Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Final Design - Assignment III
Caricato da
AmilcarwalterTitolo originale
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Final Design - Assignment III
Caricato da
AmilcarwalterCopyright:
Formati disponibili
PLANT DESIGN: CPD4M2C
UNIVERSITY OF SOUTH AFRICA
Department of Civil and Chemical Engineering
Amilcar J Beukes (3358-346-3)
Chemical Process Design IV Module B: Plant Design
CPD4M2C (Year Module)
FINAL DESIGN REPORT III: Conceptual Design
Dr. Bilal Patel
17 September 2012
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
PLANT DESIGN: CPD4M2C
17 September 2012
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
PLANT DESIGN: CPD4M2C
EXECUTIVE SUMMARY:
(i) Introduction and Background Information
The conceptual design of an ethylbenzene production facility is performed. The industrial production of ethylbenzene is achieved by the direct alkylation reaction between benzene and ethylene. In the production of ethyl benzene from the two reactants, benzene and ethylene, a byproduct (di-ethyl benzene) may be produced. The optimization process regarding selectivity between the two products (ethyl benzene and di-ethyl benzene) should favour the production of ethyl benzene rather than di-ethyl benzene. The reaction is carried out in a 74.22 m3 Alkylation catalytic packed-bed reactor. The design includes an economic viability test, together with a HAZOP analysis and a preliminary environmental impact assessment. A concise P&ID drawing is also included in the design which would be supported by a comprehensive control philosophy and a start-up and shut-down procedure. (ii) Objective
The facility is to produce 100 000 metric tons per annum of ethylbenzene with a purity of at least 99.5 wt%. The design includes a process simulation, a HAZOP study and a detailed design of the alkylation reactor and one of the distillation columns. A preliminary environmental impact assessment is also included in this final design document. The economic viability of the intended project was performed and included in the design. (iii) Process Description
Benzene and ethylene is fed to a single packed-bed reactor where most of the reactants are converted to ethylbenzene. The product stream from the reactor is sent downstream to different separation units, where benzene is recovered and recycled to be re-used and to increase the overall plant conversion. A flash drum together with two distillation columns is used to separate unwanted material from the desired product (ethylbenzene). (iv) Conclusions and Recommendations
The design confirmed the possibility and economic viability of producing the specified amount of ethyl benzene. The PEIA additionally indicated that a facility of this kind would not have a negative impact on the environment nor will it infringe upon the social fabric of the inhabitants living in close approximation of the proposed plant. It was also found that careful optimization of the reactor operations should be done PRODUCTION OF ETHYL BENZENE SEPTEMBER 2012
PLANT DESIGN: CPD4M2C
to enhance the overall production of ethylbenzene and to avoid wastage of costs. Further observations showed that a single reactor could not effectively convert the high ratio of benzene in the feed to ethylbenzene. A series of smaller reactors are therefore recommended.
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
PLANT DESIGN: CPD4M2C
Table of Contents
EXECUTIVE SUMMARY: ................................................................................................................... 3 1. INTRODUCTION: ............................................................................................................................ 8 2. LITERATURE SURVEY:................................................................................................................. 9 2.1 Chemical Reactions: ................................................................................................................. 9 2.2 Process Component Properties and Description:................................................................. 9 3. DESIGN BASIS: ............................................................................................................................. 11 3.1 General Design Considerations: ........................................................................................... 11 3.2 Design Philosophy ................................................................................................................... 11 3.2.1 Key Assumptions:............................................................................................................. 12 3.2.2 ChemCad Operations: ..................................................................................................... 12 4. OVERALL PROCESS DESCRIPTION:...................................................................................... 12 4.1 Process Simulation:................................................................................................................. 13 5. ETHYL BENZENE PRODUCTION FACILITY, UNIT 100. ...................................................... 14 5.1 Process Notes: ......................................................................................................................... 14 5.2 Process Description: ............................................................................................................... 15 5.3 Process Units: .......................................................................................................................... 17 5.3.1 The Benzene Feed Drum (V-101) ................................................................................. 17 5.3.2 The Fired-Heater (H-101)................................................................................................ 17 5.3.3 The Alkylation Reactor (R-101):..................................................................................... 19 5.3.4 Flash Drum (V-101): ........................................................................................................ 21 5.3.5 Benzene Tower (T-101): ................................................................................................. 22 5.3.6 Ethylbenzene Column (T-102): ...................................................................................... 23 5.3.7 Liquid Pumps (P-10i, i = 1, 2, 3): ................................................................................... 23 6. START-UP AND SHUT-DOWN PROCEDURES: .................................................................... 26 6.1 Start-Up Procedure: ................................................................................................................ 27 6.2 Shut-Down Procedure: ........................................................................................................... 27 7. EQUIPMENT LIST: ........................................................................................................................ 28 8. UTILITY REQUIRMENT SCHEDULE: ....................................................................................... 28 9. PRELIMINARY ENVIRONMENTAL IMPACT ASSESSMENT: .............................................. 29 10. HAZOP STUDY: .......................................................................................................................... 30 11. DETAILED DESIGN: ................................................................................................................... 35 11.1 Reactor Design .......................................................................................................................... 35 11.2 Benzene Tower Design:............................................................................................................. 40
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
PLANT DESIGN: CPD4M2C THE TOWER PLATE SPECIFICATIONS: ............................................................................................ 40 12. PLANT COST ESTIMATIONS:.................................................................................................. 41 12.1 Capacity Effect on Equipment Costs: ................................................................................. 41 12.2 Labour Requirements: .......................................................................................................... 43 12.3 Plant Operation Time: ........................................................................................................... 44 11.4 Economic Analysis: ............................................................................................................... 45 11.4.1 Cost Estimation: ............................................................................................................. 45 12.4.2 Manufacturing Costs:..................................................................................................... 47 12.4.3 Profitibility ........................................................................................................................ 48 13. CONCLUSIONS: ......................................................................................................................... 50 REFERENCES ................................................................................................................................... 50 APPENDIX: ......................................................................................................................................... 51 PFD with Stream Table: ................................................................................................................ 51 Centrifugal Pump (P-101 A/B) DATA SHEET: .......................................................................... 51 BENZENE TOWER DESIGN: ...................................................................................................... 52 Design Calculations of a Benzene Tower: ............................................................................. 52 CAPCOST SPREADSHEET: ....................................................................................................... 61 Reactor Design: (PolyMath Program Output Report) ............................................................... 66
Table 1: Commercial Process used to Produce Ethyl Benzene ................................................... 9 Table 2: Equipment List..................................................................................................................... 28 Table 3: PEIA ...................................................................................................................................... 30 Table 4: HAZOP Study on REACTOR ............................................................................................ 33 Table 5: HAZOP Study on FLASH DRUM ..................................................................................... 34 Table 6: HAZOP Study on BENZENE TOWER ............................................................................ 34 Table 7: PolyMath Program .............................................................................................................. 38 Table 8 Spec Sheet Benzene Tower .............................................................................................. 40 Table 9: CEPCI in 2012 (Turton et al.)............................................................................................ 42 Table 10: Labour Costs ..................................................................................................................... 44 Table 11: Equipment Cost ................................................................................................................ 46 Table 12: Costs Structure ................................................................................................................. 47 Table 13: Total Annual Costs ........................................................................................................... 48
Figure 1: Block Flow Process Diagram for the Production of Ethyl Benzene ........................... 13 Figure 2: PFD from ChemCad simulation ...................................................................................... 14 Figure 3: Stream Table from ChemCad.......................................................................................... 14 Figure 4: P&ID Diagram for the Production of Ethyl Benzene via the Alkylation of Benzene 16
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
PLANT DESIGN: CPD4M2C Figure 5: Benzene Feed Drum (V-101) .......................................................................................... 17 Figure 6: Fired-Heater (H-101)......................................................................................................... 18 Figure 7: Alkylation Reactor (R-101) ............................................................................................... 19 Figure 8: Heat Exchanger (E-101) and Flash Drum (V-101) ....................................................... 21 Figure 9: Benzene Tower (T-101) ................................................................................................... 22 Figure 10: Ethylbenzene Column (T-102) ...................................................................................... 23 Figure 11: Liquid Pumps (P-10i, i = 1, 2, 3) ................................................................................... 24 Figure 12: Flow Rate Profile along length of Reactor ................................................................... 37 Figure 13: Flow Rate Profiles ........................................................................................................... 38 Figure 14: Drawing of Alkylation Reactor with Dimensions ......................................................... 39 Figure 15: Benzene Tower Dimensions.......................................................................................... 41 Figure 16: Extrapolation of Index ..................................................................................................... 43 Figure 17: CEPCI (courtesy of www.EngineeringToolBox.com ) ............................................... 43 Figure 18:Utility Schedule and Costs .............................................................................................. 63
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
PLANT DESIGN: CPD4M2C
1. INTRODUCTION: A conceptual design of an ethylbenzene production facility is to be performed. The industrial production of ethyl benzene is achieved by the direct alkylation reaction between benzene and ethylene. The ethyl benzene is then used as the primary raw material in the production of styrene. Styrene is converted into polystyrene by polymerization. Polystyrene in turn is an important polymer in the chemical industry. This design, however, focuses on the production of ethyl benzene only. In the production of ethyl benzene from the two reactants, benzene and ethylene, a byproduct (diethyl benzene) may be produced. The optimization process regarding selectivity between the two products (ethyl benzene and di-ethyl benzene) should favour the production of ethyl benzene rather than di-ethyl benzene. The reaction is normally performed in the presence of an acidic catalyst. The design further includes an economic viability test, together with a HAZOP analysis and a preliminary environmental impact assessment. A concise P&ID drawing is included in the design which would be supported by a comprehensive control philosophy and a start-up and shut-down procedure.
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
PLANT DESIGN: CPD4M2C
2. LITERATURE SURVEY: Commercially, ethyl benzene is produced by vapour or liquid phase alkylation of benzene with ethylene (P. K. Sahoo et al.,2011). The reaction type can be classified according to the catalyst used. Two type of catalysts are commonly used, namely a zeolite-based or a Lewis acid catalyst. The catalyst type will also dictate the biproducts produced. Table 1 shows the different processes available to produce ethyl benzene on industrial scale.
Table 1: Commercial Processes used to Produce Ethyl Benzene (SRI Consulting, 1999)
Process Type/Technology Alkylation of benzene with ethylene Vapour-phase, zeolite-catalyst ( Appl to this Design) Liquid-phase, zeolite catalyst Liquid-phase, aluminum chloride catalyst Liquid-phase, aluminum chloride catalyst Liquid-phase, aluminum chloride catalyst Liquid-phase, boron trifluoride catalyst Separation from C8 aromatics: Distillation (superfractionation) Extraction and purification Liquid-phase adsorption
Developer Mobil/Badger Lummus Crest/Unocal/UOP Monsato Union Carbide/Badger Petroflex UOP Badger Eurotecnica UOP
2.1 Chemical Reactions: The direct alkylation reaction between benzene and ethylene produces the ethylbenzene in the presence of an acidic catalyst. The reaction is shown below: C6H6 Benzene + C2H4 ethylene C6H5C2H5 ethyl benzene (reaction 1)
The reaction between benzene and ethylene may also produce a further reaction between ethylene and ethyl benzene to produce the undesired product, di-ethyl benzene, according to the following reaction: C6H5C2H5 Ethyl benzene + C2H4 ethylene C6H4 (C2H5)2 di-ethyl benzene (reaction 2)
Other side reactions are not included in this design. 2.2 Process Component Properties and Description: 2.2.1 Benzene: Benzene chemically defined by the formula C6H6 and classed in the hydrocarbon family because it contains only carbon and hydrogen atoms. It can be naturally found PRODUCTION OF ETHYL BENZENE SEPTEMBER 2012
PLANT DESIGN: CPD4M2C
in volcanoes and Forest fires. Industrially it is used as a solvent in the manufacture of paints and products such as dyes, detergents, nylon, plastics, drugs and pesticides. Benzene is also a byproduct of the coking process during steel production. Being a natural ingredient of crude oil, it is known as the most basic petrochemical. It is characterized as aromatic because of its sweet smell. It is a colourless highly flammable gas which evaporates into the air very quickly and dissolves slightly in water. Benzene boils at 80.1C (176.2F) and freezes at 5.45.5C (41.7 41.9F). 2.2.2 Ethylene: Ethylene is chemically defined by the formula C2H4 is one of the simplest unsaturated hydrocarbons. Being a natural plant hormone it is widely used in the agricultural industry to force fruit to ripen. The other use of ethylene is in the manufacture of plastics, such as packing films, wire coatings, and squeeze bottles. Ethylene melts at -169 degrees Celsius and boils at -104 degrees Celsius. It is characterized as a colourless , flammable , sweet and musky smelling gas. Ethylene is also known as Ethene and can be produced in two ways: 1. Through fractional distillation it can be extracted from natural gas. 2. Through fractional distillation it can be extracted from crude oil. Ethylene is the raw material used in the manufacture of polymers such as polyethylene (PE), polyethylene terephthalate (PET), polyvinyl chloride (PVC) and polystyrene (PS) as well as fibers and other organic chemicals. 2.2.3 Ethyl benzene: Ethyl benzene is an organic compound with the formula C6H5C2H5 => C8H10. This aromatic hydrocarbon is important in the petrochemical industry as an intermediate in the production of styrene, which in turn is used for making polystyrene, a common plastic material. It melts at -95 C and boils at 136 C. Ethyl benzene is a clear colourless aromatic liquid which evaporates easily and is highly flammable. Ethyl benzene is used as a solvent in the coatings industry for paints, lacquers, and varnishes. It can be detected in air, water and soil.
