Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Medición de Longitudes - Heinrich Gerling PDF
Caricato da
JefMur47%(19)Il 47% ha trovato utile questo documento (19 voti)
4K visualizzazioni146 pagineTitolo originale
Medición de longitudes - Heinrich Gerling.pdf
Copyright
© Attribution Non-Commercial (BY-NC)
Formati disponibili
PDF o leggi online da Scribd
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Attribution Non-Commercial (BY-NC)
Formati disponibili
Scarica in formato PDF o leggi online su Scribd
47%(19)Il 47% ha trovato utile questo documento (19 voti)
4K visualizzazioni146 pagineMedición de Longitudes - Heinrich Gerling PDF
Caricato da
JefMurCopyright:
Attribution Non-Commercial (BY-NC)
Formati disponibili
Scarica in formato PDF o leggi online su Scribd
Sei sulla pagina 1di 146
P SEtliine
>
-MEDICION
DE
-LONGITUDES
EDITORIAL REVERTE
Titulo de la obra original:
Lingenpriiftechnik in der Fertigung
Edicién original en lengua alemana publicada por:
Georg Westerman Verlag, Braunschweig
Copyright © by Georg Westerman Verlag
Versién espanola por:
DIORKI, traductores
Propiedad de:
EDITORIAL REVERTE, S. A.
Loreto, 13-15, Local B
08029 Barcelona
Tel: (34) 93 419 33 36
Fax: (34) 93 419 51 89
E-mail: reverte@reverte.com
Internet: http://www.reverte.com
Reservados todos los derechos. La reproduccién total o parcial de esta obra, por
cualquier medio o procedimiento, comprendidos la reprografia y el tratamiento
informatico, y la distribucién de ejemplares de ella mediante alquiler o préstamo puibli-
cos, queda rigurosamente prohibida sin la autorizacién escrita de los titulares del copy-
right, bajo las sanciones establecidas por las leyes.
Edicién en espaol
© EDITORIAL REVERTE, S. A., 1979
REIMPRESION: ABRIL DE 2002
Impreso en Espatia - Printed in Spain
ISBN - 84 - 291 - 6052-3
Depésito Legal: SE-4457-2004 en Espaita
Impresi6n: Publidisa
Indice analitico
1, MEDICION DE LONGITUDES 1
1. itudes los i
dudes a2 long — 3
Unidades angulares
12. Tolerancias de medida, discrepancias de forma y posicién, calidad
de la superficie
Tolerancias de medida 4
Di ancias de forma icién 5
Medir _7
Calibrado 8
14. Finalidad de la comprobacién en fabricaci6n 9
1-5. Divisién de los elementos de comprobacién 10
Elementos de medida, materializadores de la medida, instrumentos de
medida 10
Calibres _11
Elementos auxiliares 12
Escalas, aumento y margen de indicacién__12
Campo de medicion, limites de error y margen de inversién _13
Errores de medida en los valores leidos, instrumentos y
materializaciones de la medida __14
Causas de los errores de medida _15
Principio de comparador__17
Divisién de los errores de medida 23
18. Fundamentos generales para la medicién y el calibrado 23
2._MEDICION DE LONGITUDES CON REGLAS Y GALGAS 26
241. s para longitudes 26
22. Galgas de extremos _28
‘ismati 28
Accesorios para las galgas__32
ién con ismaticas 33
VIL
VUE
Indice analitico
3.1, Medida de las distancias entre superficies exteriores (medida de
exteriores) _35
Calibre pie de 6
Leediclis cous ol calico gle deitay 39
Micrémetros de arco 40
Medicién con el micrémetro de arco 46
Comparadores 4°
Indicadores mec4nicos de precisién 50
32. Medicién de distancias entre superficies interiores (medida de
interiores) 59
Micrémetros para interiores 61
Medicién de interiores con galgas de cufias 63
Instrumentos para medida de interiores con comparador o con indicador
de precision 64
33.__Medida de distancias entre su icies
Micrémetros pats profundidades _ 68
metro de alturas «Cadillac» 68
34, Medida de las distancias entre agujeros y ejes__ 69
*"—fispiga de comprobacin y caballete d comp! y caballete de puntos 70
35._Medida de distancias con méquinas medidoras de tipo mecanico _72
La mdquina medidora pequefia 72
Maquina medidora con caja de medicién hidréulica 73
4, MEDICION CON INSTRUMENTOS OPTICOS, ELECTRICOS Y
NEUMATICOS 74
41. Medicién con instrumentos épticos 74
Fundamentos 74
Lupa, lupa graduada y microscopio 76
Indicadores de precisi6n mecanicodpticos 78
Méquinas medidoras dpticas 79
42. Medicién con aparatos medidores eléctricos __81
Los indicadores de precisién de contacto 81
43, _Medicién con instrumentos neuméticos 83
Instrumentos __83
Fundamentos _83
Tipos de instrumentos 83
Medicién con instrumentos neumiaticos 85
5. AJUSTES 85
5-1, Fabricacién intercambiable 87
5-2, Fundamentos de los ajustes 87
Ajustes, cotas y tolerancias 87
Indice analitico Ix
Clases de ajustes___88
Agujero Unico, eje inico 89
53. Sistema 180 para ajustes cilindricos y planos 89
itud de tolerancia_ :
ais Se ni Bae ape A Tame ee a
Sistema de ajustes 92
Eleccién de los ajustes 93
6, SISTEMA DE CALIBRES ISO 95
61. El calibre como elemento de comprobacién _95
El principio de Taylor _96
62. falibrade de auuleros 97
rado pasa y calibrado no pasa
Se else rare acne Tateriorce (calles pare
agujeros) 99
Modelos especiales para calibres de interiores 101
63. Calibrado de ejes 101
no 101
Calibres normalizados para medidas exteriores (calibres para
ejes) 103
Calibres Iimite regulables, tipo herradura__103
64. Comprobacién de los calibres pasa ejes y pasa agujeros 103
&1. il A WC ag cha Saag us
fe ne ee 116
a a
Pp pl 1
9. MEDIDA DE ANGULOS 120
91. Elementos de medida 120
‘para los: los circulos graduados y galgas
res__120
Ss _ 121
Copyrighted material
Indice analitico
lostrumentos para modir éngulos 123
de senos y de
ferminacién. doles dngulos por “medio de elementos auxiliares
sencillos 130
10,_ MEDIDA DE PENDIENTES 131
10:1, Elementos para medir pendientes 131
Los niveles de burbuja 132
El nivel esférico 134
El nivel de vasos comunicantes 134
1._MEDICION DE LAS ALINEACIONES ~ 135
1-1. Alineacién de alineaci6n 135
112. Elementos para medir Ja alineaci6n 135
Elementos mec4nicos 135
Elementos dpticos de medida _136
12._COMPROBACION DE PERFILES 139
12-1. Elementos para comprobar los perfiles 139
Las plantillas de forma 139
El proyector 139
13._MEDICION Y CALIBRADO DE CONOS 141
13-1, Magnitudes determinantes del cono 141
13-2. Medicién y calibrado de conos exteriores e interiores 142
Medicién del cono exterior 142
Calibrado del cono exterior 144
Medicién del ee 45
El calibrado de los conos interiores 147
14._MEDICION Y CALIBRADO DE ROSCAS 148
Perfiles de rosca _148
41. itudes determinantes de las roscas 148
142. Defectos de las roscas 149
143._Medicién de las roscas _150
Las _roscas exteriores 150
Las roscas interiores 154
144. Tolerancias de las roscas 156
145._Calibrado de las _roscas 157
Indice analitico
Calibrado de roscas exteriores 158
Calibrado de roscas interiores 161
146. Control de los calibres de roscas 161
15._COMPROBACION DE ENGRANAJES 163
15-1. itudes determinantes de los en; jes 164
15-2. Defectos de los engranajes 164
Forma de los flancos 164
Paso __165
Sentido de los flancos 169
Concentricidad __170
154. Comprobacién de los errores acumulados 171
Comprobacién en dos flancos 171
Comprobacién en un solo flanco 172
16._MEDIDA Y CALIBRADO DE ESTRIADOS TRIANGULARES = 173
16-1. Magnitudes determinantes 173
16-2. Medicién de los estriados triangulares 173
163. Calibrado de los estriados triangulares 174
INDICE ALFABETICO 175
Medicién de longitudes
Libro de consulta acerca de
los procedimientos de medicién
en fabricaci6n
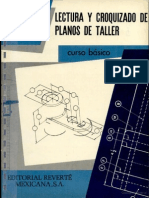
1, MEDICION DE LONGITUDES
La medicién de longitudes en fabricacién se ocupa de la denominacién y calibrado
de longitudes y Angulos en piezas mecanizadas, utillaje, instrumentos y maquinas
(fig. 1).
Fig. 1. Ejemplos de medicién de longitudes. a) medicién con el calibre pie de
rey; b) medicién de un agujero con el comparador; c) medicién con el micré-
metro de arco; d) comprobacién de la planitud con la regla de canto agudo;
e) medicién con el micrémetro de profundidades; f) calibrado con el calibre de
herradura «pasa-no pasa»; g) medicién de una rosca en la rectificadora de ros-
cas; h) medicién del paso de engranaje con el medidor de pasos; i) medicién de
un calibre de herradura con el comparador de perfiles.
GERLING —1 1
2 Medicién de longitudes
Los ejes, cojinetes, tornillos, engranajes y demas piezas mecanizadas sélo son real-
mente utilizables cuando sus dimensiones, su forma y su estado superficial res-
ponden a unos requisitos preestablecidos. Las piezas que hayan sido mecanizadas
de forma impecable se pueden ensamblar de modo continuo y sin necesidad de
retocarlas, garantizando el buen funcionamiento de las maquinas o instrumentos
en que se hayan montado. Asi ocurre, por ejemplo, que cuando un aparato total-
mente terminado no esté en condiciones de funcionar por culpa de una pieza de-
fectuosa, la sustitucién de dicha pieza puede ocasionar unos gastos considerables.
