Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Powerengineering201307 1 DL
Caricato da
Ninh Quoc TrungDescrizione originale:
Titolo originale
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Powerengineering201307 1 DL
Caricato da
Ninh Quoc TrungCopyright:
Formati disponibili
Were Not Exaggerating.
Our Boilers
are something to brag about.
We custom design and custom build boilers to perform efciently, safely and cleanly.
Your RENTECH boiler will lower operating costs, reduce emissions, and provide faster start-up
and cool-down. Youll nd satised customers on six continents with specialty boilers, HRSGs,
wasteheat boilers and red packaged watertube boilers from RENTECH. Weve been designing
and building boilers for people who know and care since 1996.
WWW.RENTECHBOILERS.COM
RenBoi_PEdm_1306 1 5/21/13 2:02 PM
July 2013 www.power-eng.com
NUCLEAR OPPORTUNITY
A Q&A WITH AREVA CEO MIKE RENCHECK
COAL ROUNDTABLE
EXECUTIVES DISCUSS THE FUTURE OF COAL
COAL DUST
HOW TO CONTROL IT
the magazine of power generation
Breakthrough
for
Clean Coal
A
1
1
7
YEARS
1307PE_C1 1 6/27/13 4:50 PM
2
0
1
3
S
h
a
n
d
o
n
g
N
u
c
l
e
a
r
P
o
w
e
r
C
o
m
p
a
n
y
L
t
d
.
A
l
l
R
i
g
h
t
s
R
e
s
e
r
v
e
d
.
W
E
S
T
I
N
G
H
O
U
S
E
E
L
E
C
T
R
I
C
C
O
M
P
A
N
Y
L
L
C
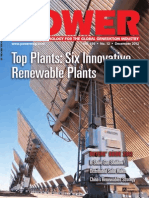
Westinghouse AP1000
plant under construction in Haiyang, China
NO COMPANY
MORE
ON ADVANCED
FOCUSED
NUCLEAR PLANT
IS
TECHNOLOGY
www.westinghousenuclear.com
For info. http://powereng.hotims.com RS# 1
1307PE_C2 2 6/27/13 4:50 PM
www.power-eng.com
1
OPINION
L
ast month, President Barack
Obama officially announced
plans to use his executive pow-
ers to establish greenhouse gas limits
for new and existing power plants in the
U.S. The long-awaited announcement
contained few details, but it marked the
beginning of what will surely be intense
negotiations between regulators, envi-
ronmental groups and utilities.
There will be lawsuits, bi-partisan
wrangling and a lot of pontificating.
Already, the pow-
er generation indus-
try has announced
plans to retire more
than 60 GW of coal-
fired generation by
2020. Thats about
19 percent of the
nations coal-fired
capacity. Some of
these closures stem
from the benefits
of low-priced natu-
ral gas. But a sig-
nificant number of
these closures stem
from a bevy of new
rules and standards
for mercury emissions, coal ash stor-
age, wastewater treatment and cooling
water technology. Establishing the first-
ever limits on CO2 for new and existing
plants will inflate the number of shut-
tered coal plants in the U.S.
But the actual impact of Obamas cli-
mate-change plan is almost impossible
to measure at this point. It depends on
the standard the Environmental Protec-
tion Agency (EPA) sets and how the plan
is rolled out, said Mac McFarland, chief
executive officer of Luminant, Texas
largest power provider.
The devil is in the details and those
details will need to be practical and
actionable, McFarland told the Dallas
Morning News. Its not just the number,
but how the reductions over time are
achieved.
If the CO2 standards for coal plants
are based on proven and available
technology and the industry is given
enough time and flexibility to com-
ply, the vast major-
ity of U.S. coal-fired
generation can re-
main online under
Obamas climate-
change plan.
The Obama-run
EPA is expected to
release final CO2
limits for new power
plants by Sept. 20.
A proposal to limit
CO2 from existing
plants is expected
to be issued in June
2014 and finalized
by June 2015.
The Clean Air Act
allows the EPA to set separate stan-
dards for each fuel type coal, oil and
natural gas. Whats more, the law al-
lows a separate standard based on the
best emission reduction technology
for each fuel type. Right now, the pro-
posed GHG rule for new plants would
establish one standard 1,000 pounds
per MWh for gas and coal plants.
But this standard can only be met by
using one type of fuel natural gas
and one type of generating technology
The Devil Could
be in the Details
BY RUSSELL RAY, MANAGING EDITOR
combined cycle.
It was written more for a gas plant
than a coal plant, said Tim Curran,
president of Alstom Power. We be-
lieve theyre working on correcting the
rule. Something has to change there in
order to keep coal in the mix.
The rule, in its current form, would
likely be tossed out by an appeals court
because it fails to provide the flexibil-
ity proffered under the Clean Air Act.
The EPA is rewriting the rule so it can
withstand a legal challenge from coal-
fired power producers. By law, the EPA
cannot finalize CO2 standards for ex-
isting plants until it finalizes the pro-
posed standard for new plants. One is
inextricably tied to the other under the
Clean Air Act.
A coal plant would not be able to
meet the proposed standard without
installing a carbon capture and stor-
age (CCS) system, a risky undertaking
due to the cost, liability and questions
about CCS technology.
The proposed rule seemed to pro-
hibit new coal without any kind of
CCS technology. Thats concerning,
said Jim Heilbron, senior vice presi-
dent of Alabama Power. We were
happy to participate in those 2 million
or so comments that were received. We
would suggest that you separate out
standards for gas and for coal. That
only seems to be appropriate.
Obamas climate-change plan will
be widely discussed at COAL-GEN
2013, Aug. 14-16, in Charlotte, N.C.
To register online, visit www.coal-gen.
com. If you have a question or a com-
ment, please contact me at russellr@
pennwell.com.
1307PE_1 1 6/27/13 4:56 PM
Power Engineering is the flagship
media sponsor for
TM
POWER ENGINEERING ONLINE : www.power-eng.com
Newsletter:
Stay current on industry news,
events, features and more.
Newscast:
A concise, weekly update of all
the top power generation news
Industry News:
Global updates
throughout the day
Power Engineering
CORPORATE HEADQUARTERSPennWell Corp.
1421 South Sheridan Road Tulsa, OK 74112
P.O. Box 1260, Tulsa, OK 74101
Telephone: (918) 835-3161 Fax: (918) 831-9834
E-mail: pe@pennwell.com
World Wide Web: http://www.power-eng.com
MANAGING EDITOR Russell Ray
(918) 832-9368 russellr@pennwell.com
ASSOCIATE EDITOR Denver Nicks
(918) 832-9214 denvern@pennwell.com
ASSOCIATE EDITOR Justin Martino
(918) 831-9492 justinm@pennwell.com
ON-LINE EDITOR Sharryn Dotson
(918) 832-9339 sharrynh@pennwell.com
CONTRIBUTING EDITORBrad Buecker
CONTRIBUTING EDITORBrian Schimmoller
GRAPHIC DESIGNER Deanna Priddy Taylor
(918) 832-9378 deannat@pennwell.com
SUBSCRIBER SERVICE
P.O. Box 3271, Northbrook, IL 60065
Phone: (847) 559-7501
Fax: (847) 291-4816
E-mail: poe@omeda.com
MARKETING MANAGER Wendy Lissau
(918) 832-9391 wendyl@pennwell.com
SENIOR VICE PRESIDENT, NORTH AMERICAN
POWER GENERATION GROUP Richard Baker
(918) 831-9187 richardb@pennwell.com
NATIONAL BRAND MANAGER Rick Huntzicker
(770) 578-2688 rickh@pennwell.com
CHAIRMAN Frank T. Lauinger
PRESIDENT/CEO Robert F. Biolchini
CHIEF FINANCIAL OFFICER/SENIOR
VICE PRESIDENT Mark C. Wilmoth
CIRCULATION MANAGER Linda Thomas
PRODUCTION MANAGER Katie Noftsger
POWER ENGINEERING, ISSN 0032-5961, USPS 440-980, is published
12 times a year, monthly by PennWell Corp., 1421 S. Sheridan Rd., Tulsa,
OK 74112; phone (918) 835-3161. Copyright 2013 by PennWell Corp.
(Registered in U.S. Patent Trademark Office). Authorization to photocopy
items for internal or personal use, or the internal or personal use of
specific clients, is granted by POWER ENGINEERING, ISSN 0032-5961,
provided that the appropriate fee is paid directly to Copyright Clearance
Center, 222 Rosewood Drive, Danvers, MA 01923 USA 508-750-8400.
Prior to photocopying items for educational classroom use, please
contact Copyright Clearance Center, Inc., 222 Rosewood Drive, Danvers,
MA 01923 USA 508-750-8400. Periodicals postage paid at Tulsa, OK
and additional mailing offices. Subscription: U.S.A. and possessions,
$88 per year; Canada and Mexico, $98 per year; international air mail,
$242 per year. Single copies: U.S., $14, Outside U.S. $23. Back issues
of POWER ENGINEERING may be purchased at a cost of $14 each in
the United States and $16 elsewhere. Copies of back issues are also
available on microfilm and microfiche from University Microfilm, a Xerox
Co., 300 N. Zeeb Rd., Ann Arbor, MI 48103. Available on LexisNexis, Box
933, Dayton, OH 45402; (800) 227-4908. POSTMASTER: Send change
of address, other circulation information to POWER ENGINEERING, PO
Box 3271, Northbrook, IL 60065-3271. POWER ENGINEERING is a
registered trademark of PennWell Corp. Return undeliverable Canadian
addresses to P.O. Box 122, Niagara Falls, ON L2E 6S4.
Member
American Business Press
BPA International
PRINTED IN THE U.S.A. GST NO. 126813153
Publications Mail Agreement No. 40052420
DEPARTMENTS
1 Opinion
4 Clearing the Air
6 View on Renewables
8 Nuclear Reactions
10 Demand Response
76 Products
81 Generating Buzz
1
1
7
VOLUME
34 Boiler Upgrades & Conversions
No. 7, July 2013
FEATURES
12
Chemical Looping
for Nearly Zero-
Pollution Coal Power
Researchers at Ohio State University provide Power
Engineering an exclusive look into technology that
produces power from coal without creating any
greenhouse gas emissions.
20 Special Report:
Coal Executive Roundtable
1307PE_2 2 6/27/13 4:57 PM
Bechtel is among the most respected engineering,
project management, and construction companies in
the world. Bechtel operates through five global
business units that specialize in power generation;
civil infrastructure; mining and metals; oil, gas and
chemicals; and government services.
Since its founding in 1898, Bechtel has worked on
more than 22,000 projects in 140 countries on all
seven continents. Today, our 53,000 employees team
with customers, partners and suppliers on diverse
projects in nearly 50 countries. We stand apart for our
ability to get the job done rightno matter how big,
how complex, or how remote.