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
10
PLANT DESIGN: CPD4M2C
3. DESIGN BASIS: The objective of this design document is to demonstrate a design of an ethyl benzene production facility that will produce 100 000 metric tons of ethyl benzene per annum. The ethyl benzene product should have a purity of at least 99.5 weight %. Being the first unit erected at the plant, the plant would therefore be located at unit 100 of the facility. The raw materials used in the production process will be limited to a pure benzene stream available at 1 bar and 25 C as well as an ethylene stream available at 1 bar and 25 C containing 5 mol % ethane. Periodic shut-downs and maintenance would mean that annual plant operations would be reduced to 330 days per year. 3.1 General Design Considerations: The ethyl benzene production plant will have to meet the following design requirements: Location Available Utilities LP Steam MP Steam HP Steam Fuel Gas Electricity Boiler Feed Water Cooling Water Plant Control control Plant Design Life Expectancy Process/Plant Safety Considerations Process Water UNIT 100 @ 618 kPa saturated @ 1135 kPa saturated @ 4237 kPa saturated external supply and internal production external supply and internal production @ 516 kPa and 30 C Designed to use Closed and Open-loop Unattended control operations to dominate 30 years NOSA and periodic Hazop Analysis Municipal Potable Water Supply
3.2 Design Philosophy The design is limited to a preliminary study and analysis of the production of ethyl benzene used in the chemical industry. The design approach was to use the computer package ChemCad, PolyMath and Microsoft Excel to perform the energy and material balances over the unit processes and to determine most of the key parameters that influences the processes. The operating parameters included the following: the operating temperatures the feed composition, amounts and conditions to the plant available utilities SEPTEMBER 2012
PRODUCTION OF ETHYL BENZENE
11
PLANT DESIGN: CPD4M2C
Most of the data was obtained from literature as well as the prescribed documentations made available on MyUnisa. The assumptions made are clearly stated and justified where needed. A preliminary process flow diagram (PFD) is included to give a visual indication of the process. The production capacity of the production facility is provided in the user specification data supplied. 3.2.1 Key Assumptions: The following key assumptions were made with regards to the ChemCad simulation: It was assumed that the reactor achieved a 98 % conversion of benzene, according to the reaction 1 above The alkylation reactor was assumed to be adiabatic Flow rates were assumed to be constant with negligible fluctuations in stream compositions Impurity levels in all streams were assumed to be negligible or non-existent, except were stated otherwise
3.2.2 ChemCad Operations: ChemCad was used to perform the material balances over the entire process. 4. OVERALL PROCESS DESCRIPTION: Benzene and ethylene feed streams are fed to a reactor to produce ethyl benzene. A conversion of 98 % for benzene is achieved in the reactor. The reactions take place in an adiabatic reactor. Non-condensable gases in the reactor effluent are separated from the mixed liquids in a phase separator. The ethyl benzene product and the unreacted benzene are then separated by distillation in the distillation column downstream from the separator. The overhead from the distillation column contains mostly benzene which is recycled back as reactor feed. Figure 1 shows a block flow diagram of the process.
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
12
PLANT DESIGN: CPD4M2C
Recycled Benzene Mixed gases Reactor Benzene Phase Separator Benzene Tower Ethylene Conversion 98% Benzene Ethylbenzene
EthylBenzene Column
Mixed liquids
Primary Reaction: C6H6C + C2H4 C6H5C2H5 Secondary Reaction: C6H5C2H5 + C2H4 C6H4(C2H5)2
Di-Ethylbenzene
Figure 1: Block Flow Process Diagram for the Production of Ethyl Benzene
4.1 Process Simulation: A ChemCad simulation was performed on this design problem. The design basis was used to perform typical optimization simulations of the design parameters. In the simulation, a stoichiometric reactor was used with a 98% conversion of benzene. Only the main benzene-ethylene reaction was included, since it was assumed that there were no other reactions taking place and that the process conditions was favourable to assume same. A Flash Drum was chosen for the phase separation and a distillation column was chosen for the benzene tower. All of the above is subject to changes in the consequent phases of this design problem. Optimization of the above will also be done.
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
13
PLANT DESIGN: CPD4M2C
Figure 2: PFD from ChemCad simulation
FLOW SUMMARIES: Stream No. Stream Name Temp C Pres bar Enth MJ/h Vapor mass frac. Total kmol/h Total kg/h Total std L m3/h Total std V m3/h Flowrates in kg/h Benzene Ethylene Ethylbenzene Ethane 1 benzene 25 1.1 3.14E+05 0 6400.9 500000.0 565.356 143467.54 25 15.874 1.1 1.1 2.91E+05 6.60E+05 1 0 6393.2 14248.6 180000.0 802943.1 513.793 1218.744 143295.5 319362.38 400 696.7777 70 0.9 2 1.1 1.47E+06 1.47E+06 3.35E+04 1 1 0 14248.3 8174.7 8174.7 802921.0 802915.0 802915.0 1218.719 935.086 935.086 319355.7 183224.95 183224.96 70 70 1.1 1.1 -2.07E+04 5.43E+04 1 0 400.4 7774.3 16864.8 786050.0 35.229 899.857 8974.48 174250.49 2 3 4 5 6 7 8 10 recycle 134.3185 44.439 1.1 1.1 7.93E+04 5.52E+04 0 0 6319.9 1454.4 663107.0 122943.1 760.261 139.595 141651.15 32599.33 9
500000.029 0 587611 587585 113154.499 113154.513 0 170387.792 170387.792 170387.792 0 0 0 0 35329.806 35332.812 680145 680145 0 9612.215 9615.033 9615.032 9615.032 9615.032
3674.039 109480.507 21870.008 87610.438 0 0 0 0 3578.555 676566.302 641237 35329.799 9612.214 2.818 0 2.818
Figure 3: Stream Table from ChemCad
5. ETHYL BENZENE PRODUCTION FACILITY, UNIT 100. 5.1 Process Notes: Ethyl benzene is commonly used in the production of styrene, a precursor in the production to polystyrene and many other copolymers of industrial importance. Industrially, ethyl benzene is produced by the direct alkylation reaction of benzene with ethylene in the presence of an aluminum chloride catalyst or a zeolite catalyst. The vast majority of ethyl benzene alkylation units are performed in an adiabatic reactor. Most commonly two-or-more reactors are used in series with inter-stage cooling accompanied by the relevant heat exchangers. Additionally, to avoid undesired side reaction or undesired products, a benzene-ethylene feed ratio of at PRODUCTION OF ETHYL BENZENE SEPTEMBER 2012
14
PLANT DESIGN: CPD4M2C
least 8:1 should be considered. The most prominent undesired product is di-ethyl benzene. 5.2 Process Description: The P&ID Diagram of the ethyl benzene process is shown in Figure 4. A pure stream of benzene is mixed with an ethylene and benzene-rich recycled stream. The mixed stream is sent through a fired heater (H-101) where it is brought to the reaction temperature of 400 C. The mixed stream then enters as the feed to an adiabatic packed-bed reactor (R-101). The elevated temperatures mean that the reaction inside the reactor takes place in the gas phase. The reaction is exothermic. The effluent from the reactor is passed through the heat exchanger (E-101), where it is cooled to 80 C prior to a flash drum (V-101). The inert ethane, unreacted benzene and ethylene, together with the ethyl benzene product are separated in the flash drum. The overhead from the flash drum is received as fuel gas while the condensed liquid is sent to a distillation column, the benzene tower (T-101). This means that all the bottoms from the flash drum are sent to the benzene tower where the unreacted benzene is sent back to the feed stream as recycled feed to the reactor. The ethyl benzene is captured in the bottoms of the tower.
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
15
PLANT DESIGN: CPD4M2C
6 V-101 Benzene Feed Drum D Benzene 5 4 V-102 Flash Drum E-102 Tower Feed Heater T-101 Benzene Tower 3 V-103 E-103 E-104 Tower Condenser Reflux Drum Kettle Reboiler P-101 A/B Tower Bottoms Pump E-102 Column Feed Heater 2 T-101 Ethyl Benzene Column 1 V-104 E-105 E-106 Column Condenser Reflux Drum Kettle Reboiler D CODE
v1
H-101 Fired Heater
C-101 Compressor
E-101 R-101 Reactor Reactor Effluent Cooler
1
10 AC O2 H-101
AC
DESCRIPTION
Chemical sewer drainage Sampling Port Vent to Flare Cooling Water Heating Water
1 2 3
LIC
V-101
4 5
3
P-101 A/B v4 FFC
9 4 1
v2
PC 3
11 3
PC
E-104 3
v13
Fuel Gas 13 PC E-106
v18
v3
Air
FC
TC
R-101
v7
V-103 3 T-101 E-102
LC
v12
1
v11
2 Natural Gas AC B 2 Ethylene
v6 v5
PC V-102
T-102
1
v16
V-104
LC 14
v17
FC TC 5
FC TC FC
v10 v9
Ethylbenzene
E-101 7 AC
v8
B FC
v14
LC
LC
E-103
12 AC
5
LC E-105
AC
v15
5 4 1
1
P-103 A/B
1 1
P-102 A/B
15 Di-ethylbenzene
UNISA
Plant Design
SCALE: A4
UNIT: 100
CPD4M2C
TITLE: PFD of Ethylbenzene Manufacturing Process
Department: CHEMICAL ENGINEERING
Amilcar J Beukes
DATE: September 2012
Figure 4: P&ID Diagram for the Production of Ethyl Benzene via the Alkylation of Benzene
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
16
PLANT DESIGN: CPD4M2C
5.3 Process Units: 5.3.1 The Benzene Feed Drum (V-101) The inclusion of inventories in chemical plants is very important. In cases where major temporary disruption of flows occur, operations may resume unperturbed. These periodic cases may include late delivery of feed material to a plant, individual unit shut-downs for mandatory maintenance. The disadvantage is that large inventories may become costly, especially if the expected fluctuations in feed material are for a long period. The main purpose for the Benzene Feed Drum is to allow adequate mixing of the pure benzene feed and the recycled benzene that is routed back from the Benzene Tower.
Figure 5: Benzene Feed Drum (V-101)
CONTROL PHILOSOPHY: The level in the Benzene Feed Drum is to be controlled by adjusting the benzene feed flow into the vessel. An averaging level control strategy is applied so that the level remains within specified limits. This control strategy dictates that the manipulated flow should however not experience rapid variations that have a significant magnitude, which may cause irreparable damage to the equipment. The reason for this control strategy is the fact that slight variations in the level are not going to cause downstream problems. Tight level control is therefore not necessary for the feed drum, to satisfy the control objectives. 5.3.2 The Fired-Heater (H-101) The primary purpose of the fired heater is to pre-heat the feed stream to the reactor. Combustion reactions are taking place inside the heater. Air and fuel gasses are used to supply the heat to the burner. The air-to-gas ratio is important for the effective combustion of the gases. Air is normally supplied in excess, to allow for all the fuel gasses to be used, and hence the term complete combustion. Typical
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
17
PLANT DESIGN: CPD4M2C
combustion gasses include the following, amongst others: CO2 H2O CO SO2
These gases may cause environmental problems and should be closely monitored. The reason for using natural gases to burn in air is the corresponding vast amount of heat energy that it produces.
Figure 6: Fired-Heater (H-101)
CONTROL PHILOSOPHY: The inlet temperature to the downstream reactor is of critical importance for the effective conversion of the specified reactants to produce high quality ethylbenzene. The control strategy for the fired heater would be to tightly control the outlet temperature (this temperature would also be the inlet temperature to the reactor). This control strategy is coupled in a cascade control loop downstream and would therefore be discussed further below under the reactor section. The heat supplied or generated inside the heater will greatly depend on the air-togas ratio that is fed to the heater. It is for this reason that the heater outlet gas composition is controlled by a single feedback loop which would allow for the adjustment of the air inlet valve. This would ensure the most effective combustion to
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
18
PLANT DESIGN: CPD4M2C
take place, while avoiding excess and unnecessary natural gas usage. 5.3.3 The Alkylation Reactor (R-101): The alkylation reactor used in the design is a vapour-phase adiabatic reactor, with a reaction temperature of approximately 400 C. The following exothermic reaction takes place inside the reactor: C6H6 benzene + C2H4 C6H5C2H5 ethyl benzene
ethylene
A major side reaction also takes place, but could be avoided by adjusting relevant process conditions. The undesired di-ethyl benzene is produced according to the following reaction: C6H5C2H5 + C2H4 C6H4 (C2H5)2
Ethyl benzene
ethylene di-ethyl benzene
The reactor effluent is cooled in a heat exchanger that uses process cooling water. A conversion of 98% for benzene is assumed to take place inside the reactor.
O2 AC H-101 AC
4 v3 v2
FC
FFC v4
PAL
PAH
101
PC
101
TC
Air
R-101 PC 2
3
PT
101
Natural Gas
AC
v5 2 Ethylene
11.5 Sch 45 SS
Figure 7: Alkylation Reactor (R-101)
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
19
PLANT DESIGN: CPD4M2C
CONTROL PHILOSOPHY: The design criteria would be directed by a small range variation in the inlet temperature to the reactor. Tight control of the reactor inlet temperature would therefore be required. In addition to the inlet temperature requirements would be the percentage conversion inside the reactor. The reactor effluent composition should therefore also be controlled. A cascade control strategy is used to control the reactor outlet composition, the reactor temperature and the fuel flow to the burner. A change in the fuel flow to the fired heater influences the feed temperature to the reactor which influences the reactor temperature (and the conversion inside the reactor) which further indirectly influences the reactor outlet composition. A three-level cascade control over the reactor would attenuate such a disturbance on the fuel flow to the fired heater. This would allow the outlet composition, the temperature inside the reactor and the fuel flow to the fired heater to be controlled. The reactor temperature and the fuel flow to the fired heater would act as the secondary controlled variables, while the effluent composition would act as the primary controlled variable. In cascade control, an additional secondary measured process variable is used which has the characteristic of indicating the occurrence of the key disturbance (s). This means that should the outlet composition deviate from the set point, the fuel flow to the fired heater would be adjusted, which would mean that an adjustment to the reactor temperature would be initiated, which would bring the outlet composition back to its set point. The cascade controller would be effective in attenuating any variations in feed temperatures to the reactor as well as controlling the primary composition controller. The dynamics for the composition control will thus be greatly enhanced in comparison with a single feedback loop control strategy. A cascade control strategy is only employed if a feedback loop strategy would be too slow and if one or more secondary measured variables are available. A sudden increase in the pressure inside the reactor could pose a safety risk as well as potential damage to process equipment. It is therefore necessary to control the pressure in the reactor as well. The pressure is released through a pressure release valve that is vented to a flare that may incinerate the toxic gases released. The pressure release valve is controlled by a pressure controller, by means of a simple feedback loop. The reactor is also equipped with high and low pressure alarms. Should the pressure in the reactor drop below 1.2 bar, the low-pressure alarm would go off. Should the pressure inside the reactor increase above 3.5 bar the high-pressure alarm would be triggered. The alarms will give a digital indication as well as a manual (high pitched sound) indication. This will allow operators in the control room as well as operators at
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
20
PLANT DESIGN: CPD4M2C
the plant itself to be aware of the situation. It is further important for the feed ratio to be adequate to produce enough of the desired product and to avoid excess production of unwanted by-products (such as di-ethylbenzene). For this reason, a cascade ratio control loop is included in the control strategy. A composition controller is used to control the feed ratio of benzene versus ethylene to the reactor, while a ratio flow controller is used to control the amount of ethylene directed to the reactor feed stream. 5.3.4 Flash Drum (V-101): The flash drum is used as a phase separator. The condensable gases from the reactor (benzene and ethyl benzene) are separated from the non-condensable gases. The bottom condensed liquids are then sent to the benzene tower. The overhead gases are captured as fuel gases that are used in other process units upstream and downstream. The flash process includes both the phase separator (V-102) and the heat exchanger (E-101).