Con los mds variados métodos de comprobacién se garantizan la estabilidad di-
mensional, la exactitud de forma y la calidad superficial requeridas. Hoy en dia,
las comprobaciones se hacen con mayor frecuencia y exactitud que antiguamente.
Bl adecuado manejo de los elementos de comprobacién, que suelen ser de alta
calidad, es condicién indispensable para obtener correctos resultados.
1.1, Longitudes y angulos
En fabricacién se comprueban las longitudes y los dngulos. Entre las longitu-
des figuran, por ejemplo, las cotas exteriores, las cotas interiores, las cotas de es-
calonamientos, las cotas de didmetros, las distancias entre taladros, los redondea-
dos de aristas, los radios, etc. Un Angulo se puede representar mediante relaciones
entre longitudes (véase Regla de senos, pag. 128). Los métodos de comprobacién re-
ferides a fabricacién se denominan técnica de comprobacién de longitudes (DIN
2257, en proyecto). Una longitud se comprueba midiéndola o calibrandola (véase
pag. 7).
Unidades de longitud. La unidad basica de longitud es el metro (abreviatura, m).
En la XI Conferencia General de la Convencién del Metro, en 1960, se precisé
la nueva definicién para el metro, basada en una longitud de onda luminosa: el
metro es igual a 1650763,73 longitudes de onda de la radiacién electromagnética
emitida por el isétopo 8 Kr, al pasar del estado 5 d, al estado 2py, cuando se pro-
paga en el vacio.
Con esta definicién queda invalidado el metro patrén. En Metrologia industrial,
como materializacién técnica de la unidad de longitud, se utilizan unas galgas de
extremos, que se pueden contrastar con respecto a ondas luminosas, por ejemplo,
en el Instituto Federal Fisico-Técnico.
Divisiones del metro. 1 dm (dec{metro) = 1/10 m; 1 cm (centimetro) = 1/100 m;
1 mm (milimetro) = 1/1000 m; 1 um (micra') = 1/1000000 m = 1/1000 mm; 1 nm
(nanémetro) = 1/1 000000 000 m = 1/1 000000 mm = 1/1000 um.
Una medida de longitud se expresa con el valor numérico y la unidad, por ejem-
plo, 9,35 mm.
La pulgada (simbolo ”) se sigue utilizando como unidad de longitud en EE.UU. y
algunos otros paises: 1” = 25,400000 mm; sus submiultiplos se obtienen dividiendo
sucesivamente por 2: 1/2, 1/4, 1/8, 1/16, 1/32, 1/64, 1/128”.
Unidades angulares. Se ha adoptado como unidad el angulo Ilano en el cual la rela-
cién de longitudes «arco de circunferencia respecto al radio» tiene el valor nu-
'N. de la E. Aunque su nombre correcto actual es micrémetro, se mantiene la deno-
minacién cl4sica para evitar la confusién con el aparato de medicién.
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
Medicién de longitudes
Discrepancias de forma y posicién. Al mecanizar las piezas, no se puede conse-
guir que la forma geométrica tedrica de las superficies (recta, plana, redondeada,
cilfndrica) ni que la posicién de las superficies entre si (en Angulo, paralelas)
sean absolutamente exactas. Lo mismo que en el caso de las medidas, también se
admiten aqui ciertas discrepancias (tolerancias). La definicién de discrepancias
128%30°
40° +8;
Fig. §. Diferencias para cotas de dngulos.
de forma y posicién est4 normalizada segin DIN 7182.
Discrepancia de forma es la variacién de la forma que define la pieza con respecto
a la forma geométrica tedrica (fig. 6); se mide perpendicularmente a la forma
tedrica.
Falta do redondez
Desslineacién emilee acminite el
0,402 mm
adnfisible 0,002 mm Rugosidad cilindro recto 0.1 mm
admisible 0,05 mm
oe
® roar. PE
Fig. 6. Discrepancias de forma:
a)
b)
c)
d)
e)
La tolerancia de forma (discrepancia admisible de forma) T, viene expresa-
da por dos superficies equidistantes 0, en el caso de perfiles, por dos lineas
equidistantes, entre las cuales debe estar comprendida la superficie de for-
ma (o el perfil de forma); Ia pieza es «buena» cuando la discrepancia de
forma f, es menor que la tolerancia de forma 7,.
Discrepancia de rectas = desalineacién; desalineacién admisible T,.
Discrepancia del plano —rugosidad; la rugosidad admisible T, es la distan-
cia entre dos planos paralelos entre los cuales ha de estar comprendida Ia
superficie de forma (superficie efectiva).
Discrepancia del circulo = falta de redondez; la falta de redondez admisible
7, es la diferencia de didmetros de dos circulos concéntricos (Dje— Dy) en-
tre los cuales debe estar comprendido el perfil de forma; Ty =2 T).
Discrepancia del cilindro recto circular; la discrepancia admisible T, es la
diferencia de diémetros de dos cilindros concéntricos, entre los cuales debe
estar contenida la superficie efectiva; T, = 2 T).
Medicién de longitudes
Heteragonismo Falta de paraielismo Discrepaneia de
aumisivle 8 —admisible 0.05 mm = iscrepancia retrentado
Ben 4mm 5 de 0.02 mm
‘eoncentricidad
Compa ¢ 2 mm
dAnu-AnidST (Amar AminlS Te,
Fig. 7. Discrepancias de pusicion:
a) La discrepancia de isogonismo = heterogonismo, es la diferencia entre e) ma-
yor y el menor Angulo que se puede hallar entre dos superficies; la discre-
pancia admisible de isogonismo T, es la diferencia angular entre la que debe
estar comprendido el valor efectivo del angulo de las superficies. Asi, por
ejemplo, T. = +8 significa que la diferencia entre el mayor y el menor én-
gulo medido no debe ser superior a 8’,
b) Discrepancia de la posicién paralela = falta de paralelismo; la falta de para-
Jelismo admisible T, de dos planos es la distancia entre dos planos paralelos
al plano de referencia, en los que ha de estar comprendido el segundo plano.
¢) Discrepancia de alineacién = desalineacién,es la dislocacién de dos ejes o de
dos planos entre si, Cuando las rectas (ejes) estén dislocadas paralelamente
entre sf, la excentricidad admisible es T,,. Las rectas (ejes) también pueden
cortarse bajo un dngulo o estar torcidas entre si.
d) La discrepancia de concentricidad T, es la maxi
ja mayor y la menor distancia de la superficie con respecto al eje de giro
(a = distancia a la que ha de efectuarse la medida).
Discrepancia de refrentado T, es la maxima diferencia admisible entre la
mayor y Ia menor distancia de la superficie frontal con ,respecto a un plano
de referencia perpendicular al eje de giro (a = distancia a la que se ha de
efectuar la medida).
diferencia admisible entre
Discrepancia de posicion es la variacién de una arista o de una superficie con res-
pecto a la posicién tedrica prescrita (fig. 7).
Por lo general, las discrepancias admisibles de forma y de posicién se encuentran
comprendidas dentro de las tolerancias de medida.
Calidad de la superficie. La superficie de una pieza mecanizada puede ser més 0
menos rugosa, debido a la presencia de estrias, poros, surcos, etc. El grado de aca-
ado requerido (profundidad admisible de las asperezas) se indica en los planos,
por ejemplo, mediante unos simbolos de acabado superficial.
1.3. Operaciones en la medicién de longitudes
Comprobar cs determinar si un objeto corresponde a la forma geométrica reque-
rida. La forma queda definida por longitudes y angulos. La comprobacién puede
lievarse a cabo midiendo 0 calibrando.
Medicion de longitudes 7
EI objeto cuya forma se ha de comprobar se
Comprobar eto cu
denomina pieza a comprobar. Si esta propie-
dad es mensurable, el objeto se denomina
medir calibrar también objeto a medir.
La medicién y el calibrado se denominan también comprobaciones dimensionales,
Por el contrario, entre las comprobaciones no dimensionales figuran la inspeccién
visual, la exploracién tactil (por ejemplo, de superficies), la deteccién actistica, etc.
Medir, en el concepto de la comprobacién de longitudes, es comparar numérica-
mente la longitud que se trata de medir con una materializacién de la medida.
Entre las materializaciones de la medida se encuentran, entre otras, las reglas
graduadas y las galgas de extremos (fig. _8). Asi, por ejemplo, un calibre pie de
rey contiene una materializacién de la medida en forma de regla graduada.
8. Materializaciones de las medidas (ejemplos). a) mediante los trazos
de divisién en una regla graduada; b) por Ia distancia entre las superficies de
medida de una galga de extremos paralelos.
El resultado de la medicién es la medida efectiva (por ejemplo, 150 mm) en un
lugar determinado del objeto a medir.
Cuando figura un cero como ultima cifra decimal debe interpretarse que en la me-
dicién se han tenido en cuenta las 1/10 mm, 1/100 mm, etc.; asi, por ejemplo,
15,0 mm significa que se han medido las 1/10 mm; 15,20 mm significa que se han
medido las 1/100 mm, etc.
E] concepto «medida» puede significar: 1) valor numérico con la unidad de me-
dida, por ejemplo, 15,0 mm; 2) materializacién de la medida, por ejemplo, regla
graduada, galga de extremos.
En la medicién se han de distinguir (fig. 9):
Magnitud a medir, esto es, el tamafio que se trata de determinar, por ejemplo, una
longitud, un Angulo, etc. Esta constituye una propiedad del objeto a medir.