Building Confidence
CIVIL
GOVERNMENT SERVICES
MINING & METALS
OIL, GAS & CHEMICALS
POWER
1307PE_3 3 6/27/13 4:57 PM
www.power-eng.com
4
CLEARING THE AIR
wastewater, concentrated brine is created.
This concentrated brine, around five
percent of the initial blowdown flow, can
be mixed with plant fly ash and landfilled
as a solid waste still meeting zero liquid
discharge. Partial ZLD avoids operational
difficulties that may occur during the
crystallization process. This is especially
beneficial when softening is avoided
leaving predominantly CaCl2 salts in the
concentrated brine.
BIOLOGICAL
SYSTEMS SOLUTIONS
For those who dont go the ZLD
route, there are other options. Due to
the NPDES permitting process and
the numeric criteria implemented at
Merrimack Station, some believe the EPA
is leaning towards regulations based on
the performance of chemical precipitation
followed by biological treatment.
Biological systems operate by creat-
ing a reducing atmosphere and convert-
ing nitrates to nitrogen gas, followed by
conversion of selenium compounds to
insoluble elemental selenium. Although
these systems offer significant cost sav-
ings over ZLD systems, potential issues
can occur as a result of fluctuating FGD
wastewater chemistry. Close monitor-
ing of wastewater will ensure minimal
upsets to the biological system and en-
able suitable living conditions for the
reducing bacteria.
Whatever solution a utility considers,
understanding the interactions between
the wastewater technology and the
upstream process, using that information
to plan viable options, and providing
accurate design specifications will help
ensure the best available option is selected
for each plant.
W
ith the U.S. Environmen-
tal Protection Agencys
(EPA) April 2013 release of
the effluent limitation guidelines (ELG)
proposed rule regulating wastewater dis-
charges from the steam electric industry,
plant owners should investigate their op-
tions for compliance prior to the expected
release of the final rule in May 2014.
The proposed rule will be implemented
on a rolling schedule through National
Pollutant Discharge Elimination System
(NPDES) permits up for renewal and
would set limits on the levels of pollutants
in wastewater discharge from flue gas
desulfurization (FGD) wastewater,
discharges from fly ash and bottom ash
systems, combustion residual leachate and
gasification wastewater. Utilities, however,
may want to pay particular attention to the
selection of FGD wastewater treatment
and the associated interactions with
upstream equipment due to the large
investment likely needed to comply with
the FGD regulations.
ZERO LIQUID DISCHARGE
One strong reason to consider going with
a Zero Liquid Discharge (ZLD) option is
to avoid potential issues with achieving
and maintaining the specified numeric
criteria and to avoid additional equipment
installations for more stringent future
regulations. However, implementation of a
ZLD system comes with higher capital and
operating costs than some other options.
Some facilities may find that the trade-off
between the higher capital expenditure
and the uncertainty involved with other
systems favors ZLD.
In the proposed rule, the EPA included a
voluntary incentive program to encourage
selection of ZLD systems. Plants electing
ZLD for all of their wastewater streams,
with the exception of cooling tower
blowdown, could be granted up to five
additional years for compliance. This could
be an attractive way to postpone the large
capital investment of a ZLD system.
ZLD system options include evapora-
tion ponds, deep well injection of waste-
water, closed loop FGD operation (in
which chloride levels are increased and
chlorides are purged through gypsum
that is landfilled), spray dry evaporation
in flue gas and evaporation via mechanical
vapor compression (MVC). Since evapora-
tion ponds are limited to deserts and deep
well injection requires suitable geologic
formations, few plants will be able to se-
lect these technologies as a ZLD solution.
In addition, if the chlorine content of the
coal being burned is high, the closed loop
FGD operation may lead to unacceptable
chloride concentrations and corrosion
concerns . This leaves MVC and spray dry
evaporation as the leading candidates for
ZLD systems.
If a completely closed loop system
is beyond the capability of the FGD
system due to chloride levels, a smaller
increase in chloride level can be achieved
by decreasing, instead of removing, the
blowdown stream. This offers cost savings
for both an MVC system and a spray
dryer due to the reduced flow of water
to evaporate. This increase in chloride
concentration may increase the scaling
potential of the absorber tower and/or
reduce SO2 removal.
PARTIAL ZLD SOLUTION
MVC systems also have the ability
to go to a partial ZLD system. For a
partial ZLD system, instead of completely
crystallizing the dissolved solids in the
Planning
for the ELG
BY MICHAEL G. KLIDAS, RESEARCH ENGINEER, BABCOCK & WILCOX POWER GENERATION GROUP
1307PE_4 4 6/27/13 4:57 PM
siemens.com/energy/controls
Ignite your plants performance with Siemens power plant
optimization solutions. SPPA-P3000 can increase plant
operational flexibility, efficiency and reliability as well as
decrease emissions without mechanical changes to your
equipment. Our solution offers advantages for all types of
power plants, from large coal-fired units and advanced
combined cycles to small cogeneration or industrial energy
facilities. You can depend on Siemens to be there with the
expertise, innovative products and solutions that help
optimize your plants performance, day in and day out.
Whether you need faster starts, higher efficiency or lower
emissions, contact us today at 678-256-1500.
Spark a change for the better in your power plant.
The power to change starts
with the right spark.
Siemens SPPA-P3000 maximizes your power plants performance without mechanical equipment changes.
For info. http://powereng.hotims.com RS# 2
1307PE_5 5 6/27/13 4:57 PM
www.power-eng.com
6
VIEW ON RENEWABLES
Future is Bright as Wind
Becomes Mainstream
American Energy
BY MICHAEL GOGGIN, AWEA SENIOR INDUSTRY ANALYST
XcelEnergyplanstoaddapproxi-
mately550MWofnewwindgen-
erationinColoradobetweennow
and2016.Acompanyspokesman
said, These projects meet our
customersinterestinaclean,reli-
ableanddiverseenergysupply
at prices that would make sense
for our customers regardless of
anyenvironmentalregulations.
Portland General Electric said it
willbuya267MWwindfarmin
Washington state that is under
construction and operate it after
itscompletedin2015.
SOME HIGHLIGHTS
FROM WINDPOWER 2013:
Incoming AWEA Board Chair
Gabriel Alonso, of EDP Renew-
ables, outlined his vision of a strat-
egy for the industry to achieve the
stabilityandsustainabilityitneeds.
That strategy, he said, includes
strengtheningAWEAandtheindus-
trys brand and mobilizing compa-
nies and their employees to carry
the industrys message to policy
makers.
Incoming AWEA CEO Tom Kier-
nan was officially introduced to his
new industry. Kiernan said his pas-
sion for wind energy is personal:
Windpowerisclean,affordable,and
homegrown.Thecountryneedsusto
succeed. The natural world needs us
to succeed. And frankly, my children
andyourchildrenneedustosucceed.
At another session, representatives of
AWEA, the National Wildlife Federa-
tion, American Wind Wildlife Insti-
tute, and National Audubon Society
joinedJoseZayas,directoroftheWind
A
snearly10,000windenergy
professionals gathered last
month for the WINDPOW-
ER2013Conference&Exhibitionin
Chicago, there were signs of opti-
mism.Mostindustryparticipantsex-
pectasignificantdropinwindfarm
installationsthisyear,butasolidre-
coveryin2014.
That forecast follows a very late
extensionofthefederalwindenergy
production tax credit (PTC). Con-
gressallowedtheincentivetoexpire
December31,2012,beforerenewing
itthenextday.Theresult:2012was
arecordyearwith13,131MWofnew
installationsasdevelopersrushedto
meet the deadlinewind power ac-
counted for 42 percent of new U.S.
generatingcapacity,toppingallother
energy sources for the first time. At
thesametime,theindustryssupply
chain experienced severe whiplash
as orders for 2013 shrank to zero at
manycompanies.
With the PTC restored, the indus-
tryisreviving.Utilitiesareseizingthe
opportunitytopurchasewindpower,
which offers both low-cost electricity
at long-term fixed rates and portfolio
diversification. Since WINDPOWER,
utilityplansforwindtotalingroughly
$3.5 billion in investment have been
announced:
MidAmericanEnergyCo.,owned
by billionaire investor Warren
Buffett, said it will add up to
1,050 megawatts (MW) of wind
generationinIowabytheendof
2015. The new development, it
said,willbebuiltatnonetcostto
itscustomersandwillhelpstabi-
lizeelectricrates.
and Water Power Technologies Of-
ficeattheU.S.DepartmentofEnergy
(DOE),tolaunchdiscussionofanew
vision for the wind industrys future
to succeed the 20 Percent by 2030
technical report produced by DOE in
2008.
According to Lawrence Berkeley
National Laboratory, wind energy
costs have fallen by one-third over
the last several years, due primar-
ily to technological advances yield-
ing larger and taller wind turbines
with greater energy production.
Utilitiesaretakingadvantageofthese
reduced costs, with a total of 74 buy-
ingorowningwindpowerin2012,up
from42in2011.
Utilitiesandgridoperatorsarealso
successfully integrating increasing
quantities of wind energy. In 2011,
wind energy provided around 20
percent of the electricity in Iowa and
South Dakota, and recently broke a
newrecordonthemainpowersystem
inTexas,providingmorethan35per-
cent of the electricity at one point in
early2013.
AcrossTexas,theMidwestandparts
of the West, new transmission lines
thatwillenabledozensofgigawattsof
new wind energy development have
been approved and are expected to
beplacedinserviceoverthenextfive
years.
Theseareexcitingtimesforthewind
industry,andtimesofgreatchallenge
as well. Our countrys energy sector
mustshapeanewparadigmformeet-
ing Americas energy needs and ad-
dressingthethreatofclimatechange.
ThebestdaysforAmericanwindpow-
erarestillahead.
Author
Michael Goggin
joined AWEA in
February 2008.
As Senior Electric
Industry Analyst,
Michael works to
promote transmis-
sion investment and
advance changes in
transmission rules
and operations to
better accommo-
date wind energy on
the power system
while maintaining
system reliabil-
ity. Prior to joining
AWEA, he worked for
two environmental
advocacy groups
and a consulting
frm supporting the
U.S. Department of
Energys renewable
energy programs.
Michael holds an un-
dergraduate degree
with honors from
Harvard University.
1307PE_6 6 6/27/13 4:57 PM
2013 Exxon Mobil Corporation.
All trademarks used herein are trademarks or registered
trademarks of Exxon Mobil Corporation or one of its subsidiaries.
