Potrebbero piacerti anche
- Bulk Deformation Processes-ForgingDocumento14 pagineBulk Deformation Processes-ForgingIziNessuna valutazione finora
- Hot and Cold WorkingDocumento34 pagineHot and Cold WorkingSam RonnyNessuna valutazione finora
- Extrusion ProcessDocumento24 pagineExtrusion Processchris mushunjeNessuna valutazione finora
- Casting (Metalworking) : Navigation SearchDocumento26 pagineCasting (Metalworking) : Navigation SearchDion Satya GuntaraNessuna valutazione finora
- MD Design ConsiderationDocumento18 pagineMD Design ConsiderationjhpatelNessuna valutazione finora
- ForgingDocumento38 pagineForgingapi-2636010075% (4)
- MP Lecture Unit 3 FormingDocumento21 pagineMP Lecture Unit 3 Formingaakash sharmaNessuna valutazione finora
- Module 2 - Rolling ProcessDocumento51 pagineModule 2 - Rolling Processarun t nNessuna valutazione finora
- Permanent Mold Casting Module - 2BDocumento107 paginePermanent Mold Casting Module - 2BZeeshan RafiqNessuna valutazione finora
- Solidification of MetalsDocumento13 pagineSolidification of MetalsDalitso TemboNessuna valutazione finora
- Powder Metallurgy: Basics & Applications Powder MetallurgyDocumento11 paginePowder Metallurgy: Basics & Applications Powder MetallurgyVivek BajpaiNessuna valutazione finora
- Note CHP 3 Material Science 281 Uitm Em110Documento40 pagineNote CHP 3 Material Science 281 Uitm Em110bino_ryeNessuna valutazione finora
- Metal Casting Guide: Risers, Solidification Times & MoreDocumento8 pagineMetal Casting Guide: Risers, Solidification Times & MoreYash DesaaiNessuna valutazione finora
- Theory of Metal Cutting ExplainedDocumento2 pagineTheory of Metal Cutting ExplainedShivanshu shekhar100% (1)
- Forging: Shaping Materials Through Compressive ForcesDocumento20 pagineForging: Shaping Materials Through Compressive ForcesRam Janm SinghNessuna valutazione finora
- Shaping & Grinding and Realated OperationsDocumento26 pagineShaping & Grinding and Realated OperationsIzi86% (7)
- High Energy Rate Forming ProcessDocumento8 pagineHigh Energy Rate Forming Processjasonmani90Nessuna valutazione finora
- Aluminum Die Casting Process FlowDocumento13 pagineAluminum Die Casting Process FlowPrabish KumarNessuna valutazione finora
- MFG Tooling - 09 Progressive Dies PDFDocumento16 pagineMFG Tooling - 09 Progressive Dies PDFNhan LeNessuna valutazione finora
- Metal Forming Machines: PressesDocumento35 pagineMetal Forming Machines: PressesMohammed Alnashar0% (1)
- MP 1st Module NotesDocumento39 pagineMP 1st Module NotesKailas Sree ChandranNessuna valutazione finora
- Thesis (V Nashine)Documento95 pagineThesis (V Nashine)Salil JainNessuna valutazione finora
- 30 Super Finishing ProcessesDocumento14 pagine30 Super Finishing ProcessesPRASAD326100% (5)
- Metal Casting 3Documento23 pagineMetal Casting 3bhushan wandreNessuna valutazione finora
- Internship Experience at Peenya Fine Comp Pvt LtdDocumento22 pagineInternship Experience at Peenya Fine Comp Pvt LtdMohammed imran100% (1)
- ME 2202 Casting Gating SystemsDocumento67 pagineME 2202 Casting Gating Systemsyash guptaNessuna valutazione finora
- Module 5 Design of Components With Forging ConsiderationDocumento34 pagineModule 5 Design of Components With Forging ConsiderationMaheshNessuna valutazione finora
- Design of 3000 Ton Forge PressDocumento16 pagineDesign of 3000 Ton Forge PressSwaroopReddyNessuna valutazione finora
- MPS PPT Radial ForgingDocumento11 pagineMPS PPT Radial Forgingaashay shewareNessuna valutazione finora
- Foundry Technology GuideDocumento34 pagineFoundry Technology GuidePranav Pandey100% (1)
- Selective Laser SinteringDocumento16 pagineSelective Laser Sinteringnikhil_prasanthNessuna valutazione finora
- Ch21 Fundamentals of Cutting2Documento70 pagineCh21 Fundamentals of Cutting2manojc68Nessuna valutazione finora
