Potrebbero piacerti anche
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Man Who Knew Too Much: The JFK Assassination TheoriesDocumento4 pagineThe Man Who Knew Too Much: The JFK Assassination TheoriesedepsteinNessuna valutazione finora
- Windows Crash Dump AnalysisDocumento11 pagineWindows Crash Dump Analysisbetatest12Nessuna valutazione finora
- Stephen CoveyDocumento18 pagineStephen CoveyAbhijith Shetty100% (2)
- Brand Plan - SingulairDocumento11 pagineBrand Plan - Singulairshashank100% (2)
- Job Description of A MerchandiserDocumento3 pagineJob Description of A MerchandiserSabbir Hossain ImranNessuna valutazione finora
- Motion Study in Garments ProductionDocumento82 pagineMotion Study in Garments ProductionSabbir Hossain Imran77% (13)
- Clothing ManagementDocumento84 pagineClothing ManagementSabbir Hossain ImranNessuna valutazione finora
- Washing Factories ListDocumento5 pagineWashing Factories ListSabbir Hossain ImranNessuna valutazione finora
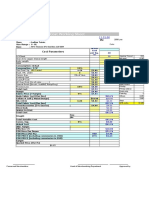
- Cost Sheet - Oshkosh BOYS DECEMBER 26.05.15Documento1 paginaCost Sheet - Oshkosh BOYS DECEMBER 26.05.15Sabbir Hossain ImranNessuna valutazione finora
- Cost Sheet STDDocumento1 paginaCost Sheet STDSabbir Hossain ImranNessuna valutazione finora
- c277 Palm EmbroideryDocumento1 paginac277 Palm EmbroiderySabbir Hossain ImranNessuna valutazione finora
- Lecture - 6 ISO Overview of HRD and Compliance Performance of Readymade Garments IndustryDocumento6 pagineLecture - 6 ISO Overview of HRD and Compliance Performance of Readymade Garments IndustrySabbir Hossain ImranNessuna valutazione finora
- 51Documento62 pagine51papa_terakhirNessuna valutazione finora
- Estimation of Population Mean, Sample Size and Analysis of VarianceDocumento11 pagineEstimation of Population Mean, Sample Size and Analysis of VarianceSabbir Hossain ImranNessuna valutazione finora
- Technical Package OF XXXXXX: Submitted byDocumento18 pagineTechnical Package OF XXXXXX: Submitted bySabbir Hossain ImranNessuna valutazione finora
- Estimation of Population Mean, Sample Size and Analysis of VarianceDocumento11 pagineEstimation of Population Mean, Sample Size and Analysis of VarianceSabbir Hossain ImranNessuna valutazione finora
- Lecture-8 Step by Step ISODocumento20 pagineLecture-8 Step by Step ISOSabbir Hossain ImranNessuna valutazione finora
- Estimation of Population Mean, Sample Size and Analysis of VarianceDocumento11 pagineEstimation of Population Mean, Sample Size and Analysis of VarianceSabbir Hossain ImranNessuna valutazione finora
- Lecture-8 Step by Step ISODocumento20 pagineLecture-8 Step by Step ISOSabbir Hossain ImranNessuna valutazione finora
- Maths Lesson On Rate - Speed Time & DistanceDocumento10 pagineMaths Lesson On Rate - Speed Time & DistanceSabbir Hossain ImranNessuna valutazione finora
- Static ElectricityDocumento13 pagineStatic ElectricitySabbir Hossain ImranNessuna valutazione finora
- Comber DataDocumento12 pagineComber DataSabbir Hossain ImranNessuna valutazione finora
- Treatment of Textile SludgeDocumento6 pagineTreatment of Textile SludgeSabbir Hossain ImranNessuna valutazione finora
- Static ElectricityDocumento14 pagineStatic ElectricitySabbir HossainNessuna valutazione finora
- 5Documento1 pagina5Sabbir Hossain ImranNessuna valutazione finora
