para
compuestos Epoxi.
~ I ~ - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - ~ ~
2.6. RESINA EPOXI MODIFICADA
Cuando la Resina Epxica se formula con aditivos
y diferentes cargas o refuerzos se denomina
compuesto de moldeo, posee diferentes
propiedades de acuerdo al tipo y cantidad de
componente empleado.
Tabla 17.1 Cargas y Refuerzos que se Utilizan en la Resina
Epoxi.
CARGA O DENS. COLOR CONTENIDO USOS
REF.
g/cm
3 pcr
Caoln 2.6 Blanco 25 - 200
Amarillento
Talco 2.7 Blanco 25 - 200
Cuarzo 2.65 Gris 100 - 400
Polvo 2.6- Gris 25 - 100
de Mica 3.2
Grafito 2.3- Negro 30 - 80
2.6
..
Fibra de 2.4 - Blanco 25 - 35
VIdrio 2.6
3 PROCESOS DE
TRANSFORMACION
Resinas de
curado en fro
Resinas de
curado en fro
y en caliente
Para uso
elctrico
Resinas de
curado en fro
y en caliente
Resinas de
curado en fro
yen caliente
Resinas de
curado en fro
-La Resina Epoxi se moldea por los siguientes
Aspersin
Embobinado Continuo de Filamentos
Transferencia
Inyeccin
":3.1. VACIADO
un proceso manual donde las propiedades del
dependen del mezclado de los
s.
RESINA EPOXI 7
En este mtodo se realiza la mezcla de la resina y el
agente de entrecruzamiento o de curado. De
acuerdo al producto que se va a obtener se
adicionan cargas o refuerzos, as como el tipo de
endurecedor.
Posteriormente la formulacin se vaca a un molde,
que puede estar fabricado de acero, Polietileno de
Alta Densidad o Silicn, y una vez curada la pieza
se desmolda.
Por este proceso existen dos formas de curado:
Curado en Fro
Se lleva a cabo a temperatura ambiente 25 C C9n
un tiempo de curado de l a 30 h, pero si se requiere
disminuir ese tiempo se incrementa la temperatura
a 60 C por 15 a 90 mino
Curado en Caliente
Se genera una reticulacin ms homognea a
temperatura de 130 C, el tiempo de curado es de
10 mino
Los productos principales que se obtienen por este
mtodo son los encapsulados electrnicos.
3.2. ASPERSION
La Resina Epoxi contrae menos que la Resina
Polister (UP), por lo que para este proceso es
totalmente necesario adicionar un agente
desmoldante como son las emulsiones de cera.
Posteriormente se aplican capas de Gel-Coat y
mediante una pistola de aspersin se adiciona la
Resina Epoxi, proyectando simultneamente la
fibra de vidrio.
Una vez aplicada la fibra de vidrio se coloca una
capa de petatillo para mejorar las propiedades
mecnicas de la pieza. Este proceso se repite hasta
alcanzar el espesor deseado, finalmente se deja la
pieza en reposo hasta solidificar completamente.
8 CAPITULO XVII
Por este mtodo se obtienen productos de gran
superficie o con curvas muy pronunciadas. Los
artculos presentan slo una de sus caras lisa.
3.3. EMBOBINADO CONTINUO
DE FILAMENTO
Este proceso se basa en enrollar un molde
cilndrico que tiene las dimensiones del producto;
el molde es un eje o mandril fabricado de hule. Las
etapas del mtodo son las siguientes:
a)' Colocar una pelcula plstica alrededor del
molde para separarlo de la resina.
b) Enrrollar el molde con una mecha de roving
impregnada de Resina Epoxi.
e) Adicionar aire al molde para que se expanda y
alcance el dimetro adecuado.
d) Aplicar un tratamiento de rolado para
proporcionar a la pieza un acabado terso y
uniforme.
e) Esperar el tiempo de curado.
f) Disminuir la presin de aIre al molde para
desmoldar el producto.
Por este proceso se fabrican tubos y tanques de
almacenamiento.
3.4. TRANSFERENCIA
El material de refuerzo que se utiliza se debe secar,
se puede cortar en pequeos pedazos o utilizar una
colchoneta de fibra de vidrio que es lo ms
convencional. A la colchoneta se denomina
preforma, la cual se extiende a lo largo de la
cavidad del molde cuidando que no salga de la
superficie del mismo. Posteriormente el molde se
cierra y sujeta, la resina se inyecta en la cavidad
fluyendo sobre la prefonna de refuerzo, y el aire es
expulsado por medio de venteos que se localizan en
las partes laterales del molde.
En el momento que la resina empieza a fluir por los
venteos se detiene la inyeccin y se inicia el tiempo
de, curado, el cual puede ser en minutos o hasta
horas. Una vez que se termina el curado, la pieza se
puede remover del molde y el proceso inicia la
produccin en un nuevo ciclo.
Algunas resinas requieren un proceso de postcurado
para terminar la reaccin de entrecruzamiento, El
tiempo de curado para la Resina Epoxi es de dos
minutos a 150C por cada 3 mm de espesor. En la
Figura 17-3 se muestra el proceso de transferencia.
Moldeo
Manual
Moldeo por
Presin
Figura 17-3 Transferencia de Epoxi.
3.5. INYECCION
Cabezal de
Mezclado
Moldeo por
de Resina
Se utiliza una mquina de inyeccin para
termofijos, que generalmente no requiere husillo
con compresin, para evitar el endurecimiento
prematuro del polmero,
Para procesar la Resina Epoxi por este mtodo es
necesario consultar la hoja de especificacin de su
distribuidor, ya que est en funcin del tipo de
resina, agente de entrecruzamiento y acelerador. En
la siguiente tabla se muestran algunos rangos de
ellas.
CONDICIONES DE OPERACION
Perfil de Temperaturas
50 - 80 Oc
Temperatura del Molde
140 - 180 Oc
-
1 a 70 kg/cm
2
Presin de Inyeccin
-
-
-
SILICON
@
I
I
e n
INSTITUTO MEXICANO DEL PlASTICO INDUSTRIAL, S.C.