- Turning and Drilling PPT MFG Chapter23 FinalDocumento78 pagineTurning and Drilling PPT MFG Chapter23 FinalRavichandran GNessuna valutazione finora
- Presses and Equipment For SheetMetal DiesDocumento153 paginePresses and Equipment For SheetMetal Diessamurai7_77Nessuna valutazione finora
- I Unit - Introduction To Unconventional Machining ProcessesDocumento19 pagineI Unit - Introduction To Unconventional Machining ProcessesRavichandran GNessuna valutazione finora
- SURFACE FINISHING PROCESSDocumento37 pagineSURFACE FINISHING PROCESSramadanNessuna valutazione finora
- Observation of Defects in Cast Iron Castings by Surface AnalysisDocumento19 pagineObservation of Defects in Cast Iron Castings by Surface Analysisgonzalo gimenez100% (1)
- Unit - Iii: Metal Forming ProcessesDocumento63 pagineUnit - Iii: Metal Forming ProcessesRohith RoNessuna valutazione finora
- TRAINING REPORT ON ESCORT INDIA PVT. LTDDocumento34 pagineTRAINING REPORT ON ESCORT INDIA PVT. LTDVarun AggarwalNessuna valutazione finora
- Everything You Need to Know About Rolling of MetalsDocumento28 pagineEverything You Need to Know About Rolling of MetalsSaiful Islam100% (1)
- Forming Processes (MP Module 3)Documento77 pagineForming Processes (MP Module 3)Kailas Sree ChandranNessuna valutazione finora
- Metal Forming Processes GuideDocumento32 pagineMetal Forming Processes GuideWalid DamoniNessuna valutazione finora
- Thin Wall Pressure VesselsDocumento20 pagineThin Wall Pressure VesselsTare Er KshitijNessuna valutazione finora
- Icejet Machining2Documento24 pagineIcejet Machining2Yadu Krishna50% (2)
- Sheet Metal Forming Techniques and DefectsDocumento52 pagineSheet Metal Forming Techniques and Defectsmandakini baskeyNessuna valutazione finora
- How to Make a Slot Using a Shaper MachineDocumento4 pagineHow to Make a Slot Using a Shaper MachineMD Mahmudul Hasan MasudNessuna valutazione finora
- Rolling Mill Guide: Types and Metal Forming ProcessDocumento2 pagineRolling Mill Guide: Types and Metal Forming Processnanda rizkyNessuna valutazione finora
- Plasma Arc MachiningDocumento18 paginePlasma Arc MachiningStephen WeiNessuna valutazione finora
- Chapter 4 Metal CuttingDocumento45 pagineChapter 4 Metal Cuttingamr23Nessuna valutazione finora
- Regulation 2013 Me 6352 Manufacturing Technology Notes - PmsDocumento164 pagineRegulation 2013 Me 6352 Manufacturing Technology Notes - PmsSubramanian PmNessuna valutazione finora
- Ultrasonic Machining SeminarDocumento11 pagineUltrasonic Machining Seminarhyundai31050% (2)
- Total Quality ManagementDocumento36 pagineTotal Quality Managementfonsekapdl100% (1)
- 05 Ch3 ForgingDocumento26 pagine05 Ch3 ForgingKamil BudimanNessuna valutazione finora
- Drop ForgingDocumento5 pagineDrop ForgingVishnu Attitude CountsNessuna valutazione finora
- Metal Forming Processes Guide: Forging, Rolling & MoreDocumento46 pagineMetal Forming Processes Guide: Forging, Rolling & MorearhlboyNessuna valutazione finora
- Proses Tempa (Forging) : Aris Hendaryanto, S.T., M.Eng. Departemen Teknik Mesin SV-UGMDocumento31 pagineProses Tempa (Forging) : Aris Hendaryanto, S.T., M.Eng. Departemen Teknik Mesin SV-UGMHisyam Abdul AzizNessuna valutazione finora
- Study of Forging Process Equipemnts-Practical-3Documento12 pagineStudy of Forging Process Equipemnts-Practical-3prashantNessuna valutazione finora
- LO #2 Metal Froming Processes 201810Documento46 pagineLO #2 Metal Froming Processes 201810Rymshah MoezNessuna valutazione finora
- Manufacturing Engineering II (ch3)Documento111 pagineManufacturing Engineering II (ch3)AlemNessuna valutazione finora
- Classification of Forming & Shaping Processes & EquipmentDocumento51 pagineClassification of Forming & Shaping Processes & EquipmentFarman AliNessuna valutazione finora
- openLCA 1.10.2 User-ManualDocumento127 pagineopenLCA 1.10.2 User-ManualIziNessuna valutazione finora