Figure 8: Heat Exchanger (E-101) and Flash Drum (V-101)
CONTROL PHILOSOPHY: The control objectives of the Flash Drum, is to control the bottoms composition, the level and the pressure in the drum. Three single loop controllers are used to control the three parameters of concern. Due to the sensitive nature of the phase separation process and the high dependence on the feed temperature to the Flash Drum, the bottoms composition is controlled by adjusting the cooling water inlet flow valve to the Reactor Effluent Cooler (E-101). The level in the drum is controlled by a single level controller that adjusts the valve that allows the bottoms to flow to the Benzene Tower. The pressure inside the drum PRODUCTION OF ETHYL BENZENE SEPTEMBER 2012
21
PLANT DESIGN: CPD4M2C
is controlled by a single loop pressure controller that adjusts the top outlet valve. 5.3.5 Benzene Tower (T-101): All the benzene and lighter components are separated from the heavier ethyl benzene. The lighter gases are recycled to the feed of the reactor, while the ethyl benzene together with the other by-products is captured as bottoms liquid.
Figure 9: Benzene Tower (T-101)
CONTROL PHILOSOPHY: The dynamics of the Benzene Tower is such that long dead times and long analyser delays may be expected. A myriad of controllers may be required to adequately control the relevant parameters to satisfy the design objectives of such a tower. It is for this reason that two cascade control loops are employed and three single loop controls. The level inside the bottom part of the tower is controlled by adjusting the bottoms outlet valve. The bottoms composition is controlled as the primary controlled variable in cascade control loop where the feed to the Tower Reboiler (E-103) act as the secondary controlled variable. This allows for a consistently high quality separation process inside the tower. The temperature inside the tower is controlled via a cascade control system that uses the reflux flow to the tower as secondary variable, while adjusting the reflux valve to the tower. A level controller is also used to control the level in the reflux drum, which is situated after the condenser. The pressure in the overhead is then controlled by adjusting the valve after the condenser.
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
22
PLANT DESIGN: CPD4M2C
This control strategy allows for safe, effective and efficient operations of the Benzene Tower. 5.3.6 Ethylbenzene Column (T-102): The bottoms product from benzene tower (T-101) is sent to ethylbenzene column (T102). In the ethylbenzene column, the ethylbenzene is recovered as a top product and the di-ethylbenzene is collected in the bottoms liquid stream.
Figure 10: Ethylbenzene Column (T-102)
CONTROL PHILOSOPHY: The control strategy for the Ethylbenzene Column is similar to that of the Benzene Tower. Please see above. 5.3.7 Liquid Pumps (P-10i, i = 1, 2, 3): The best choice of pump for transporting liquid, such as benzene, ethylene and ethylbenzene is the centrifugal pump. It is a simple concept of converting electrical energy into kinetic energy and thereby creating pressure used to transport a fluid where it is needed. The kinetic energy conversion is actualized through the rotational acceleration of the impeller. The rotating action creates a suction that moves the water in continuous pockets, creating a low pressure is at the inlet of the pump and an area of high pressure at the exit. The kinetic energy that is created and used to transport the fluid is proportional to the velocity with which the fluid exits the pump i.e. the greater the energy the fluid exit. This was formulated by the Dutch-Swiss mathematician, Daniel Bernoulli in his wellknown formula, the Bernoulli Equation.
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
23
PLANT DESIGN: CPD4M2C
Figure 11: Liquid Pumps (P-10i, i = 1, 2, 3)
The start-up procedure can be given in point form: Make sure the immediate upstream process unit(s) has adequate feed fluid to avoid cavitations Ensure upstream valves are sufficiently open before pump start-up Before starting the pump, allow the fluid to wet the inside of the pump casings While wetting the pump, open the airing bolt to allow trapped air bubbles to escape Start-up the pump Monitor the pump for a few minutes after extended periods of shut-down Downstream valves should be opened slowly to avoid pressure bursts that may damage the pump and/or other process units, equipment and instrumentation
Shut-down procedure: The procedure starts with slowly closing the furthest discharge valve and consecutively moving backwards up to the closest valve to the pump. Switch the pump motor off Close the upstream suction valves Maintenance: Centrifugal pump operations may encounter three general problems: Inadequate design Negligent operations Poor maintenance
The general pump maintenance procedure for operators can be summarized into four basic steps, namely: 1. Switch pump of and remove pump from system, by disconnecting all piping and electrical connections 2. Disassemble the pump. Clean all parts and components. 3. Drain all fluid from the bearing housing and inspect each component. Make sure damaged components are replaced 4. Reassemble all components
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
24
PLANT DESIGN: CPD4M2C
Operation: Cavitation is the main concern when operating a centrifugal pump. Cavitation occurs when the pressure of a liquid is rapidly decreased below its vapour pressure as a result of a flow phenomenon. The operational procedure to prevent cavitation is as follows. Increase the pressure at the at the suction head of the pump The temperature liquid that is being pump must be reduced The flow rate as well as the head losses in the pump suction piping can be reduced Reduce the speed of the impeller
Cavitation may cause the following damages to a pumping system: Damage to the pump impeller as well as degraded performance of the pump Vibration of the pump that results in flow and pressure disturbances
CONTROL PHILOSOPHY Control strategies are important in pumping systems e specially when operating centrifugal pumps. Although these types of pumps are reliable, they often stop working. For this reason engineers design plants with back-up pumps as a standard. These pumps must have some form of automated control that will allow pumping systems to switch from a used pump that stops working to a back-up pump. Usually in pumping applications with adjustable speed drives and variable flow rates efficient control strategies is of utmost importance to throttling or bypass methods. The centrifugal pumps are all supplied with programme drive controllers to avoid operating pumps at speeds that may cause equipment damage or system resonances.
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
25
PLANT DESIGN: CPD4M2C
6. START-UP AND SHUT-DOWN PROCEDURES: When starting-up a catalytic reactor it is important to monitor the temperature and concentration profiles of the reactants and products as they approach steady-state. Rapid overshoots and/or undershoots in the temperature may cause reactant and/or product degradation. Over/Under-shoot may also be a safety hazard and cause the activity of the catalyst to be affected. A practical stability limit may be exceeded when start-up overshoots are excessive. This stability limit may include upper and lower boundary temperatures, reactant concentrations, product concentrations and/or the pressure drop across the catalytic bed. Before any upstream process units are started, the cooling fluid must be allowed to flow through the condensers. In the case of brand new columns, flushing of the whole system should be initiated to remove any unwanted material and early identification of blockages. Process control devices and instrumentation should be installed and tested as per the dictates of the P&ID provided. An operations manual of all equipment and instrumentation should be supplied by the manufacturer or drawn up by the design team in consultation with the HAZOP team (referred to later in this document). Process control software should be supplied by a general dealer and all control devices should be compatible with the latest software systems in the market today. The column and tower condensers are in series with a lot of other process units. It is imperative that the column and tower should not be switched off before process units upstream is not totally turned off and no liquid-vapour is fed to the column. All valves and equipment should be switched off in the tested order prescribed in the operations manual provided. The column and tower must never be open to air for long periods as it may cause rusting of the interior. Annual shutdowns of the Ethylbenzene Plant should include internal inspections of heat exchangers and other process units. During these periodic inspections the following items should be considered: Scaling and corrosion of equipment Internal lining conditions Tube and piping surfaces Metal thickness tests should regularly be performed Expansion of equipment joints Welding joint conditions General condition of the heat exchangers and the fired heater
If tube and/or piping leakages are suspected, extensive tests must be performed to replace or repair such tubes and/or pipes. Record sheets should be kept to ensure tubes and pipes dont exceed their repair life.
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
26
PLANT DESIGN: CPD4M2C
6.1 Start-Up Procedure: 1. Close all drain and flare valves 2. Switch the benzene feed valve (v1) to manual mode 3. Open valve manually to allow liquid to partially fill the feed drum (V-101) 4. Slightly open drum outlet valve (v2) 5. Allow liquid to flow through the pump and fired heater (H-101) 6. Keep air and natural gas valves closed (va and v3) 7. Open reactor feed and outlet valves (v4 and v5) to allow fluid to wet the catalyst and the interior of the reactor 8. Keep the heat exchanger (E-101) valve (v6) closed 9. Fluid will now flow into the flash drum and through the bottoms pump (P-102 A/B) 10. Open valve (v8) and allow fluid to flow through tower feed heater (E-102), while filling the benzene tower (T-101) 11. The same procedure would follow for the ethylbenzene column 12. Do not open the two product valves (v15 and v17) 13. Switch the pumps on when the fluid reaches the two product valves (v15 and v17) 14. Immediately open the two valves (v15 and v17) and 15. Open the air and gas valves (va and v3) and start the fired heater up 16. Make sure all other valves are open 17. Monitor the system closely until steady-state is reached 18. Open all heat exchanger valves to allow process cooling and heating 19. Switch all automated control systems on 6.2 Shut-Down Procedure: 1. Switch all pumps off and close air and gas valves (va and v3) to fired heater (H101) 2. Open drain and flare valves to allow the process units to fully drain 3. Switch automated control systems off 4. Allow system to cool off by closing heat exchanger valves 5. Close valves starting from the furthest part of the plant downstream moving back up until the benzene feed valve (v1) is closed 6. Allow fluids to drain into the chemical sewer
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
27
PLANT DESIGN: CPD4M2C
7. EQUIPMENT LIST:
Table 2: Equipment List
EQUIPMENT Benzene Feed Drum Heater Feed Pump Ethylene Compressor Fired Heater Alkylation Reactor Reactor Effluent Cooler Flash Drum Flash Bottoms Pump Tower Feed Heater Benzene Tower Tower Reboiler Tower Condenser Tower Reflux Drum Tower Bottoms Pump Ethylbenzene Column Feed Heater Ethylbenzene Column Column Reboiler Column Condenser Column Reflux Drum
Identification V-101 P-101 A/B C-101 H-101 R-101 E-101 V-102 P-102 A/B E-102 T-101 E-103 E-104 V-103 P-103 A/B E-105 T-102 E-106 E-107 V-104
MOC CS CS CS 316SS/CS SS/Refractory 316SS/CS SS CS CS/SS SS 316SS SS CS CS CS SS CS SS SS
Orientation Horizontal Horizontal Vertical Vertical Vertical
Type
Centrifugal Centrifugal Fired Adiabatic Shell&Tube
Vertical
Shell&Tube Distillation Kettle Shell&Tube Centrifugal Shell&Tube Distillation Kettle Shell&Tube
Horizontal
Vertical
Horizontal
8. UTILITY REQUIRMENT SCHEDULE:
Name C-101 E-101 E-102 E-103 E-104 E-105 E-106 E-107 H-101 R-101 T-101 T-102 V-101 V-102 V-103 V-104 Total Module Cost $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ 9,100,000 42,094 33,600 197,500 359,000 42,000 197,500 143,000 2,340,000 24,400 103,000 204,000 534,000 208,000 38,100 24,600 Grass Roots Cost $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ 13,000,000 55,000 43,900 257,000 444,000 55,000 257,000 204,000 3,340,000 31,300 132,000 250,000 710,000 245,000 45,900 32,200 Utility Used NA
Cooling Water Low-Pressure Steam Low-Pressure Steam Cooling Water Low-Pressure Steam Low-Pressure Steam Cooling Water Natural Gas
Efficiency
Actual Usage
Annual Utility Cost
0.9
18500 MJ/h 1500 MJ/h 1300 MJ/h 4300 MJ/h 1500 MJ/h 1300 MJ/h 5000 MJ/h 12000 MJ/h
$ $ $ $ $ $ $ $
52,000 157,800 136,700 12,100 157,800 136,700 14,000 1,054,900
N/A NA NA NA NA NA NA
Totals
13,600,000
19,100,000
1,722,000
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
28
PLANT DESIGN: CPD4M2C
9. PRELIMINARY ENVIRONMENTAL IMPACT ASSESSMENT: Due to the sensitivity of setting up a chemical manufacturing plant that may be harmful to the environment as a whole, has led proposals for designing such plants to actively include detailed Environmental Impact Assessment (EIA) procedures which shall involve public participants. In this design document, a Preliminary Environmental Impact Assessment (PEIA) will be performed. The PEIA is compiled as a forerunner for the EIA for the proposed Ethylbenzene Production Unit. The Processing plants that involve industrial scale operations would opt to be as close as possible to the source for the raw materials used to reduce astronomical costs related to the transportation and infrastructure. Also, when a lot of energy is required in an industrial operation, the plant should be close to an energy source and infrastructure. Chemical Production Plants are normally situated far from densely populated areas and for that reason the impact that such processes have on the environment is often overlooked. An increasing environmental awareness of global warming and the future/present dangers posed by pollution has shed increasing light on the role and impact chemical processes have in the global crisis.