Sllleo
INDICE
1 GENERALIDADES ..... .. ...... ............... .................. ............ ...... ......... .......... ................... ........... ... ... 1
1.1. HISTORIA ......... .. ............. ..................... .. ......... ............ ....... ................ ..... .. ..... ... .... ........ .... ....... .. ...... .............. ...... .... ...... 1
1.2. MATERIAS'PRIMAS .. ........ ............. ... ............ ..... ........ .. ... ......................... ..... .... .... ............. ..... ....... ........... : ............ ...... 2
1.3. CLASIFICACION ........................................................................... ...... .... ..... .. ........ ......................... .. ... .......... .... .... ..... 4
1.4. PRODUCCION DE SILICON ...... .................... ............. ............................. .... ........ ...... ................. .... ........... .................. 4
2 ANALISIS POR TIPO DE PLASTICO ... ............... ............ .. .............. .... .. .. ..... .... ........ ......... ..... ... 4
2. 1. ACEITES DE SIUCON ... ............... ...... ........ ... ........................... ........... .... .. ......... ............ ..... .... ..... ......... .... ........ ... .. .... .. 4
2.2. RESINAS DE SILICON ... .......... .... .................... .. ........ ................. .... ... .. .. .. ..... ... .. ...... ... .. ................... ......... .......... .......... 8
2.3. ELASTOMEROS DE SILICON ...... ........ .. .... ....... .... ... ... ..... ..... ................. ................... ................... ... ........ ... ........ ... ...... 9
2.4. SILANOS .... ... .. ......... .................................. .. ................ ....... ...... .... .... ......... ... ..... .. ...... .... ........... ...... ................ ... .. .. .. ....... 14
3 PROCESOS DE TRANSFORMACION .................. .... .. ..... ... .. .......... ............ .. ...... .... .... ............... 14
3.1. CALANDREO ............................................................... .................................................... .... ......... .. .... .. ......................... 14
3.2. EXTRUSION ..... ... .............. .. ........ .. .......................... ...... ... ................ ..... ... .. ... ... ... ..... .... ...... ....... ........... ... .... ... .... .... ........ 14
3.3. COMPRESION ... .... .... ... .... ...... ... .. ... .. .... .... ....... ....... ......... .. ..... ................................................... .. .... .. .... ...... ..... .............. 15
3.4. TRANSFERENCIA ....... .... ..... .. .... ... ...... ........ ...... .... ...................... .... .... .... .... ............ .. .... ..... ..... .... .... ............... ... ............ 15
3.5. INYECCION ... ... ......... .. ..... .... ....... ....... .............. ... ... ... ........ ..... ........ ..... ... ............ .. .. .... ................. ... .... .. ... ...... ...... ........... 15
CAPITULO XVIII
SILICON
1 GENERALIDADES
1.1; HISTORIA
Las Siliconas o Silicones como comnmente se les
conoce son materiales sintticos constituidos por ,
combinaciones orgnicas de silicio, es decir, con
una estructura base de silicio y oxgeno, adems de
rmificaciones de diferente tipo. El origen de las
ramificaciones determina el tipo de Silicn
r<1sultante, que puede ser desde un aceite hasta un
elastmero.
El inicio del desarrollo de los silicones surge en
1840, cuando el qumico Dumas sintetiza los
materiales denominados organosilanos.
Posteriormente en 1857 Buff y Whler obtienen el
triclorosilano, haciendo pasar cido clorhdrico en
fonna de gas sobre una mezcla caliente de carbn y
silicio.
En 1863 Friedel y Crafts preparan tetraetilsilano, al
hacer reaccionar dietil de zinc con tetracloruro de
Por otro lado, en 1872 Ladenburg produce un
polmero de silicio en fonna de aceite viscoso, q ~
marca el inicio de los aceites de silicn.
c
2
H.
c
2
H. - o - SI -O - c
2
H._H_
2
0 ___ -E o + -i + c
2
H. OH
ACIDO
c
2
H.
DIETOXI DIETIL SILANO POLlMERO DE SILICIO
En aos subsecuentes continuaron las
investigaciones sobre la elaboracin de
organosilanos, pero quien realmente sent las bases
de la qumica moderna del silicio es el profesor
F.S. Kipping de la Universidad de Nottingham,
debido a que public una serie de 51 estudios
durante los aos de 1899 a 1944. Estos trabajos
fueron iniciados con el objeto de preparar silicio
tetrasustituido asimtricamente con el fin de
estudiar la rotacin ptica.
Sin embargo, los estudios tambin trajeron consigo
la elaboracin de aceites y resinas que
proporcionaron infonnacin sobre la variedad de
productos que se pueden obtener a partir de una
estructura base de silicio y oxgeno modificando
sus ramificaciones.
2 CAPITULO XVIII
Finalmente en 1931 J.F. Hyde, de la compaa
Corning Glass Works, prepar un polmero con
propiedades intermedias entre un polmero
orgnico y un polmero inorgnico de silicio y; en
1943 la compaa Dow Corning, en aquel entonces
Corning Glass Works and Dow Chemical
Company, produce a nivel industrial compuestos de
organosilano, siguindole en 1946 la compaa
Union Carbide.
En los aos siguientes, se unen a la fabricacin de
silicones las compaas Bayer, Rhone-Poulenc,
Wacker Chemie y otras ms.
1.2. MATERIAS PRIMAS
La estructura de los silicones difiere del resto de los
polmeros porque no se conforma de una estructura
base de tomos de carbono. En lugar de stos se
unen tomos de silicio con tomos de oxgeno y se
forma una estructura base como la siguiente:
R
I
R
I
R
I
R
I
R - Si - O - Si - O - Si - O - Si - R
I I I I
R R R R
Para conformar esta estructura se parte en una
primera etapa de slica (Si0
2
) que se transforma en
Silicio (Si) al hacerla pasar por un arco elctrico y
que se une con cloruro de metilo (CH
3
Cl) en
presencia de cobre para obtener meti1clorosilanos,
compuesto de partida para la obtencin de
silicones.
CLORURO DE METILO
CH
3
CI
Figura 18-1 Obtencin de Silicn.
1.2.1. DESCRIPCION DEL PROCESO DE
OBTENCION
a) Slica S i O ~
Se le conoce en su estado natural como cuarzo o
diatomita. Se obtiene de solubilizar un silicato
mediante la acidificacin y posteriormente un
lavado. El producto purificado se quema totalmente
para obtener el xido de silicio.
CUARZO + + ACIDOS
Figura 18-2 Obtencill de S/ica.
-
b) Silicio (Si)
No se encuentra como un elemento libre en la
naturaleza, por lo tanto se obtiene comercialmente
(96 a 98% de pureza) mediante la aplicacin de un
arco elctrico a la Sl ica mezclada con carbn
,
seguida de una refinacin. La refinacin se realiza
con el objeto de lograr una pureza del 99.7%.
-.-- - CARBON
Figura 18-3 Obtencin de Silicio.
e) Cloruro de Metilo
Tambin se le conoce como clorometano o
monoclorometano y se obtiene de la cloracin del
metano, que es una fraccin en estado gaseoso del
petrleo.
PETROLEO
METANO
CH
4
,r
CLORACION
CH
3
CI
Figura 18-4 Obtencin de Cloruro de Metilo.
1.2.2. ESTRUCTURA
a) Slica
o = Si = O
b) Silicio
Si
e) Cloruro de Metilo
H
I
H-C- CI
I
H
1.2.3. PROPIEDADES
a) S/ka
SILICON :3
Se presentan como cristales transparentes o un
polvo blanco, sin olor, insoluble en agua y cidos,
excepto en fluoruro de hidrgeno.
Posee una conductividad trmica de la mitad del
vidrio, elevada constante dielctrica y es un
compuesto no combustible. Es txica por
inhalacin y en exposiciones continuas produce la
silicosis.
b) Silicio
Son cristales con tonos cafs en forma octagonal,
solubles en una mezcla de cidos ntrico y
fluorhdrico con lcalis, e insoluble en agua, cido
ntrico o clorhdrico.
Presenta una densidad de 2.4 g/cm
3
y funde a
1,414C. Posee propiedades similares al carbn en
el sentido de poseer 4 valencias que ofrecen
posibilidades de uniones dobles en los productos de
organosilanos. Es flamable en su forma de polvo.
4 CAPITULO XVIII
e) Cloruro de Metilo
Es un compuesto con ligero olor a ter, con punto
de fusin de 97.6 Oc y punto de ebullicin de
-23.7 oC.