- World Energy Scenarios - Composing Energy Futures To 2050 - Executive Summary PDFDocumento44 pagineWorld Energy Scenarios - Composing Energy Futures To 2050 - Executive Summary PDFAmir HussainNessuna valutazione finora
- Guide Driving TestDocumento44 pagineGuide Driving TestDennis OngNessuna valutazione finora
- Australian Cotton Industry - CheckedDocumento2 pagineAustralian Cotton Industry - CheckedIziNessuna valutazione finora
- Diesel Fuel InjectionDocumento5 pagineDiesel Fuel InjectionIziNessuna valutazione finora
- Form 1496i Family VisaDocumento2 pagineForm 1496i Family VisaIziNessuna valutazione finora
- 1442 IDocumento6 pagine1442 IIziNessuna valutazione finora
- Australian Wheat Industry - CheckedDocumento2 pagineAustralian Wheat Industry - CheckedIziNessuna valutazione finora
- User ManualDocumento18 pagineUser ManualIziNessuna valutazione finora
- Alzheimer's Disease: Memory Loss and Brain DegenerationDocumento1 paginaAlzheimer's Disease: Memory Loss and Brain DegenerationIziNessuna valutazione finora
- Australian Cotton IndustryDocumento1 paginaAustralian Cotton IndustryIziNessuna valutazione finora
- Vortex 95 MsdsDocumento13 pagineVortex 95 MsdsIziNessuna valutazione finora
- Alzheimer CheckedDocumento2 pagineAlzheimer CheckedIziNessuna valutazione finora
- Australian Wheat IndustryDocumento1 paginaAustralian Wheat IndustryIziNessuna valutazione finora
- Handout15 6333 PDFDocumento17 pagineHandout15 6333 PDFIziNessuna valutazione finora
- Calculating Standard Error Bars For A GraphDocumento6 pagineCalculating Standard Error Bars For A GraphKona MenyongaNessuna valutazione finora
- Hybrid Electric VehicleDocumento33 pagineHybrid Electric VehicleIzi75% (4)
- World Energy Assessment-2000Documento506 pagineWorld Energy Assessment-2000IziNessuna valutazione finora
- Wang 2011 Bio Spary IgnitionDocumento7 pagineWang 2011 Bio Spary IgnitionIziNessuna valutazione finora
- Usb 1616hs BNCDocumento49 pagineUsb 1616hs BNCIziNessuna valutazione finora
- DOP Test ProtocolDocumento10 pagineDOP Test ProtocolIzi100% (2)
- Zakat GuideDocumento15 pagineZakat GuideIziNessuna valutazione finora
- FtirDocumento21 pagineFtirGaurav AcharyaNessuna valutazione finora
- Usb 1616hs BNC SpecDocumento8 pagineUsb 1616hs BNC SpecIziNessuna valutazione finora
- Heat Flux Sensors Measure Fast Surface Temp ChangesDocumento2 pagineHeat Flux Sensors Measure Fast Surface Temp ChangesIziNessuna valutazione finora
- GRE Words ListDocumento2 pagineGRE Words ListIziNessuna valutazione finora
- Unit 7Documento39 pagineUnit 7vijay_oraerp1711Nessuna valutazione finora
- Duct DesignDocumento9 pagineDuct DesignjaswanthNessuna valutazione finora
- Sinus SamuraiDocumento5 pagineSinus SamuraiIziNessuna valutazione finora
- ASTM Biodiesel SpecDocumento1 paginaASTM Biodiesel SpecIziNessuna valutazione finora
- Knuckle Joints DesignDocumento10 pagineKnuckle Joints DesignKvrd Prasad100% (1)
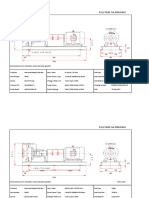
- GA Drawings of Industrial PumpsDocumento9 pagineGA Drawings of Industrial PumpsTheepa SubramaniamNessuna valutazione finora
- To11c5 e 00 PDFDocumento526 pagineTo11c5 e 00 PDFGradimir MilanovicNessuna valutazione finora
- On-Site Operation Training Record Card: Pangkalan Susu Coal Fired Steam Power Plant Project Unit 3&4 2X200MWDocumento3 pagineOn-Site Operation Training Record Card: Pangkalan Susu Coal Fired Steam Power Plant Project Unit 3&4 2X200MWajambookNessuna valutazione finora
- Trane XR202 Programmable Thermostat: TCONT202AS11MA Installation and User GuideDocumento12 pagineTrane XR202 Programmable Thermostat: TCONT202AS11MA Installation and User GuideOsvaldo Milla100% (2)
- Shell Lubricants Albida Alvania Multiservice GreasesDocumento1 paginaShell Lubricants Albida Alvania Multiservice GreasesvinothNessuna valutazione finora