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
29
PLANT DESIGN: CPD4M2C
Table 3: PEIA
ITEM DESCRIPTION 1. Air Quality Excessive heat released to the environment Risk of fugitive emissions of toxic noxious gases, eg. the combustion gases from the Fired Heater (H-101) Other toxic containing gas emmissions above regulatory standards 2. Water Quality Changes in water quality high increases in the salinity, odour, temperature, nutrients, turbudity, pH or contaminants/pollutants(eg. oils, toxins etc. Depletion of ground water aquifers Introduction of an additional water and wastewater treatment plant on-site might be proposed Consultations with local hydrology departments to keep ground water usages below regulatory limits PRELIMINARY ENVIRONMENTAL IMPACT ASSESSMENT Risk Grade EFFECT The highly exothermic nature of the processes involved generate a lot of thermal energy that may escape air quality deterioration can adversely affect the ecosystem, the surrounding fauna and flora as well as humans The sulphur containing gas emmissions pose the danger of producing acid rain and serious health threats to humans ACTION REQUIRED
high
Continuous monitoring of equipment is necessary to ensure no excessive heat losses Emergency alert devices will be installed for quick detection of toxic gas emmissions, scrubbing units will be installed if needed The plantt is designed to eliminate this theat to the environment
high
high
Ground water consumption 3. Lanscaping issues
high
Landscape and visual disturbances
low
The Ethylbenzene plant will be built in the vicinity of the existing Styrene Proposed plant should not be extended outside plant boundaries which will have the existing Styrene Plant boundaries minimal visual and landscape impact The increasing influx of people from other regions displacing the existing community members for employment competition The deprevation of access to the environment, facilities, etc. Employing local community members at the construction and operations of the proposed plant Keeping a continuous favourable relationship with the local communities and involving them in decision making
4. Socio-economic environment Affecting the existing demographics of the surrounding communities moderate
Disruptions to the livelihood of community
low
Health, safety, privacy and general welfare of community members
moderate
Changes in community resource
low
Tourism 5. Fauna and Flora
low
Factors such as odour problems, Educate and inform the relevant stakeholders noise, radiation, vibrations etc may of the risks posed to them personally and send hinder the health, safety, privacy out alerts well in advance when the problems and general welfare of community may arise members Local businesses may be threatened by employment competition created by additional Involving the community in employment employment opportunities at the strategies. proposed plant with substantial losses in labour power Informing and involving tourism bureas of the Tourism may suffer due to health and safety issues related to the plant as uninformed scares of proposed well as the environmental impact the proposed plants health risks plant may or may not have. Relevant documentations regarding the flora Threats to the habitat and resources and fauna in the vicinity should be well of endangered species due to the researched to assess any impact the proposed construction the proposed plant plant may have on the different species and how to avoid it. Health and Safety issues in unfavourable working conditions, such as extreme heat environment and toxic gas environments Infrastructural changes in nearby residential areas may affect property demand Sudden increases in traffic may cause time delays and frustrations in the existing communities. Housing market may be flooded due to additional employment Draw up well researched and structured health and safety manuals for staff, as well as adequate training of all relevant staff members. Make provisions for additional infrastructural construction rather then buying existing property to avoid overflooding the property market Address future traffic prblems with local municipal authorities to achieve alternative means of transport or alternative traffic arrangements to avoid traffic congestion. Build new houses for new employees.
General and Endangered species
moderate
6. Health and safety In the workplace 7. Infrastructure, housing and traffic Infrastructure changes and demand low high
Traffic changes
low
Housing demand
high
10. HAZOP STUDY: HAZOP is the industrialized method of identifying and preventing problems associated with hazardous conditions at a commercial plant, normally a chemical PRODUCTION OF ETHYL BENZENE SEPTEMBER 2012
30
PLANT DESIGN: CPD4M2C
plant. The hazard identification procedure forms an integral part of design and operation of a new plant. The procedure is constantly repeated and revised during the design process to ensure safety and operability. If the design is preceded by a pilot study, such a study would be used to identify potential hazards and the significance of those potential hazards can then be assessed by means of a wellstructured experiments. The HAZOP study is specifically employed to identify potential hazards. The design may be altered to eliminate some of these hazards. The main objectives of a HAZOP are therefore to: i. ii. iii. Identify potential hazards and/or mal-operations Assess the most likely consequences Recommend the most appropriate corrective actions to be taken
For each plant a distinct HAZOP Team will be assembled to deal with hazardous conditions and problems associated with safety at the plant. The HAZOP Team A for the Ethylbenzene Production Facility comprise of the following individuals: Project Engineer or Project Manager: This is the person who will manage the overall design of the new plant. All deliverables and important decisions vest in this person. He/she will also be responsible for the budget and cost estimations. It is therefore important that he/she be part of the HAZOP team. The identified hazardous conditions at the plant can then be reassessed and mitigated or eliminated by decisions taken by the Project Engineer together with his/her design team. Process, Chemical or Metallurgical Engineer: The Process Engineer is the main person responsible for the detailed design and draw up of the process flow diagram and equipment selection. The in-depth knowledge of this individual will be critical in identifying hazardous conditions at specific processing units as well as knowledge of possible mitigating alternatives to attenuate such conditions. He/she may also estimate the likelihood of hazardous conditions causing damage or safety concerns. Commissioning Engineer: The initial start-up of the new plant is done under the auspices of this engineer. He/she may be the same person as the person in bullet number 2, above. At each start-up and shut-down of a chemical processing plant, non-steady state conditions prevail which may be a major safety and hazardous concern for the people and the plant equipment. The Commissioning Engineer will predict the likelihood of such dangers and with his theoretical knowledge and relevant experiences he/she will make informed decisions regarding those dangers. Instrumentation Design Engineer: This person will be in control of the process control systems installation. He/she will PRODUCTION OF ETHYL BENZENE SEPTEMBER 2012
31
PLANT DESIGN: CPD4M2C
advise on the most appropriate control instrumentation and devices to use for the specific control strategies. Chemist: Chemical sampling will be important in the HAZOP study and the Chemist will be in control of the sampling to ensure accurate judgment regarding Hazardous material. Electrical Engineer: The electrical engineer will be in control of all electrical equipment. HAZOP Expert: This person is normally an Environmental Scientist or a Health and Safety Officer, with vast experience in the operations of HAZOP studies. He/she will guide and manage the team accordingly. Even though this person may be lower ranked (Salary and Status) at the plant, he will be leading the team. It is expected that he/she lead the team without want or favour and with an iron fist to ensure a successful HAZOP study, since lives depend on this study. A HAZOP study was performed on the following process units: The Adiabatic Alkylation Reactor (R-101) The Flash Drum (V-102) The Benzene Tower (T-101)
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
32
PLANT DESIGN: CPD4M2C
Table 4: HAZOP Study on REACTOR
TITLE: UNIT HAZOP Team: Part Considered: Design intent: No. 100 Ethylbenzene Production Plant Rev no.: R-101 A Material: Source: Deviation Sudden increase in Temperature Sudden decrease in Temperature Page: Date: Meeting date: Adiabatic Reactor Carbon Steel Activity: Feed Tanks Destination: Possible Possible cause Safeguards Consequence Sudden increase in flow Fire in reactor, Reactor inlet of air and fuel gas to explosions, piping temperature Fired Heater, control corrosion, damage controlled dynamics too slow caused to catalyst Insufficient fuel and air Reactor inlet flow to Fired Heater, Low reactor conversion temperature Decrease in reactant controlled inlet flow Reactor outlet composition controlled. Reactor temperature controller installed. Ethylene feed controller installed 1 of 1-Aug-12 1-Aug-12 1
Process Parameter Deviation Element (Guide Word) (Study Node) More of Reactor Temperature
React Benzene with Ethylene Flash Drum (V-102) Comments Actions Adjust fuel and air inflow to Fired Heater
Less of
Adjust fuel and air inflow to Fired Heater
More of
Low conversion due to: To much Concentration (i) low feed temperature ethyl benzene product benzene in of Benzene in or (ii) too little ethylene not sufficiently reactor effluent Effluent in reactor feed or (iii) produced stream deactivation of catalyst
Increase reactant feed ratio, and control feed temperature by adjusting fuel and air to Fired Heater
More of Reactor Pressure
Less of
Substantial pressure increase over catalyst bed Pressure drop over catalyst bed No reactants in inlet pipe
Catalyst fouling and/or Ineffective conversion of Reactor Pressure deactivation reactants controlled gas escapes, insufficient products, low conversion Empty reactor, no reactions taking place, no products Reactor Pressure controlled
Regenerate or replace catalyst
Leakages
Frequent leakage inspections
No
Feed Flow
Valve malfunction, blockages and/or leakages
Reactor inlet flow controlled
No flow indicator
More of
Less of
Cooling Coil Flow
Temperature Alarm Cooling fluid to indicate Control valve fails open Reactor cools, reactant flow increase unwanted drop in or controller fails and concentration buildup, above required reactor temperature, opens valve runaway of reactor value install high-flow alarm Low cooling and reactor temperature increases. Possible Cooling fluid Plugged cooling line reactor runaway, Install low-flow flow decrease (partially), water source reaction rate increases alarm, low-flow below required failure, control valve fail releasing additional controller value to respond heat, pressure increase, reactor explodes No cooling and reactor Install low-flow Control valve fails temperature increase. alarm, low-flow Cooling fluid closed, cooling water Reactor runaway. High controller and water does not flow service failure, controller buil-up of pressure may source failure alarm. into reactor fails and closes valve cause explosion. Include a standby Equipment damage water source Install no-flow No cooling and reactor alarm, no-flow Backflow of cooling temperature increase. controller. Include a water due to high back Reactor runaway. High standby water pressure,control valve buil-up of pressure may source. Install a fails closed, cooling cause explosion. water source water service failure. Equipment damage switch. Install a noreturn valve
Stop plant or fix valve and/or controller, adjust manual valve
Stop plant and flush cooling pipe line with appropriate reagent. Replace and/or fix control valve
No
Stop plant and check water source. Check and correct water source failure. Switch cooling system to standby water source. Replace and/or fix control valve
10
Reverse
Cooling fluid flows backwards
Stop plant and check water source. Check and correct water source failure. Switch cooling system to standby water source.
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
33
PLANT DESIGN: CPD4M2C
Table 5: HAZOP Study on FLASH DRUM
UNIT HAZOP team: Part considered: Design intent: No. Guide Word 100 Rev no.: A Material: Source: Element Deviation V-102 Date: Meeting date: 1-Aug-12 1-Aug-12 Phase Separation Benzene Tower (T-101) Comments Actions
Flash Drum Stainless Steel Activity: Adiabatic Reactor (R-101) Destination: Possible cause Consequence Safeguards
more of
Pressure
too much vapour flow, sudden temperature rise
malfunction of Reactor Effluent Cooler (E-101)
Corossion, equipment damage, piping ruptures
Level Controller, Vapour Outlet Pressure Controller
Open Flash Drum Vapour valve (v7) to release pressure
Less of Flow
No feed to flash drum Pressure increase and level increase
Piping ruptures, upstream process malfunction
Corossion, equipment damage
Level Controller
Close bottoms valve (v9)
More of
Upstream malfunctions, Corossion, equipment Reactor Effluent Cooler damage, piping ineffective ruptures
Analyser and Level Controller
Adjust bottoms outlet valve to allow more liquid drainage
Table 6: HAZOP Study on BENZENE TOWER
UNIT HAZOP team: Part considered: Design intent: No. Guide Word Element 100 Rev no.: A Benzene Tower Material: Source: Deviation Stainless Steel Flash Drum Possible cause Consequence Ineffective Production Rate, Bottoms Product Contaminated, Equipment Damage Activity: Destination: Safeguards Temperature Controller, Pressure Controller in Vapour Product Stream Comments Phase Seperation Ethylbenzene Column Actions T-101 Date: Meeting date: Aug-12 Aug-12
Less of Overhead Pressure
Sudden decrease in Vapour Flow
Malfunction of Tower Feed Heater (E-102), Leakages in Column, Temperature decrease in Tower
Adjust Vapour valve (v13), Decrease Reflux Flow to the Tower
More of
Sudden increase in Vapour Flow
Tower Feed Heater Malfunction
Temperature increase in Tower Vapour Stream Pressure Controller
Adjust Vapour valve (v13), Decrease Reflux Flow to the Tower
More of
Bottoms Flow
High Tower Level
Malfunction of Tower Feed Heater,
Equipment Damage, Ineffective separation of feed components
Level Controller
Adjust bottoms outlet valve (v9) to allow level in Tower to drop
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
34
PLANT DESIGN: CPD4M2C
11. DETAILED DESIGN:
11.1 Reactor Design
The production of ethyl benzene (EB) by the alkylation reaction of benzene (B) and ethylene (E) involves the following reactions: C6H6 benzene + C2H4 ethylene C6H5C2H5 ethyl benzene reaction 1
A major side reaction also takes place, but could be avoided by adjusting relevant process conditions. The undesired di-ethyl benzene (DEB) is produced according to the following reaction: C6H5C2H5 + C2H4 C6H4 (C2H5)2 reaction 2
Ethyl benzene
ethylene di-ethyl benzene
The two reactions can be written in the form below: Reaction 1: Reaction 2: 1. Mole Balances: Ethylene: Benzene: Ethyl benzene: Di-ethylbenzene: 2. Rate Laws: Reaction 1: Reaction 2: B + E EB EB + E DEB
R = 1.987 kcal/kmol.K k0,1 = 1.00 x 106
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
35
PLANT DESIGN: CPD4M2C
k0,2 = 6.00 x 105 E = 22 500 kcal/kmol Net Rates:
3. Stoichiometry: The volumetric flow rate is
We assume there is no pressure drop for the purpose of simplification and that the reaction is carried out isothermally. Therefore, P = P0 and T = T0, we also assume there is no change in the total number of moles. This means that:
4. Parameter Evaluation: The plant is assumed to be running at 330 days/annum, to allow for periodic shut-down as well as maintenance, with a production rate of 100 000 metric tons per annum. This is equivalent to a 12 626 kg/hr ethyl benzene production rate. The benzene (B) and ethylene (E) is fed to the reactor at a ratio of 8:1, to avoid production of the unwanted di-ethylbenzene byproduct. The feed to the reactor is therefore:
and
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
36
PLANT DESIGN: CPD4M2C
These equations are solved simultaneously using the PolyMath program. The flow rate profiles along the length of the reactor are shown in Figure 10 below.