Help keep maintenance costs down and send productivity soaring with the complete range of Mobil SHC synthetic lubricants and
greases. Each one is formulated to offer outstanding all-around performance, including equipment protection, keep-clean characteristics,
and oil life. Take Mobilgear SHC XMP. Used in more than 40,000 wind turbine gearboxes worldwide, its trusted by builders, proven in the
eld, and supported by exceptional application expertise. Just a few of the reasons we dont simply make things run. We make them y.
Visit mobilindustrial.com for more.
We can take wind turbines to new heights.
S:7
S
:
9
.
5
For info. http://powereng.hotims.com RS# 3
1307PE_7 7 6/27/13 4:57 PM
www.power-eng.com
8
NUCLEAR REACTIONS
than fossil fuel costs. Natural gas,
and coal to a lesser extent, experi-
ence more short-term volatility than
nuclear fuel costs.
Nuclear power plant fuel costs are
much lower than coal and natural
gas fuel costs. In 2011, for example,
the coal and gas costs averaged $25/
MWh and $36/MWh, respectively,
compared to $6/MWh for nuclear.
Given the same wholesale electricity
price, therefore, nuclear power plants
produce more net revenue.
What does the narrowing of the quark
spread mean for nuclear plant owners?
In some cases, it may impact investment
decisions related to major capital expen-
ditures or even decisions such as prema-
ture shutdown. Nuclear plants owned by
vertically integrated utilities may be in a
better position to recover capital invest-
ments by passing them through to rate-
payers; in contrast, merchant plants are
more directly reliant on the wholesale
I
ts getting tougher and tougher to
be a successful nuclear plant these
days. Beyond the challenges posed
by aging equipment, Fukushima-related
upgrades, and the threats posed by re-
newables and natural gas, nuclear plant
profitability is now threatened in some
cases by a market metric with a funny
name: the quark spread. And while the
quark spread is not a causal factor in the
travails of nuclear power, its definitely a
symptom.
The quark spread is the difference
between the wholesale price of electric-
ity generated by nuclear power and the
price of the fuel (uranium) used to gener-
ate that electricity, measured in $/MWh.
In effect, quark spread is a proxy for the
profitability of a nuclear plant. It is anal-
ogous to its more well-known cousins
the dark spread and the spark spread
which capture the theoretical profitabil-
ity of coal and natural gas plants, respec-
tively. Dark and spark spreads are terms
that have become more familiar in the
past decade because coal and gas units
have historically been much more likely
to be operating on the dispatch margin in
wholesale electricity markets.
That market condition is now chang-
ing. With ample natural gas supplies and
low natural gas prices, wholesale elec-
tricity prices have fallen, taking quark
spreads down with them. As shown in
the accompanying graph from the Energy
Information Administration (EIA), quark
spreads in the Midwest and Mid-Atlantic
regions which house a number of nu-
clear units are getting thinner.
There are two main differences be-
tween quark spreads and spark and
dark spreads, according to the April
EIA analysis:
Nuclear fuel costs are more stable
market to recover these costs, and much
more exposed to the quark spread.
In other cases, the thinning quark
may mean considering the pros and
cons of operating at least some of the
time in a cycling fashion to take advan-
tage of (or respond to) market condi-
tions. These market opportunities may
not just be the filling of load valleys
caused by varying electricity demand. It
also may mean providing ancillary ser-
vices such as spinning reserve to back
up intermittent renewable energy.
Taking such actions is not something
a nuclear plant would necessarily like to
do, but its not something outside the
technological envelope, either. Despite
their baseload history and reliable base-
load performance for decades, many
nuclear plants were designed with at
least some capacity to cycle. So dont
be surprised to see nuclear plant own-
ers dusting off their original design and
performance specifications and explor-
ing non-baseload operation.
Dark, Spark, and Quark
BY BRIAN SCHIMMOLLER, CONTRIBUTING EDITOR
#
Average Monthly Quark Spreads by Region
90
80
70
60
50
40
30
20
10
0
Midwest
Mid- Atlantic
$
p
e
r
m
e
g
a
w
a
t
t
h
o
u
r
2006 2007 2008 2009 2010 2011 2012 2013
Jan. 2006 - Mar. 2013
1307PE_8 8 6/27/13 4:57 PM
For info. http://powereng.hotims.com RS# 4
1307PE_9 9 6/27/13 4:57 PM
www.power-eng.com
10
DEMAND RESPONSE
by the 97 percent of demand side re-
sources that are responding to zonal
capacity prices as opposed to granular
energy prices.
There is currently a significant op-
portunity gap for Economic Load Re-
sponse since participation in the pro-
gram is coming primarily from a few
large participants responding mostly
as a result of convenience to their
own operations. We should focus on
enabling more diverse participation
through the use of new methods and
technologies. This may be utilization
of advanced building management
systems, facility optimization plat-
forms, two-way communication devic-
es or real time price feeds. It may also
include practices such as auto DR and
optimized market bidding strategies.
Furthermore, we need a variety of end-
users at specific LMPs that engage in
strategies for participation in a larger
quantity of more lucrative hours in
order to fully capitalize on Economic
Load Response.
PJMs implementation of FERC 745
has created greater participation in
Economic Load Response. With mar-
ket barriers removed, we can now fo-
cus on tapping into more value on the
demand side. By relieving congestion
in ways that other types of participants
are incapable of, demand side resourc-
es have the capability of reaping high
revenues at specific times and specific
LMPs, which is precisely what Eco-
nomic Load Response rewards. With
optimization of the participation pro-
file, Economic Load Response has the
potential to create value that no other
market mechanism can.
R
ecently, PJM released an anal-
ysis, entitled 2012 Economic
Demand Response Perfor-
mance Report, of its implementation
of FERC Order 745. Order 745 directed
Independent System Operators to cre-
ate a mechanism for paying a demand
response resource the Locational Mar-
ginal Price (LMP) at its location for cur-
tailed load whenever the hourly price
is above a Net Benefits threshold. In
only five months after PJM implement-
ed the order in April 2012, the volume
of energy that was curtailed for this
program was about equal to the vol-
ume that had been curtailed over the
previous three and a half years. While
this is certainly an achievement, there
are still many opportunities to create
increased flexibility in PJMs demand
side.
Since its post-745 rejuvenation, the
report shows that Economic Load Re-
sponse has had more than 42 percent
of its participation come from the
Dominion zone that stretches from
Northern Virginia to North Carolina.
The large volume of participation in
the zone stems from neither high pric-
es nor populous geography but from
the fact that 97 percent of these energy
market participants are larger than
5MW. As PJM notes, most participa-
tion is coming from a small number
of very large customers. Thus, this up-
tick weve seen in Economic Load Re-
sponse since last April has been from
a couple large industrial customers in
remote, uncongested areas of the PJM
grid.
Additionally, most participation
is coming from facilities that are
responding less to the market and
more to the convenience of curtailing,
resulting in hours of resource partici-
pation with only slight correlation to
peak prices. Participants are not taking
advantage of the long tail at the high
end of the markets price distribution.
In fact, the average of the top 1500
hours significantly more hours than
participants participated in during
the relevant time period in Dominion
is still significantly higher than the av-
erage price participants made per hour
there.
It is also worth noting that eco-
nomic participation is only a small
part of demand response in PJM. The
report notes that enrollment in Eco-
nomic Load Response is only 3 per-
cent of the enrollment in Emergency
Load Response, a mechanism that al-
lows end-users to bid into the capac-
ity market. The disadvantage to a de-
mand response market dominated by
zonal capacity pricing without a robust
LMP-based energy market has begun
making itself prominent. PJM recently
elicited a strong response from several
Curtailment Service Providers (CSPs),
all of which will now essentially have
to fix where their loads are located
before bidding into the Base Residual
Auction. PJM instituted this because,
as they noted in a statement, the cur-
rent demand response requirements
do not provide enough information
for PJM to adequately understand the
quantity and location of demand re-
sponse to include in reliability plan-
ning. PJMs desire for more locational
information about its resources is
undoubtedly caused, at least partly,
The Opportunity Gap in
Economic Load Response
BY RICHARD FUSCO, REGULATORY AND RESEARCH MANAGER, JOULE ASSETS INC.
1307PE_10 10 6/27/13 4:57 PM
For info. http://powereng.hotims.com RS# 5
1307PE_11 11 6/27/13 4:57 PM
www.power-eng.com
12
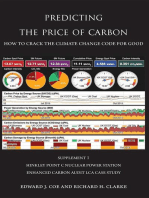
At a research-scale combustion unit at Ohio State University, engineers are testing a clean coal technology that
harnesses the energy of coal chemically, without burning it. Here, doctoral student Elena Chung (left) and masters
student Samuel Bayham (right) display chunks of coal along with pulverized coal (bottle, center) and the iron oxide
beads (bottle, right) that enable the chemical reaction. Photo by Jo McCulty, courtesy of Ohio State University.
1307PE_12 12 6/27/13 4:58 PM
www.power-eng.com
13
Chemical Looping
for
Nearly
ZERO-Pollution
Coal Power
chemical engineering fundamentals in
particle technology, gas-solid fluidiza-
tion and reactor design to develop new
chemical process technologies that can
address energy and environmental issues.
Throughout his career, Fan has con-
tinuously researched engineering tech-
nologies for pollution control of fossil
fuel combustion. Specifically, our group
has studied methods for sulfur dioxide
(SO
2
), nitric oxides (NOx) and toxic
metal (arsenic, selenium and mercury)
removal from coal-fired power plants. In
the early 2000s, we successfully demon-
strated clean coal technologies such as
the Ohio State Carbonation Ash Reac-
tivation (OSCAR) process for flue gas
desulfurization and toxic heavy metal
removal and the CARBONOX process
for NOx removal from the flue gas using
activated coal char.
With increasing environmental con-
cern about greenhouse gas emissions
from coal-fired power plants, CO
2
cap-
ture research was a natural evolution for
our research, starting in 1998. We be-
gan developing technologies for carbon
capture, utilization and sequestration
(CCUS). This first resulted in the devel-
opment of the carbonation-calcination
reaction (CCR) process for carbon diox-
ide removal.
Chemical Looping
for
Nearly
ZERO-Pollution
Coal Power
BY LIANG-SHIH FAN AND ELENA CHUNG, OHIO STATE UNIVERSITY
C
oal plays a big role in
Americas energy present
and future. According to
the U.S. Energy Infor-
mation Administration
(EIA), coal comprises 20 percent of the
primary U.S. energy fuel consumption
and provides 42 percent of our countrys
electricity generation.
1
The EIA projects
that coals share of U.S. electricity gen-
eration will fall by 2040, but still remain
the leader at 35% percent.
2
Thus, coal will
continue to be important in satisfying
growing U.S. energy demands, but how
exactly that future plays out will depend
a great deal on the development of tech-
nologies that eliminate coal emissions.