Indicacién es el valor numérico lefdo. En el caso de los indicadores analégicos, la
lectura se hace sobre una escala, como por ejemplo, en los calibres de pie de rey,
micrémetros, comparadores, etc. Las indicaciones digitales (numéricas) se presen-
tan en forma de cifras que aparecen, por ejemplo, en el visor del instrumento de
medida y se pueden leer sin esfuerzo alguno.
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
Medicién de longitudes "1
Los instrumentos indicadores de medida que contienen una materializacién de la
medida (por ejemplo, los calibres pie de rey, los micrémetros, etc.) se utilizan por
lo general para la medicién directa; los que no estan provistos de materializacio-
nes de la medida (comparadores, indicadores de precision) se emplean para la
medicién por diferencia. Entre los elementos de comprobacién sin indicador figu-
ran las galgas de extremos y los calibres fijos.
Fig. 13. Divisién de los elementos de comprobacién (ejemplos).
a) Materializaciones de la medida: regla graduada, galga de extremos paralelos,
galga de dangulos.
b) Instrumentos de medida con indicador; pie de rey, micrometro, comparador.
¢) Instrumentos de visor: metromicroscopio,
4) Indicador: indicador dinamométrico (a) en un micrémetro.
€) Calibres: calibre limite de herradura, calibre de forma.
Los instrumentos de visor (fig. 13) suelen ser instrumentos épticos de medida;
los microscopios y anteojos, por ejemplo, se convierten en instrumentos de visor
cuando se les incorporan unos trazos marcados, fijos o desplazables. Con el me-
tromicroscopio se pueden medir con mayor precisién las longitudes y los 4ngulos
en los objetos a medir (véase pag. 75).
Los indicadores (fig. 13) sirven para ajustar o sefializar una magnitud constan-
te, por ejemplo, la fuerza de medicién para los tornillos micrométricos y maqui-
nas medidoras.
Calibres
Los elementos de comprobacién que sirven para calibrar se denominan calibres.
Estos materializan la forma de la pieza que se trata de calibrar (materializacin
de la forma) y no poséen pieza alguna que haya de desplazarse durante la me-
dicién.
Con los calibres limite se determina si en la pieza a comprobar se han respeta-
do las dimensiones limites prescritas (véase pag. 96). Los calibres de forma
(por ejemplo, Jos calibres de radios, los calibres de roscas, etc.) sirven para com-
probar las formas. Los calibres de espesores constan de unas laminas de acero de
diferentes espesores; se utilizan sobre todo para determinar el juego entre gufas;
los calibres interiores (calibres para toberas) poseen distintos diametros finamente
12 Medicién de longitudes
escalonados, o bien una aguja cénica con marcas. AdemAs, existe una gran canti-
dad de calibres especiales para las mds variadas aplicaciones.
ot St
Fig. 14, Elementos auxiliares, a) soporte; b) marmol.
Elementos auxiliares
Los elementos auxiliares (fig. 14), tales como soportes, marmoles, prismas, etc.,
sirven para sujetar o soportar tanto las piezas a medir como las herramientas
de medida y permiten realizar determinadas medicines.
16. Caracteristicas de los instrumentos de medida
Al utilizar los instrumentos de medida, se han de tener presentes las siguientes
caracteristicas: escalas, aumento, margen de indicacién, campo de medicién, mar-
gen de ajuste, limites de error, margen de inversién y recorrido libre.
‘Una escala graduada es la sucesién de un cierto numero de rayas divisoras (divi-
siones).
El intervalo entre rayas divisorias es la distancia entre dos trazos consecutivos.
ae de la escala (Skt) es la unidad de cémputo para el indicador
(fig. 15).
Fig. 15. Indicador de precisién (dibujado fuera de escala). Skw = lectura mi-
nima de la escala, Skt = graduacién de la escala, L = magnitud a medir, d, =
riacién de la magnitud medida. a) posicién de la aguja en el caso de la pieza
acon la magnitud medida L; b) posicién de la aguja cuando se coloca bajo el
palpador la pieza b cuya magnitud medida varia en d,.
Medicién de longitudes 13
La lectura minima de ta escala (Skw) de un instrumento de medida es igual a la
variacién de la magnitud medida que corresponde a una graduacién de la escala.
Ejemplo: Un indicador de precisién lleva grabada Ja inscripcién «Skw = 10 ym»;
es decir, que cuando el palpador se haya desplazado 10 um por haber variado la
magnitud medida, la aguja del indicador se desplaza sobre la escala de un trazo
al siguiente.
El calibre pie de rey tiene una lectura minima de la escala de 1 mm; el nonius
s6lo permite una lectura mds exacta. En el caso de los micrémetros, la lectura
minima de Ia escala suele ser de 10 um.
El aumento V de un instrumento para medir longitudes es la relacién que existe
entre la variacién de la aguja indicadora y la variacién de la magnitud medida
que la origina.
Ejemplo: El aumento de un indicador de precision es 1000 (6 1000:1), cuando la
aguja del indicador efectiia sobre a escala un recorrido de 1 mm (= 1000 um),
al desplazarse el palpador 1 um.
El margen de indicacién es la extensién comprendida entre la mayor y la menor
indicacién del instrumento de medida.
El campo de medicidn es la parte del margen de indicacién para la cual se han
Prescrito unas discrepancias admisibles o cuyas discrepancias son conocidas.
El margen de ajuste expresa la longitud que puede regularse entre una superficie
de medida fija (por ejemplo, un marmol) y un instrumento de medida, Sumando
el campo de medicién y el margen de ajuste se obtiene el campo de aplicgcién.
Limites de error. Para los instrumentos de medida normalizados, en las normas
DIN se han fijado las discrepancias admisibles (véase pag. 39). Asi, por ejemplo,
para un calibre pie de rey de un modelo determinado, ésta es de + 70 um. Los
fabricantes han de garantizar que la discrepancia se encuentra dentro de los limi-
tes indicados.
Fig. 16. Margen de inversién (representacién esquemitica). a) objeto a me-
dir (bulén excéntrico); b) comparador; c) palpador; d) sentido de movimiento
del objeto a medir; e) centro de giro del objeto a medir; f) sentido de movimien-
to del palpador; M = medida de la excentricidad.
a) El palpador se recoge: g) posicién inicial de la aguja, h) posicién final (va-
Jor medida),
b) El palpador sale: g) posicién inicial de la aguja, h) posicién final de la agu-
la (teérica), i) posicién final de la aguja (efectiva), k) margen de inversion.
14 Medicion de longitudes
Margen de inversion. Al hacer una medicién, por ejemplo con un comprobador,
puede ocurrir que el palpador tenga que desplazarse hacia dentro (partiendo de
una medida menor), o bien, que tenga que desplazarse hacia fuera (por partir
de una medida mayor) (fig. 16). Con este motivo, puede suceder que se tengan
dos indicaciones diferentes para una misma magnitud medida. A la diferencia
entre dichas indicaciones se la denomina margen de inversién, que en el caso de
un comparador puede alcanzar hasta 5 um. Las causas del margen de inversién
se derivan, entre otros factores, del rozamiento en el instrumento de medida, de
la elasticidad del mecanismo de medida, de las carreras muertas y de la fuerza
de medicién.
El recorrido libre, en el caso de los comparadores e indicadores de precisién, es
el maximo recorrido posible del palpador dentro del margen de indicacién.
1.7. Errores en la medicién
El verdadero valor de una magnitud a medir jamds se puede determinar exacta-
mente. Cuando se mide, por ejemplo, en un micrémetro de arco y se lee un valor
medido de 28,78 mm, no existe una seguridad absoluta de que ese valor medido
corresponda a la magnitud en cuestién del objeto a medir. Tanto el instrumento
de medida como el método de medicién estén intrinsecamente sujetos a error.
La diferencia existente entre los valores medidos leidos y el valor real se denomi-
na error de medida.
Errores de medida en los valores lefdos, instrumentos
y materializaciones de la medida
Si de dos valores, se considera uno como correcto y el otro como falso, el error
es igual a la diferencia entre el valor falso y el valor correcto.
Error = falso menos correcto.
Para los valores medidos o resultados de la medicién se tiene:
Error = valor medido efectivo menos valor medido teérico.
(Valor medido efectivo es el valor medido; valor tedrico es el que se considera
como correcto.)
Para el error de un instrumento con indicacién de medida se tiene:
Error de la indicacién = indicacién efectiva menos indicacién teérica.
(Indicacién efectiva es la indicacién observada en el instrumento; indicacién ted-
rica es la indicacién que deberia proporcionar un instrumento que estuviera exen-
to de error.)
Para las materializaciones de la medida (por ejemplo, reglas graduadas, galgas de
extremos) se aplica del mismo modo:
Error = medida efectiva menos medida tedrica.
Abreviaturas: F, error; S, valor tedrico; I, valor efectivo.
Medicién de longitudes 15
Ejemplo: Cuando se compara un micrémetro de arco con una galga de extremos
(medida tedrica) de 20 mm, se obtiene un valor medido (valor efectivo) de 19,99 mm.
El error es, pues:
F=1—S=19,99 mm — 20 mm = —0,01 mm.
Al hacer otras mediciones, se ha de tener en cuenta este error. Asi, por ejemplo,
si se hubiera lefdo un valor de 19,96 mm, la medida del objeto en cuestién seria:
ca), habr4 que ajustarlo a:
S =I—F = 19,96 mm — (—01 mm) = 1997 mm.
Cuando con el mismo micrémetro hubieran de medirse 20,03 mm (medida teéri-
ca), habra que ajustarlo a:
I= S$ + F = 2003 + (—0,01 mm) = 20,02 mm.
re relacién de un error con respecto al valor correcto se le denomina error re-
tivo:
erréneo — correcto
error relativo = ———————_____
correcto
En los instrumentos de medida, el error suele venir referido al valor teérico (co-
rrecto). El error relativo (f) es:
El valor porcentual del error es cien veces el error relativo:
I-S
£% = 100-
Ejemplo: Al ajustar un micrémetro con una galga de extremo de 15 mm (medida
teérica), la lectura indica 15,01 mm. Calcular F, f y f %.