Presenta ligera solubilidad en agua, alcohol,
cloroformo, benceno, tetracloruro de carbono y
cido actico glacial.
Es flamable y altamente peligroso, por lo tanto el
lmite mximo permitido en un ambiente de trabajo
es de 50 ppm.
1.3. CLASIFICACION
Con la reaccin entre el silicio y el cloruro de
metilo se obtienen clorosilanos, que pueden ser de
tres tipos:
CH, CI + Si
CLORURO SILICIO
DE METILO
(CH,), SiCI TRIMETIL CLORO SILANO
(CH,), SiCl, DIMETIL DICLORO SILANO
CH, Si CI, METIL TRI CLORO SILANO
De acuerdo a la reaccin de estos tres compuestos
en la hidrlisis se obtendrn diferentes grados de
silicn.
H,O + TRlMETIL CLORO SILANO--
H,O + DIMETIL DI CLORO SILANo-
H,O + METlL CLORO SILANO
ACEITES j
RESINAS-SILANOS SILlCON
ELASTOMEROS
Por lo tanto se obtendrn cuatro tipos bsicos de
silicn:
Aceites
Resinas
Elastmeros
Silanos
1.4. PRODUCCION DE SILICON
La fabricacin de silicn es fundamentalmente una
hidrlisis de cualquiera de los clorosilanos
obtenidos, para alcanzar la estructura final de
silicn.
TRIMETIL CLORO SILANO
(CH
3
)lSiCI
HIDRO LISIS
Figura 18-5 Produccin de Variedades de Silicn.
2 ANALISIS POR TIPO DE
PLASTICO
2.1. ACEITES DE SILICON
2.1.1. OBTENCION
El trimetil clorosilano al reaccionar con el agua
forma un dmero de la siguiente manera:
(CH,), SiCI + H,O
(CH,), SiOH + Hel
TRIMETIL CLORO SILANO
TRIMETlLSILANOL
CH, CH,
(CH,), SiO : H + HO: SI (CH,),
I I ti
_ _ __ o CH,_Si_O.S.CH, + _
I I
CH, CH,
DIMERO
U u j ~ ~ ~
Este dmero imparte repelencia al agua y por lo
tanto le confiere las cual idades hidrfobas al aceite
de silicn.
2.1.2. PROPIEDADES
Dentro de las propiedades ms relevantes que se
pueden mencionar de los aceites de silicn se
encuentran:
Viscosidad
Densidad
Resistencia al Calor
Propiedades Elctricas
Propiedades Hidrfobas
Resistencia Qumica
a) Viscosidad
Como todos los lquidos, los aceites de silicn
modifican su viscosidad de acuerdo a la
temperatura, presin y esfuerzo de cizalla a la que
estn sometidos, con la diferencia de que esta
variacin no es demasiado grande como sucede con
los aceites minerales.
As por ejemplo un aceite de silicn slo modifica
de la siguiente forma su viscosidad:
Tabla 18.1 Viscosidad de Aceite de Silicn vs Aceite Mineral.
Viscosidad en kg s/cm
2
-25 oC 25 oC 120 oC
Aceite de Silicn 350 100 25
5000 100 5
"
En lo que respecta a presin y esfuerzo de cizalla,
estos factores influyen en la viscosidad como a
.cualquier otro fluido, pero en menor medida.
SILICON ' 5
b) Densidad
La mxima densidad que alcanza un aceite de
silicona es de 0.97 g/cm
3
y puede variar de acuerdo
a la temperatura a la que se vea sometido, como se
muestra en la Figura 18-6.
~
01
'ti
..
'ti
1,0
0.95
~ 0.90
..
e
0.85
~
~
~
~
"'-
~
Aceite Mineral
~
~
~
~
Aceite de Silicona _
~ ~
-
~
~ ~
~
""
20 40 60 80 100 120 140 160 180 200
Temperatura oC
Figura 18-6 Variacin de la Densidad de Aceite de Silicn
Respecto a la Temperatura.
c) Resistencia al Calor
Este tipo de aceites son ms estables, de tal forina
que a 150 oC todava presentan estabilidad. Slo
cuando se rebasa este valor y el aceite est expuesto
al medio ambiente s,e produce un cambio en la
viscosidad por oxidacin.
Cuando se encuentra este aceite en un ambiente
cerrado puede soportar hasta 200 oC sin modificar
sus propiedades.
d) Propiedades Elctricas
La ventaja de los aceites de silicona se muestra
sobre todo, cuando son empleados como lquidos
dielctricos debido a que su constante dielctrica es
elevada y disminuye por efecto de la temperatura
6 CAPITULO XVIII
pero slo en una mnima proporcin como se
muestra en la Figura 18-7
2.8
N
:c
o
2.7
o
..
2.6
",
..
"---..
,g
2.5
.'"
Gi
o
"'"
'"
c:
2.4 ..
Vi
" o
U
2.3 I I
20 40 60 80 100 120 140 150
Temperatura oC
Figura 18-7 Variacin de la Constante Dielctrica por
Efecto de la Temperatura.
e) Propiedades Hidrfobas
Una forma de medir la cualidad hidrfoba de los
aceites de silicn es colocando unas gotas de agua
sobre una superficie de cristal previamente tratada
y verificar lo que se denomina ngulo de contacto,
de tal forma que entre ms elevado sea dicho
ngulo, se obtiene una superficie con mayor
repelencia al agua.
Comparndose el aceite de silicn con una
superficie parafinada se obtiene el mismo
tratamiento de repelencia al agua, como se muestra
en la Tabla 18.2.
Tabla 18.2 Angula de Contacto de Diferentes Superficies.
Angulo de Contacto t) en:
Cobre Latn Acero
Superficie Sin Tratar 78 82 50
Superficie Parafinada 103 107 105
Superficie con 104 100 108
Aceite de Silicn
J) Resistencia Qumica
Los aceites de baja viscosidad son solubles en
teres, steres, hidrocarburos alifticos, aromticos
y clorados, as como alcoholes y cetonas, pero los
aceites de mayor viscosidad se disuelven slo
parcialmente en esos lquidos.
Todos los aceites de silicn son inertes y no
txicos, slo cuando entran en contacto directo con
los ojos se produce una conjuntivitis pasajera, es
por tal razn que se puede emplear en aplicaciones
cosmticas de uso externo.
2.1.3. APLICACIONES
Los aceites de silicn se pueden preparar en
diferentes formas para dar origen a los siguientes
productos con variados campos de aplicacin:
a) .Desmoldantes para:
Caucho y Plstico
Neumticos
Piezas prensadas de Poliamida
Se caracterizan porque no forman residuos en los
moldes, son resistentes a temperaturas elevadas y
con una ligera capa pueden realizarse varios ciclos
de moldeo.
b) Agentes Deslizantes para:
Herramientas de Corte
Moldes
Cojinetes de Plstico
Hilos de Coser
c) Agentes de Amortiguacin para:
Acoplamientos Hidralicos
Brjulas
Instrumentos de Medicin
Vlvulas de Suspensin Neumticas
Reguladores de Velocidad
Instrumentos Nuticos
Rels de Sobrecarga
Temporizadores
d) Antiespumantes
Se pueden presentar en tres formas:
".