Here in Ohio, coal is used to generate
about 78 percent of electricity, according
to the Ohio Public Utilities Commis-
sion.
3
With such a high dependence on
coal, Ohio has a long history of push-
ing innovative technologies that use do-
mestic energy sources while protecting
health and the environment.
Our lab at Ohio State University is led
by Liang-Shih Fan, professor of chemi-
cal and biomolecular engineering, who
has committed his research career to de-
veloping cleaner and more environmen-
tally-friendly fossil fuel conversion solu-
tions. In particular, we focus on applying
1307PE_13 13 6/27/13 4:58 PM
www.power-eng.com
14
For info. http://powereng.hotims.com RS# 6
CALL 801-376-9298 AND ASK FOR TODD.
ASHROSS.COM
IF YOU NEED TO UNLOAD COAL
(OR OTHER PRODUCTS)
OUT OF YOUR RAIL CARS,
WE HAVE YOUR SOLUTION.
Since 1992
source comes from a metal oxide particle
rather than air. Among possible carbon
capture technologies listed on the U.S.
Department of Energy (DOE)s Carbon
Emission Control Technology Road-
map, DOE projects chemical looping to
be one of the most economical.
4
One crucial advantage of chemical
looping is the flexibility in terms of fuel
source and products. Chemical looping
systems have been demonstrated around
the world with both gaseous fuels such
as synthesis gas (syngas) and natural gas,
or solid fuels such as coal, biomass and
waste. The heat generated from such sys-
tems can be used for electricity produc-
tion. This technological process can also
be designed to produce hydrogen, syn-
gas, chemicals and liquid fuels. Chemi-
cal looping reactors can be redesigned to
handle many different types of fuel and
to produce a variety of products.
In Ohio States Clean Energy Research
More recently, our chemical looping
processes were developed out of Fans
lifelong passion of cleaning the environ-
ment, protecting public health and pro-
viding efficient, affordable energy. We
want to continue to push the forefront
of clean coal innovations with research
in order to secure reliable, domestic en-
ergy that has a reduced environmental
impact.
CHEMICAL LOOPING
Chemical Looping is an innovative
chemical process that converts carbon-
based fuels such as coal, biomass, syngas
and natural gas to electricity, liquid fuels
and/or hydrogen with low to negative
net carbon emissions. The process is a
series of reduction-oxidation reactions
where initially a carbon-based fuel is re-
acted with metal oxide at high tempera-
tures. The carbon reacts with the oxygen
from the metal oxides to form carbon
dioxide and steam. By producing only
carbon dioxide and steam gases, the car-
bon dioxide can be easily separated and
captured by condensing the steam. Then
using air, the reduced metal particles are
re-oxidized back to metal oxides that
can be circulated and used again in the
chemical looping process.
Though todays application of chemi-
cal looping is novel, the fundamental
concept of the technology started with
the steam-iron process in which iron
was used to produce hydrogen in the
1900s. Then a similar circulating reac-
tion scheme was used in the 1950s to
produce pure carbon dioxide for the bev-
erage industry. The environmental appli-
cations of such chemical looping tech-
nology were first reported by the Tokyo
Institute of Technology in the 1980s.
Chemical looping is a type of pre-
combustion and oxy-combustion carbon
capture technology where the oxygen
1307PE_14 14 6/27/13 4:58 PM
For info. http://powereng.hotims.com RS# 7
1307PE_15 15 6/27/13 4:58 PM
www.power-eng.com
16
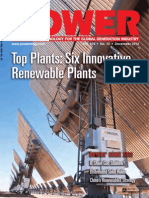
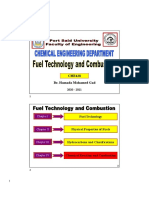
Chemical Looping
Source: Ohio State University
1
1
2
3
4
5
6
6
Pulverized coal is conveyed into the reducer reactor to be reacted with the
iron oxide-based particles.
Pulverized coal and the iron oxides are reacted at high temperatures, where
the coal is combusted to ash and the iron oxides are reduced to iron.
A pure stream of carbon dioxide is formed that can be captured. Steam is
also formed and removed from the reducer reactor.
The reduced iron and ash are transferred to the combustor reactor. Air
and/or steam is added to re-oxidize the iron to iron oxides. This oxidation
produces heat and/or hydrogen.
Ash is removed from the system with a cyclone. Heat and/or hydrogen can
be utilized for electricity generation and/or chemical/fuel production.
The re-oxidized iron oxide particles are transferred back to the reducer
reactor to be re-used and continue the chemical looping process.
Water and/or Air
Water
Carbon Dioxide
Coal
Iron
Re-oxidized
iron oxides
Ash
Heat and/or
Hydrogen
2 4
5
3
in collaboration with Babcock and Wil-
cox Power Generation Group (B&W
PGG), CONSOL Energy, Inc., Particu-
late Solid Research, Inc. (PSRI), Clear
Skies Consulting LLC (Clear Skies)
and Air Products and Chemicals, Inc.
(Air Products). This SCL pilot scale is
sponsored by the Ohio Department of
Development (ODOD) and the U.S.
Laboratory, we feel that the simplicity of
the chemical looping design is critical;
The beauty of the process is the stream-
lined and flexible design. In place of a
conventional pulverized coal-fired boil-
er, our chemical looping combustion
process uses separate reactors to avoid
mixing air and fuel, which eliminates the
need for costly, energy-intensive gas sep-
aration systems. In comparison to other
carbon capture technologies, the chemi-
cal looping reaction lends itself to higher
efficiencies in capturing carbon dioxide.
Our patented chemical looping tech-
nique is the result of more than 10 years
of extensive research from Fan and more
than 60 undergraduate students, gradu-
ate students and post-doctorates. The lab
explores both calcium- and iron-based
chemical looping, where the looping me-
dia used is calcium oxide and iron oxide,
respectively. Two of these processesthe
Syngas Chemical Looping (SCL) system
and the Coal-Direct Chemical Looping
(CDCL) systemhave been progressing
closer to commercial scale.
SYNGAS CHEMICAL
LOOPING (SCL)
The SCL process utilizes the gaseous
fuel-based chemical looping process that
converts syngas to hydrogen and heat.
As compared to other chemical looping
technologies, the SCL system is unique
in that it uses three reactors that can
allow for co-production of electricity
and pure hydrogen. This hydrogen can
be utilized economically by the petro-
chemical and chemical industries. Un-
like other chemical looping gasification
technologies, our chemical looping sys-
tems use a unique counter-current mov-
ing bed reducer reactor and fluidized
bed combustor reactor.
Weve laboratory tested the SCL pro-
cess for over 100 hours, exhibiting a
product stream of pure hydrogen with
complete CO
2
capture at bench scale
(around 2.5-kWth). With this success,
we pressed on with a larger scale 25
kWth sub-pilot unit in Columbus, OH.
Over 300 demonstration hours, the SCL
sub-pilot unit exhibited above 99 per-
cent purity for CO
2
with over 99 percent
syngas conversion and 93-99 percent hy-
drogen purity.
With the success at smaller scales,
we are now preparing to scale up the
technology to a 250 kWth pilot plant
1307PE_16 16 6/27/13 4:58 PM
For info. http://powereng.hotims.com RS# 8
1307PE_17 17 6/27/13 4:58 PM
www.power-eng.com
18
NOx and SO
2
concentrations that are
comparable to quantities produced
from a conventional pulverized coal
combustion boiler equipped with a low
NOx burner. The NOx concentrations
are also typically lower because of the
lower reaction temperatures. These NOx
and SO
2
pollutants can be removed using
traditional selective catalytic reduction
units and flue gas desulfurization units,
respectively.
With these successful CDCL
demonstrations, Ohio State plans to
further scale up with a CDCL pilot scale
demonstration unit in the near future
with B&W PGG.
FUTURE PLANS
AND APPLICATIONS
With the upcoming demonstration at
NCCC of the SCL pilot unit, we hope to
lead the commercialization of chemical
looping technologies. Future testing
would require integrating the carbon
capture technology with partners for
carbon utilization or sequestration.
On a commercial scale, the SCL
and the CDCL technologies can be
implemented as a part of a greenfield
plant or as a repowering of the aging
fleet of coal-fired boilers in a traditional
pulverized coal power plant.
DOEs Advanced Research Programs
Agency-Energy (ARPA-E)the agency
that specifically helps advance high risk,
potentially breakthrough technologies
to commercial scale.
At the U.S. DOEs National Carbon
Capture Center (NCCC), operated by
Southern Co. in Wilsonville, Alabama,
Ohio States SCL pilot demonstration
project will be the largest pressurized
scale-up of chemical looping technology
for hydrogen generation from coal and
biomass. Using a slipstream of syngas
from Southerns transport gasifier, the
fully integrated 250 kWth pressurized
unit will begin commissioning in the
third quarter of 2013. This demonstra-
tion unit will be used to verify the oper-
ability and feasibility of advanced chemi-
cal looping technologies.
Based on independent economic anal-
yses, both the commercial-scales of the
SCL and CDCL technologies are pro-
jected to meet the U.S. DOEs goal of
less than 35 percent increase in cost of
electricity for the production of a new
power plant. Further, we anticipate that
the commercial scale chemical looping
processes can be used for repowering ex-
isting coal power plants or for integrat-
ing into newly constructed coal power
plants.
COAL-DIRECT CHEMICAL
LOOPING (CDCL)
Following a similar advancement
pathway of the SCL unit, the CDCL
sister projectthe solid fuel-based
chemical looping combustion system
was funded by the U.S. DOE and
ODOD. In the CDCL process, finely
powdered coal directly reacts with iron
oxide beads. Similar to the SCL process,
in the first reactor, coal reacts with the
oxygen from the iron oxides to form
carbon dioxide and steam, which are
removed from the system. In the CDCL
process, the solid iron and coal ash are
left behind. One inherent benefit of the
CDCL design is that the iron beads can
be easily separated from the coal ash
because of the size difference. The coal
ash is easily removed from the entire
system with a cyclone and without the
need for any additional fine removal
device. Then in the second reactor, the
iron beads are re-oxidized to be recycled
and reacted with fresh coal powder in
the first reactor.
Recently, in Columbus and in
collaboration with B&W PGG, Clear
Skies, and Air Products, we demonstrated
the fully integrated chemical looping
combustion 25 kWth unit. From more
than 600 hours of testing, Ohio State
has operated the CDCL sub-pilot system
with nearly full conversions of different
types of coals while producing over
99 percent pure carbon dioxide. Most
recently, the CDCL system completed
a milestone by successfully testing a
continuous 200 hours test with sub-
bituminous and lignite coals and
metallurgical coke.
During the CDCL sub-pilot
demonstrations, the system produced
other pollutants that have been
demonstrated to be easily manageable.