F=1—S = 1501 mm — 15 mm = + 0,01 mm
—Ss 15,01 mm — 15 mm
s 1Smm
I-S 15,01 mm — 15mm
#% = 1000. ——— = 100-
s
= 0,000666 mm
= 0,0666 %6
15m
Causas de los errores de medida
El valor medido puede resultar erréneo por diversos motivos que intervienen al
efectuar la medicién. Las principales causas de error son (fig. 17):
@ Error de los elementos de comprobacién.
@ Error durante la medicién.
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
18 Medicién de longitudes
@ para que no quede un cojin de aire entre las superficies de medida;
© para vencer el rozamiento y las holguras en el mecanismo medidor de la herra-
mienta de medida.
Fig. 20, Ejemplos de apiastamiento y deformacion por flexién debidos a la fuer-
za de medida F (dibujados muy exagerados).
a) Aplastamiento (huella) en el caso de superficie de medida con forma esféri-
ca: ne d=4 mm, F = 1000 p, el aplastamiento en una pieza de acero es
s=12 um.
Deformacién por flexién de un soporte de medida: para d= 30 mm, 1, =
= 250 mm, J, = 100 mm, F = 1000 p, la deformacién es f’ = 4 um.
b)
Si al efectuar la medicién se aplica una fuerza de medida inadecuada pueden
surgir importantes errores de medida. Si dicha fuerza es muy pequefia, no se pue-
de garantizar el contacto de las superficies de medida; resulta entonces un mayor
valor medido, Si ¢s demasiado grande, se obtiene un menor valor medido, provo-
cado por los siguientes motivos (fig. 20):
© El palpador se clava en la superficie a medir y produce una deformacién, que
es mayor cuando la superficie de medida es esférica (huella esférica), que cuan-
do es plana (aplastamiento).
© Si el objeto a medir es de pared delgada, se comprime.
© El arco o el soporte del instrumento de medida se deforman.
La fuerza de medida se expresa por lo general en p (pondios) y su magnitud varia
Para los distintos instrumentos de medida:
Micrometros de arco: 50... 1000 p; comparadores: 80... 150 p; indicadores de pre-
cisin: 50... 250 p.
Fuerza de medida estdtica y dindmica. La fuerza de medida que gravita sobre el
objeto a medir (véase fig. 19), se denomina fuerza de medida estética. Al apli-
car el palpador de un comparador sobre el objeto a medir, se produce primera-
mente una fuerza de medida dinamica (fuerza de choque) debida al recorrido li-
bre, antes de que se establezca el estado de reposo y actue la fuerza de medida
estatica. La fuerza de medida dindmica es mayor que la estatica y puede falsear
el valor medido. Se puede evitar, haciendo que el palpador se aplique cuidadosa-
mente.
Error debido a las condiciones ambientales. Al efectuar la medicién, también se
pueden producir errores de medida por las més variadas condiciones ambientales,
tales como la iluminacién insuficiente, las fluctuaciones de temperatura, las vi-
braciones o el polvo (por ejemplo, el polvo de lijado).
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
20 Medicién de longitudes
ee
Fig. 22, Dilatacidn lineal por efecto de la temperatura. Al alargamiento de la
varilla, /, = longitud primitiva, = nueva longitud.
Notaciones (fig. 22):
Al=alargamiento en mm (A! se lee: delta 1)
1, = longitud primitiva
t. = variacién de temperatura en grados (grd) Celsius (°C)
a =coeficiente de dilatacién térmica para 1°C
Ejemplo: Una regia graduada de acero cuya longitud f = 200 mm, al estar expues-
ta al sol se ha calentado de 20°C a 35°C.
Calcular el incremento de longitud A/ en mm.
Soluci6n: Al=a-h-t; t = 3" —20 =15
Al = 0,000012/grd - 200 mm - 15° = 0,036 mm
Como regla empirica se acepta: Un cuerpo de acero de 100 mm de longitud, al
aumentar 1°C de temperatura se dilata 12 ym.
Los errores de medida por causa de la temperatura pueden presentarse en los si-
guientes casos:
@ £1 elemento de comprobacién y la pieza a comprobar son del mismo material,
pero cuando se miden tienen distinta temperatura.
@ El elemento de medida y la pieza a comprobar son de distintos materiales y
se miden a la misma temperatura, que sin embargo difiere de la temperatura
de referencia.
@ El! elemento de comprobacion y la pieza a comprobar son de distintos mate-
Fiales y tienen temperaturas diferentes.
>) |)
Pre
ores
Fig. 23, Termémetro para sélidos.
La temperatura corpérea de una herramienta de medida o de un objeto a medir,
se puede determinar con un termémetro para solidos (fig. 23). Este se fija con
Medicién de longitudes at
cera adhesiva al cuerpo que se trata de medir e indica la temperatura al cabo de
unos 90 segundos,
Es frecuente que las mediciones de precisién se efectien en salas de metrologia,
en las que la temperatura del aire se mantienen automaticamente a 20°C. Para que
se equilibre la temperatura, las piezas a medir han de permanecer en la sala de
metrologia durante algunas horas, antes de hacer la medicién. Como el aire es un
mal conductor del calor, se puede abreviar el equilibrio de la temperatura si se
coloca la pieza a medir sobre una placa metdlica que Ieve tiempo en la sala de
metrologia.
Error personal. Para reducir en todo lo posible los errores de medida, los opera-
rios que se encargan de la medicién han de reunir ciertas cualidades personales,
como por ejemplo, poseer cierta practica, tener tacto para la fuerza de medida,
buena vista y capacidad para distinguir la asimetria al leer las fracciones de una
escala.
Fig. 24. Temperatura de referencia 20°C.
Un error de medida muy frecuente, debido al factor humano, esta originado por
laje» (fig. 25). Cuando la superficie donde se efectia la medida y la su-
perficie que contiene las divisiones de Ia escala se encuentran separadas entre si
Correct Correeto
Incorrecto
Incorrecto
Incorgecto Ineprrecto
Fig. 28. a) error de medida f por paralaje al dirigir la visual oblicuamente.
@ = distancia entre el plano de la graduacién (b) de la regla y el plano del objeto
a medir (c). Cuanto mayor sea a, tanto mayor ser4 /. b) direccién de la visual
en el caso de instrumentos con aguja indicadora. 1 = incorrecto; 2 = correcto.
22 Medicién de longitudes
una cierta distancia, al dirigir la visual oblicuamente, se lee un valor erréneo,
Para evitar este error de paralaje, se ha de dirigir la visual perpendicularmente a
la escala y, si se trata de aparatos con indicador, perpendicularmente a la aguja.
Los errores de paralaje son errores de primer orden.
Error por imperfecciones del objeto a medir. Los valores medidos pueden verse
afectados por discrepancias de forma, por superficies de referencia defectuosas o
por la calidad de la superficie (fig. 26).
Al mecanizar una pieza no se consigue jamés la forma geométrica deseada. Un
buldn torneado o rectificado que tenga, por ejemplo, 25 mm de dimetro y 150 mm
Fig. 26. Ejemplos de discrepancias con respecto a la lorma geométrica desea-
da: a) cénico; b) convexo; c) céncavo; d) curvado; e) retorcido; f) con espeso-
res iguales y no circular.
de longitud, puede presentar algunas diferencias con respecto a la forma cilindri-
ca, que pueden representar algunas micras o sdlo fracciones de ésta. Por ejemplo,
puede ser convexo, cénico, céncavo, o estar curvado o retorcido.
Las discrepancias de forma se pueden presentar también combinadas. Desde el
punto de vista metrolégico, la conicidad, la concavidad 0 la convexidad se pueden
descubrir facilmente, mientras que las formas curvadas o retorcidas, a pesar de
que los didmetros correspondan a la medida tedérica, resultan inutiles para en-
samblarlas en un agujero del mismo tamafio. En el rectificddo sin centros se
producen a veces espesores iguales, por ejemplo, de tres caras o de cinco caras
(fig. 26). Al efectuar la medicién es f4cil obtener valores erréneos, porque aun-
que todos los diémetros son iguales, sin embargo la seccién no responde a una
forma circular (véase pag. 58), Algunas veces, es necesario determinar las dicre-
pancias de forma y posicién (véase pag. 4) antes de proceder a la medicién pro-
piamente dicha.
Es corriente que las herramientas de medida asienten sobre superficies de refe-
rencia. Cuando éstas son imperfectas, se producen errores de medida (fig. 27).
Superticie de referencia
orrecta
‘Incorrecta
Fig. 21. Error de medida provocado por una defectuosa superficie de refe-
La medida indicada a’ no corresponde a la magnitud medida a.
La superfice de una pieza puede quedar mas o menos rugosa por las estrias del
mecanizado y causar errores de medida por las siguientes causas:
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
Medicién de longitudes 25
Por lo general, los indicadores de precision no se lubrifican, para no impedir
el movimiento de la transmisién. En cualquier caso, hay que atenerse a las
instrucciones facilitadas por el fabricante.
@ Al elegir un instrumento de medida se han de tener en cuenta el campo de
tolerancias y el estado de la superficie de la pieza a comprobar. Para medir
un redondo laminado de 25 mm de didmetro con una discrepancia admisible
de + 0,5 mm, lo normal es utilizar un calibre pie de rey, y no un micrémetro
de arco.
@ Los elementos de comprobacién pueden cambiar de medidas debido al des-
gaste y al deterioro. Para descubrir oportunamente cualquier error inadmisi-
ble, han de someterse a control permanente. Utilizandc elementos de compro-
bacién defectuosos, se perjudica la calidad de los productos.