Puros
- Activos al 100% Y libres de emulgentes.
- Se emplean en sistemas pobres de agua.
Autoemulgentes
- Combinados con sustancias activas y
auxiliares orgnicos, por esta razn se
pueden dispersar en agua.
Emulsiones
Estn preparados para aplicarse
directamente al sistema a tratar.
Aceites Hidrulicos
}) Lquidos Dielcticos para:
Transformadores
Condensadores
Tubos de alta Tensin
SILICON 7
g) Productos Hidrofobantes para:
Cristal
Cermica
Aisladores
Textiles
h) Cosmticos
Pomadas
Cremas Antisolares
Cosmticos para el Cabello
Repelentes de Insectos
i) Ceras Pulidoras para:
Automviles
Muebles
Calzado
Pisos
j) Aditivos para Plsticos
Poliamida
Acetal
Poliestireno
ABS
Polipropileno
Con pequeas adiciones de aceite de silicn a cada
uno de los polmeros anteriormente mencionados
(1 % menos) se reduce su ciclo de moldeo,
aumenta su resistencia a la tensin y se imparte
8 CAPITULO XVIII
propiedades de resistencia a la fficcin y al
desgaste.
2.2. RESINAS DE SILICON
2.2.1. OBTENCION
El dimentil clorosilano al reaccIOnar con el agua
forma un polmero de siloxano como se muestra a
continuacin:
(CH
3
)2 SiCI
2
+ 2H
2
0 -- (CH
3
h Si (OHh + 2HCI
DIMETIL DICLORO SILANO
,--- --------,
HO - Si - oi H + HO - Si - o: H + Ha! - Si - OH -
I : .... ... : I ......... : I
CH
3
CH
3
CH
3
I I I
Si - O - Si - O - Si - O + H
2
0
I I I
POLlMERO DE SILOXANO
2.2.2. PROPIEDADES
Las resinas de Silicn se caracterizan por presentar
cualidades semejantes a los silicones lquidos
(aceites) como son:
Estabilidad de propiedades a altas y bajas
temperaturas. A diferencia de otras resinas
termofijas como la Polister, Epoxi o
Fenlica, las resinas de Silicn mantienen su
flexibilidad a elevadas temperaturas como se
muestra en la Figura 18-8.
1.2
OtALlL ISOFTALA TO
)( 0.9 f----f------"-i--"<ct--+---j--+--f---'I
E
Cl
c:
0.6
:
.!!!
'"
'"
'g 0.3
'" Vi
.;
'" oc
50 100 150 200 250 300 350 400
Temperatura oc
Figura 18-8 Resistencia a la Flexin de Termofijos vs
Temperatura.
Esta cualidad les permite ser empleadas en
aplicaciones donde se vean sometidas a
elevadas temperaturas y se requiera conservar
un producto flexible y que no se reblandezca.
Elevada resistencia dielctrica, que le permite
funcionar como un aislante.
Propiedades hidrfobas (repelencia al agua).
Elevada resistencia qumica.
Resistencia a intemperie y
ultravioleta.
Esta ltima ventaja es debida a
estructura de la resina se basa en
- Si - O - saturados, las cuales son difciles
romper y ofrecen pocas posibilidades '
transformarse en uniones dobles, situacin
s sucede con una estructura de - e -'
cuando se excita por efecto de radiaciones.
estabilidad que ofrece la resina de silicn,
convierte en un material ideal para
elaboracin de esmaltes resistentes al ca
de productos de mica impregnada de ella.
Resistencia a las bacterias. La propiedad que
presentan estas resinas de silicn es muy
semejante a un fungicida y esto las hace
ideales para proteger monumentos o edificios
expuestos a la intemperie, con la ventaja de
ofrecer una capa protectora a agentes
oxidantes (ozono, radiaciones, UV) y SIn
aditivos, proteger adems de las bacterias.
2.2.3. APLICACIONES
a) Conservacin de Monumentos y Edificios
- b) Esmaltes Resistentes al Calor para:
Tubos de escape del automvil
Chimeneas industriales
Hornos Industriales
Calentadores de gas
Lm paras incandescentes
Marcos preventores de explosin en tubos de
Imagen
- . Hornos y cocinas domsticas
Tostadores
Placas Trmicas
Asadores
Mezclas con resinas termofijas para uso
aeroespacial
e) Impregnacin de mica para mica laminada
dpEncapsulado de circuitos elctricos y
: electrnicos
SILICON 9
2.3. ELASTOMEROS DE SILICON
2.3.1. OBTENCION
El metil triclorosilano al reaccionar con el agua y
despus unirse en forma repetida, crea un polmero
entrecruzado que presenta las cualidades de
elasticidad y resistencia a la temperatura, muy
comunes en las piezas moldeadas.
2CH
3
SiCI
3
+ 3H
2
0 - 2CH
3
Si (OH)3 + 3HCI
METIL TRI CLORO SILANO
OH
I
HO - Si - O : H HO: - Si - OH
1 :- -- -- - -; I
' --'-, OH
: OH :
HO -Si -OH
I
CH
3
CH
3
CH
3
CH
3
CH
3
O
I I I I I
- Si - O - Si - O - Si - O - Si - O - Si - O -
I I I I I
CH
3
CH
3
CH
3
O O
CH3 I CH3 I CH3
I I I
- Si - O - Si - O - Si - O - Si - O - Si - O -
I
I I I I
CH
3
CH
3
O O O
I f
H
3 I f
H
3 I
- Si - O - Si - O - Si - O - Si - O - Si - O -
I I I I I
POLlMERO ENTRECRUZADO
Las ul1Iones Si-O son muy semejantes a las del
vidrio, por lo tanto presenta la misma resistencia a
elevadas temperaturas as como a la oxidacin por
ozono e intemperie.
1 O CAPITULO XVIII
Cuando los radicales metilo son sustituidos por
radicales fenilo, se imparte resistencia a bajas
temperaturas como -100 oC. Por otro lado, cuando
se sustituyen estos grupos metilo por grupos vinilo,
se le proporcionan al silicn resilencia y resistencia
a la compresin.
En casos excepcionales se sustituyen los grupos
metilo por grupos fluoruro y stos proporcionan
resistencia a hidrocarburos y steres, as como a
solventes.
Para indicar la diferencia entre estos tipos de
Silicn que poseen distintas caractersticas, la
American Society for Testing and Materials ASTM
(Sociedad Americana para Pruebas y Materiales) en
la norma ASTM D 1418 asigna la siguiente
clasificacin:
.\ La letra MQ designa a los silicones con
radicales metilo
Se antepone la V a la clave MQ cuando el
Silicn posee radicales vinilo y una F cuando
posee radicales fluoruro.
En la prctica existen otras claves de acuerdo a la
forma de vulcanizar de los silicones, que es la
siguiente:
RTVl
Si endurecen o vulcanizan a temperatura ambiente
y se elaboran a partir de un componente.
RTV2
Si endurecen o vulcanizan a temperatura ambiente
y se elaboran a partir de dos componentes.
HTV
Si endurecen al aplicarles temperatura.
