Potrebbero piacerti anche
- 1964-1965 Mercury Comet - HowStuffWorksDocumento2 pagine1964-1965 Mercury Comet - HowStuffWorkshuicholeNessuna valutazione finora
- Smallblockv 8 BalancingDocumento2 pagineSmallblockv 8 Balancingapi-239528001100% (1)
- PistonsDocumento6 paginePistonsapi-239528001Nessuna valutazione finora
- Lanyard InstructionsDocumento9 pagineLanyard InstructionsDan AglioneNessuna valutazione finora
- B&O M53 Wagontop Box Instructions - HODocumento13 pagineB&O M53 Wagontop Box Instructions - HOJessica AllenNessuna valutazione finora
- Amazing Hydroski-Foil PDFDocumento3 pagineAmazing Hydroski-Foil PDFfrannetoNessuna valutazione finora
- Simple Make Mama Bug Instructions 1Documento6 pagineSimple Make Mama Bug Instructions 1Duvan CardenasNessuna valutazione finora
- 1987 Bolens Equipment Service Seminar PDFDocumento102 pagine1987 Bolens Equipment Service Seminar PDFVonNessuna valutazione finora
- A40-10-112 06a FAADocumento3 pagineA40-10-112 06a FAAPolkaboy2Nessuna valutazione finora
- Selden Dinghy Catalogue MarineriggingDocumento52 pagineSelden Dinghy Catalogue MarinerigginglmarinegroupNessuna valutazione finora
- Building The Osborne PlatterDocumento9 pagineBuilding The Osborne PlatterHeman Lee50% (2)
- Valve Train Secrets RevealedDocumento7 pagineValve Train Secrets Revealedapi-239528001100% (1)
- BlondieDocumento21 pagineBlondieOmar Valencia CastillónNessuna valutazione finora
- Smle Bolt Thread SizesDocumento3 pagineSmle Bolt Thread SizesIvan Duncan100% (1)
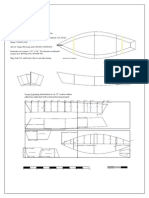
- Study Plans For A Small Outboard Powered BoatDocumento4 pagineStudy Plans For A Small Outboard Powered BoatjancudakNessuna valutazione finora
- Wood BoatDocumento1 paginaWood BoatTony RayeNessuna valutazione finora
- Bicycle Motor Plans Instructions Tire Roller Rear Friction DriveDocumento3 pagineBicycle Motor Plans Instructions Tire Roller Rear Friction DriveLiveFastMotorsNessuna valutazione finora
- AWKDocumento14 pagineAWKMcMgNessuna valutazione finora
- Kioti DK4510, DK5010, DK5510 Tractor Operator's ManualDocumento15 pagineKioti DK4510, DK5010, DK5510 Tractor Operator's ManualLisakolyNessuna valutazione finora
- Chapter 1Documento18 pagineChapter 1hbtyfNessuna valutazione finora
- Practical Boat Building For Amateurs ConDocumento145 paginePractical Boat Building For Amateurs ConMiguel OrbeNessuna valutazione finora
- How To Make A Rope HalterDocumento6 pagineHow To Make A Rope HalterpeterakissNessuna valutazione finora
- 742 ML10 Screwcutting LatheDocumento5 pagine742 ML10 Screwcutting LatheSimon GuardNessuna valutazione finora
- Chut Feed System ProcessDocumento7 pagineChut Feed System ProcessShivam babyNessuna valutazione finora
- Max JonDocumento2 pagineMax Jontwinscrewcanoe100% (1)
- ds18 Product CatalogDocumento46 pagineds18 Product CatalogChrisNessuna valutazione finora
- 3 HP Evinrude Lightwin Ignition System Tune-Up 1952-1967Documento8 pagine3 HP Evinrude Lightwin Ignition System Tune-Up 1952-1967Beth SimpsonNessuna valutazione finora
- Chinese XXX Tube China XXX Tubetdoty PDFDocumento2 pagineChinese XXX Tube China XXX Tubetdoty PDFDixonFletcher76Nessuna valutazione finora
- U-Bild: Lingerie ChestDocumento7 pagineU-Bild: Lingerie ChestEmilian BalutaNessuna valutazione finora
- An Ax To Grind: A Practical Ax Manual: SharpeningDocumento6 pagineAn Ax To Grind: A Practical Ax Manual: SharpeningteleportsofiaNessuna valutazione finora