For example, the process produced
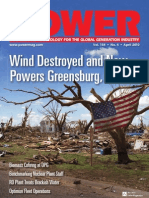
The Coal-Direct Chemical Looping sub-pilot demonstration
unit at Ohio State University in Columbus, Ohio.
1307PE_18 18 6/27/13 4:58 PM
www.power-eng.com
19
For info. http://powereng.hotims.com RS# 9
NEM USA 164 MILESTONE WAY, SUITE 100, GREENVILLE, SC 29615 TELEPHONE 864 400 6200 FAX 864 254 9700 EMAIL INFO@NEMUSACORP.COM
NEM ENERGY B.V. KANAALPARK 159, 2321 JW LEIDEN, THE NETHERLANDS, WWW.NEM-GROUP.COM
VISIT US AT WWW.NEMUSACORP.COM
NEM IS A GLOBAL LEADER
IN HRSG TECHNOLOGY
FROM DESIGN TO AFTERMARKET SERVICES
ENGINEERING
SERVICES
HEAT RECOVERY
STEAM GENERATORS
Large Horizontal and Vertical HRSGs
Heavy Cycling HRSGs Benson OTSG designs
Quick Start and Lower Emissions HRSGs
DrumPlus design dynamic alternative to OTSG
Turbine upgrades and
performance assessments
AFTERMARKET
SERVICES
Field service and aftermarket
solutions for ALL OEMs HRSGs
References:
1. U.S. Energy Information Administration,
What is the Role of Coal in the United
States?: http://www.eia.gov/energy_
in_brief/article/role_coal_us.cfm
2. U.S. Energy Information Administration,
Annual Energy Outlook, DOE/EIA-
0383(2013), May 2013.
3. Public Utilities Commission of Ohio,
Where Does Ohios Electricity Come
From?: http://www.puco.ohio.
gov/ puco/ i ndex. cf m/ consumer -
information/consumer-topics/where-
does-ohioe28099s-electricity-come-
from/
4. Figueroa, J.D., Fout, T., Plasynski, S.,
McIlvried, H., Srivastava, R.D. Advances
in CO2 Capture TechnologyThe
U.S. Department Energys Carbon
Sequestration Program, International
Journal of Greenhouse Gas Control
2008, 2, 9-20.
With the fuel source and product
flexibilities of chemical looping tech-
nologies, the possibilities for chemical
looping are abundant. Currently, we
are also exploring a concentrated so-
lar-power-related thermal energy gen-
eration technology. As a part of DOEs
National Renewable Energy Labora-
torys SunShot initiative, Utah State
University, B&W PGG and Ohio State
are developing a solid-particle solar re-
ceiver thatcan be integrated intoa solar
chemical looping process.
The recent shale gas boom has also
pushed efforts for natural gas conver-
sion technologies. We have demonstrat-
ed the viability of using natural gas for
carbon capture and chemical synthesis.
Ohio State has tested methane at both
the bench scale and sub-pilot scale for
nearly full natural gas conversion with
100 percent carbon capture. With the
fuel flexibility of the SCL pilot unit at
NCCC, we plan to test methane during
its operation at in early 2014. Addition-
ally, the chemical looping process can
be used to produce various chemicals
and liquid fuels. At Ohio State, bench
scale tests have also validated the con-
version of methane to syngas using the
chemical looping technology. We are
also researching the application of coal
or natural gas chemical looping for gas-
to-liquids, coal-to-liquids and chemical
production. The potentials of chemical
looping technologies are extensive, as
such conversion processes could be used
to generate electricity, to fuel vehicles
and to produce useful chemicals with
minimal greenhouse gas emissions. We
believe that, ultimately, chemical loop-
ing is a potentially game-changing tech-
nology that can truly make a difference
in our energy landscape.
1307PE_19 19 6/27/13 4:58 PM
www.power-eng.com
20
several fronts.
The future of coal-fired generation is
still unclear as government regulators
work to finalize new rules on green-
house gas emissions, wastewater stan-
dards, and coal ash management. But
most agree that coal, which has long
been the dominant fuel for power gen-
eration in the U.S., will serve a diminish-
ing role in U.S. power production.
I recently moderated a roundtable dis-
cussion with executives from Alabama
Power, the Electric Power Research In-
stitute (EPRI), and Alstom. The discus-
sion centered on the future of coal-fired
generation, the sustainability of todays
low gas prices and the challenges of
complying with a collection of new rules
from the Environmental Protection
Agency (EPA) .
The participants were: Tim Curran,
president of Alstom Power; Tom Alley,
vice president of Generation, Electric
Power Research Institute; and Jim Hei-
lbron, senior vice president and senior
production officer, Alabama Power.
What follows is a transcript of that dis-
cussion.
Power Engineering: Together, low
natural gas prices and stricter en-
vironmental rules are expected to
prompt the retirement of more than
60 GW of coal-fired generation in
the U.S. by 2020. As a result, plans to
build new coal-fired capacity have
largely been postponed. Is there
enough incentive to pursue projects
and initiatives that demonstrate and
validate the use of clean coal tech-
nologies? How would you describe
the progress in clean coal research
and development?
Tim Curran: I would describe it as
stalled. We know that there is substantial
work taking place globally on coal. We
are on our ninth project of supercritical
boilers in India. We recently contracted
two 1,000-MW coal-fired units in Ma-
laysia. Were also working on projects
in development in Indonesia and Viet-
nam. Its fortunate that we can keep our
competency in this technology working
around the world while we hope for a re-
turn to the use of coal in the U.S. When
we look at the retirements, it seems like,
overall, that new gas plants are not mov-
ing forward as fast as they had been
projected. In terms of new coal and new
technology development, were pursuing
many options to serve the markets out-
side the U.S.
Tom Alley: I would agree with Tim.
I think the pace of any kind of activity
around clean coal has certainly slowed
significantly. I think the Department of
Energy (DOE) is actively funding some
C
oal-fired power produc-
ers are facing a myriad
of new rules establish-
ing strict limits on air
and water emissions.
Whats more, forecasts of abundant gas
reserves and low gas prices continue to
push the industry further away from
coal.
As a result, utilities are conceiving cal-
culated strategies that call for a massive
retirement of coal-fired generation, hefty
investments in new control technologies
and a changeover to generation fueled by
cleaner-burning gas. Clean coal research
and development has slowed, but it has
not stopped. Progress is being made on
Difficult
Decisions
BY RUSSELL RAY, MANAGING EDITOR
SPECIAL REPORT:
Executives Discuss the Future
of Coal-Fired Power
1307PE_20 20 6/27/13 4:58 PM
Power Plant Parts
to go.
Fully designed as a nominal 600 MW GE steam turbine, this Unit 1 power block
is a coal-fred electric generating unit in waiting making it or its equipment a
perfect solution for a utility that projects demand and demands effciency.
Ready for re-siting and permitting, this plant design comes with complete
documentation of the power block specifcations and calculations and its
major equipment is 100% delivered. If you have interest in either the entire plant
design or the equipment, they are priced to move. Quickly.
For information, contact John Dills, Santee Cooper, at 843-761-8000, ext. 5772
or visit www.santeecooper.com/wpsale.
Engineered, Procured and Ready to Construct.
Download the MS Tag Reader App at http://gettag.mobi
to scan for design details and available equipment.
For info. http://powereng.hotims.com RS# 10
1307PE_21 21 6/27/13 4:58 PM
www.power-eng.com
22
scale. We will certainly be paying atten-
tion to those and learn as much as we
can. You have to think about the eco-
nomic viability of these projects and
how you are going to make them feasible
from a customer perspective.
When you think about it from a plan-
ning perspective, we really need regu-
latory certainty. Without that, I think
CCS development at a commercial scale
is challenged because you dont have a
regulatory driver moving you down that
path.
Power Engineering: Power pro-
ducers have until April 2015 to com-
ply with the Mercury and Air Toxics
Standard. Many options are avail-
able and several new clean-air rules
are still looming. The decisions utili-
ties make now could increase the
cost of complying with new limits for
other air pollutants down the road.
How does a utility avoid choosing
the wrong solution?
Tom Alley: Every plant is unique. Its
an integration of the plant design, the
type of coal thats used, access to water.
A number of variables go into the perfor-
mance of the plant and the emissions a
plant has. Solutions for emissions con-
trol is really a combination of a number
of different technologies that are trained
together to handle these pollutants. Its
not just one technology. Its hard for
me to believe that a utility is going to
get it wrong. The research and develop-
ment here is around creating a number
of options that utilities have to address
the specifics of their plant. All of these
things have to be put together in a con-
solidated form to manage pollutants. So
its very unlikely they get it wrong. Its a
great role for research and development
to work on these individually. That gives
the utilities a chance to pick and choose
which options make the best sense for
them.
Jim Heilbron: We have some cer-
tainty. We have MATS. We know when
initiatives around advanced technology
on CO2. There are smaller efforts that
the industry is pursuing technologies
that really manage traditional pollut-
ants. As we do more research on tradi-
tional pollutants, we have to continue to
look at water. We realize that the tech-
nologies weve developed around re-
moving traditional pollutants from flue
gas have put those things in some other
waste stream. That waste stream ends
up being something else the site has to
manage. Were trying to stay ahead of the
curve in the development of technology
around wastewater.
Many decisions have already been
made. We read announcements every
day that plants are being closed. But
there are still a number of people out
there that are still anguishing over deci-
sions around a particular asset. Do they
want to upgrade that asset to include
emission controls to comply with cur-
rent regulations, or is it better to close
that asset?
Jim Heilbron: As a former wholesale
guy, I have to touch on something that
Tim talked about, which is the slow-
down in the build. I think the economy
is a really big player in that. It continues
to be sideways, at best, in many markets.
Whether it is coal, gas or whatever, it is
just slow right now.
From a research perspective, there is
a lot of advancement in what we would
consider a pilot and demonstration scale
type of project (at Plant Barry near Mo-
bile, Ala.). We see valuable information
coming out of that, which will hopefully
lend itself to commercial deployment
at some point. Were definitely getting
some good information from that proj-
ect. Were thinking hard about how you
reduce the energy-intensive needs of
getting CO2 out of the flue gas stream
and how to build it cheaper. Those are
the two major obstacles that face a CCS
retrofit on any existing asset. There are
other projects across the country that are
in construction phase at the commercial
Jim Heilbron
Tim Curran
Tom Alley
1307PE_22 22 6/27/13 4:58 PM
EHS Excellence | Commitment to Performance & Productivity | The Best People in the Industry
Multi-Service Solutions
Proven Results
Creating
Client VALUE
is our Business
www.beis.com
For more information contact us at:
281.404.9397 or info@beis.com
SERVICES
Work Access
Forming & Shoring
Custom Engineering
Refractory
Insulation
Metalizing
Abatement
Fireproofing
Hot Tapping
Coatings
Line Isolation
Bolting/Torquing
Field Machining
Cathodic Protection
More...