2.3.2. PROPIEDADES
a) Elastmero de Silicn RTVl
Este tipo de elastmeros vulcaniza a temperatura
ambiente por efecto de la presencia de humedad en
el aire. Durante su vulcanizacin desprende
pequeas cantidades de amina, cido actico u
oximas, segn el tipo de catalizador empleado.
El tiempo que tarda en vulcanizar este elastmero
depende de la humedad relativa del aire as como
del espesor de la capa aplicada como se muestra en
las Figuras 18-9 y 18-10.
11
10
E
9
E
e
8 Q)
..
c.
7 ..
(,)
~ 6
Q)
'C
5
o
"'
4
Q)
c.
"'
3
UJ
2
O 2 3 4 5
Tiempo (dias)
Figura 18-9 Velocidad de Vulcanizacin de acuerdo al
Espesor de la Capa Aplicada.
15
E
14
E
13
c:
Q)
12
e
' 0
11 '
..
N
10
'c
..
9 u
:;
8 >
Q)
'C
7
..
c.
6
..
(,)
~
5
Q)
4
'ti
o 3
"'
Q)
2 c.
"' w
Tiempo (dias)
Figura 18-10 Velocidad de Vulcanizacin de acuerdo a la"
Humedad Relativa.
-
~ h ~ ~ ~
Presentan una excelente resistencia qumica, a la
intemperie y al envejecimiento. Adems sus
propiedades mecnicas se mantienen hasta los
250 Oc por perodos largos de tiempo, como se
muestra en las siguientes grficas.
40
e
".
o 35
J:
!/)
'"
N ,,"
e 30
:::l
el
, ,,'"
>-H
" H
20
o 10 20 30 40 50
Semanas
'"
E
"'.!
20
.- '"
u-"
.s '"
'" Lo .- :::l
10
"' ....
<1> o
0:::0:::
1-:'-
o
o 10 20 30 40 50
Semanas
300
200
\' .....
.5!:! roa
E 5
"' ....
",o
'- o:::
100
<1>
-o
O
O 10 20 30 40 50
Semanas
Figura 18-11 Variacin de Propiedades respecto al Tiempo
de RTVl expuesto a 250 Oc.
cualidad que los ha colocado en el primer
lugar de los selladores, es su buena adherencia,
r.:J' istencia dielctrica y pobre conduccin del calor.
otro lado, su permeabilidad a temperatura
ambiente es semejante a diez veces ms que los
cauchos naturales, aunque de 100 a 150 Oc su
ilidad se asemeja ms a la de los mismos.
SILICON l1
b) Elastmero de Silicn RTV2
Este tipo de elastmero vulcaniza a temperatura
ambiente y se dice que ' es de dos componentes
porque requiere de endurecedores especiales, que
conforman el segundo componente del sistema. La
cantidad y el tipo de endurecedor permiten variar el
tiempo de vulcanizacin.
Posee propiedades semejantes al RTVl , pero
existen diferentes grados de acuerdo a sus
caractersticas de vulcanizacin y consistencia.
Estos grados son:
Vertibles
Poseen bajos ndices de viscosidad, considerndose
como pastas muy fluidas .
Extensibles
Presentan mayor viscosidad y pueden fluir sobre
superficies verticales u horizontales.
Extensibles Estables
Presentan caractersticas semejantes al anterior
pero no pueden fluir en superficies verticales hasta
haber alcanzado un espesor de capa de 1 cm.
Amasables
Tienen una consistencia muy espesa, realizndose
el mezclado de los dos componentes por amasado y
no por agitacin.
e) Elastmero de Silicn HTV
Vulcaniza por efecto de temperatura, en niveles
superiores a los 100 oC con auxilio de perxidos
orgnicos.
12 CAPITULO XVIII
Presenta caractersticas semejantes a los anteriores,
con la diferencia de aprovechar en mayor medida
estas cualidades debido a que se elaboran con l
piezas moldeadas. Sus principales propiedades son:
Mantiene sus propiedades mecnicas hasta
200 Oc y puede soportar en perodos cortos de
tiempo los 300 Oc
Soporta los - 60 Oc sin modificar sus
propiedades
Repelencia al agua
Resistencia a la intemperie
N o lo afectan las bacterias
Puede combinarse con otros materiales
Elevada resistencia qumica
Flexibilidad y buenas propiedade,s mecnicas
Estas propiedades se puedan apreciar mejor,
cuando el silicn se compara con otro tipo de hules
o elastmeros, que en algunos casos tambin se le
denominan cauchos.
600
500
400
C.
a::
300
!2
'" c:
200
'o
'
'"
'"
c: 100
o
j
o
o 50 100 150
Temperatura oC
1. Caucho Natural 2, Caucho Nitrilico
4. Caucho de Silicona 5. Caucho Fluorado
200 250 300
3. Caucho Cloropreno
6. Polietileno
Figura 18-12 Elongacin vs Temperatura de Diferentes
Hules.
25.0
E
. 20.0
z
c:
' 0
.;;
15.0 c:
"
f--
!2
'"
10.0
'" '
c:
" 1
5.0 .;;
" a::
o 50 100 150 200 250 300
Temperatura oC
3. Polietileno 1. Caucho Natural
4. Caucho Sutilico
2. Caucho Nitrlico
5. Caucho Fluorado 6. Caucho de Silicona
Figura 18-13 Resistencia a la Tensin vs Temperatura de
Diferentes Hules.
2.3.3. APLICACIONES
a) Elastmero de Silicn RTVl
Se emplean como selladores, adhesivos
recubrimientos en las siguientes reas de
industria:
Automotriz
Sellado esttico en caja de cigeales, caja de .
ejes y culatas de cilindros
Pegado de parabrisas
Sellado de convertidores de calor
Pegado de espejos
Sellado de amortiguadores
Industrial
Sellado de hornos de caldera
Sellado de neveras
Mostradores frigorficos
Cocinas elctricas
Elctrica
Revestimiento de cables
Aislamiento de interruptores de seguridad
Sellado de cmaras de vapor en planchas
Sellado de calefactores tubulares
Sellado y recubrimiento de circuitos impresos
Interruptores y conectores
Sellado y pegado de focos de iluminacin
Pegado y fijado de tubos de imagen
Textil
Revestimiento de Tejidos
Apresto antideslizante
Revestimientos Antiadhesivos
, Construccin
Masas selladoras de juntas
Sellado de vidrios, ventanas y sector sanitario
Elastmero de Silicn RTV2
esencialmente para elaboracin de
Elastmero de Silicn HTV
Las principales aplicaciones de este material son:
I
Perfiles para:
Congeladores
Secadores
Automviles
Membranas y Fuelles para:
Aparatos de narcosis
Mscaras de respiracin
Diafragmas de regulacin
Tapones para:
SILICON 13
Botellas de medicamentos o antibiticos
Revestimiento de Cables para:
Siderrgicas
Acereras
Laminaciones
Fundiciones
Minas
Fbricas de cemento, cristal y cermica
Luminarias
Motores elctricos
Cintas Aislantes para:
Aislado de bobinados para motores
Elementos de Amortiguacin para:
Aviones
Cohetes
Tubos Flexibles para:
Transfusiones de sangre
Catteres no incrustantes
Aire Caliente
Caperuzas de Proteccin para:
Bujas de encendido
Tubos electrnicos
Faros
Distribuidores de encendido
14 . CAPITULO XVIII
2.4. SILANOS
204.1. PROPIEDADES
Los silanos conocidos comnmente como un tipo
de agentes de acoplamiento se caracterizan por su
estructura, en la que existe un radical metilo y tres
radicales orgnicos, lo cual le proporciona una
doble funcionalidad.