0.014
0.012
Flow rate (kmol/s)
0.01 0.008 0.006 0.004
FE FEB
FDEB
0.002
0 0 2 4 6 reactor length (m) 8 10 12
Figure 12: Flow Rate Profile along length of Reactor
This profile indicates that a very small amount of di-ethylbenzene is produced in comparison to the ethyl benzene. This is mainly due to the high benzene ethylene feed ratio, a condition that favours the production of ethyl benzene. If we alter the feed ratio in such a manner that there is more ethylene than benzene in the feed we will observe a significant production of di-ethylbenzene. At a certain point in the reactor, ethyl benzene reacts (or is consumed) to such an extent that it starts to decrease along the remainder of the reactor. The graph below demonstrates this.
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
37
PLANT DESIGN: CPD4M2C
0.08
0.07
FE FB FEB FDEB
flow rate (kmol/s)
0.06 0.05 0.04
0.03
0.02 0.01 0 0 2 4 6 8 10 12
reactor length (m)
Figure 13: Flow Rate Profiles
The graph shows the significance of keeping the ratio of benzene and ethylene in the feed as high as possible to ensure a high production of ethyl benzene and a low production of the undesired di-ethylbenzene by-product. The conversion of benzene will however not be sufficiently high. To remedy this, a few reactors in series would increase the overall conversion of the plant together with a recycled stream of benzene that would ensure the maximum utilization of the reactants. Table 6 shows the PolyMath program used to perform the calculations for the reactor.
Table 7: PolyMath Program
__________________________________________________________________
ODE Report (STIFF)
Differential equations as entered by the user [1] d(FE)/d(L) = (-rate1-rate2)*A [2] d(FB)/d(L) = (-rate1)*A [3] d(FEB)/d(L) = (rate1-rate2)*A [4] d(FDEB)/d(L) = rate2*A Explicit equations as entered by the user [1] v0 = 0.261 [2] CB = FB/v0 [3] T = 673 [4] k1 = 1.00*10^6*exp(-22500/(1.987*T)) [5] CEB = FEB/v0 [6] FT0 = (2000/(8.314*673))*v0 [7] k2 = 6.00*10^5*exp(-22500/(1.987*T)) [8] CE = FE/v0 [9] rate1 = k1*CE*CB [10] rate2 = k2*CE*CEB [11] A = 7.07 [12] X = (0.0810-FB)/0.0810
___________________________________________________________________
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
38
PLANT DESIGN: CPD4M2C
Inlet
3m
Catalyst Packed Tubes
10.5 m
Outlet
Figure 14: Drawing of Alkylation Reactor with Dimensions
The packed bed reactor has the following specifications obtained from the calculations done in PolyMath: Volume = 74.22 m3 Diameter = 3 m Length = 10.5 m Material of Construction = Carbon Steel Catalyst = Zeolite (ZSM -6) Maximum Pressure = 3.2 bar Maximum allowable temperature = 480 C Maximum allowable temperature for catalyst = 550 C Vertical orientation
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
39
PLANT DESIGN: CPD4M2C
11.2 Benzene Tower Design:
Table 8 Spec Sheet Benzene Tower
SPECIFICATION SHEET OF DISTILLATION COLUMN:
IDENTIFICATION: NO. REQUIRED: TRAY TYPE: FUNCTION: PLATE I.D: OPERATIONS: TURNDOWN RATIO: PLATE MATERIAL: HOLE SIZE: PLATE SPACING: PLATE THICKNESS: ACTIVE HOLES: PLATE PRESSURE DROP:
THE TOWER PLATE SPECIFICATIONS: Layout Sketches:
Benzene Tower (T-101) 1 Sieve Tray Benzene separation 0.340 m Continuous 70 % maximum rate Stainless Steel 5 mm 0.5 m 5 mm 1100 190 mm liquid
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
40
PLANT DESIGN: CPD4M2C
Figure 15: Benzene Tower Dimensions
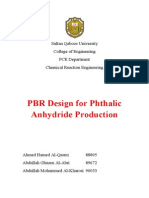
12. PLANT COST ESTIMATIONS: CAPCOST was used to obtain cost estimates for all standard/generic equipment such as the reactor, heat exchangers, pumps, fired heater, distillation columns and process vessels. Specialized equipment costs, such as the catalyst used in the reactor was obtained from industrial manufacturers advertisements online. The design and performances of the different processing units were determined using vendor supply information and from previous study material. Costing estimations were performed using commercially available software such as CAPCOST and vendor supply information. All the cost estimates use a 2 nd quarter 2012 basis. The operating costs were determined from the process material and energy balances together with manufacturers standard costs. 12.1 Capacity Effect on Equipment Costs: The current equipment purchase costs can be obtained from the relation between an attribute of the equipment that is related to the capacity of the unit and is given in the equation below (Turton et al, 2009): ( With A = the equipment cost attribute C = the purchased cost n = cost exponent The subscripts a and b are related to the required attribute and the base attribute, PRODUCTION OF ETHYL BENZENE SEPTEMBER 2012 )
41
PLANT DESIGN: CPD4M2C
respectively. In short, these types of correlations are used to determine cost estimates for equipment through the use of past purchasing costs data, by updating the present equipment unit with respect to its capacity attribute. The correlation below is also taken from the Turton textbook and include the decreasing effect that inflation has on equipment purchasing costs. This correlation is heavily dependent on time, since inflation is the erosion in the purchasing or buying power of money. The cost estimate is therefore calculated taking into consideration the changing conditions in the economy. ( ) With C = the purchased costs I = the cost index The subscripts 1 and 2 are related to the base time when the costs are known and the time when costs are desired, respectively. There are numerous cost indexes available in industry that includes the economic effect of inflation. For this design the Chemical Engineering Plant Cost Index (CEPCI) will be used since it was used in the CAPCOST excel spreadsheet as well.
Table 9: CEPCI in 2012 (Turton et al.)
Determination
Year 2004 2005 2006 2007 2008 2009 2010 2011 2012
CEPCI 444 468 500 527 555 583 611 639 667
Extrapolated
Historical
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
42
PLANT DESIGN: CPD4M2C
700 650 600
historical extrapolated to 2012 for EB Plant Linear (historical) y = 28x - 55669 R = 0.9932 500 527 555 639 611 583
667
index
550 500 450 400 2002
468
444 2004 2006 year 2008 2010 2012
Figure 16: Extrapolation of Index
An estimation can be made to obtain the CEPCI cost index in August 2012 as can be seen above in the Table and Figure above. The extrapolation is done by using the most recent data (2004-2006 in Turton et al, 2007) that showed a linear yearly increase in the index. This is only a rough estimate. The latest values for the CEPCI is given by (www.nt.ntnu.no/users//magnehi/cepci_2011_py.pdf)
Figure 17: CEPCI (courtesy of www.EngineeringToolBox.com )
12.2 Labour Requirements: Operating labour costs was determined from the number of major processing unit operations. The number of operators and supervisory staff was taken from the Suncors LO-CAT unit as an example. Standard industry salary was used to calculate the labour costs. The total operating labour costs was therefore calculated by multiplying each worker with the estimated standard salary as per the dictates of PRODUCTION OF ETHYL BENZENE SEPTEMBER 2012
43
PLANT DESIGN: CPD4M2C
South African petrochemical employees salaries as an example and standard. The number of operators that will be operating the plant was determined from the standard three shift/day rate of labour and with the four operators/shift required to operate the plant. The salaries were taken at a standard monthly salary that included bonus incentives and miscellaneous income after income tax deductions, to avoid tedious calculations. The same principles were performed on the supervisory units of the plant, which included the management, foremen, clerks, professionals, and the peremptory security personnel. The operating labour cost calculations are displayed in the table below.
Table 10: Labour Costs
Overall Labour Costs Number Salary No. per month 2 R 19,200.00 3 R 12,800.00 4 R 9,600.00 16 R 6,500.00 2 R 7,800.00 8 R 3,200.00
EMPLOYEE Managers Professionals Foremen Operators Clerks Security Annual Salary Cost
Salary Cost per month R 38,400.00 R 38,400.00 R 38,400.00 R 104,000.00 R 15,600.00 R 25,600.00 R 260,400.00 R 3,124,800.00
12.3 Plant Operation Time: Industrial facilities use procedures to sustain the plant while the plant is still in operation. These procedures may include inspection, repairs, alterations, replacements as well as minor maintenance to existing process units. However, all industrial plants require a scheduled period to perform major maintenance that will be costly to the process but necessary. This is commonly called plant shutdowns. Delaying or ignoring scheduled plant shutdowns may be disastrous and may cause the entire facility to stop operations indefinitely. In performing economic analysis the total annual operating hours is important to determine since it is used in most cost estimate calculations. It is also used in the CAPCOST Excel Spreadsheet. The plant capacity factor refers to the amount of annual operating hours, presented as a percentage of the total possible operating hours per year available. There are 365 days in a year that is available for a plant to operate, but sulphur recovery units normally only operate at a plant capacity factor of 90.4%. The equation follows:
This puts the annual operating hours of this design at 7920 operating hours per year. This amounts to 35 days of shutdown, which is almost 1.3 months. Due to the high cost normally incurred by shutdowns in industrial plants, the possibility is PRODUCTION OF ETHYL BENZENE SEPTEMBER 2012
44
PLANT DESIGN: CPD4M2C
high that the plant capacity factor would have a large effect on the NPV. A sensitivity analysis should therefore investigate this more concretely. 11.4 Economic Analysis: The profitability of a process engineering project is always estimated according to its economic viability. This makes cost analysis an important and integral part of a process engineers design strategy. Industrial sized companies, such as the Ethylbenzene Plant, constantly and continuously review the economic benefits that a project may have and whether or not to renew or replace a specific project. Using standard economic indicators and measurements are attainable in textbooks such as Turton et al., 2008. It is useful to first concretise some cost estimation principles before a complete profitability estimation is performed. 11.4.1 Cost Estimation: The process engineer should evaluate the capital cost and the manufacturing costs when designing a new plant or an extension of an existing plant. Capital cost may be referred to as capital investment. The two types of costs will be distinguished below in the subsequent subsections. Capital Cost or Capital Investment: Capital costs estimates can be divided into five general classes, namely: Detailed estimates Definitive estimates Preliminary estimates Study estimates Order-of-magnitude estimates
This design document will primarily deal with the preliminary capital investment cost estimation. The total capital investment (TCI) of a process plant is defined as the total capital required purchasing, building and installing new equipment so that it could be ready for full production. This cost is then further divided into the fixed capital investment ( FCI ) and the working capital ( WC ). The FCI is the total cost associated with installing and building the entire plant. A fraction of the FCI is available for the required land but it does not depreciate or it is not depreciable over time. The WC is the required capital to start the plant and finance the initial months of operations before returns in the form of revenue is received. The WC normally includes the following: Petty Cash Salaries Inventories Accounts
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
45
PLANT DESIGN: CPD4M2C
This capital is recoverable at the end of the project or somewhere in the future. The WC is estimated at approximately 20% of the FCI. The costs of all the major equipment units are tabled below together with the catalyst cost per yearly loading.
Table 11: Equipment Cost
Cost of the major equipment units 1US$ = 7.85 ZAR
Exchangers Exchanger Type C-101 E-101 E-102 E-103 E-104 E-105 E-106 E-107 H-101 R-101 T-101 T-102 V-101 V-102 V-103 V-104 Z-101 Compressor Reactor Effluent Cooler Tower Feed Heater Kettle Reboiler Tower Condenser Column Feed Heater Kettle Reboiler Column Condenser Fired Heater Jacketed Non-Agitated Benzene Tower Ethylbenzene Column Benzene Feed Drum Flash Drum Tower Reflux Drum Column Reflux Drum Catalyst Purchased Purchased Equipment Cost Bare Module Cost Equipment Cost Bare Module Cost 60,523,500 280,245 223,725 1,310,950 2,394,250 280,245 1,310,950 949,850 15,621,500 162,495 684,520 1,358,050 4,733,550 1,381,600 253,555 164,065 22,765
$ $ $ $
$ $ $
2,010,000 7,850 6,270 36,100
77,600 7,850 36,100
$ $ $ $
$ $ $
7,710,000 35,700 28,500 167,000
R R R
15,778,500 R 61,623 R 49,220 R 283,385 609,160 61,623 283,385 R R R R
R 305,000 R 35,700 R 167,000 R R R R R R R R R
$ $ $ $ $ $ $ $ $
$
56,000 933,000 13,800 29,100 63,300 156,000 24,400 5,190 5,050
$ $ $ $ $ $ $ $ $
121,000 1,990,000 20,700 87,200 173,000 603,000 176,000 32,300 20,900
439,600 R 7,324,050 R 108,330 R 228,435 R 496,905 R 1,224,600 R 191,540 R 40,742 R 39,643 R 22,765 R
2,900 $
R 2,900 R
Cp,i CTM =
3,470,510 $ 11,675,900 R 27,243,504 R 91,655,815 Lang Factor f 4.74 $ 16,450,217.40 $55,343,766.00 R 129,134,206.59 R 434,448,563.10
The Lang Factor (Turton et al, 2007) may be used to determine the total cost of all the major equipment units in a newly procured plant. The Lang Factor is obtainable from Turton, which is 4.74 for a fluid processing plant such a Ethylbenzene Production Plant. The capital cost is calculated using the following equation: With CTM = total module capital cost of the plant Cp,I = the purchased cost for all the major equipment units n = the total number of individual units FLang = the Lang factor( from Table 7.7 in Turton) The higher the Lang factor the larger the contribution of the purchased cost is to the plant cost.
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
46
PLANT DESIGN: CPD4M2C
12.4.2 Manufacturing Costs: The manufacturing costs or cost of manufacturing (COM) is the sum of all the expenses incurred through the day-to-day operations of the plant. These costs include, but are not limited to, the energy and utility requirements, purchased components, raw materials needed, disposal of waste products, produced by the plant. The COM can be divided into three basic components: 1. Direct Costs 2. Fixed Costs 3. General Expenses
The direct costs (DC) is defined as the varying costs associated with the production rate ( e.g raw material costs, which include the ethylene and benzene), while the fixed costs (FC) is the costs that does not vary with changes in the production rate (e.g. depreciation). The general expenses (GE) mainly include the costs incurred through administration, management activities, and which is not directly related to the production rate. These costs are tabled below, which include the relevant standards used in industry to calculate them.