Salas de metrologia. En muchas industrias se realizan ciertas comprobaciones en
una sala de metrologia especial, como por ejemplo:
a) para verificar los elementos de comprobacién procedentes de fabricantes ajenos
© de los propios talleres de calibres y utillaje;
b) para controlar los elementos de comprobacién que se utilizan en la empresa;
c) para comprober las herramientas determinantes de formas y dimensiones (cu-
chillas de forma para torno, fresas de forma, cortadores, etc.);
d) para comprobar piezas mecanizadas, por ejemplo, en casos de litigio y cuando
en los talleres de fabricacién no se disponga de adecuados elementos de com-
probacién y acondicionamiento ambiental.
Entre el equipo de las salas de metrologia figuran los puestos de comprobacién,
las mesas de herramental y los armarios de conservacién, estancos al polvo. La
eleccién de los elementos de comprobacién propiamente dichos se hace en fun-
cién del tipo de fabricacién y de los requisitos en cuanto a su precisién. El local
debe estar exento de vibraciones y de polvo y poseer buena iluminacién. Por lo
general, la temperatura del local se mantiene automaticamente a 20°C. Al perso-
nal se le han de exigir excelentes cualidades, no sdlo profesionales, sino también
humanas (esmero, escrupulosidad, etc.).
2. MEDICION DE LONGITUDES CON REGLAS Y GALGAS
Los patrones para longitudes (reglas graduadas, galgas de extremos) se denominan
también con el término de «metros». Constituyen el fundamento de la medicién de
longitudes y se utilizan por si solos o combinados con los instrumentos de medida
y de visor.
. Reglas graduadas para longitudes
En una regla graduada, la medida viene definida por {a distancia entre los trazos
de divisién. Se entiende por distancia entre trazos la longitud de la recta que los
une. Aparte de algunos modelos especiales, las reglas graduadas responden a
normas DIN. El material y la ejecucién estén en funcién de la aplicacién a que
se destinan y a la precision requerida. Pueden enumerarse entre ellas (siguiendo
un orden de menor a mayor en cuanto a precisién): los metros plegables, las cin-
tas métricas, las reglas de taller, las reglas de verificacién, las reglas de compa-
racin y las reglas patrén (tabla 2).
Las reglas patrén (no normalizadas) adoptan la misma forma que las reglas de
comparacién. Con su tolerancia de + 2,2 um por cada 100 mm de longitud medida
satisfacen estrictos requisitos en cuanto a exactitud. El grueso del trazo es de
1a3 um.
Los modelos especiales de reglas graduadas suelen ser de materiales no metalicos.
Las reglas graduadas de vidrio, por ejemplo, pueden leerse por transparencia.
Las graduaciones especiales son necesarias para las medidas de contraccién. Estas
reglas se utilizan para la confeccién de modelos de fundicién y de estampas de
forja. Sus divisiones estén aumentadas de acuerdo con la contraccién del metal
que se ha de trabajar, por ejemplo en un 10%.
Utilizacin de las reglas graduadas. Los metros plegables y las cintas métricas se
utilizan para mediciones bastas, debido a sus grandes tolerancias. Las reglas de
acero se emplean para mediciones sencillas en taller. Las reglas de taller, las de
verificacién y las de comparacién se aplican de acuerdo con la precisién requeri-
da, en las salas de metrologia o se montan en las maquinas-herramientas (taladra-
doras con plantilla) y utilizan instrumentos de medida. Las reglas patron sirven
sobre todo para el control centralizado de las reglas graduadas, especialmente
para el de jas reglas de comparacién. En el caso de que las escalas graduadas
estén cromadas, como por ejemplo, en las reglas de comparacién, se ha de evitar
el engrasarlas y pulirlas, para no dafiar los bordes de los finos trazos de las divi-
siones. Las particulas de polvo se quitaran con un pincel suave.
Para ias mediciones sencillas de taller se puede proceder, ya sea dirigiendo la
visual al objeto a medir sobre la divisién de trazos (véase pdg. 22), ya sea trans-
portando la medida mediante un compas (véase pag. 59).
26
TABLA 2
Reglas graduadas sein DIN
Dimensiones, Diferencia
Denominacién materiel tamaiio Graduacién | admisible en mm
nominal en ja longitud
Metro Madera con tmy2m | Impresa, |: 1 mm en
plegable cantoneras | grabada, 1000 mm
DIN 6400 metilicas en laminada,
los extremos; estampada
SRT |
aluminio
Cintas Fleje de acero {1 m, Como la | 100 pm en
métricas inoxidable, caja'de 40 @ | anterior | 1000 mm
DIN 6403 acanalado; caja |
+ 150 pm en
de acero o de Hs
2000 mm
Forma plastico |
Fleje de acero 10; 20; 30 Como la ‘Como en Ia forma A.
Fe B | inoxidable, plano. |y SO m. | anterior Las cintas
orm Caja de metal, {Caja de meétricas de tela
piel, plistico [95 a 125 tienen mayores
mm @ variaciones
‘Acero para 300 mm y Grabada | + 65 um en
muelles 500 mm, 300 mm
0,3 mm de +75 pm en
espesor 500 mm
Acero laminado |05; 1 y 2 m;
6x
Reglas Acero sin templar;| 500 a 5000 mm;
de taller coeficiente de | Seccién
DIN 866 dilatacién térmica | a 14 x
1 115 10-*
Como en I Longitudes
* como T;
Seccion
5 x 2
a2 x 60
Longitudes
hhasta 2000
__| mm; seccién
dilatacién térmica] cuadrada, i
115 10-. Tambiér} Jado de 15; _|Grueso trazo | + 20 wm en
otros materiales | 29 y 25 mm [hasta 40 ym | 1000 mm
Longitudes [Division en | + 55 um en
hasta 1000 mm;|la fibra ido mm
coeficiente de secciénen '|neutra + 75 um en
dilatacién térmica] H, U 6 X re del | 500 mm
115 10-, También} trazo hasta | : 10 ym en
otros materiales 7 ym 1000 mm.
a7
28 Medici6n de longitudes con reglas y galgas
22. Galgas de extremos
Las galgas de extremos materializan determinadas medidas de longitud por la
distancia entre dos superficies de medida (superficies extremas).
Clases de galgas de extremos. Las superficies de medida pueden ser planas, cilin-
dricas 0 esféricas (fig. 29).
ea Tea (2
Fig. 29. Tipos de galgas de extremos. f superficie de medicién, { medida no-
minal. a) galga de extremos paralelos de seccién rectangular (normalizada, debe
usarse con preferencia); b) galga de extremos paralelos de seccién circular;
c) galga cilindrica (calibre macho); d) galga de extremos esféricos (c y d para
agujeros).
@ Las galgas prismaticas tienen las superficies de medida planas y paralelas.
is secciones son, por lo general, rectangulares. Pero también pueden ser circu-
ares.
@ Las galgas cilindricas son, por ejemplo, las placas medidoras y los calibres. Las
superficies de medida son parte de un cilindro circular.
@ Las galgas esféricas tienen superficies de medida esféricas.
Las galgas con superficie de medida cilindrica y esférica se utilizan como cali-
bres para agujeros (véase pag. 100).
@ Las galgas angulares materializan un Angulo por la posicién de dos superficies
planas de medida (véase pg. 120).
Galgas prismaticas de seccién rectangular (fig. 29a) son las de uso més gene-
ralizado y estin normalizadas segin DIN 861. Entre sus superficies de medida,
que son planas y paralelas y que estén mecanizadas con un alto grado de acabado
superficial, materializan una medida muy exacta.
El material utilizado para las galgas prismdticas es un acero templado con un
coeficiente de dilatacién térmica de (11,5 + 1,5) - 10* por grado, entre 10 y 30°C.
Las superficies de medida pueden ser también de metal duro. Para aplicaciones
especiales también hay galgas de cuarzo.
Tt
Fig. 30. Definicién de 1a longitud de una galga prismatica por Ja distancia [;
a) galga de extremos; b) pieza auxiliar; 1. = medida en el centro.
Medicién de longitudes con reglas y galgas 29
Las galgas de acero no deben perder su medida exacta por deformaciones y otras
causas. La estabilidad dimensional puede conseguirse mediante un envejecimiento
artificial.
Para la longitud de una galga prismdtica, se aplica DIN 2062:
La medida { viene dada por la distancia entre dos superficies planas de medida.
Una superficie de medida es la superficie de un cuerpo auxiliar a la cual se adhiere
Ja galga. La otra superficie es la superficie libre de la galga (fig. 31). Puede ocu-
rrir que las dos superficies de medida no se hayan mecanizado completamente
paralelas. Por esta razén, se toma como distancia -edida en el centro) la verti-
cal en el centro de 1a superficie libre sobre la superficie del cuerpo auxiliar.
Fig. 31. Dimensiones de la seccién de las galgas de extremos paralelos con
seccién rectangular. a) medida nominal superior a 10 mm; b) medida nominal
de 0,5 a 10 mm; c) las galgas de menos de 6 mm llevan la inscripcién en la su-
perficie de medida; d) galga para medida nominal inferior a 0,5 mm.
Guperticies de medida
Superticies,
‘de medida
Fig. 32. Cuando se utilicen galgas de seccion cuadrada se ha de prestar aten-
cién a las superficies de medida.
Las secciones de la forma rectangular tienen las siguientes dimensiones (25,3):
Medida nominal (longitu) mm: mas de 10 0,5. 10 menos de 05
Seccién 35x9 30x 9 20 x9
Para las galgas de extremos de mAs de 6 mm, se consideran las superficies de me-
dida las situadas a ambos lados de la inscripcién de la medida nominal. Las de
menos de 6 mm, llevan la inscripcién en una de las superficies de medida.
Cohesién y corrimiento de las galgas prismaticas. Las superficies de medidas estan
Iapeadas y son tan planas que es posible, limpidndolas previamente, componer
varias galgas entre si por cohesién 0 por corrimiento (combinacién de galgas),
las cuales quedan adheridas entre si con fuerza suficiente.