- Performance Requirements: CEN Standard EN 16798-3:2017 On Ventilation For Non-Residential BuildingsDocumento7 paginePerformance Requirements: CEN Standard EN 16798-3:2017 On Ventilation For Non-Residential BuildingsLuca CarusoNessuna valutazione finora
- CAT C13 2007 Service Bulletin (Cooling Sys, DPF, and Diagnostic Trouble Codes)Documento34 pagineCAT C13 2007 Service Bulletin (Cooling Sys, DPF, and Diagnostic Trouble Codes)Jonathan Carlson100% (4)
- EUROPART Inter Catalog Bus Spare Parts 2014-09 EN PDFDocumento778 pagineEUROPART Inter Catalog Bus Spare Parts 2014-09 EN PDFludiloliku67% (3)
- Mechanical Engineer Muhammad Ibtisam's ResumeDocumento1 paginaMechanical Engineer Muhammad Ibtisam's ResumeshoaibNessuna valutazione finora
- TOOLSDocumento5 pagineTOOLSLoraine SenilloNessuna valutazione finora
- Science: Quarter 3 - Module 1: FrictionDocumento29 pagineScience: Quarter 3 - Module 1: FrictionTrisTan Dolojan100% (1)
- Fluids and Buoyancy QuizDocumento2 pagineFluids and Buoyancy QuizWaleed El ShirbeenyNessuna valutazione finora
- Rules for Classification of Ships: Part C Machinery, Systems and Fire ProtectionDocumento485 pagineRules for Classification of Ships: Part C Machinery, Systems and Fire ProtectionTordillo ECV56Nessuna valutazione finora
- Zubair Oil Field Development Project: Eni Iraq B.VDocumento17 pagineZubair Oil Field Development Project: Eni Iraq B.VMohammed HijaziNessuna valutazione finora
- TOX FinePress 45 201201 enDocumento16 pagineTOX FinePress 45 201201 enSirbu SorinNessuna valutazione finora
- The Basics of Shoulder ScrewsDocumento5 pagineThe Basics of Shoulder ScrewsOliver SulibitNessuna valutazione finora
- Chung2006 PDFDocumento9 pagineChung2006 PDFNguyen Tran HieuNessuna valutazione finora
- Kobelco 70SR: The Most Awesome 7-Ton Excavator Under 40 CharactersDocumento16 pagineKobelco 70SR: The Most Awesome 7-Ton Excavator Under 40 Charactershaiccdk6Nessuna valutazione finora
- Structural Steel Design: DR - Mu'taz K.M Ass - Prof. in Civil EngineeringDocumento13 pagineStructural Steel Design: DR - Mu'taz K.M Ass - Prof. in Civil EngineeringZeeshan MunirNessuna valutazione finora
- ISO 9001 Certified U4.70-U4.250 Series Oil-Flooded Vacuum PumpsDocumento4 pagineISO 9001 Certified U4.70-U4.250 Series Oil-Flooded Vacuum PumpsAndy MulyonoNessuna valutazione finora
- Road Crossing Method of StatementDocumento4 pagineRoad Crossing Method of StatementKo Zay100% (1)
- Somar Integra Executive Summary.r2Documento3 pagineSomar Integra Executive Summary.r2vanessa_corneliaNessuna valutazione finora
- Standard Equipment: Hitachi Construction Machinery Co., LTDDocumento15 pagineStandard Equipment: Hitachi Construction Machinery Co., LTDDemo OnlyNessuna valutazione finora
- (PDF) Metal Casting Processes QUALITATIVE PROBLEMS Trien Nguyen - Academia - EduDocumento1 pagina(PDF) Metal Casting Processes QUALITATIVE PROBLEMS Trien Nguyen - Academia - EduAlii AlliNessuna valutazione finora
- SM-McCormick ZTX230 ZTX260 ZTX280 TRACTOR Service Repair ManualDocumento66 pagineSM-McCormick ZTX230 ZTX260 ZTX280 TRACTOR Service Repair ManualRiahi Rezeg20% (5)
- Slip and Crystallographic TexturesDocumento34 pagineSlip and Crystallographic TexturesSunkulp GoelNessuna valutazione finora
- Bottom Blowdown: Download The (295 KB) Try Answering The For This Tutorial View The Complete Collection ofDocumento8 pagineBottom Blowdown: Download The (295 KB) Try Answering The For This Tutorial View The Complete Collection ofsenaNessuna valutazione finora
- Mcdonnell & Miller Service Parts CatalogDocumento76 pagineMcdonnell & Miller Service Parts Catalogkamran shahNessuna valutazione finora
- Printable Flashcard On API 570 Flashcards - Free Flash CardsDocumento3 paginePrintable Flashcard On API 570 Flashcards - Free Flash Cardstipu321Nessuna valutazione finora