Table 12: Costs Structure
Variable Costs Determined in CAPCOST 5 % of Raw Materials Determined in CAPCOST R 161 /ton (< 250km), Fixed Costs Maintenance 5 10% of Capital Cost Operating Labour Calculated Supervision Calculated Laboratory Costs 15 20% of Labour Cost Insurance 1 % of Capital Cost Other Costs Administration Costs 0.3 % of Direct Cost (fixed + variable) Research and Development 0.1 % of Direct Cost (fixed + variable) Raw Materials Miscellaneous Materials Utilities Shipping and packaging
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
47
PLANT DESIGN: CPD4M2C
Table 13: Total Annual Costs
Operating Cost Variable Costs(VC) Raw Materials R Miscellaneous Materials R Utilities R Shipping and Packaging R Subtotal R Fixed Costs(FC) Maintenance R Labour Costs R Laboratory costs R Insurance R Subtotal R Total Direct Costs (=VC+FC) R Administration costs General overheads Research & Development Subtotal Total Annual Costs R R R R R
99,027,854 4,951,393 13,517,700 2,040,192
119,537,138
21,722,428 3,124,800 624,960 4,344,486 29,816,674 149,353,812 149,354 746,769 298,708 1,194,830 270,085,781
12.4.3 Profitibility Profitability of a process plant is relatively dependent on the company and/or the engineer in charge of the project. The three major criterion used to evaluate the profitability of a project is the following: 1) Time 2) Cash 3) Interest rate The profit before tax (PBT) is a cornerstone of an economic analysis of a project and should be defined. The PBT is defined as the difference between the total earned revenue (R) received from production and the total costs incurred yearly. The sales of the product are termed, revenue. The total annual cost (TAC) is defined as the sum of the COM and D. The equation below put the definition in simple form.
The profit after tax (PAT) is defined as the total profit that the process acquires after income tax (t) deductions. For this design the PAT will not be necessary to calculate since there will not be income generated as yet. Depreciation will also not be taken into account since the plant is constructed for the purpose of recovering sulphur as an environmental precautionary measure. Profit or revenue will therefore not be applicable and no income from revenue is calculated. Omitting revenue will give a negative PBT. The TAC will be the only driving force for the PBT. PAT is nonetheless calculated using the following equation:
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
48
PLANT DESIGN: CPD4M2C
The cash flow (CF) of a project is the physical cash that is being exchanged from and to the company capital. The cash flow analysis for this design will therefore only include cash that will be used to operate the plant efficiently over the 10 year project life. Time Value Predictions: The cash flow at a specific time was introduced in the preceding sections. The cash flow diagram (CFD) is a way of projecting the future value and cash flow of the project, taking into account all the different costs and investments of the project over the project life. Cash Criterion: The payback period (PBP) will not be included in this design, as discussed above, there will be no profit margin expected from the project due to its preliminary nature. It will therefore not be discussed further. The same can be said of the return on investment (ROI), the discounted cash flow rate of return (DCFROR). The net present value (NPV) of a project is the cumulative discounted cash position at the end of the project (Turton et al, 2007). The cost of all the major equipment and the total annual operating costs add up to approximately R 700 million. This is much lower than the amount of money that will be received if the target capacity (100 00 metric tons per annum) is reached. If the ethylbenzene is sold at a fixed price of U$ 2.0/kg (taken from the latest international costing), the annual returns would be around R 1.6 billion. This means that the plant is expected to be profitable.
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
49
PLANT DESIGN: CPD4M2C
13. CONCLUSIONS: The economic analysis indicates that the setup of an ethylbenzene production plant with the specified capacity is a viable project to embark upon. The EIA also shows that environmental hazards can be mitigated or eliminated. This would be acquired with the assistance of a fully functional and effective HAZOP Team. The design shows that further optimization and calculations could give a more detailed design of an ethyl benzene plant. The plant may have been overdesigned, but the final design section will limit certain parameters of concern. Scaling down should be done in the consecutive reports to adhere to the terms of reference. A more detailed reactor and distillation column design will provide much more valuable design information. REFERENCES (1) Turton R, Bailie, R.C, Wallace B, Whiting, Analysis, Synthesis, and Design of Chemical Processes, 2nd Edition. (2) Felder M, Rousseau R.W, Elementary Principles of Chemical Processes, 3 rd Edition. (3) N. Betty, K. Matusik, and N. Nagpurwala, Coal-to-Methanol Process: Progress Report 2, UCSD,2008 (4) Fogler, H.S., Elements of Chemical Reacion Engineering, 4th Edition, Chapter 13 & 14, Prentice Hall International Editions. (5) Kevin J. Myers, Mark F. Reeder, and Julian B. Fasano, Optimize mixing by using the proper baffles, CEP, pp. 42-47, February 2002. (6) Vinning. G.V, Kowalski. M. S., Statistical Methods for Engineers, 2 nd Edition, Chapter 6, Duxbury. (7) A. Seyfi ERDEM, . Levent ERGN, A. Hakan BENZER., Calculations of the Power Draw of dry Multi-Compartment Ball Mills, 2004 (8) Wills. B.A, Napier-Munn. T. J., Wills Mineral Processing Technology, 7th Edition, BH (9) Ganji.H, Ashani.J.S, Modelling and Simulation of Benzene Alkylation Process, Reactors for Production of Ethylbenzene, October 2004 (10) W.D. Baasel, Preliminary Chemical Engineering Plant Design, Elsevier, 1974 (11) J.A.Sykes, Engineering an Alternate Route to Styrene, 2009 (12) P.K.Sahoo, Production of Ethylbenzene by Liquid-Phase Benzene Alkylation, Rourkela, 2011 (13) W. J. Lee, Ethylbenzene Dehydrogenation into Styrene: Kinetic Modeling and Reactor Simulation. Texas University, 2005 (14) SRI Consulting, Production of Ethylbenzene from Benzene and Ethylene by Liquid-Phase Alkylation using Zeolite Catalysts, 1999
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
50
PLANT DESIGN: CPD4M2C
APPENDIX: PFD with Stream Table:
6 5 4 3 2 1
H-101 Burner
D
R-101 Reactor
E-101 Reactor Cooler
9
V-101 Flash Drum
T-101 E-102 E-103 Benzene Condenser Reboiler Tower
T-102 E-104 E-105 Ethylbenzene Condenser Reboiler Tower
D
H-101
1 3 4 8 Fuel Gas
E-102
C
2
Benzene
R-101 T-101
V-101
E-104 T-302
12
Air Ethylene
B
E-101
E-103
10
Natural Gas
1 benzene 25 1.1 3.14E+05 0 6400.9 500000.0 565.356 143467.54 25 15.874 1.1 1.1 2.91E+05 6.60E+05 1 0 6393.2 14248.6 180000.0 802943.1 513.793 1218.744 143295.5 319362.38 400 696.7777 70 0.9 2 1.1 1.47E+06 1.47E+06 3.35E+04 1 1 0 14248.3 8174.7 8174.7 802921.0 802915.0 802915.0 1218.719 935.086 935.086 319355.7 183224.95 183224.96 70 70 1.1 1.1 -2.07E+04 5.43E+04 1 0 400.4 7774.3 16864.8 786050.0 35.229 899.857 8974.48 174250.49 2 3 4 5 6 7 8 10 recycle 134.3185 44.439 1.1 1.1 7.93E+04 5.52E+04 0 0 6319.9 1454.4 663107.0 122943.1 760.261 139.595 141651.15 32599.33 9
E-105
Ethylbenzene 11 di-ethylbenzene
FLOW SUMMARIES: Stream No. Stream Name Temp C Pres bar Enth MJ/h Vapor mass frac. Total kmol/h Total kg/h Total std L m3/h A Total std V m3/h Flowrates in kg/h Benzene Ethylene Ethylbenzene Ethane
500000.029 0 587611 587585 113154.499 113154.513 0 170387.792 170387.792 170387.792 0 0 0 0 35329.806 35332.812 680145 680145 0 9612.215 9615.033 9615.032 9615.032 9615.032
3674.039 109480.507 21870.008 87610.438 0 0 0 0 3578.555 676566.302 641237 35329.799 9612.214 2.818 0 2.818
UNISA
Plant Design Amilcar J Beukes
SCALE: A4 Units: meters
TITLE: PFD of Ethylbenzene Manufacturing Process
Department: CHEMICAL ENGINEERING
CPD4M2C
DATE: 12 June 2012
Centrifugal Pump (P-101 A/B) DATA SHEET:
Centrifugal Pump data sheet
Ethylbenzene Production Plant Equipment No.(Tag) Function Liquid flow Sheet No. 1
1 2 NUMBER OF MACHINES TYPE LIQUID AVAILABLE N.P.S.H CAPACITY PRESSURES ELECTRICAL SUPPLY COOLING WATER SUPPLY SEALING WATER SUPPLY STEAM SUPPLY VISCOSITY Sp GRAVITY VAPOUR PRESSURE WORKING TEMPERATURE pH ANALYSIS 20-100 6.5-9 C <2200 SSU 3.5 0.8 m /hr 0.3 m 3/hr
3
Operating Data
6 Ins tal l ed Low Pres s ure Li qui d 2.3 Ba r a 0-4.1 ba r 4.6 meters ma x. s uction 240 Vol ts pres s . pres s . pres s . temp. temp. temp. pres s . pres s . pres s . mi n. di s cha rge norma l di fferentic cycl es fl ow fl ow fl ow temp. temp. temp. temp. 3 cl os e coupl ed a nd pedes tal worki ng 3 s tandby
3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
51
PLANT DESIGN: CPD4M2C
Technical Data
PUMP DRAWING No. SPEED rem SAFE MINIMUM FLOW SHUT OFF HEAD N.P.S.H PUMP EFFICIENCY PERFORMANCE CURVE No. DRTN OF ROTN(FACING COUPLING) TYPE OF GLAND OR SEAL BALANCE ARRANGEMENT COOLING WATER REQUIREMENT SEALING WATER REQUIRED DETAILS OF CONNECTIONS SUCTION DISCHARGE TYPE OF COUPLING GUARD TYPE OF THRUST BEARING TYPE OF JOURNAL BEARING TYPE OF GEAR AND MAKER FULL LOAD TORQUE STARTING TORQUE IMPELLER SIZE (MIN.) 0.2m yes P-101 A/B DRIVER ITEM No. TYPE OF DRIVE ABSORBED POWER REQD. MAX RECOMMENDED KW OF DRIVER INSTALLED KW OF DRIVER 78% SPEED OF DRIVER 806 SPEED RATIO POWER FACTOR MOTOR EFFICIENCY DRIVER ITEM No. DETAILS OF LUBRICATOR TYPE OF BASEPLATE SUPPLIER OF DRIVER COUPLING TYPE OF COUPLING DRIVER HALF COUPLING FITTED BY FOUNDATION BOLT SUPPLIER MOTOR DESIGN CODE MOTOR TEMP CLASS MOTOR PROTECTION TYPE IMPELLER SIZE (MAX.) IMPELLER SIZE (INSTALLED) 2m 1.8 m 0.67 2.4 0.78 56T None 60 HZ ma x 50 Hz AC norma l 1
19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42
Materials of Construction
SHAFT IMPELLER BALANCE DISC OR PISTON IMPELLER WEAR RINGS CASING WEARING RINGS CASING Ca rbon Steel Stai nl es s Steel Stai nl es s Steel Stai nl es s Steel SS CS GLAND SLEEVE NECK BUSH GLAND PACKING OR SEAL LANTERN RING THRUST BEARING BASEPLATE CS SS SS LINING CS Pol yV Rubber
43 44 45 46 47 48 49 50 51 52
Design Standards and Inspection
HYDROSTATIC TEST PRESS MAX ERECTION WEIGHT DRG. And DATA REQUIREMENTS DATE OF ORDER DATE OF ENQUIRY Prepa red Checked Approved Da te Engi neeri ng Proces s Go 550 kg DESIGN CODE SHIPPING WEIGHT SHIPPING VOLUME 1-Jun-12 ORDER No. 31-Jul -12 MANUFACTURER 3 2 1 REV By Appr Da te A334ST 550kg 400 L 83B TOTAL WEIGHT INSPECTION DRC No. BB Pumpi ng Ltd 6 5 4 Rev By Da te 223HV 700 kg
53 54 55 56 57 58 59 60 61
BENZENE TOWER DESIGN: Design Calculations of a Benzene Tower:
NOTE: The Design Strategy was also used in Module A of this course Calculating the Column Diameter:
The flooding velocity can be determined using the correlation provided by Fair (1961) and using figure 11.27 in in Coulson & Richardson, Volume 6, to find the constant (K1) used in the correlation: Where, uf = the flooding velocity in m/s that is based on the net column crossSEPTEMBER 2012
PRODUCTION OF ETHYL BENZENE
52
PLANT DESIGN: CPD4M2C
sectional area (An) L = 910 kg/m3 V = 2.20 kg/m3 and K1 = correlation constant
But first we have to find FLV, the liquid-vapour flow factor.