- Sisterly Bliss - Don't Let Mom Find Out - WalkthoughDocumento3 pagineSisterly Bliss - Don't Let Mom Find Out - WalkthoughMariano KochNessuna valutazione finora
- SP8018TRX 021011 Stump Cutter ManualDocumento101 pagineSP8018TRX 021011 Stump Cutter ManualMariusz MurawskiNessuna valutazione finora
- 4 AWARE Struck by Caught BetweenDocumento41 pagine4 AWARE Struck by Caught BetweenHamza ShehzadNessuna valutazione finora
- Building A Wood Epoxy SharpieDocumento12 pagineBuilding A Wood Epoxy SharpieAmy Rodriguez0% (2)
- 60inch Mower T1360Documento21 pagine60inch Mower T1360brionkettler0% (1)
- Owner'S Manual: Inverter Plasma CutterDocumento8 pagineOwner'S Manual: Inverter Plasma CutterReggie100% (1)
- CVT2017 Shelf No Links AnDocumento312 pagineCVT2017 Shelf No Links AnJorge MiguelNessuna valutazione finora
- Blower 6/71Documento6 pagineBlower 6/71RV PenrroiNessuna valutazione finora
- Building A Killer Hybrid Steering Axle V4 - FiguresRelatedToPicsDocumento6 pagineBuilding A Killer Hybrid Steering Axle V4 - FiguresRelatedToPicsRyan ConnorNessuna valutazione finora
- Garden Tractor Plans PDFDocumento11 pagineGarden Tractor Plans PDFLucian LeonteNessuna valutazione finora
- King Quad 700 Tips 101 Ver 1.2Documento36 pagineKing Quad 700 Tips 101 Ver 1.2Andy House100% (1)
- Atv PlansDocumento90 pagineAtv PlansK Scott Wyatt100% (6)
- Web QCGBDocumento19 pagineWeb QCGBpramponiNessuna valutazione finora
- A Grinding SpindleDocumento4 pagineA Grinding Spindlewillows300Nessuna valutazione finora
- Build Your Own Garage Manual: More Than 175 PlansDa EverandBuild Your Own Garage Manual: More Than 175 PlansValutazione: 4 su 5 stelle4/5 (2)
- Piston Skirt ClearanceDocumento5 paginePiston Skirt ClearanceJose CencičNessuna valutazione finora
- Offroad Kart PlanDocumento24 pagineOffroad Kart PlanAnshul Kothari100% (1)
- Installation Instructions 8-Point Roll BarDocumento6 pagineInstallation Instructions 8-Point Roll BarDamien DrakeNessuna valutazione finora
- Wheelie Trainer First Manual PDFDocumento28 pagineWheelie Trainer First Manual PDFGerardo Espinola Cardozo61% (28)
- DISCLAIMER: The User of This Manual and The Associated Three Drawings Assumes AllDocumento15 pagineDISCLAIMER: The User of This Manual and The Associated Three Drawings Assumes Allalonso malherNessuna valutazione finora
- 30 March 2023 New Engine Builders GuideDocumento52 pagine30 March 2023 New Engine Builders Guideapi-536926373100% (1)
- Frame FabricationDocumento70 pagineFrame FabricationRizz Gyn100% (3)
- Go-Kart ProjetoDocumento11 pagineGo-Kart Projetojulius1Nessuna valutazione finora
- Spoke Wheel Building & TruingDocumento5 pagineSpoke Wheel Building & TruingmrmrvaNessuna valutazione finora
- Auto Rotisserie PlansDocumento36 pagineAuto Rotisserie PlansEllyn Mohd100% (3)
- Diy RcabDocumento32 pagineDiy RcabMatias Dacosta NeghmeNessuna valutazione finora
- Suburban Runabout Three Wheel ScooterDocumento14 pagineSuburban Runabout Three Wheel ScooterJim100% (8)
- ThinkingOusidePort 12.05.06 MEDDocumento3 pagineThinkingOusidePort 12.05.06 MEDSiddeNessuna valutazione finora
- Pulsar Ns 125 Fi Bsiv SPCDocumento74 paginePulsar Ns 125 Fi Bsiv SPCTienda Bogota Heroes100% (3)
- ESP19 Operacion y Manteniento HAULOTTEDocumento138 pagineESP19 Operacion y Manteniento HAULOTTEIGNACIONessuna valutazione finora
- Pressure Reducing Valves LunchBox Sessions 2Documento1 paginaPressure Reducing Valves LunchBox Sessions 2Nguyễn ĐạtNessuna valutazione finora