- Collingwood - The Idea of HistoryDocumento21 pagineCollingwood - The Idea of HistoryZvika GreenbergNessuna valutazione finora
- Funny AcronymsDocumento6 pagineFunny AcronymsSachinvirNessuna valutazione finora
- BA5411 ProjectGuidelines - 2020 PDFDocumento46 pagineBA5411 ProjectGuidelines - 2020 PDFMonisha ReddyNessuna valutazione finora
- 9.2 Chalk DustDocumento18 pagine9.2 Chalk DustDane NarzolesNessuna valutazione finora
- Lets Talk About Food Fun Activities Games Oneonone Activities Pronuncia - 1995Documento1 paginaLets Talk About Food Fun Activities Games Oneonone Activities Pronuncia - 1995IAmDanaNessuna valutazione finora
- Unit III Sales and Retail ManagementDocumento16 pagineUnit III Sales and Retail ManagementMitali MishraNessuna valutazione finora
- 5th Year PES Mrs - Hamdoud Research Methodology 2Documento3 pagine5th Year PES Mrs - Hamdoud Research Methodology 2Rami DouakNessuna valutazione finora
- Area & Perimeter - CRACK SSC PDFDocumento10 pagineArea & Perimeter - CRACK SSC PDFSai Swaroop AttadaNessuna valutazione finora
- 1-10 Clariant - Prasant KumarDocumento10 pagine1-10 Clariant - Prasant Kumarmsh43Nessuna valutazione finora
- ProposalDocumento8 pagineProposalapi-295634125Nessuna valutazione finora
- Part - A (Short Answer Questions) : S. No. Questions Bloom's Taxonomy Level Course OutcomeDocumento11 paginePart - A (Short Answer Questions) : S. No. Questions Bloom's Taxonomy Level Course OutcomeDevendra BhavsarNessuna valutazione finora
- Material DevOps Essentials DEPC enDocumento88 pagineMaterial DevOps Essentials DEPC enCharlineNessuna valutazione finora
- Elo BLP Neutral en Web.5573Documento8 pagineElo BLP Neutral en Web.5573Ichsanul AnamNessuna valutazione finora
- Nilfisck SR 1601 DDocumento43 pagineNilfisck SR 1601 DGORDNessuna valutazione finora
- Anwar Hossain PDFDocumento4 pagineAnwar Hossain PDFnodaw92388Nessuna valutazione finora
- Trabajo Final CERVEZA OLMECADocumento46 pagineTrabajo Final CERVEZA OLMECAramon nemeNessuna valutazione finora
- 2010 LeftySpeed Oms en 0Documento29 pagine2010 LeftySpeed Oms en 0Discord ShadowNessuna valutazione finora
- Aperio CS2 BrochureDocumento3 pagineAperio CS2 BrochurelailaNessuna valutazione finora
- PlayAGS, Inc.Documento309 paginePlayAGS, Inc.vicr100Nessuna valutazione finora
- WFP Situation Report On Fire in The Rohingya Refugee Camp (23.03.2021)Documento2 pagineWFP Situation Report On Fire in The Rohingya Refugee Camp (23.03.2021)Wahyu RamdhanNessuna valutazione finora
- Sihi Pompa LPG API 610Documento1 paginaSihi Pompa LPG API 610Andry RimanovNessuna valutazione finora
- Prime Time 3 Workbook GrammarDocumento2 paginePrime Time 3 Workbook GrammarSourCreamNessuna valutazione finora
- Disaster Management in Schools: Status ReportDocumento28 pagineDisaster Management in Schools: Status ReportRamalingam VaradarajuluNessuna valutazione finora
- Internet Intranet ExtranetDocumento28 pagineInternet Intranet ExtranetAmeya Patil100% (1)
- Sanction For TestDocumento1 paginaSanction For Testkarim karimNessuna valutazione finora
- Instruction Manual Series 880 CIU Plus: July 2009 Part No.: 4416.526 Rev. 6Documento44 pagineInstruction Manual Series 880 CIU Plus: July 2009 Part No.: 4416.526 Rev. 6nknico100% (1)
- Leyson vs. OmbudsmanDocumento12 pagineLeyson vs. OmbudsmanDNAANessuna valutazione finora
- OTP Protocol PharmacistsDocumento14 pagineOTP Protocol PharmacistsericNessuna valutazione finora