PROGRAMS
CUI Management
Tank Maintenance
Thermal Protection
Refractory
Corrosion Engineering
Coatings
Energy Conservation
More...
BRAND COMPANIES:
For info. http://powereng.hotims.com RS# 11
1307PE_23 23 6/27/13 4:58 PM
www.power-eng.com
24
For info. http://powereng.hotims.com RS# 12
Do you have flows
up to 1,400 US GPM
(320 m
3
/hr), heads up to
3,400 feet (1,000 m),
pressures up to 1,500 psig
(100 bar), temperatures from
20F to 300F (-30C to 149C), and speeds up to
3,500 RPM? Then you need Carver Pump RS Series muscle!
Designed for moderate to high pressure pumping applications,
the RS is available in five basic sizes with overall performance to
1,000HP. As a standard, with a product lubricated radial sleeve
bearing and two matched angular contact ball bearings for
thrust, it only takes a mechanical seal on the low pressure,
suction side to seal the pump. Optional features include ball
bearings on both ends with an outboard mechanical seal,
various seal flushing arrange ments and bearing frame cooling.
These features make the RS ideally suited for Industrial and
Process applications including Pressure Boost Systems, Boiler
Feed, Reverse Osmosis, Desalination and Mine Dewatering.
Whatever your application, let us build the muscle you need!
1971 Plymouth Duster
RS Series
Creating Value.
Carver Pump Company
2415 Park Avenue
Muscatine, IA 52761
563.263.3410
Fax: 563.262.0510
www.carverpump.com
be the development of a multi-pollutant
device that we call NID, a semi-dry flue
gas desulphurisation system. It enables
the customers to meet the requirements
of MATS and CAIR with a single device
in a most cost-effective way. We devel-
oped that device about five years ago,
and weve actually demonstrated it in the
U.S. Our challenge is to be able to ramp
up to support our customers needs with
this short time frame to comply. Its
tough when you plan for a market and
decide youre going to ramp up, but then
a scenario changes, which cancels the
contract. So were being whipped around
as a supplier, but this is our business and
were doing all we can to support our
customers.
Power Engineering: The carbon
capture and storage market in
North America has suffered several
setbacks. Several companies have
backed away from plans to add
expensive CCS systems to coal-fired
plants due to poor economics. Still,
a few coal-fired projects under de-
velopment in North America plan
to use CCS technologies. Alabama
Powers Plant Barry started captur-
ing CO2 in June 2011 and sequester-
ing the CO2 underground in August
2012 in a successful demonstration
project. SaskPowers Boundary Dam
project is expected to be complet-
ed early in 2014. Mississippi Powers
Kemper County coal gasification/
CCS project is expected to be up
and running in 2014. In addition,
Summit Powers 400-MW coal gasifi-
cation/CCS plant known as the Tex-
as Clean Energy Project is expected
to begin commercial operation late
next year. Where is the market for
CCS heading? Will the projects at
Plant Barry, Boundary Dam, Kemper
County and Texas open the door to
more CCS projects in North Ameri-
ca?
Jim Heilbron: We want to keep coal
in the mix. We want to have a diverse
best for the customer. We do all that
with one goal in mind. How do we com-
ply with the law and how do we deliver
the lowest cost, reliable electricity for our
customers.
Tim Curran: We believe weve got the
best portfolio of products to assist our
customers. One case and point would
that will occur. We have to think about
each unit, consider all of the numerous
business drivers for that asset, and then
decide whether its better to retire or con-
trol or retire and replace. Well do that
with sensitivity analyses and scenario
planning. At the end of the day, you have
to go with the lowest cost option thats
1307PE_24 24 6/27/13 4:58 PM
www.power-eng.com
For info. http://powereng.hotims.com RS# 13
portfolio that can hedge our custom-
ers risk to price volatility. By keeping
all of these fuels alive, were able to
achieve that. As a result, we can deliver
the lowest cost option to our customer
at any given time despite what the mar-
ket might be doing in any given com-
modity. CCS is really the only technol-
ogy solution to address the challenge of
large-scale CO2 emissions from fossil
fuel plants. It is definitely technically
feasible. Were proving that in our fleet,
and others are too.
From a commercial-scale deployment
perspective, we need some regulatory
certainty to give us direction. You have
to be ready to deal with the risk profile of
these projects, especially when you start
talking about injecting CO
2
deep into
the earth. More work needs to be done
to give us more
certainty around
these projects. I
would tout Mis-
sissippi Powers
Kemper County
coal gasification/
CCS project be-
cause it will have
a much smaller
carbon footprint. It will serve the cus-
tomers of Mississippi Power for many
years. Its close to 80 percent completion
and is scheduled to begin operation in
May 2014. Theres proof there that there
are CCS options where they are commer-
cially deployable.
Tim Curran: The fundamental need
is regulatory certainty. We had a dem-
onstration project, AEP Mountaineer,
that sequestered a similar amount of
CO2 as Plant Barrys project. However,
that was stopped because the ratepayers
in the areas that plant served would not
pay to continue the project. So with no
regulation, AEP pulled the plug because
the ratepayers said no. We also see that
DOE funding is going down, with the
pressures on government spending. We
expect a 30 percent reduction in DOE
funding. We believe the only way to
further the technology and continue the
use of coal is to have regulatory certainty.
We are still doing CCS projects. Three
years ago, we had 10 projects. Now were
down to half and all outside the U.S. But
were still developing the carbon capture
technologies. We are working with the
government in the U.K. on a 500-MW
oxy-combustion demonstration project.
It is slow going, but were hopeful that
project will get funded. Were confident
the technology will work.
Tom Alley: The Mountaineer project
and now Plant Barry certainly demon-
strate the feasibility of using solvents to
capture CO2. Barry extends that dem-
onstration to look at compression, trans-
port and injection. Theyre beginning to
answer the question about our ability
to sequester CO2 safely in deep under-
ground forma-
tions. These are
very important
projects. Theyve
gone very well.
They show the
technical feasibil-
ity of doing some
of these things.
But the market for
CO2 becomes very site specific. Theres
plenty of capability for EOR (enhanced
oil recovery), but its very regional. Now
youre focusing on other beneficial uses
of CO2. Thats going to be a very chal-
lenging issue to resolve.
I have a lot of difficulty looking at the
current projects underway right now
and feel that they are opening the door
for more projects. I think theyve given
us a great amount of education. Theyve
accomplished many goals and educated
us with regard to parasitic loads and
some of the difficulties associated with
these projects. But I dont think theyve
opened the door for additional projects.
Now it will be interesting to watch Kem-
per County and Edwardsport to get un-
derway and watch this technology ma-
ture. Beyond the projects we see on the
books right now, I dont see a whole lot
CCS is really the only
technology solution to
address the challenge
of large-scale CO2
emissions from fossil
fuel plants.
- Jim Heilbron, Alabama Power
1307PE_25 25 6/27/13 4:59 PM
www.power-eng.com
26
AIL Sound Wall enclosures are engineered to be cost efective choices for todays industrial
sites. Made from maintenance-free PVC, our Silent-Protector (Absorptive) and
Tuf-Barrier (Refective) Sound Walls will save you time and money.
1-866-231-7867 ailsoundwalls.com
Efficient Sound Wall
Solutions.
Lightweight and easy to install
Durable and maintenance-free
Designed to meet your specifcations
Customized design and install drawings
For info. http://powereng.hotims.com RS# 14
Tim Curran: It certainly appeared, as
the rule was written, that it would kill
new coal. We along with other industry
groups commented on the rule in point-
ing out that CCS is not currently techni-
cally available. It was written more for a
gas plant than a coal plant. We believe
theyre working on correcting the rule.
Something has to change there in order
to keep coal in the mix.
Jim Heilbron: They havent stated
a reason for the delay. But hopefully
they went out for comments for a rea-
son. Hopefully theres some more rea-
sonability. I agree with what Tim ob-
served, which was that the proposed
rule seemed to prohibit new coal with-
out any kind of CCS technology. Thats
concerning. We were happy to partici-
pate in those 2 million or so comments
that were received. We would suggest
that you separate out standards for gas
and for coal. That only seems to be ap-
propriate.
Power Engineering: The future of
new coal-fired generation depends
largely on the price of natural gas.
Are todays low gas prices sustain-
able? Do you have questions or
concerns about reserves or pipe-
line capacity?
Tim Curran: We see that supplies are
ample, but we also know that gas prices
will always be volatile. Whats interest-
ing is the difference in the price of gas
here in the U.S. versus Europe. When we
look at the global picture, the largest in-
crease in fuel consumption for genera-
tion in the last 12 months is coal.
We are actively participating in the
gas market and are developing the next
generation of gas turbines to take ad-
vantage of the increasing supply of gas.
We are also continuing to develop lower
cost CO2 capture technologies for coal
combustion, to be ready when the mar-
ket comes back to being favorable to
coal. In general, we dont believe (the
price of gas) will stay as low as it is.
Tom Alley: Theres a preponderance
of opinions. We see the forecasts for $4
to $6 per million Btu for the next five to
six years.
There seems to be a fair amount of
confidence in that. Im fairly confident
with what I see on the supply side. The
supply picture gets brighter every day.
But Im a little concerned about the de-
mand side.
Jim Heilbron: Theres no doubt coal-
fired generation has a lot of pressure on
it. One of them is low gas prices. I cant
predict it.
I look at the same curves. We put
them up on overheads and they con-
verge around $4 to $6. We dont see gas
as a panacea. We see it as one of the piec-
es of the puzzle to hedging price volatil-
ity on behalf of our customers.
more occurring here in the U.S. I think
the market of CO2 is going to be pretty
restricted.
Power Engineering: The U.S. En-
vironmental Protection Agency
has delayed the release of its New
Source Performance Standard for
power plants. In its current form, the
rule would establish one CO2 stan-
dard 1,000 pounds per MWh for
new plants. Under this standard, it
would be almost impossible to build
a new coal plant without equip-
ping it with a carbon capture and
storage system, a questionable
and costly technology. What is the
motivation for the delay? Do you
think the EPA will rewrite the rule to
provide the industry separate CO2
standards for gas and coal plants?
1307PE_26 26 6/27/13 4:59 PM
For info. http://powereng.hotims.com RS# 15
1307PE_27 27 6/27/13 4:59 PM
www.power-eng.com
28
year, according to the Energy Informa-
tion Administration, the statistical arm
of the U.S. Department of Energy.