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
32 Medicién de longitudes con reglas y galgas
Ejemplo: Se desea componer con el juego normalizado N la longitud de 38,014 mm.
Al componer las galgas es conveniente empezar por extraer, de la caja donde se
conservan, las galgas mds pequefias.
Solucin: 1 galga 1,004 mm
galga 1,010 mm
galga 6,000 mm
42 galga 30,000 mm
Longitud 38,014 mm
Conservacién de Ins galgas prismiticas. Para mantener las galgas en las debidas
condiciones de uso durante el mayor tiempo posible, se han de manejar y conser-
var con un cuidado exquisito.
@ Las galgas se han de proteger contra el sudor y el calor de las manos, para
Jo cual se cogeran con pinzas de madera, con guantes o con un trozo de ga-
muza (véase fig. 33).
@ Antes de utilizar las galgas se ha de quitar la grasa protectora de conservacién,
para lo cual se lavaran cuidadosamente con gasolina ligera, exenta de residuos.
A continuacién se secardén con tejido no fibrosos, por ejemplo, algodén oftal-
mico © tela fina. Las particulas de fibra o el polvo se quitaréncon un pincel
suave. Las superficies de medida que hayan de estar en contacto con la pieza
que se va a medir, Hevarén una ligerisima capa de grasa, pero las superficies
de medida que han de someterse a la cohesion o al corrimiento estarén total-
mente limpias.
@ Las galgas no deben mantenerse unidas jamas durante un periodo de tiempo
excesivo, y en ningtin caso dejarlas toda la noche, porque debido al intimo
contacto podria producirse una soldadura en frio o una corrosién. Las galgas
no se separaran violentamente, sino que se someterdn a suaves movimientos
de deslizamiento y giro.
@ Durante su empleo, las galgas han de protegerse contra los golpes, el polvo
de lijado, la humedad salina o Acida y la radiacién solar. Tampoco deben uti-
lizarse en las proximidades de los platos electromagnéticos, para que no que-
den imantadas. Si llegaran a imantarse, habré que someterlas a un proceso de
desimantacién. De !o contrario, atraerian las particulas de hierro contenidas
en el polvo del taller, las cuales son dificiles de quitar y arafiarfan las super-
ficies de medida.
@ Después de su uso, se han de limpiar las galgas, engrasarlas ligeramente con
vaselina neutra y colocarlas ordenadamente en su caja de conservacién.
Con el uso, las galgas pueden desgastarse y, por consiguiente, se han de com-
probar periddicamente. Para ello se requieren instrumentos de medida de pre-
cisién y de alta calidad. Las galgas que hayan experimentado desgaste © dafios,
sobre todo si se han arafiado o si sus superficies de medida han quedado ata-
cadas por la soldadura en frio, se han de retirar inmediatamente del uso, para
evitar que al hacer el corrimiento dafien a las otras galgas que estén en buenas
condiciones.
Accesorlos para las galgas. E] pleno aprovechamiento de las galgas prismaticas
s6lo es posible mediante los accesorios adecuados. Entre ellos se encuentran los
brazos, las puntas de trazar y centrar, los soportes y los empalmadores (fig. 35).
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
34 Medici6n de longitudes con reglas y galgas
© Medicién y ajuste de calibres e instrumentos de medida con indicador (fig. 36).
Para determinar la medida de trabajo de los calibres de herradura, cuando no
se dispone de calibres de comprobacién con medida de ajuste (véase pég.105),
se utilizan unos calibres de comprobacién cuya medida corresponde a un nu-
mero entero que viene a ser unos 5 mm menor que la medida del calibre de
herradura, La diferencia se suple con galgas de extremos. La medida de tra-
bajo se puede averiguar también con espigas palpadoras de comprobacién.
@ Medicién de piezas mecanizadas (fig. ).
@ Ajuste de mAquinas herramientas. Para ello se utilizan, ademas de las galgas
del grado III de precision, otras galgas que no responden a normas (fig. 38).
Fig. 38, Ajuste y trazado con galgas prismaticas. a) ajuste del tope de pro-
\didad en la maquina de taladrar; b) trazado con la punta de trazar; c) ajus-
de una fresa para ranuras en el centro del eje; d) ajuste del tope del carro
un torno.
Espigas palpadoras de comprobacién (espigas-calibre)
Las espigas palpadoras de comprobacién son unas espigas cilindricas, lapeadas.
Un juego de espigas palpadoras de precisién se compone de una espiga de 5 mm
de didmetro y de 38 espigas duplicadas, cuyos didmetros estan escalonados de mi-
cra en micra o difieren en varias micras, en mas o en menos. Para comprobar los
calibres de herradura, se aplica sobre una de las mandibulas una combinacién de
galgas cuya medida total sea 5 mm menor que la nominal. A continuacién, entre el
extremo libre de la combinacién de galgas y la otra mandfbula se ven haciendo
rodar sucesivamente diferentes espigas. Aquella espiga que para rodar ofrezca una
resistencia sensible al tacto, ser4 la que defina la medida efectiva (fig. 36b). Las
espigas se prestan también para la medicién de distancias entre agujeros.
3. MEDICION CON INSTRUMENTOS MECANICOS
PARA MEDIR LONGITUDES
Los instrumentos de medida con indicador pueden clasificarse en instrumentos
mecénicos, épticos, eléctricos y neumiticos. Entre los mecdnicos se encuentran los
calibres pie de rey, los micrémetros, los comparadores y los indicadores de pre-
cision. En estos instrumentos, tanto la indicacién como la transmisién de multi-
plicacién se hace por medios mecénicos, tales como cursores, husillos roscados,
ruedas dentadas y palancas.
En el presente capitulo se describen los instrumentos mecdnicos para medir dis-
tancias.
3.1, Medida de las distanclas entre superficies exterlores
(medida de exteriores)
En la medici6n de exteriores se determina la distancia entre dos superficies opues-
tas. Estas superficies pueden ser planas (piezas prismaticas) o curvas (por ejem-
plo, ejes cilindricos) (fig. 39). Haciendo la medicién en distintos puntos se com-
prueba el paralelismo de las piezas prismdticas o la forma circular o cilindrica
de los ejes.
b
Fig. 39. Medida de exteriores. a) superficies de medida planas; b) superficies
de medida curvas.
a
o’
Fig. 40. a) Medida en dos puntos; b) medida en tres puntos.
Fig. 41. Campo de tolerancias de las piezas al medir con el calibre pie de rey.
Para Ja medida de exteriores sc utilizan sobre todo los calibres pie de rey, los
micrémetros, los comparadores y los indicadores de precisién. Cuando un instru-
mento de medida hace contacto en dos puntos opuestos de la pieza a comprobar,
35
36 Medicién con instrumentos mecénicos para medir longitudes
se dice que la medicién es de dos puntos (por ejemplo, calibre pie de rey, micré-
metro). En el caso de la medicién en tres puntos, que se utiliza algunas veces para
medir piezas cilindricas (ejes), el contacto con la pieza a comprobar se hace
tres puntos (fig. 40).
Calibre ple de rey
Utilizacién. Los calibres pie de rey sirven para la medicién directa de medidas
interiores, exteriores y de profundidades. En el instrumento se pueden leer milf-
metros enteros y fracciones de milimetro, por ejemplo, 1/10, 1/20 6 1/50 mm, y
también, en algunos casos, pulgadas y fracciones de pulgada (fig. 42). Dado que
en las mediciones de taller sélo se necesita apreciat estas fracciones de milimetro,
jos calibres pie de rey tienen un uso muy generalizado.
Constitucién y modelos. Los calibres pie de rey estén normalizados (DIN 862).
Estan construidos con acero (coeficiente de dilatacién térmica a= 115-10 a
20°C), que en el caso de los modelos de alta calidad est convenientemente trata-
do con temple y envejecimiento y, ademas, es inoxidable.
Fig. 42. Calibre pie de rey. a) regla con la division principal; b) brazo fijo;
¢) cursor con brazo; d) rebajos del brazo para medida de interiores; e) cuchi-
las de medida; f) tornillo de fijacién; g) nonius; h) cursor con ajuste de preci-
sién (nonius de 1/50).
Fig. 43. Calibre pie de rey con sonda de profundidades. a) cuchillas de medida;
b)brazos cruzados para medida de interiores; c) sonda para medida de profun-
didades; d) dispositivo de fijacién.
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
40 Medicién con instrumentos mecénicos para medir longitudes
Fig. 48. Medida de exteriores con el calibre pie de rey. a) el brazo fijo se apo-
ya en la pieza a medir y el brazo desplazable se desliza; para ello se ha de pres-
tar atencién para que se produzca un buen apoyo entre las superficies; b) siem-
pre que sea posible, se evitard medir por los extremos de los brazos; cuando ten-
ga los brazos fijos, el calibre pie de rey no debe obligarse contra la pieza a me-
dir; medir las ranuras circulares con las cuchillas de medida.
Las cuchillas medidoras se desgastan con mucha facilidad y, por tanto, se uti-
lizar4n solamente para medir estrias o ranuras.
Para evitar un desgaste prematuro de las superficies de medida delanteras,
siempre que sea posible se evitaré medir por los extremos de los brazos.
Los calibres de pie de rey se han de conservar en su caja o en su estuche.
Periédicamente se ha de comprobar la precisién de los calibres pie de rey.
Para este fin, se corre el brazo mévil a la posicién cero; entre las superficies
de medida no debe verse ninguna rendija de luz. Para verificar las medidas
resultan apropiadas las galgas de extremos.
eooe
Micrémetros de arco
En los micrémetros de arco se aprecian medidas de 0,01 mm y en algunos mode-
Jos, también las de 0,001 mm.