Assuming a tray spacing of 0.5 m and using the FLV value calculated above we obtain from figure 11.27 in Coulson & Richardson, Volume 6:
The correction for the surface tensions can be taken into account. The surface tension is taken as 0.02 N/m, and all other surface tensions the correlation constant K1 is multiplied by the value of (/0.02)0.2(from Coulson & Richardson, Volume 6, Section 11.13.3). The new constant is calculated below: ( )
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
53
PLANT DESIGN: CPD4M2C
If we design for 85 % flooding at the maximum flow rate, we achieve the following flooding velocity: The maximum volumetric flow rate of the vapour is therefore: The Net Area required for such a volumetric flow rate is:
As a first trail we can take the down-comer area as 12 % of the total area, we can therefore determine the cross-sectional area of the column:
The Column diameter, Dc is calculated:
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
54
PLANT DESIGN: CPD4M2C
The Liquid flow Arrangement follows: The maximum volumetric liquid flow rate is:
The Provisional Plate Design is given below:
Column Diameter,
Dc = 0.34 m Ac = 0.284 m2
Column Cross-sectional Area, Downcomer Area, Net Area, Active Area, Hole Area,
Ad = 0.034 m2 An = 0.25 m2 Aa = Ac 2Ad = 0.216 m2 Ah = (taking 10% of Aa for 1st trail) = 0.0216 m2
The Weir length, lw is obtained from figure 11.31 from Coulson & Richardson, Volume 6:
Therefore, from Figure 11.31:
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
55
PLANT DESIGN: CPD4M2C
And since we have the column diameter the Weir Length, lw is:
Check Weeping:
The maximum liquid mass flow rate is:
And the minimum liquid mass flow rate, at a 70 % turn down ratio is:
The Weir Liquid Crest:
The height of the liquid crest over the weir is estimated using the well-known Francis Weir Formula. For a segment of the downcomer the formula for the height over weir (how) is as follows: [
The maximum height over the weir is:
[
The minimum height over the weir is:
[ At the minimum rate
Using the above minimum rate we can use Figure 11.30 from Coulson & Richardson, Volume 6 to find the constant (K2) used below, in the correlation for finding the PRODUCTION OF ETHYL BENZENE SEPTEMBER 2012
56
PLANT DESIGN: CPD4M2C
minimum design vapour velocity at the weep point, [ ]
Therefore using hw + how(min) = 74.4 mm in the abovementioned figure we can find K 2:
Therefore from Figure 11.30 above K2 30.8 And the minimum vapour velocity at the weep point is: [ ]
The actual minimum vapour velocity is [ [ ] ]
Plate Pressure Drop:
The minimum vapour velocity through the holes is
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
57
PLANT DESIGN: CPD4M2C
From Figure 11.34 C&R, Volume 6, the orifice coefficient (Co) as the fluid flow through the orifice-like holes, is determined
From the figure Co = 0.84 The expressions used for flow through an orifice can be used to estimate the pressure drop through the dry plates as follows: [ ]
Total Plate Pressure Drop:
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
58
PLANT DESIGN: CPD4M2C
Downcomer liquid back-up:
For the downcomer pressure loss, we take hap = hw 10 = 40 mm. The area under the apron, Aap = 0.6 x 40 x 10-3 = 0.024 m2. Since this is less than Ad, which is equal to 0.034 m2 we can use Aap in the equation below (from C&R, Volume 6): [ ]
Since 0.273 m < 0.5(plate spacing + weir height) = 0.5(0.5+0.05) = 0.275 m, the tray spacing is therefore acceptable
Check residence time:
This value for the residence time should be larger than 3 s, which shows that is in fact, satisfactory.
Checking the Entrainment:
The percent flooding is way above the design percent flooding of 80 %. This means that the column diameter should be made larger. It can therefore be concluded that the column was substantially overdesigned. Number of Holes:
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
59
PLANT DESIGN: CPD4M2C
Area of 1 hole
= (/4)*Dh2
= (/4)*(0.005)2 =1.9634 x 10-5 m2 Number of holes = (0.0216/1.9634*10-5) = 1100 holes
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
60
PLANT DESIGN: CPD4M2C
CAPCOST SPREADSHEET:
Add Equipment Edit Equipment
Unit Number
100
CEPCI
667
Remove All Equipment
User Added Equipment
Compressors C-101 Compressor Type Compressor Power (kilowatts) 3000 # Spares 1 MOC Carbon Steel Purchased Bare Module Equipment Cost Cost $ 2,010,000 $ 7,710,000
Exchangers E-101 E-102 E-103 E-104 E-105 E-106 E-107
Exchanger Type Reactor Effluent Cooler Tower Feed Heater Kettle Reboiler Tower Condenser Column Feed Heater Kettle Reboiler Column Condenser
Shell Pressure (barg)
Tube Pressure (barg) 2.3 2.3
MOC Stainless Steel / Carbon Steel Stainless Steel / Carbon Steel Stainless Steel / Carbon Steel Stainless Steel Stainless Steel / Carbon Steel Stainless Steel / Carbon Steel Carbon Steel
Area Purchased Bare Module (square meters) Equipment Cost Cost 6 10 8 10 24 8 12 $ $ $ $ $ $ $ 7,850 6,270 $ $ 35,700 28,500 167,000 305,000 35,700 167,000 121,000
1.8
2 2 2.3
36,100 $ 77,600 $ 7,850 $
0.8
2 2
36,100 $ 56,000 $
Fired Heaters H-101
Type Fired Heater
Heat Duty (MJ/h) 10800
Steam Superheat (C)
MOC Carbon Steel
Pressure (barg) 3
Purchased Bare Module Equipment Cost Cost $ 933,000 $ 1,990,000
Reactors R-101
Type Jacketed Non-Agitated
Volume (cubic meters) 6
Purchased Bare Module Equipment Cost Cost $ 13,800 $ 20,700
Towers T-101 T-102
Tower Description Benzene Tower Ethylbenzene Column
Height (meters) 5 5
Diameter (meters) 0.9 0.9
Tower MOC Stainless Clad Stainless Steel
Demister MOC
Pressure (barg) 3 3
Purchased Bare Module Equipment Cost Cost $ $ 29,100 $ 87,200 173,000
63,300 $
Vessels V-101 V-102 V-103 V-104
Orientation Benzene Feed Drum Flash Drum Tower Reflux Drum Column Reflux Drum
Length/Height (meters) 10 3 1.3 1.2
Diameter (meters) 5 2 0.8 0.8
MOC Carbon Steel Stainles Steel Stainles Steel Stainless Clad
Demister MOC
Pressure (barg)
Purchased Bare Module Equipment Cost Cost 2.2 $ 156,000 $ 24,400 $ 5,190 $ 5,050 $ 603,000 176,000 32,300 20,900
Stainless Steel
3 $ 2.3 $ 2.8 $ Total Bare Module Cost
$ 11,673,000
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
61
PLANT DESIGN: CPD4M2C
Name C-101 E-101 E-102 E-103 E-104 E-105 E-106 E-107 H-101 R-101 T-101 T-102 V-101 V-102 V-103 V-104 Total Module Cost $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ 9,100,000 42,094 33,600 197,500 359,000 42,000 197,500 143,000 2,340,000 24,400 103,000 204,000 534,000 208,000 38,100 24,600 Grass Roots Cost $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ 13,000,000 55,000 43,900 257,000 444,000 55,000 257,000 204,000 3,340,000 31,300 132,000 250,000 710,000 245,000 45,900 32,200 Utility Used NA
Cooling Water Low-Pressure Steam Low-Pressure Steam Cooling Water Low-Pressure Steam Low-Pressure Steam Cooling Water Natural Gas
Efficiency
Actual Usage
Annual Utility Cost
0.9
18500 MJ/h 1500 MJ/h 1300 MJ/h 4300 MJ/h 1500 MJ/h 1300 MJ/h 5000 MJ/h 12000 MJ/h
$ $ $ $ $ $ $ $
52,000 157,800 136,700 12,100 157,800 136,700 14,000 1,054,900
N/A NA NA NA NA NA NA
Totals
13,600,000
19,100,000
1,722,000
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
62
PLANT DESIGN: CPD4M2C
Add Materials
Material Name Benzene Ethylene Classification Raw Material Raw Material endClassification $ $ $ $ Economic Options Cost of Land $ Taxation Rate Annual Interest Rate Salvage Value Working Capital $ FCIL $ Total Module Factor Grass Roots Factor 1,250,000 0% 11% 0 3,270,000 19,100,000 1.18 0.50 custom function CSGRC $ $ $ Price ($/kg) 1.30 0.66 Flowrate (kg/h) 1000.00 600.00 $ $ Annual Cost 10,296,000 3,122,064 endMaterial 13,418,064 -
Economic Information Calculated From Given Information Revenue From Sales $ CRM (Raw Materials Costs) $ CUT (Cost of Utilities) $ CWT (Waste Treatment Costs) $ COL (Cost of Operating Labor) $ 13,418,064 1,722,000 158,700 material material COM material material
Factors Used in Calculation of Cost of Manufacturing (COM d ) Comd = 0.18*FCIL + 2.76*COL + 1.23*(CUT + CWT + CRM) Multiplying factor for FCIL Multiplying factor for COL Facotrs for CUT, CWT, and CRM COMd $ 0.18 2.76 1.23 22,498,291
Factors Used in Calculation of Working Capital Working Capital = A*CRM + B*FCIL + C*COL A B C Project Life (Years after Startup) Construction period 0.10 0.10 0.10 10 2
Distribution of Fixed Capital Investment (must sum to one) End of year One End of year Two End of year Three End of year Four End of year Five 60% 40%
Figure 18:Utility Schedule and Costs
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
63
PLANT DESIGN: CPD4M2C
Cash Flow (R-COMd-dk )*(1-t)+dk (Non-discounted) (1.25) (14.73) (22.50) (22.50) (22.50) (22.50) (22.50) (22.50) (22.50) (22.50) (22.50) (22.50) (22.50) (22.50) (22.50) (22.50) (22.50) (22.50) (22.50) (22.50) (22.50) (17.98) Cash Flow (discounted) (1.25) (13.27) (18.26) (16.45) (14.82) (13.35) (12.03) (10.84) (9.76) (8.80) (7.92) (5.70) Cumulative Cash Flow (discounted) (1.25) (14.52) (32.78) (49.23) (64.05) (77.40) (89.43) (100.27) (110.03) (118.83) (126.75) (132.45) Cumulative Cash Flow (Non-discounted) (1.25) (15.98) (38.48) (60.98) (83.47) (105.97) (128.47) (150.97) (173.47) (195.97) (218.46) (236.44)
Year 0 1 2 3 4 5 6 7 8 9 10 11
Investment 1.25 14.73
dk
FCIL-Sdk 19.10 19.10 -
COMd
0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
22.50 22.50 22.50 22.50 22.50 22.50 22.50 22.50 22.50 22.50
Discounted Profitibility Criterion
Net Present Value (millions) Discounted Cash Flow Rate of Return Discounted Payback Period (years) (132.45) 10.00% Undefined
Non-Discounted Profitibility Criteria
Cumulative Cash Position (millions) Rate of Return on Investment Payback Period (years) (236.44) -127.79% Undefined
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
64
PLANT DESIGN: CPD4M2C
Hours per Operting Year
7920 Cost ($/GJ)
Update Preferences
Power Preference kilowatts Pressure Preference barg Heat Duty Preference MJ/h Length Preference meters Area Preference square meters Volume Preference cubic meters
Common Utilities Electricity (110V - 440V) Cooling Water (30C to 45C) Refrigerated Water (15C to 25C) Steam from Boilers Low Pressure (5 barg, 160C) Medium Pressure (10 barg, 184C) High Pressure (41 barg, 254C) Fuels Fuel Oil (no. 2) Natural Gas Coal (FOB mine mouth) Thermal Systems Moderately High (up to 330C) High (up to 400C) Very High (up to 600C) Refrigeration Moderately Low (5C) Low (-20C) Very low (-50C)
16.8 0.354 4.43
13.28 14.19 17.7
14.2 11.1 1.72
12.33 13 13.88
Gas Flow Preference cubic meters/s Cost Preference $/kg Flowrate Preference kg/h Energy Price Preference $/Gigajoule
4.43 7.89 13.11 Cost ($/tonne)
Waste Disposal (solid and liquid) Non-Hazardous Hazardous Cost of Steam used in Steam Drives Steam used for steam-powered drives $ Equipment Effeciencies Pump Efficiency Drive Efficiency Fan Efficiency Furnace Efficiency Turbine Efficiency Process Equipment
36 200
Cost ($/GJ) 9.83
70% 90% 70% 90% 65%
Operators per shift per equipment Cost of Labor (per operator/year) $ Miscellaneous Numebrs Solids Handling Coefficient 1.00 52,900
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
65
PLANT DESIGN: CPD4M2C
Reactor Design: (PolyMath Program Output Report) POLYMATH Results
No Title
09-17-2012, Rev5.1.233
Calculated values of the DEQ variables
Variable L FE FB FEB FDEB v0 CB T k1 CEB FT0 k2 CE rate1 rate2 A X initial value 0 0.0223 0.081 0 0 0.261 0.3103448 673 0.0492891 0 0.0932922 0.0295735 0.0854406 0.001307 0 7.07 0 minimal value 0 4.193E-04 0.0608323 0 0 0.261 0.2330821 673 0.0492891 0 0.0932922 0.0295735 0.001616 1.857E-05 0 7.07 0 maximal value 10.5 0.0223 0.081 0.0184547 0.001713 0.261 0.3103448 673 0.0492891 0.0707008 0.0932922 0.0295735 0.0854406 0.001307 4.968E-05 7.07 0.2489577 final value 10.5 4.193E-04 0.0608323 0.0184547 0.001713 0.261 0.2330821 673 0.0492891 0.0707008 0.0932922 0.0295735 0.001616 1.857E-05 3.379E-06 7.07 0.2489577
ODE Report (STIFF)