- Echo Trimmer GT-220ES S-N 36000001 - 36001930 4678Documento16 pagineEcho Trimmer GT-220ES S-N 36000001 - 36001930 4678Niels Ejnar PetersenNessuna valutazione finora
- SKF Lub Dual LineDocumento84 pagineSKF Lub Dual LinevietkhamNessuna valutazione finora
- Manual de Serviço DX140lc PDFDocumento910 pagineManual de Serviço DX140lc PDFIsaque Elias Correia100% (5)
- Bomag BW213D-4 OM - WM PDFDocumento3 pagineBomag BW213D-4 OM - WM PDFPetrNessuna valutazione finora
- ServiceDocumento76 pagineServiceJorge RaulNessuna valutazione finora
- 11 - SsangYong-Korando - 2012 - EN - US - Manual - de - Taller - Carroceria - 29fc2980d5Documento72 pagine11 - SsangYong-Korando - 2012 - EN - US - Manual - de - Taller - Carroceria - 29fc2980d5Mateus FumuassucaNessuna valutazione finora
- Sperry Drill MotorsDocumento4 pagineSperry Drill Motorsjoseahilarrazam100% (1)
- Catalogo Battery Charger 20132Documento4 pagineCatalogo Battery Charger 20132sabirmubarak2021Nessuna valutazione finora
- Terex Tr60 Off Highway Truck Parts BookDocumento20 pagineTerex Tr60 Off Highway Truck Parts Bookdoris100% (49)
- Operation & Maintenance Manual: Diesel Vehicle EngineDocumento158 pagineOperation & Maintenance Manual: Diesel Vehicle Engineالمعز محمد عبد الرحمن100% (1)
- C110/C130n Disassembly For Maintenance (Oda/Oel/Aos) : Oki Data ConfidentialDocumento17 pagineC110/C130n Disassembly For Maintenance (Oda/Oel/Aos) : Oki Data ConfidentialariserplNessuna valutazione finora
- Tata Nexon EV Max BrochureDocumento18 pagineTata Nexon EV Max BrochureKishore KumarNessuna valutazione finora
- Elmar 10K English ALLDocumento44 pagineElmar 10K English ALLFélix Cedeño100% (12)
- Spare Parts Need From ChinaDocumento1 paginaSpare Parts Need From ChinaCarlos Eugenio Lovera VelasquezNessuna valutazione finora
- Engine Inspection Using Windrock Technology DiagnosticsDocumento4 pagineEngine Inspection Using Windrock Technology DiagnosticsImranFazal100% (1)
- Ravenol Fo Sae 5w-30Documento2 pagineRavenol Fo Sae 5w-30luck luckNessuna valutazione finora
- Chain Kits: A/C FilterDocumento4 pagineChain Kits: A/C FilterMd Mahmudul Hasan LemonNessuna valutazione finora
- Chukar Waterjet Parts CatalogDocumento86 pagineChukar Waterjet Parts CatalogSatish GuptaNessuna valutazione finora
- ElectronicsDocumento51 pagineElectronicsRafael Moraes DonnángeloNessuna valutazione finora
- AlexanderDocumento8 pagineAlexanderLuciano AlvesNessuna valutazione finora
- T10 5SMD 24V!!!!!: Product + OptionsDocumento8 pagineT10 5SMD 24V!!!!!: Product + OptionsNeylor StevoNessuna valutazione finora
- Suzuki Training Anti Brake SystemDocumento5 pagineSuzuki Training Anti Brake Systemjackson100% (52)
- Winder-Checklist V4 3 0Documento1 paginaWinder-Checklist V4 3 0FelixNessuna valutazione finora
- Acdelco Makes Business Changes To Grow: Over 100 Years of ExperienceDocumento12 pagineAcdelco Makes Business Changes To Grow: Over 100 Years of ExperienceBBNBGHNessuna valutazione finora
- CLG 856 Bsiii: Wheel LoaderDocumento2 pagineCLG 856 Bsiii: Wheel Loadersanhory musaNessuna valutazione finora
- Arcotherm Ec32 DV Parts DiagramDocumento3 pagineArcotherm Ec32 DV Parts DiagramAnis ElghadiNessuna valutazione finora
- Vibration Analysis: Marine Main Propulsion Gearbox Bill KilbeyDocumento13 pagineVibration Analysis: Marine Main Propulsion Gearbox Bill KilbeyJesús Manuel Paz GonzálezNessuna valutazione finora