Cuando se utiliza un micrémetro de arco para medir longitudes se han de tener
en cuenta las siguientes observaciones:
@ Los pequetios valores medidos se hacen visibles facilmente (relacién de multi-
plicacién), Asf, por ejemplo, si se da 1/50 de vuelta a un tornillo cuyo paso sea
fe a
ree
Fig. 49. Utilizacién del tornillo para medir longitudes.
P = paso, f = tamafio de la divisidn de la escala, F = fuerza de medida.
Td
Fig. 50. Campo de tolerancias de las piezas al medir con micrémetros.
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
42 Medicién con instrumentos mecénicos para medir longitudes
TABLA 4,
Discrepancias admisibles para los micrémetros de arco DIN 863 (resumen)
total ad.
misible
de 05 mm. También hay husillos con paso de 1 mm. La rosca representa la ma-
terializacién de la medida.
Las superficies de medida del husillo y del yunque estén templadas o recargadas
con metal duro, para evitar el desgaste. Deben quedar planas y perfectamente
paralelas entre si en cualquier posicién de medida. La discrepancia admisible en
cuanto a planitud y paralelismo esta especificada en las normas (tabla 4 ).
El casquillo exterior (tambor de medida) esta rigidamente unido al husillo de
medida. En su periferia cénica Meva la escala circular. Dicha escala consta de
50 divisiones si el paso de rosca del husillo es de 0,5 mm, o de 100 divisiones si
el paso es de 1 mm. De este modo se obtiene una distancia entre trazos suficien-
temente grande (como minimo de 1 mm), siendo el didmetro exterior proporcio-
nalmente mayor cuando se divide su periferia 100 partes (fig. 52). Para que
no se produzcan reflejos que impidan la lectura, las escalas llevan un acabado
de cromado mate.
El limitador de par esta constituido por un embrague de dientes o de friccién y
su misién es la de impedir errores de medida debidos a la irregularidad de la
Fig. 52. Relacién de dimensiones de los casquillos exteriores para ¢l mismo
tamafio de divisién de la escala. a) 50 partes (paso del husillo 0,5 mm); b) 100
partes (paso del husillo 1 mm).
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
128 Medida de dngulos
Fig. 201, Cabezal divisor éptico. a) ocular para el movimiento giratorio; b) ocu-
lar para la lectura del cfrculo graduado.
El husillo se gira con un sinfin y una rueda helicoidal. El limbo graduado del
geben divisor es solidario del husillo. El ocular se utiliza para la lectura micros-
pica.
Fig, 203 Fig. 204 Fig. 205
Fig. 202. Regla de senos. a) regla; b) discos medidores; c) galga prisméatica.
Fig. 203. Tridngulo rectangulo, a = cateto opuesto, b = cateto adyacente, c = hi-
Potenusa.
Fig. 204. Regla de senos. L = longitud, H = altura de la combinacién de galgas;
oe base (por ejemplo, m4rmol de plancar); ¢) objeto a medir (cono).
Utilizacién: ajustar la regla de senos al Angulo a y examinar la rendija de luz
en el cono, o bien, ajustar la regla de senos al cono y determinar el 4ngulo a
por Ia superposicién de galgas de extremos.
Fig. 203. Medida de 4ngulos con la regla de senos y con un comparador o indi-
cador de precisién. El comparador no debe experimentar salto alguno al ex-
plorar la cara superior del objeto a medir (a).
Reglas de senos y de tangentes
Un Angulo se puede medir también utilizando galgas prismaticas, reglas y discos
medidores. Para definir el Angulo se utilizan las relaciones trigonométricas.
La regia de senos consta de la regla propiamente dicha y de dos discos medido-
res del mismo didmetro, que estan fijados a la regla a una determinada distancia
constante (fig. 202).
Fundamento; En un tridngulo rectangulo (fig. 203) se tiene:
cateto opuesto
seno de un Angulo = ——_—————; sen a =
hipotenusa e
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
11. MEDICION DE LAS ALINEACIONES
11.1, Alineacién y discrepancia de alineacién
Se dice que dos planos estén alineados cuando estén situados en una misma recta.
Discrepancia de alineacién es el mutuo desplazamiento de dos ejes o de dos pla-
nos entre si. Se han de distinguir al respecto los siguientes casos (fig. 222 ):
SS.
Sic,
Fig. 222. a) los ejes estan alineados; b) =e pie estén desplazados paralela
mente; c) los ejes se cortan, formando un
@ Las rectas (ejes) estan desplazadas paralelamente entre s{ (discrepancia de
concentricidad, véase pag. 71).
@ Las rectas (ejes) se cortan formando un Angulo (designada también como dis-
crepancia de orientacién).
@ Las rectas (ejes) estén torcidas entre si (no representado en la figura).
11.2. Elementos para medir la alineacién
Entre los elementos mecdnicos figuran el indicador de precisién, las reglas, las
galgas de extremos y los niveles de burbuja. En Ja figura 223 se exponen algunos
ejemplos de aplicacién.
Fig. 223. Medida de Ia alineacién de dos agujeros mediante ejes de compro-
bacién. a) midiendo el salto de un comparador fijado en uno de los jes; b) apo-
yando una regla de filo en los dos ejes (rendija de luz); c) medicién con nivel de
burbuja (desviacién angular).
Fig. 224. Telescopio de alineacién (Leitz).
135
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
12, COMPROBACION DE PERFILES
En la medicién de longitudes se trata, sobre todo, de determinar la distancia
entre dos superficies. La comprobacién de perfiles, por el contrario, exige averi-
guar el recorrido de una linea o de una superficie. En las piezas perfiladas, el
Fig. 230. Ejemplos para perfiles. a) plano del perfil perpendicular a la pieza;
b) forma en el espacio (perfil en la seccién por el plano del eje).
perfil se comprueba en un plano determinado, que puede ser el plano transver-
sal a la pieza o el plano de la seccién por su eje (fig. 230).
12.1. Elementos para comprobar los perfiles
La medicién o la comprobacién se puede realizar con distintos instrumentos.
Las plantillas de forma se prestan para la comprobacién por el procedimiento de
la rendija de luz (fig. 230).
La medicion con galgas de extremos, discos de comprobacién, etc., es s6lo posible
en el caso de piezas de gran tamafio cuyos perfiles estén formados por arcos de
circulo y rectas (fig. 231).
Disco de
a comprobacién Regia de filo
Galge de
extremos
o
Fig. 231. Comprobacion 0 medicién de perfiles. a) con plantillas de forma;
b) medicién.
También existen unos instrumentos que hacen la exploracién de} perfil con un
palpador, como por ejemplo, el instrumento para comprobar la evolvente de los
engranajes (véase pag. 165).
Los perfiles de forma complicada se pueden examinar con bastante precisién por
medios épticos, como por ejemplo, con el proyector. También se utiliza el micros-
copio para medir o comprobar perfiles. (véase pAg. 77).
El proyector produce sobre una pantalla imagenes ampliadas de los objetos. Con
ayuda de las imagenes del proyector se pueden comprobar Jas formas del con-
torno de piezas no demasiado grandes.
139
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
144 Medicién y calibrado de conos
Fig. 240 Fig. 241 Fig. 242 Fig. 243
Fig. 240. Medidor de conos con regla de senos (Hommel). La regla se puede
ajustar con galgas de extremos 0 con un cono patrén. La pieza se apoya sobre
la base y la regla. Las discrepancias se manifiestan en la rendija de luz. Proce-
diendo a la inversa, asentando la regla sobre la pieza, se puede medir su coni-
cidad mediante galgas de extremos.
Fig. 241. a) instrumento de dobie cabailete; b) instrumento medidor con dos
comparadores. Los indjcadores de precisi6n o los comparadores de ambos apa-
ratos se ponen a cero segin un cono patron. Las discrepancias del objeto a me-
dir (cono) con respecto ai patrén se leen en las esferas graduadas. El objeto a
_— debe apoyar contra un tope. No se pueden apreciar las discrepancias de
forma.
Fig. 242. Instrumento de medida con carril inclinable de contrapuntos. El ca-
rril de los contrapuntos se inclina en la mitad del 4ngulo del cono (angulo de
ajuste) hacia arriba. La superficie exterior del cono se explora con el indicador
de precisién. Las fluctuaciones se leen en el salto del indicador.
Fig. 243. Medicién por diferencia de un cono exterior con un casquillo neu-
miético para conos. a) cono exterior; b) casquillo cénico; c) tobera medidora;
d, e) conductos de aire. El casquillo cénico debe corresponder al cono teérico.
Las discrepancias de conicidad del cono que se trata de medir se leen con gran
peg ay en los instrumentos indicadores (columna liquida, manémetro indica-
lor) (fig. 249).
doble caballete con dos comparadores, el instrumento universal con contrapuntos
sobre guia inclinable y el casquillo neumético para medir conos (figs. 240 a 243).
Callbrado del cono exterior. Para el calibrado se utilizan, entre otros, las planti-
Mas de chapa, los casquillos de calibre cénico y los calibres planos cénicos.
Para calibrar la forma del cono por el procedimiento de la rendija de luz pue-
den utilizarse plantillas de chapa, en las que se ha de tener en cuenta la exac-
titud requerida. Para mejor distinguir la rendija de luz, el borde de comprobacién
debe presentar forma de cuchilla (fig. 244).
Haciendo el calibrado con los casquillos de calibre cénico y con los calibres pla-
nos cénicos (fig. 245), por lo general se abarcan todas las dimensiones (didme-
tro, longitud, conicidad) al mismo tiempo. Es menos complicado que medir y pro-
porciona una garantfa en cuanto a la sustentacién de las superficies cénicas. El
calibrado se utiliza sobre todo con los conos normalizados, como por ejemplo,
los conos de herramientas. Con los calibres no se pueden determinar de forma
numérica las discrepancias de conicidad.