Differential equations as entered by the user [1] d(FE)/d(L) = (-rate1-rate2)*A [2] d(FB)/d(L) = (-rate1)*A [3] d(FEB)/d(L) = (rate1-rate2)*A [4] d(FDEB)/d(L) = rate2*A Explicit equations as entered by the user [1] v0 = 0.261 [2] CB = FB/v0 [3] T = 673 [4] k1 = 1.00*10^6*exp(-22500/(1.987*T)) [5] CEB = FEB/v0 [6] FT0 = (2000/(8.314*673))*v0 [7] k2 = 6.00*10^5*exp(-22500/(1.987*T)) [8] CE = FE/v0 [9] rate1 = k1*CE*CB [10] rate2 = k2*CE*CEB [11] A = 7.07 [12] X = (0.081-FB)/0.081 Comments [1] d(FE)/d(L) = (-rate1-rate2)*A kmol/sec [2] d(FB)/d(L) = (-rate1)*A kmol/sec [3] d(FEB)/d(L) = (rate1-rate2)*A kmol/sec [4] d(FDEB)/d(L) = rate2*A kmol/sec [5] rate1 = k1*CE*CB kmol/s.m^3 [6] rate2 = k2*CE*CEB kmol/s.m^3 [9] v0 = 0.261 m^3/sec [12] CE = FE/v0
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
66
PLANT DESIGN: CPD4M2C
kmol/m^3 [15] A = 7.07 m^2 Independent variable variable name : L initial value : 0 final value : 10.5 Precision Independent variable accuracy. eps = 0.00001 First stepsize guess. h1 = 0.0001 Minimum allowed stepsize. hmin = 0.00000001 Good steps = 140 Bad steps = 0 General number of differential equations: 4 number of explicit equations: 12 Data file: C:\Users\BeukesA.NAMWATER\Desktop\AMILCAR UNISA\Preliminary Design\PolyMath\Final Design-EB-September 2012.pol
PRODUCTION OF ETHYL BENZENE
SEPTEMBER 2012
67
Potrebbero piacerti anche
- Fixed-Bed Reactor Design and Diagnostics: Gas-Phase ReactionsDa EverandFixed-Bed Reactor Design and Diagnostics: Gas-Phase ReactionsValutazione: 4 su 5 stelle4/5 (5)
- Project 4 Ethylene OxideDocumento12 pagineProject 4 Ethylene OxideNhan Nguyen Van100% (4)
- Distillation Column HAZOPDocumento6 pagineDistillation Column HAZOPAhmer SohailNessuna valutazione finora
- Ethyl Benzene ProductionDocumento6 pagineEthyl Benzene ProductionsoheilsedNessuna valutazione finora
- Ethyl-Benzene Process DescriptionDocumento6 pagineEthyl-Benzene Process DescriptionAhsan Raza100% (3)
- Production of EB in Liquid Phase-ThesisDocumento26 pagineProduction of EB in Liquid Phase-ThesisHuang Qingling100% (1)
- Project Report at Cumene PDFDocumento103 pagineProject Report at Cumene PDFDiv Savaliya100% (2)
- Exp 06 - Distillation ColumnDocumento11 pagineExp 06 - Distillation ColumnAli AhmadNessuna valutazione finora
- Distillation Column Report PDFDocumento81 pagineDistillation Column Report PDFpavan kumarNessuna valutazione finora
- Distillation Column EfficiencyDocumento33 pagineDistillation Column EfficiencyAldi StefanusNessuna valutazione finora
- Production of Mono Ethylene GlycolDocumento170 pagineProduction of Mono Ethylene GlycolAbdullah ZndNessuna valutazione finora
- Design of an Ethyl Benzene Production ProcessDocumento13 pagineDesign of an Ethyl Benzene Production Processfearoth87100% (3)
- Hydrogenation of Nitrobenzene To AnilineDocumento8 pagineHydrogenation of Nitrobenzene To AnilineYu HuiNessuna valutazione finora
- Properties and Behavior of GasesDocumento34 pagineProperties and Behavior of GasesPaul Jeremiah Serrano NarvaezNessuna valutazione finora
- Mini DP ChlorobenzeneDocumento103 pagineMini DP ChlorobenzeneMuhammad sherazNessuna valutazione finora
- Acetaldehyde Production by Ethanol Dehydrogenation PDFDocumento1 paginaAcetaldehyde Production by Ethanol Dehydrogenation PDFLuis Enrique Bautista BalderasNessuna valutazione finora
- Plant DesignDocumento42 paginePlant Designmuhammad ilyasNessuna valutazione finora
- Ethyl Benzene Project ReportDocumento88 pagineEthyl Benzene Project ReportRahul Srivastava92% (26)
- Distillation Design and Control Using Aspen SimulationDa EverandDistillation Design and Control Using Aspen SimulationValutazione: 5 su 5 stelle5/5 (2)
- Design of A Continuous Distillation Column For A Multi Component MixtureDocumento45 pagineDesign of A Continuous Distillation Column For A Multi Component MixtureSerkan73% (11)
- Production of Ethylbenzene by Liquid-Phase Benzene Alkylation (Thesis)Documento26 pagineProduction of Ethylbenzene by Liquid-Phase Benzene Alkylation (Thesis)Kiran Kumar100% (1)
- Hydrodealkylation Process (HDA)Documento6 pagineHydrodealkylation Process (HDA)Mohammad Bin Fahad100% (1)
- Producing Acetone from IPADocumento83 pagineProducing Acetone from IPApravalchauha89% (9)
- CSTR ReportDocumento21 pagineCSTR ReportJonathon Douglas100% (1)
- Ethylbenzene Production ReportDocumento17 pagineEthylbenzene Production ReportVamsidhar Gannavarapu100% (1)
- Ethyl Benzene Plant DesignDocumento31 pagineEthyl Benzene Plant DesignRohit Kakkar100% (13)
- Arrieta Ethylene GlycolDocumento8 pagineArrieta Ethylene GlycolNguyen VietNessuna valutazione finora
- انتاج الداي مثيل ايثرDocumento242 pagineانتاج الداي مثيل ايثرمحمد العراقي100% (1)
- Benzene Production Using Hydrodealkylation RouteDocumento3 pagineBenzene Production Using Hydrodealkylation RouteCluisantony Jayco DizeNessuna valutazione finora
- Modeling in Transport Phenomena: A Conceptual ApproachDa EverandModeling in Transport Phenomena: A Conceptual ApproachValutazione: 3 su 5 stelle3/5 (2)
- Styrene production from ethylbenzene mini-plant experimentDocumento10 pagineStyrene production from ethylbenzene mini-plant experimentChegg ChemNessuna valutazione finora
- Design Project (1) FinalDocumento38 pagineDesign Project (1) FinalJasonNtsako100% (3)
- Ethylbenzene ProductionDocumento30 pagineEthylbenzene ProductionNurul Ain Ibrahim75% (4)
- Batch Distillation of Water-Methanol SystemDocumento78 pagineBatch Distillation of Water-Methanol Systemsatadruc50% (4)
- Ethylene Glycol Chemical Engineering Final Year ProjectDocumento108 pagineEthylene Glycol Chemical Engineering Final Year ProjectNatarajan Girish79% (14)
- Adiabatic Fixed-Bed Reactors: Practical Guides in Chemical EngineeringDa EverandAdiabatic Fixed-Bed Reactors: Practical Guides in Chemical EngineeringNessuna valutazione finora
- Ethylene Glycol Chemical Engineering Final Year ProjectDocumento107 pagineEthylene Glycol Chemical Engineering Final Year ProjectAhmadJaffarGulfarazNessuna valutazione finora
- Cumene Project ReportsDocumento42 pagineCumene Project ReportsDiv Savaliya100% (3)
- Presentation CumeneDocumento39 paginePresentation Cumeneممدوح الرويليNessuna valutazione finora
- Systemdesignfinalreport CumeneDocumento57 pagineSystemdesignfinalreport Cumenebiondimi0% (1)
- Liquid Phase Alkylation of Benzene With EthyleneDocumento111 pagineLiquid Phase Alkylation of Benzene With EthyleneAhmed Ali100% (11)
- Hydrodealkylation SimulationDocumento8 pagineHydrodealkylation SimulationSchaieraNessuna valutazione finora
- Acetaldehyde Production by Ethanol DehydrogenationDocumento9 pagineAcetaldehyde Production by Ethanol DehydrogenationHugo Gerdulli AlbertinNessuna valutazione finora
- PROCESS 3 (Chlorobenzene and Caustic Process) PDFDocumento42 paginePROCESS 3 (Chlorobenzene and Caustic Process) PDFPatricia Miranda100% (1)
- Differential Scanning CalorimetryDocumento60 pagineDifferential Scanning CalorimetryMariyam100% (2)
- Cumene Plant Design ReportDocumento193 pagineCumene Plant Design ReportNhut Nguyen100% (1)
- PBR Design for Phthalic Anhydride Production (20k tons/yrDocumento40 paginePBR Design for Phthalic Anhydride Production (20k tons/yrAjay YadavNessuna valutazione finora
- Process Design of Monoethanolamine ProductionDocumento83 pagineProcess Design of Monoethanolamine ProductionArpit Patel100% (1)
- Project 6 - Ethylene Oxide PDFDocumento13 pagineProject 6 - Ethylene Oxide PDFStephanie Hawkins100% (1)
- Cumene peroxidation process guideDocumento2 pagineCumene peroxidation process guideEdrian A. Mañalong100% (1)
- Design of Acetone HYSYSDocumento6 pagineDesign of Acetone HYSYSlockas222100% (1)
- Plug FlowDocumento17 paginePlug FlowNurshahirahSapianNessuna valutazione finora
- Optimal Acetone Production via IPA DehydrogenationDocumento221 pagineOptimal Acetone Production via IPA DehydrogenationYasser AshourNessuna valutazione finora
- Production of Acrylonitrile by Ammoxidation of PropyleneDocumento33 pagineProduction of Acrylonitrile by Ammoxidation of PropyleneJ José B VelasquezNessuna valutazione finora
- Ethylene Glycol Production PDFDocumento2 pagineEthylene Glycol Production PDFMohamedNessuna valutazione finora
- التعديل النهائي محمد احمد علي عبدالله 22130011 PDFDocumento115 pagineالتعديل النهائي محمد احمد علي عبدالله 22130011 PDFRojan Pradhan0% (1)
- Manufacturing Process of NitrobenzeneDocumento74 pagineManufacturing Process of NitrobenzenePankaj Borana100% (1)
- Kuwait University Chemical Engineering Plant Design Hysys ReportDocumento20 pagineKuwait University Chemical Engineering Plant Design Hysys ReportCrazy HelloNessuna valutazione finora
- Group 2Documento154 pagineGroup 2Farhan Butt0% (2)
- UPenn Ethanol To Ethyl Acetate PDFDocumento403 pagineUPenn Ethanol To Ethyl Acetate PDFAlan TeeNessuna valutazione finora
- Ethylbenzene Production Case Study and OptimizationDocumento28 pagineEthylbenzene Production Case Study and Optimizationali abdulrahman al-ezziNessuna valutazione finora
- High-Purity Isobutylene Production by MTBE Cracking PDFDocumento6 pagineHigh-Purity Isobutylene Production by MTBE Cracking PDFSyahmiNessuna valutazione finora
- Rebecca A. Endaya Beed-Iii Art Education: ExploreDocumento5 pagineRebecca A. Endaya Beed-Iii Art Education: ExploreBhecca Endaya0% (1)
- Text Book Development 1Documento24 pagineText Book Development 1Iqra MunirNessuna valutazione finora
- Introduction To Computing Week 2Documento23 pagineIntroduction To Computing Week 2Jerick FernandezNessuna valutazione finora
- Material For Werable AntennaDocumento4 pagineMaterial For Werable AntennaMujeeb AbdullahNessuna valutazione finora
- Dslam Commissioning Steps Punjab For 960 PortDocumento8 pagineDslam Commissioning Steps Punjab For 960 Portanl_bhn100% (1)
- Lesson 5 The 19th Century PhilippinesDocumento5 pagineLesson 5 The 19th Century PhilippinesJoquem PamesaNessuna valutazione finora
- Datasheet PIC1650Documento7 pagineDatasheet PIC1650Vinicius BaconNessuna valutazione finora
- Brief History of Gifted and Talented EducationDocumento4 pagineBrief History of Gifted and Talented Educationapi-336040000Nessuna valutazione finora
- Oracle Fusion Middleware: CloningDocumento25 pagineOracle Fusion Middleware: CloningSwathiPatluriNessuna valutazione finora
- Analyzing Visual TextsDocumento4 pagineAnalyzing Visual Textsapi-582845240Nessuna valutazione finora
- Kiribati, Gilbertese BibleDocumento973 pagineKiribati, Gilbertese BibleAsia BiblesNessuna valutazione finora
- Apostolic Faith: Beginn NG of World REV VALDocumento4 pagineApostolic Faith: Beginn NG of World REV VALMichael HerringNessuna valutazione finora
- Concept Deck de BosBoerderij - Dec2023Documento32 pagineConcept Deck de BosBoerderij - Dec2023Bruna San RomanNessuna valutazione finora
- WHIRLPOOL AWE 2214 User ManualDocumento19 pagineWHIRLPOOL AWE 2214 User ManualSilvestru NemorovNessuna valutazione finora
- Right to Personal Liberty and Judicial Process in IndiaDocumento636 pagineRight to Personal Liberty and Judicial Process in IndiaDrDiana PremNessuna valutazione finora
- Glycerol Mono StreateDocumento6 pagineGlycerol Mono StreateJaleel AhmedNessuna valutazione finora
- AA Practice Problems on Amino Acids and Peptides (less than 40 charsDocumento20 pagineAA Practice Problems on Amino Acids and Peptides (less than 40 charsNurlaeli NaelulmunaMajdiyahNessuna valutazione finora
- Lali The Sun Also Rises Final PaperDocumento4 pagineLali The Sun Also Rises Final PaperDaniel AdamsNessuna valutazione finora
- And Others - ScriptDocumento32 pagineAnd Others - ScriptLisaNessuna valutazione finora
- General Organic and Biological Chemistry 6th Edition Stoker Test BankDocumento12 pagineGeneral Organic and Biological Chemistry 6th Edition Stoker Test BankJenniferCookabdqk100% (14)
- Sample Format PDFDocumento5 pagineSample Format PDFRhod R. AvisoNessuna valutazione finora
- MELCs Briefer On SPJDocumento27 pagineMELCs Briefer On SPJKleyr QuijanoNessuna valutazione finora
- Socsci 032 Midterm Compilation NotesDocumento12 pagineSocsci 032 Midterm Compilation NotesCarla AbalaNessuna valutazione finora
- BV14 Butterfly ValveDocumento6 pagineBV14 Butterfly ValveFAIYAZ AHMEDNessuna valutazione finora
- Communication Thesis PDFDocumento2 pagineCommunication Thesis PDFBarbara0% (2)
- Clare Redman Statement of IntentDocumento4 pagineClare Redman Statement of Intentapi-309923259Nessuna valutazione finora
- Shrub - Wikipedia, The Free EncyclopediaDocumento5 pagineShrub - Wikipedia, The Free EncyclopediabmxengineeringNessuna valutazione finora