RSi (OR)3
Esta doble funcionalidad es la causa de que pueda
unirse el silano con grupos orgnicos como los
polmeros y grupos inorgnicos como las cargas
minerales.
Imparten propiedades adhesivas a los compuestos
con los que se mezcla as como mayor solubilidad.
204.2. APLICACIONES
Agentes de acoplamiento
Aglutinante
Dispersante de pigmentos
Endurecedor de resinas Epoxi
3 PROCESOS DE
TRANSFORMACION
Los silicones se transforman o aplican de variadas
formas de acuerdo al tipo de silicn que se trate,
como se muestra en la Figura 18-14.
0e MEZCLAN CON LA SUSTANCIA A
ACEITES DE SILlCON o SE APLICAN DIRECTAMENTE.
0e MEZCLAN CON OTROS COMPONENTES
RESINAS DE SIL1CON LARA APLICARLOS DIRECTAMENTE.
ELASTOMEROS DE SILlCON
- 0e APLICAN DIRECTAMENTE MEDIANTE
RTV1 CARTUCHOS o PISTOLAS DE ASPERSION.
RTV2 0e MEZCLA CON UN SEGUNDO COMPONENTE Y SE
POR VACIADO o CON ESPATULA.
HTV {]CALANDREO DLTA PRESION
EXTRUSION BAJA PRESlaN
COMPRES10N
TRANSFERENCIA
INYECCION
0e MEZCLAN DIRECTAMENTE CON LAS
SILANOS CUSTANCIAS A MODIFICAR.
Figura 18-14 Procesos de Transformacin de SiLicn.
Por importancia, los ni cos procesos considerados
como procesos de transformacin sern los del
elastmero de Silicn HTV.
3.1. CALANDREO
Consiste en colocar la masa de silicn en una
calandria de tres o cuatro rodillos a 40 oC; de esta
fonna se "vulcaniza" o endurece el silicn,
enrollando la lmina obtenida y almacenndola
durante un tiempo para eliminar el vapor del
catalizador.
3.2. EXTRUSION
Se realiza en equipos con LID = 5:1 a 12:1 ' y
relaciones de compresin de 2.5:1, debido a
con relaciones LID mayores la cantidad de calores
excesivo y sera muy difcil de controlar. .
El husillo que se recomienda es de
nitrurado o del tipo bimetlico, para que
temperaturas de 80 Oc.
Se recomienda emplear juegos de mallas
combinados de 80 y 60 mesh, pero en el caso de
aplicaciones mdicas se recomiendan mallas de
200 mesh para evitar cualquier impureza.
El calentamiento que recibe el elastmero de
Silicn en el barril del extrusor es slo para facilitar
su moldeo, pero el endurecimiento o vulcanizacin
del mismo se realiza fuera de ste mediante dos
mtodos bsicos:
En hornos de aire caliente
En hornos de vapor de agua
3.2.1. HORNOS DE AIRE CALIENTE
Los hornos ~ o de 7 a 9 m de largo y se ajustan de
200 a 550 oC, dependiendo del tipo de elastmero
.. trabajado.
3.2.2. HORNOS DE VAPOR DE AGUA
Es el mtodo ms recomendado y consiste en
cmaras que contienen vapor de agua de 7 a
18 kg/cm
2
, realizndose la vulcanizacin en 10
15 segundos. Sin embargo, es un mtodo ms caro
. que el anterior.
23.3. COMPRESION
Se realiza en prensas que puedan alcanzar presiones
. de 210 kg/cm
2
o ms, con temperaturas de 100 a
. 200 oC. Este amplio rango de temperaturas es
-debido a que la vulcanizacin del silicn se puede
Cuando el agente de curado es un perxido
Cuando el agente de curado es platino
SILICON 15
3.3.1. PEROXIDO COMO AGENTE DE
CURADO
Se requiere que las platinas alcancen temperaturas
de 110 a 180 oC, con tiempos de curado de 5 a
15 minutos.
3.3.2. PLATINO COMO AGENTE DE
CURADO
Es el caso menos comn y las platinas deben de
alcanzar de 170 a 190 oC, con tiempos de curado de
10 a 20 minutos, recomendndose postcurarlos a
200 oC durante cuatro horas.
En los dos casos anteriores se recomienda emplear
moldes cromados para que presenten un mayor
tiempo de vida til.
3.4. TRANSFERENCIA
Es el mtodo ms empleado debido a que sus ciclos
de moldeo son ms rpidos que por el proceso de
compresin, adems de realizarse moldes
complicados a diferencia de los moldes que se
emplean en compresin.
El equipo debe de cubrir una presin de 30 a
2 Oc
150 kg/cm y una temperatura de 115 ,para
realizar ciclos de moldeo giles y efectivos.
3.5. INYECCION
Se pueden procesar los elastmeros de Silicn por
medio de equipos de pistn o de husillo,
realizndose la mayora de las veces con equipos de
pistn que alcanzan presiones de 350 a
1400 kg/cm
2
y velocidades elevadas.
La temperatura a la que se procesa el Silicn es
variable de acuerdo al agente de vulcanizacin
empleado, manejndose los siguientes perfiles de
temperatura.
16 CAPITULO XVIII
Tabla 18.3 Temperatura de Inyeccin de acuerdo al Agente
de Vulcanizacin.
AGENTE DE PERFIL DE
VULCANIZACION PARA TEMPERATURA EN
SILlCON INYECCION CC)
Perxido de Dicumilo 205 - 230
Perxido de Benzolo 110-120
Sin Agente de Vulcanizacin 230 - 240
La presin de cierre que debe alcanzar el equipo es
de 200 ton y cuando se emplean grados
prevulcanizados, las condiciones de operacin
cambian a los valores de la Tabla 18.4.
Tabla 18.4 Condiciones de Operacin para Inyeccin de
Silicn Prevulcanizado.