En un casquillo de calibre cénico, una de las caras frontales sirve para sefialar el
didmetro de referencia, La sustentacién uniforme de las superficies cénicas se de-
termina recurriendo al método de friccién, Para ello, se trazan sobre la envol
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
Medici6n y calibrado de roscas 151
Tape
Fig. 255. Medicion de los diametros exteriores y del niicleo de una rosca.
a) medicién del diametro exterior d (correcto); b) incorrecto; ¢) correcto; d)
medicién del didmetro del nicleo con las cuchillas del calibre pie de rey; ¢) mi-
crémetro de arco para roscas. Su configuracién es la misma que la de los
micrémetros de arco normales. El yunque y el husillo medidor estan provistos
de agujeros en los que encajan piezas medidoras intercambiables, dotadas de
giro. Para la puesta a cero o para ajustarlo a una medida de comprobacién (de
2 mm en adelante), ¢! yunque esté provisto de un dispositivo de ajuste fino y
de fijacién; f) la dimensién medida d, es mayor que el didmetro del micleo d;;
g) la medicién con la punta y el engaste para nucleos proporciona la medida
correcta, P = paso.
girse mediante célculos. Al ajustar la herramienta de medida con un mandril para
el calibrado de roscas, resulta innecesario el calculo.
Utilizando el juego de punta y engaste para nticleos, se puede medir d; perpendi-
cularmente al eje. Estas dos piezas suplementarias se introducen en el yunque y
en el husillo medidor del micrémetro. La punta sirve para varios pasos, mientras
que el engaste ha de tener sus cuchillas a una distancia que corresponda al paso
de rosca. Por tanto, para cada paso de rosca se’requiere un engaste especifico.
El didmetro en los flancos d, puede medirse con el juego de punta y engaste, o bien
mediante tres alambres medidores. Para tomar la medida de estas piezas medido-
ras se utilizan micrémetros 0 indicadores de precisién.
@ Las espigas de la punta y del engaste (fig. 256) se encajan en los agujeros de
los tornillos micrométricos o de los indicadores de precisién. Deben poder gi-
rar facilmente, para que puedan adaptarse en el sentido del paso de rosca.
Para conseguir un asiento seguro en !a zona del didmetro en el flanco, las pie-
Engaste
Punt
a oe.
Fig. 286. Medicién del didmetro en los flancos 4, con engaste y punta, a) su-
perficies de medida rebajadas; b).en caso de ser defectuosos los angulos de los
flancos, el engaste y la punta con superficies de medida completas no asientan
en el didmetro en el flanco; c) medida de ajuste para engaste y punta.
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
Medici6n y calibrado de roscas 157
Magnitud de las tolerancias, Los tornillos no necesitan tener la misma calidad y
precision para todos los casos de aplicacién. Existen tres clases de tolerancia (gra-
do de calidad):
fino (f): cuando se requiere gran precisién y poca holgura,
medio (m): para usos generales,
basto (g): cuando no se establezcan requisitos especiales en cuanto a precision.
La calidad de 1a tolerancia se designa con un numero (por ejemplo, 3, 4, 5, 6, etc.).
Dentro de una clase de tolerancia se pueden aplicar distintas calidades de tole-
rancia, segiin sea la longitud roscada. Se distinguen las siguientes longitudes ros-
cadas: corta (S), normal (N), larga (L). Ejemplo: para el didmetro en los flancos
de una rosca macho de la clase de tolerancia m, se aplican, para las distintas
pugiioies roscadas, las siguientes calidades de tolerancia: 5 para S, 6 para N y
para L.
La abreviatura de una zona de tolerancia ISO se compone de un mimero para la
calidad y de una letra para la posicién de la tolerancia, por ejemplo, 4 h (rosca
macho), 5 H (rosca hembra). El distintivo de la calidad precede a la letra que
caracteriza la posicién.
Las tolerancias de roscas no contienen ningiin valor para el dngulo del flanco
ni para el paso, sino unicamente para los didmetros exterior, del nucleo y en el
Banc, porque los defectos de angulo y de paso se manifiestan el didmetro en
el flanco,
145. Calibrado de las roscas
En la fabricacién en serie de piezas roscadas resulta antiecondmico medir cada
una de las magnitudes determinantes de la rosca, porque en algunos casos, esta
medicién seria mds cara que la propia fabricacién. En lugar de eso, se emplean
calibres de roscas. Con los calibre machos de roscas, con los calibres de anillo
para roscas y con otros calibres de palpador se determinan de una vez todas las
magnitudes determinantes.
Asi como con la medicién se han de averiguar cinco magnitudes determinantes,
con el calibrado, la pieza a comprobar se examina una sola vez.
Los calibres normales de roscas son calibres macho y calibres de anillo para ros-
cas, Con ellos se pueden averiguar si las piezas son aptas para el enroscado, pero
no son apropiados para el calibrado de rechazo.
Calibres de tolerancias para roscas (calibres «pasa» y «no pasa» para roscas). El
calibrado con calibres «pasa» y eno pasa» presupone que se han respetado ciertas
tolerancias y, por consiguiente, la intercambiabilidad de las piezas roscadas.
Segin el principio de Taylor, el calibrado con los calibres «pasa» debe abarcar al
mismo tiempo todas las magnitudes determinantes. De acuerdo con él, el calibra-
do «no pasa» ha de comprobar cada una de estas magnitudes determinantes y
controlar los limites de rechazo.
a
You have elther reached a page that is unavailable for viewing or reached your viewing lil far this
book
Potrebbero piacerti anche
- Electricidad BasicaDocumento104 pagineElectricidad BasicaCelso Otal92% (12)
- Mediciones PDFDocumento68 pagineMediciones PDFJefMur59% (17)
- Lectura de Planos de Taller PDFDocumento96 pagineLectura de Planos de Taller PDFJefMur73% (11)
- Guía de Aprendizaje 1 (Diseño de Instalaciones Eléctricas) - SENA PDFDocumento17 pagineGuía de Aprendizaje 1 (Diseño de Instalaciones Eléctricas) - SENA PDFJefMur97% (30)
- Máquinas Herramientas. Apuntes de Taller. 1. Prácticas PDFDocumento73 pagineMáquinas Herramientas. Apuntes de Taller. 1. Prácticas PDFJefMur71% (17)
- Instalaciones Eléctricas, Tomo II PDFDocumento23 pagineInstalaciones Eléctricas, Tomo II PDFJefMur100% (1)
- Manual de Estudio de Mecánica PDFDocumento15 pagineManual de Estudio de Mecánica PDFJefMur50% (2)
- Manual de Equipo de Oxicorte BOC IndustrialDocumento48 pagineManual de Equipo de Oxicorte BOC IndustrialJefMur100% (2)
- Guía Del Profesor para Matemáticas para El Taller PDFDocumento48 pagineGuía Del Profesor para Matemáticas para El Taller PDFJefMur71% (7)
- Como Interpretar Un Plano PDFDocumento24 pagineComo Interpretar Un Plano PDFJefMurNessuna valutazione finora
- Curso Refigeracion DomiciliariaDocumento75 pagineCurso Refigeracion DomiciliariaJuand Gutierrez FloresNessuna valutazione finora
- Curso Refigeracion DomiciliariaDocumento75 pagineCurso Refigeracion DomiciliariaJuand Gutierrez FloresNessuna valutazione finora
- Construcción prensa hidráulicaDocumento10 pagineConstrucción prensa hidráulicaJefMurNessuna valutazione finora
- Cabina Casera para Pintar en Cualquier Lugar - LamanetaDocumento7 pagineCabina Casera para Pintar en Cualquier Lugar - LamanetaJefMurNessuna valutazione finora
- Robotica, Manipuladoresyrobotsmoviles Ollero PDFDocumento474 pagineRobotica, Manipuladoresyrobotsmoviles Ollero PDFStivent Yañez Rosas100% (3)
- 3 Accesorios para Su Taladro de Banco (Mayo 1990)Documento2 pagine3 Accesorios para Su Taladro de Banco (Mayo 1990)JefMurNessuna valutazione finora
- ElectroInstalador #100Documento56 pagineElectroInstalador #100JefMurNessuna valutazione finora
- Lectura Y Croquizado de Planos de Taller PDFDocumento136 pagineLectura Y Croquizado de Planos de Taller PDFJefMur89% (27)
- La Industria Metalmecanica Modulo11Documento95 pagineLa Industria Metalmecanica Modulo11Uriel MorenoNessuna valutazione finora
- ElectroInstalador #100Documento56 pagineElectroInstalador #100JefMurNessuna valutazione finora
- Tornillos GeneralidadesDocumento63 pagineTornillos GeneralidadesWinsy Johan Diaz VanegasNessuna valutazione finora
- 16 Maneras de Aprovechar Su Taladro Portátil (Novimebre 1967)Documento2 pagine16 Maneras de Aprovechar Su Taladro Portátil (Novimebre 1967)JefMurNessuna valutazione finora
- 3 Accesorios para Su Taladro de Banco (Mayo 1990)Documento2 pagine3 Accesorios para Su Taladro de Banco (Mayo 1990)JefMurNessuna valutazione finora
- Curso Completo de Mecánica Industrial PDFDocumento411 pagineCurso Completo de Mecánica Industrial PDFJefMur91% (45)
- Metrología II - Jaime Restrepo Díaz PDFDocumento145 pagineMetrología II - Jaime Restrepo Díaz PDFJefMur53% (17)
- Técnico en Carpintería Metálica Plan CurricularDocumento33 pagineTécnico en Carpintería Metálica Plan CurricularJefMurNessuna valutazione finora
- Instalaciones ElectricasDocumento65 pagineInstalaciones ElectricasAndres Munoz ChavesNessuna valutazione finora
- Instalaciones ElectricasDocumento65 pagineInstalaciones ElectricasAndres Munoz ChavesNessuna valutazione finora