For power plants handling millions
of tons of coal a year, minimizing coal
dust is a high priority. A wide range of
techniques are used to manage, control
and prevent coal dust in and around coal-
fired power plants.
Controlling coal dust is vital to worker
safety because of the risk of coal dust ex-
plosions. In addition to creating safety
and environmental hazards, coal dust in-
creases the cost of maintaining material
handling equipment.
Many coal-fired plants are turning
to high-tech dust suppression systems
to control fine airborne coal particles
known as fugitive coal dust. From high-
powered fans that emit a fine mist of wa-
ter over large areas to programs that use
a combination of anti-oxidants, binders
and foaming agents, the technologies
vary in scale and cost.
A gust of wind can create swirling black
clouds of coal dust as coal shipments are
loaded and unloaded. These blow-outs
may not exceed air-quality standards,
but they do create a nuisance for neigh-
boring businesses and homeowners. The
suppliers and operators of coal handling
equipment are under pressure to provide
technologies and develop best practices
W
here there is
coal, there is
coal dust, one
of the biggest
nuisances for
coal-fired power plants.
The U.S. produces more than 1 billion
tons of coal each year, and more than
90 percent is used to generate electric-
ity at U.S. power plants. Altogether, the
nations 1,400 coal-fired units consume
more than 900 million tons of coal each
COAL
Dust Control
BY RUSSELL RAY, MANAGING EDITOR
1307PE_28 28 6/27/13 5:00 PM
Improve your
power plants
heat rate
Integrated measurement solutions for
your gas-red power plant
Power plants consume millions of dollars per month of low-cost natural gas. The amount of
energy this gas contains and its quality directly impacts your plants heat rate.
Fuel supplies are changing! Take control of your fuel metering and quality assurance with
the Elster EnCal 3000 natural gas chromatograph and Q.Sonic
plus
ultrasonic ow meter.
Elster natural gas chromatographs and ow meters serve the worlds largest and most
critical natural gas custody transfer applications.
www.elster-instromet.com
For info. http://powereng.hotims.com RS# 16
1307PE_29 29 6/27/13 5:00 PM
www.power-eng.com
30
www.stanleyconsultants.com
800.553.9694
COLLABORATE
We dont have preconceived solutions to
your complex Power Generation needs.
We listen to your concerns and evaluate
your options to engineer a solution that
will work for you now and in the future.
For info. http://powereng.hotims.com RS# 17
to reduce the nuisance of fugitive coal dust.
Coal sealants offer coal-fired plants a way to protect large
stockpiles of coal against moisture, oxidation and other forms
of deterioration. Left unsealed, coal piles will suffer a loss of
Btu value and burn less efficiently. Whats more, it will result
in an actual loss of coal.
GE TECHNOLOGY FOR
COAL DUST CONTROL
General Electric has developed a new line of products
designed to mitigate fuel degradation brought about by ox-
idation and prevent coal dust emissions. At POWER-GEN
International 2012, the company unveiled a portfolio of
products known as PowerTreat.
GEs PowerTreat technologies allow power plants to con-
trol fugitive coal dust without adding excessive amounts
of water. In addition, PowerTreat products can help reduce
dusting from unloading of coal, by barge or railcar, by up
to 90 percent, the company said. PowerTreat also offers ef-
fective dust suppression with low moisture addition to the
coal, which reduces calorific value penalties and decreases
1307PE_30 30 6/27/13 5:00 PM
www.power-eng.com
31
For info. http://powereng.hotims.com RS# 18
Railserve, Inc. | 800-345-7245 | www.RailserveLEAF.biz
Sustainability
Reliability
Power
Railserve LEAF Gen-Set Locomotives do more than help you meet compliance
requirements. They work. And they work hard.
Proven in service for more than four years, the Railserve LEAF and Dual LEAF
locomotives have the pulling power to efficiently switch 60 or more loaded
cars while cutting emissions and fuel consumption.
Rely on the Railserve LEAF for 84% lower emissions; 50% savings on fuel;
90% savings on lubricants; and dramatic savings on greenhouse gases.
A Better Way to Switch.
Dustcontrolbindersappliedtocoal
senttoshorttermorlong-termstor-
age.
GEs CoalPlus technology retards
the oxidation and weathering of low
rank coals, which reduces hot spots,
smokersandspontaneouscombustion
coal flow problems that result from
wetcoalconditions.
As coal plants face challenges to
meet or exceed environmental con-
siderations, GEs PowerTreat program
gives utilities more fuel consumption
flexibilityandtheabilitytoburnchal-
lengingcoal.Thisnewlineofproducts
improves the quality of coal, while
reducing dust and minimizing haz-
ardous conditions such as spontane-
ous combustion and hot spots, said
John Schumann, general manager of
ChemicalandMonitoringSolutions
WaterandProcessTechnologiesforGE
Power&Water.
PowerTreat products, which are a
part of GEs CoalPlus portfolio, in-
clude:
Foaming agents used to provide
high expansion ratio foam for sup-
pressingdustattransferpointswhile
minimizing moisture addition to
thecoal.
Anti-oxidantsanddustcontrolbind-
ersappliedtocoalthatisdirectedto
short term storage piles to inhibit
oxidation of coal while controlling
dustthroughagglomerationoffines.
For power plants handling millions of tons of coal a year,
minimizing coal dust is a high priority. A wide range of
techniques are used to manage, control and prevent
coal dust in and around coal-fired power plants.
1307PE_31 31 6/27/13 5:00 PM
www.power-eng.com
32
The DustBoss DB-60 is an oscillat-
ing, 25 horse-power fan that can cover
21,000 square feet with a blanket of
fine mist atomized water droplets
designed specifically for capturing and
containing coal dust.
The DB-60 is developed by Illinois-
based Dust Control Technology.
We atomize the water to 50-200
microns, which gives us the maximum
attraction and avoids a slipstream
effect, said DCT President Edwin
Peterson. The DB-60 features 30
brass nozzles designed specifically to
atomize droplets to the optimum size
for dust capture.
The dust suppression system is used
at a coal-fired plant in Oahu, Hawaii.
The owner, AES Hawaii, was using
sprinklers and hoses to control the
dust and was looking for a more ef-
ficient system. The company rented
a DB-60 unit and consequently pur-
chased the machine from DCT, accord-
ing to DCTs website.
out with the rest of the swept debris. A
majority of the fugitive dust falls into
the hopper with only a small amount of
dust getting to the filter.
The Eagle is equipped with a pat-
ented system to pick
up PM 10 and PM
2.5 particles. Dry
sweeping provides a
number of environ-
mental benefits, in-
cluding a reduction
in your water foot-
print and less silt, a
byproduct of water-based dust control
sweepers.
REDUCING AIRBORNE
DUST AT UNLOADING
Other coal dust control technologies
mitigate dust the same way firefight-
ers put out a fire. They use a powerful
water spray to smother clouds of dust
erupting from a pile of coal as it is un-
loaded in the coal yard.
at generating stations. In addition, less
weathering reduces Btu losses during
outside storage at coal yards and ter-
minals.
The CoalPlus portfolio of dust con-
trol binders and antioxidants enhanc-
es coal quality, reduces dust emissions
and minimizes spontaneous combus-
tion, addressing operator safety and
environmental compliance, two of the
main challenges faced by mines and
utilities, said Homero Endara, chemi-
cal and monitoring solutions (CMS)
senior global product managerwater
and process technologies for GE Power
& Water.
WATERLESS
DUST CONTROL
Elgin provides coal-fired power plants
a waterless dust control system designed
to collect fine dust particles without the
use of water. Elgin
supplies two types of
waterless sweepers
the Waterless Eagle
and the Waterless
Pelican.
The Pelican is a
three-wheel sweeper.
The patented dry
dust control feature includes a dust
skirting system, dust separator in the
hopper, and a dust control fan with a
maintenance-free filter, working togeth-
er to control fugitive dust without the
use of spray water. A powerful vacuum
fan on the sweeper creates an air stream
through the debris hopper, conveyor,
and skirted areas. The inward rushing
air carries the airborne dust into the de-
bris hopper where its allowed to settle
The DustBoss DB-60 is an oscillating, 25 horse-power fan
that can cover 21,000 square feet with a blanket of fine
mist. Photo courtesy of Dust Control Technology.
The nations 1,400
coal-fired units
consume more than
900 million tons of
coal each year.
- EIA
1307PE_32 32 6/27/13 5:00 PM
FLUOR PROVIDES
INNOVATION
Nearly 30 years after completing our frst renewables project, Fluor is now an industry leader in the utility-scale
PV market, providing innovative, cost efective solutions and expertise on solar projects like the 170-megawatt
Centinela Solar Energy project in California and the 125-megawatt Arlington Valley Solar Energy II project in Arizona.
www.fuor.com
2
0
1
3
F
l
u
o
r
C
o
r
p
o
r
a
t
i
o
n
.
A
l
l
R
i
g
h
t
s
R
e
s
e
r
v
e
d
.
A
D
G
V
0
8
9
6
1
3
Fluors Power Segment
Renewables, Alternate Technologies,
Fossil Generation, Nuclear, Transmission,
and Operations & Maintenance.
For info. http://powereng.hotims.com RS#19
1307PE_33 33 6/27/13 5:00 PM
www.power-eng.com
34
Manufacturers Association President
Randy Rawson. For those users that
are fueled by oil, theyre looking to
go to natural gas if they can in their
localities. For those fueled by coal,
theyre probably looking to do the
same thing.
The second driver for boiler up-
grades is environmental regulations,
Rawson said, especially for owners
of industrial boilers looking to com-
ply with the Industrial Boiler Maxi-
mum Achievable Control Technology
Standard.
The Industrial Boiler MACT is
probably right now the largest driver
in that segment simply because its
the newest, Rawson said. There are
other local rules and standards in vari-
ous areas of the country that have pro-
vided challenges to boiler owners, but
clearly not to the degree the Industrial
Boiler MACT probably has.
The new Industrial Boiler MACT
rules lean heavily on energy assess-
ments and boiler tune-ups. Rawson
said those are both good areas to look
not only for meeting the standards of
the rule, but also to ensure a boiler is
running efficiently or effectively. The
focus of the rules also means some
operators may not need to make many
changes in their boiler room.
If youre lucky enough to have an
up-to-date, state-of-the-art boiler
room, youre not going to have to do
much upgrading, he said. If you
havent operated and maintained the
boiler room in accordance with OEM
(original equipment manufacturer)
recommendations, then you may have
to do some tweaking. And depending
on the boilers age, tweaking may be
easy or difficult.
Some companies who find it diffi-
cult to tweak their boiler into compli-
ance with the rule may find it easier to
convert to a natural-gas fired boiler.