CONDlCION DE VALOR
OPERACION
Temperatura de Procesamiento
65 - 100 Oc
Presin de Inyeccin 550 - 600 Kg/cm
2
Temperatura de Molde 250C
Presin de Cierre 200 ton
Potrebbero piacerti anche
- Moldeo y Fundición Del PlásticoDocumento36 pagineMoldeo y Fundición Del PlásticoLesly Zapana Alcántara100% (1)
- Manual de Plásticos para Diseñadores.Documento134 pagineManual de Plásticos para Diseñadores.Isaac100% (8)
- Moldes de Inyección para Plásticos - Hans PDFDocumento256 pagineMoldes de Inyección para Plásticos - Hans PDFAndrés Salgado0% (1)
- Inyeccion de Plasticos SenatiDocumento149 pagineInyeccion de Plasticos SenatiAsdfsadf Asdfsadff100% (3)
- Moldeo Por Inyeccion de Plasticos Problemas yDocumento34 pagineMoldeo Por Inyeccion de Plasticos Problemas yGustavo Orozco86% (22)
- Moldeo Por InyecciónDocumento103 pagineMoldeo Por InyecciónTere Ugalde100% (1)
- Enciclopedia de Los PlasticosDocumento5 pagineEnciclopedia de Los PlasticosDante Lopez33% (6)
- Tecnologia de Polimeros M Beltran y A MarcillaDocumento310 pagineTecnologia de Polimeros M Beltran y A Marcillamarcoi_3878% (9)
- MANUALPARTINYPLASDocumento56 pagineMANUALPARTINYPLASLeialias100% (2)
- Curso de Moldeo Por Inyección, Proceso Parámetros PDFDocumento4 pagineCurso de Moldeo Por Inyección, Proceso Parámetros PDFJohn Superdetalle0% (1)
- Moldes de InyeccionDocumento45 pagineMoldes de InyeccionOmar Chavez89% (9)
- Capitulo 2 - Maquinas de Inyeccion de PlasticosDocumento36 pagineCapitulo 2 - Maquinas de Inyeccion de Plasticosing_mancera100% (3)
- Inyección plásticosDocumento11 pagineInyección plásticosJose Quinto100% (4)
- Moldeo Cientifico Curso - Rev 21-05-1 Rev 2 PDFDocumento250 pagineMoldeo Cientifico Curso - Rev 21-05-1 Rev 2 PDFdaniel mena94% (18)
- Extrusión de PolímerosDocumento26 pagineExtrusión de Polímerostonicbono100% (1)
- Lab.9 Fundicion y Moldeo de PlasticosDocumento44 pagineLab.9 Fundicion y Moldeo de PlasticosEdizon Colquichagua100% (1)
- Moldeo inyección seguridadDocumento38 pagineMoldeo inyección seguridadLuis Manuel Càrdenas GarcìaNessuna valutazione finora
- Inyeccion de PlasticoDocumento28 pagineInyeccion de PlasticoCésar Gómez100% (2)
- Curso de Inyeccion-Termoplasticos-CompletoDocumento64 pagineCurso de Inyeccion-Termoplasticos-Completocatio000100% (5)
- Calcular La Fuerza de Cierre Necesaria para Inyectar El Siguiente Molde en PolicarbonatoDocumento2 pagineCalcular La Fuerza de Cierre Necesaria para Inyectar El Siguiente Molde en Policarbonatojavi_12Nessuna valutazione finora
- Cursos Plasticos PDFDocumento429 pagineCursos Plasticos PDFKharloz Martin EzNessuna valutazione finora
- Moldes Inyeccion de PlasticoDocumento112 pagineMoldes Inyeccion de PlasticoErnesto Hc100% (1)
- 02 InyeccionDocumento75 pagine02 InyeccionCarlos Jimenez100% (1)
- Capitulo 4 - Diseno de Piezas PlasticasDocumento60 pagineCapitulo 4 - Diseno de Piezas Plasticasing_mancera100% (3)
- Manual de Reparación de Moldes y Troqueles Rectificado Mecánico IIDocumento106 pagineManual de Reparación de Moldes y Troqueles Rectificado Mecánico IImadenicola10100% (3)
- Molino triturador de botellasDocumento210 pagineMolino triturador de botellas1903195488% (8)
- El Mundo de Los PlásticosDocumento52 pagineEl Mundo de Los PlásticosDiego Alejandro Mercado QuintanillaNessuna valutazione finora
- TesinaDocumento85 pagineTesinaoctavioNessuna valutazione finora
- Tesina de Como Mejorar El Medio AmbienteDocumento25 pagineTesina de Como Mejorar El Medio AmbienteSantiago Copado LeosNessuna valutazione finora
- Guía Polímeros Naturales SintéticosDocumento19 pagineGuía Polímeros Naturales SintéticoslessNessuna valutazione finora
- PlasticosDocumento26 paginePlasticosRoberto RivaNessuna valutazione finora
- Historia de la industria petroquímicaDocumento11 pagineHistoria de la industria petroquímicaAdrian Mendez Martinez60% (5)
- Guia de Polimeros Sinteticos y NaturalesDocumento18 pagineGuia de Polimeros Sinteticos y NaturalesConstanza Rojos AlmunaNessuna valutazione finora
- Referencias Históricas y Evolución de Los PolímerosDocumento9 pagineReferencias Históricas y Evolución de Los PolímerosMedaJrArellanoNessuna valutazione finora
- UBA-FADU-DI-TECNO I - Unidad 9 - 10-PLasticos Revision 1 19-04-2010 PDFDocumento40 pagineUBA-FADU-DI-TECNO I - Unidad 9 - 10-PLasticos Revision 1 19-04-2010 PDFMajo PalaciosNessuna valutazione finora
- Historia Del PlásticoDocumento25 pagineHistoria Del PlásticojanethsilviaNessuna valutazione finora
- Monografia Materiales Hoy PTDocumento47 pagineMonografia Materiales Hoy PTGabriel Monzòn LunaNessuna valutazione finora
- La Quimica y Los Plasticos de Uso Diario - Actividad 8-1Documento6 pagineLa Quimica y Los Plasticos de Uso Diario - Actividad 8-1LESLIE PAULETTENessuna valutazione finora
- Tarea 6 - Lab de Plasticos - 2021-2Documento13 pagineTarea 6 - Lab de Plasticos - 2021-2Jossary JulcaNessuna valutazione finora
- CauchoDocumento18 pagineCauchoKenyi Palomino AireNessuna valutazione finora
- Resumen Plasticos y Materiales CeramicosDocumento4 pagineResumen Plasticos y Materiales CeramicosRipper Kyara PB PBNessuna valutazione finora
- La invención de la baquelita: el desarrollo de los plásticos sintéticosDocumento27 pagineLa invención de la baquelita: el desarrollo de los plásticos sintéticosKaren Alexandra0% (2)
- Envases de PlasticosDocumento9 pagineEnvases de PlasticosAngello Anaya SolorzanoNessuna valutazione finora
- Macromoleculas y Coloides PDFDocumento58 pagineMacromoleculas y Coloides PDFCrystal GranadosNessuna valutazione finora
- Orígenes y evolución del plásticoDocumento5 pagineOrígenes y evolución del plásticoDaniel MateoNessuna valutazione finora
- Evolución Del PlasticoDocumento5 pagineEvolución Del PlasticodeisyNessuna valutazione finora
- Plásticos: I. IntroducciónDocumento23 paginePlásticos: I. Introducciónby oswaldoNessuna valutazione finora
- Materiales PoliméricosDocumento64 pagineMateriales PoliméricosAndrea GomezNessuna valutazione finora
- Unidad 6 Investidacion DocumnetalDocumento30 pagineUnidad 6 Investidacion DocumnetalRomarioo ReyesNessuna valutazione finora
- La evolución del plástico desde sus orígenes naturales hasta su masificaciónDocumento22 pagineLa evolución del plástico desde sus orígenes naturales hasta su masificaciónEfrain FelixNessuna valutazione finora
- HISTORIA DE LOS PLÁSTICOS DESDE 1839Documento11 pagineHISTORIA DE LOS PLÁSTICOS DESDE 1839Cristhian ContrerasNessuna valutazione finora
- Ensayo Sobre La Lectura de Polímeros Vrs PlásticosDocumento7 pagineEnsayo Sobre La Lectura de Polímeros Vrs PlásticosYessica APNessuna valutazione finora
- Los Plásticos 10-4Documento23 pagineLos Plásticos 10-4Joe swansonNessuna valutazione finora
- Construção Social Baquelita - ESPDocumento25 pagineConstrução Social Baquelita - ESPFelipe Machado LimaNessuna valutazione finora
- Aprovechamiento de residuos plásticosDocumento46 pagineAprovechamiento de residuos plásticosFlor CalderónNessuna valutazione finora
- Trabajo Escrito PolimerosDocumento53 pagineTrabajo Escrito PolimerosJulian Julian Castellanos63% (27)
- 1 RareEarths FLX 02Documento72 pagine1 RareEarths FLX 02JenniGaticaNessuna valutazione finora
- 1.1 Aspectos Históricos Industria Del PlásticoDocumento10 pagine1.1 Aspectos Históricos Industria Del PlásticoNelson CariasNessuna valutazione finora
- ECOMURO Protocolo de InvestigacionDocumento25 pagineECOMURO Protocolo de InvestigacionJUANNessuna valutazione finora
- La pintura sobre tela II: Alteraciones, materiales y tratamientos de restauraciónDa EverandLa pintura sobre tela II: Alteraciones, materiales y tratamientos de restauraciónValutazione: 5 su 5 stelle5/5 (4)
- Tutorial Flujo Estable 2014Documento16 pagineTutorial Flujo Estable 2014vgascribNessuna valutazione finora
- Catalogo Resumido WestarcoDocumento2 pagineCatalogo Resumido Westarcodilgo0250% (4)
- Fuerzas Actuantes en Un MoldeDocumento41 pagineFuerzas Actuantes en Un MoldevgascribNessuna valutazione finora
- Diseño de MoldeDocumento5 pagineDiseño de MoldevgascribNessuna valutazione finora
- Compressed Air Energy StorageDocumento23 pagineCompressed Air Energy StoragevgascribNessuna valutazione finora
- Sect 6 Injection Mold Design Tips (Spanish)Documento16 pagineSect 6 Injection Mold Design Tips (Spanish)Alex VelillaNessuna valutazione finora
- Manual de Identificacion de PlasticosDocumento145 pagineManual de Identificacion de PlasticosOrnella Alvarado100% (3)
- Curso Control de Solidos - Swaco MexicoDocumento233 pagineCurso Control de Solidos - Swaco MexicovgascribNessuna valutazione finora
- BienvenidaDocumento43 pagineBienvenidaAdriana Malinalli EscobarNessuna valutazione finora
- Portafolio OrganicaDocumento35 paginePortafolio OrganicaVincent Guerrero100% (1)
- Texto Caragabí y El Árbol Del JenenéDocumento17 pagineTexto Caragabí y El Árbol Del JenenéAdriana Delgado100% (2)
- Taller de ForestacionDocumento15 pagineTaller de ForestacionErnesto Bernal MartinezNessuna valutazione finora
- S Abq 208 SpanishDocumento10 pagineS Abq 208 SpanishJorgeMunizNessuna valutazione finora
- Chorros Contra IncendiosDocumento47 pagineChorros Contra IncendiosGerardo Gonzalez Hernandez100% (2)
- Frases RamthaDocumento1 paginaFrases RamthaGurzNessuna valutazione finora
- Rendimiento Albahaca Variedades Biofertilizantes Carpa SolarDocumento129 pagineRendimiento Albahaca Variedades Biofertilizantes Carpa SolarBautista GioNessuna valutazione finora
- Obras Idu 2018Documento120 pagineObras Idu 2018EDISON ARMANDO BUSTAMANTE ORJUELANessuna valutazione finora
- oKVOLUMEN MOLARDocumento18 pagineoKVOLUMEN MOLARadan schneider julian sotoNessuna valutazione finora
- Guia Estudiantil Examen Complexivo ModificadaDocumento6 pagineGuia Estudiantil Examen Complexivo ModificadaLucia FernandaNessuna valutazione finora
- Aticulo CientificoDocumento52 pagineAticulo CientificoAldhair Riveros PaucarNessuna valutazione finora
- ARCILLASDocumento52 pagineARCILLASFranchesco Mendoza LLacsahuangaNessuna valutazione finora
- Factores Naturales Que Afectan A La AgriculturaDocumento2 pagineFactores Naturales Que Afectan A La AgriculturapeperoberNessuna valutazione finora
- Instalacion Hidrosanitaria (Procesos Constructivos)Documento46 pagineInstalacion Hidrosanitaria (Procesos Constructivos)Brian MejiaNessuna valutazione finora
- Metalogenia y Alteraciones HidrotermalesDocumento3 pagineMetalogenia y Alteraciones HidrotermalesKarenAguilarNessuna valutazione finora
- Unidad 3 - Fase 4 - Aplicación de Procesos de Transformación de La Industria CárnicaDocumento10 pagineUnidad 3 - Fase 4 - Aplicación de Procesos de Transformación de La Industria CárnicaSandra ToroNessuna valutazione finora
- Central Hidroelectrica OsornoDocumento6 pagineCentral Hidroelectrica OsornoVictor Astudillo ZuñigaNessuna valutazione finora
- Programa General de Mantenimiento para Conservar en Buen Estado La Trampa de GrasasDocumento7 paginePrograma General de Mantenimiento para Conservar en Buen Estado La Trampa de GrasasEduardo Trujillo NeciosupNessuna valutazione finora
- Z Ecologia y RRNNDocumento58 pagineZ Ecologia y RRNNjuan llamoca gonzalesNessuna valutazione finora
- IN-ESP-002 Entrega, Renovacion, Uso y Cuidado de EPPDocumento14 pagineIN-ESP-002 Entrega, Renovacion, Uso y Cuidado de EPPAldo VincesNessuna valutazione finora
- Ciencias Naturales IDocumento10 pagineCiencias Naturales IBrandon JojoaNessuna valutazione finora
- Simbologia USIGDocumento11 pagineSimbologia USIGLaura LeppezNessuna valutazione finora
- Igas Negro ACVDocumento2 pagineIgas Negro ACVJohn McClaneNessuna valutazione finora
- Anexo #02. Plan de Monitoreo AmbientalDocumento6 pagineAnexo #02. Plan de Monitoreo AmbientalPaul Perez MatosNessuna valutazione finora
- Informe Diario de Monitoreo Regional AM 02-02-2018Documento8 pagineInforme Diario de Monitoreo Regional AM 02-02-2018Direccion de Operaciones y Emergencia ComunalNessuna valutazione finora
- Memoria Instalaciones Sanitarias AyaviriDocumento17 pagineMemoria Instalaciones Sanitarias AyaviriKevIn YagunoNessuna valutazione finora
- Algoritmo para El Diseño Conceptual de Evaporadores de Multiple EfectoDocumento11 pagineAlgoritmo para El Diseño Conceptual de Evaporadores de Multiple EfectoCarlos MendozaNessuna valutazione finora
- CARACTERIZACION DE AGUAS RESIDUALES Informe ResidualDocumento16 pagineCARACTERIZACION DE AGUAS RESIDUALES Informe ResidualCesar David Meza AyalaNessuna valutazione finora
- Catalogo ContelacDocumento6 pagineCatalogo ContelacLuisNessuna valutazione finora