While an oil-fired burner may be able
to be converted to fire natural-gas, a
boiler that fires solid fuel, such as coal,
may need to be replaced completely.
If youre burning coal, and I think
the boiler MACT gets to the coal user
more than anyone else, youre going to
T
he phrase boiler up-
grade might call to
mind images of increas-
ing a boilers efficiency
or output. While that
does make up a portion of the current
boiler upgrade work, the main drivers
for boiler upgrades currently are very
different.
The primary influence would
probably be the cost of fuel, because
thats always the long-term cost of a
boiler system, said American Boiler
Boiler
Upgrades
and
Conversions
BY JUSTIN MARTINO, ASSOCIATE EDITOR
Nationwide Boiler Inc. has been working with many
customers who are choosing to replace their boiler
systems with a natural gas-fired boiler system.
1307PE_34 34 6/27/13 5:02 PM
ROXUL RHT
INSULATION
The ROXUL RHT
lineup.
When you need high- temperature thermal
performance or personnel protection, ROXUL
has you covered with a wide range of boards,
blankets or rolls to meet all your industrial
insulation requirements.
Learn more about ROXUL RHT products at
www.roxul.com or call 1.800.265.6878.
Bring on the Heat.
www.roxul.com
R
O
X
I
-
2
1
1
4
-
0
6
1
3
For info. http://powereng.hotims.com RS# 20
1307PE_35 35 6/27/13 5:02 PM
36
abandoned in place after theyre made
safe, or they can be removed from ser-
vice entirely and either sold for scrap
or sold on the open market, depending
on the condition of the component,
he said.
In addition, the windboxes and
burners would also need modification,
Baranski said, and may be removed
entirely and rebuilt. Depending on the
size and complexity of the burners,
as well as what is available from the
original equipment manufacturer, cer-
tain portions or components could be
rebuilt and replaced.
Flame scanners in the boiler would
need to be removed and replaced for
The bulk unloading of coal would
be removed from the equation, he
said. That includes the storage where
coal is held in inventory, the system
used to convey coal to the boiler and
bunkers that hold a supply of coal
above a pulverizer, if that is being used
in the boiler.
All of these components need to be
have to take a good, hard look at what
you need to do to upgrade, Rawson
said.
Joe Baranski, lead engineer at Day
& Zimmermann, said the company
is working with many customers that
have already made the decision to
switch from their current fuel to natu-
ral gas. Switching to a natural gas-fired
boiler can involve many changes in the
boiler and the facility itself, he said.
Plants that are running boilers using
solid fuels such as coal currently have
to offload the fuel in bulk, Baranski
said. The coal could be delivered by
truck, although large boilers might
have coal delivered by train.
Tennessee Valley Authority will be adding scrubbers and
selective catalytic reduction systems to its Gallatin coal-
fired power plant by the end of 2017 to reduce emissions.
Depending on the
boilers age, tweaking
may be easy or
difficult.
- Randy Rawson, ABMA
1307PE_36 36 6/27/13 5:02 PM
TO THE RESCUE
V|c||gar Sear|ess Tuoe, LLC 400 VcVurr S|ree|, Sou|| L,or, Vl 48178 T. 800.521.841o T. 248.437.0210 F. 248.437.2779 WWW.rs|uoe.cor
lT'5 ACUT TlME.
Learr rore aoou| our co|ddraWr sear|ess oo||er |uo|rg as We|| as o||er produc|s a| WWW.rs|uoe.cor.
T|e uses lor sear|ess s|ee| oo||er |uo|rg are ||r|||ess. VST s|ards read, |o core |o ,our rescue
|o ree| ever, derard|rg opera||ora| requ|rerer| ard eac| prec|se spec|l|ca||or. 0ur co|ddraWr
sear|ess oo||er |uoe |s ava||ao|e |r rar, grades, a||o,s ard spec|l|ca||ors. we urders|ard ||e cr|||ca|
erduse app||ca||ors ard ra|r|a|r ||e s|r|c|es| produc||or s|ardards ard procedures requ|red |o ree|
||e prec|se ASTV/ASVL spec|l|ca||ors. |o ra||er W|a| ,our reed, ever, order |s corp|e|ed or ||re,
ever, ||re. lsr'| || aoou| ||re?
For info. http://powereng.hotims.com RS# 21
1307PE_37 37 6/27/13 5:02 PM
VISIT BABCOCKPOWER.COM
to learn more about our service companies:
Boiler Tube Company of America - Supplies
replacement boiler pressure parts and other related auxiliary
components for all styles of boilers, regardless of the OEM.
BTAs unique approach addresses key boiler components.
TEi Construction - A market leader in providing
direct-hire, on-site construction services for the installation,
repair, alteration and maintneance of boilers and boiler related
equipment.
Riley Power - Designs, manufactures and provides new
fossil, biomass, waste to energy and solar steam generators,
including a complete line of aftermarket spare parts, OEM
steam generator upgrade services and fuel-fring equipment for
fossil-fred and waste fuel-fred plants.
Welding Technologies - Experts in the MIG or TIG
process providing Automated Overlay and Orbital Machine
Welding. Profcient personnel and proprietary equipment
assure your safety and quality.
We draw on the strengths of industry-recognized
companies to supply technology, equipment and
engineering services for upgrading and maintaining
fossil-fred steam generating plants. We're your singlee-
source solutions provider for all boiler and related
equipment and service needs.
For info. http://powereng.hotims.com RS# 22
natural gas. When that is done, the
owner has the option to upgrade the
boiler to lower nitrogen oxide (NOx)
emissions.
The OEMs and the burner subsup-
pliers have made great advances in low
NOx burner technology, Baranski
said. These can be accommodated in
the new windbox.
On the downstream side of the
system, Baranski said there are a few
changes that can be made. The scrub-
ber, precipitator, fabric filter (or bag-
house) and carbon injection system
for mercury removal can be removed
from service or isolated. In addition,
the gas pass to the stack can possibly
Nationwide Boiler has worked with many clients seeking to re-
place their current boiler system with a natural gas-fired boiler,
including this boiler that was installed at Duke University.
1307PE_38 38 6/27/13 5:05 PM
www.power-eng.com
For info. http://powereng.hotims.com RS# 23
be readjusted to reduce pressure losses
in the gas side, which would result in a
cost savings.
Its also possible that some of the
components within the heat transfer
surfaces of the boiler would have to
be changed, he added. The charac-
teristics of the combustion of natural
gas are different from coal, especially
with the pulverized coal often used by
the boilers Day & Zimmermann work
with. More of the heat release and heat
recovery with coal occurs inside the
furnace, where water walls will take up
a large portion of the radiant energy,
while in natural gas combustion, more
of the radiant energy occurs in the
back end of the boiler.
There are a lot of elements to be
considered in making the transition,
Baranski said.
Those elements can become more
complex when dealing with larger
boilers, such as those that might be
used by a utility power station. While
most small boilers may only use one
or two burners, large boilers may use
multiple burners.
Once you get to multiple burners,
there are lots of permutations on how
you would fire those burners to meet a
given steam demand, he said. And if
you have multiple burners that need to
be fired, the fuel-air ratio control sys-
tem is also increased in complexity.
The downtime to convert a boiler to
natural gas can vary depending on the
size of the boiler, though the general
rule of thumb is six months to a year.
Baranski said one client the company
worked with had excellent controls on
an integrated engineering and con-
struction schedule and was able to
trim time off that.
The key to reducing the amount of
time a boiler would need to be down is
doing as much work ahead of the shut-
down as possible, he added.
Another method to prevention dis-
ruption to the facility is to arrange for
a different source of power to avoid a
shutdown.
Our clients who have smaller
installations or smaller developed
sites are able to use rental boilers to
complement their infrastructure so
the interruption for steam generation
is minimalized, Baranski said. In
that case, what I loosely refer to as
prework can be included prior to the
shutdown of the rental boiler. You
wouldnt notice the difference because
the steam would keep coming.
Despite the complexity and the
possible need for a shutdown, there are
many reasons companies may choose
to convert their current boiler system
The choice is to
clean up the coal or
make the transition
over to a natural gas
fuel.
- Joe Baranski, Day &
Zimmermann
1307PE_39 39 6/27/13 5:05 PM
www.coal-gen.com Owned & Produced By: Presented By:
AUGUST 1416
CHARLOTTE, NC
CHARLOTTE CONVENTION CENTER
Save the Date. With a decade of service to the coal sector, COAL-GEN is the industrys most dynamic event
covering the latest topics affecting the design, development, upgrading, operation and maintenance of coal-fueled
power plants. With an anticipated attendance of over 4,000 industry professionals and more than 250 exhibitors,
COAL-GEN is the industrys largest event focused on the solutions of today and the technologies of tomorrow.
On target for a cleaner future.
For info. http://powereng.hotims.com RS# 24
1307PE_40 40 6/27/13 5:05 PM
www.power-eng.com
41
For info. http://powereng.hotims.com RS# 25
Buildings
available up to
300' wide.
Low in cost per
square foot.
Natural daytime
lighting.
Easy to relocate.
Expandable.
Sustainable
Design-Build
Solutions
Call one of our ClearSpan specialists at 1.866.643.1010
or visit us at www.ClearSpan.com/ADPWRE.
TERMS UP TO 7 YEARS
RATES AS LOW AS 0%
FINANCE SOLUTIONS
LIMITED TIME OFFER. SUBJECT TO APPROVAL.
fabric structures
many companies are waiting for
government agencies to finalize the
regulations, then researching the
available options and comparing the
effectiveness and costs relative to other
options.
Regardless of what a boiler owner
chooses to do to upgrade their boiler,
Rawson said its important companies
make decisions quickly in order to
help control cost and the time it would
take to do the necessary work.
Regardless of what is motivating
you to retrofit, upgrade or replace, the
longer you wait, the more expensive
its going to be, he said. I dont think
anybody can make that determination
easily, but they need to be very careful
because sooner or later when they
knock on our doors there are going to
be delays and the costs will have gone
up farther than they are today.
to firing natural gas. The price of
natural gas is attractive to many of Day
& Zimmermanns clients, Baranski
said. Other factors include the ease of
using gas compared to a fuel like coal
and environmental regulations that
put more of a burden on coal-fired
power generation than gas-fired power
generation.
The choice is to clean up the coal or
make the transition over to a natural
gas fuel, he said.
Tim McBride, sales engineer at
Nationwide Boiler Inc., said emission
controls are less of an issue for
companies with natural gas-fired
burners. Although some states such as
California may require more stringent
environmental controls, most new
natural gas-fired boilers are able to
meet environmental regulations
without major upgrades.
Like Baranski, McBride said he has
seen many companies choosing to
convert to a natural gas-fired boiler.
A lot of people are running to gas
for a lot of reasons, he said. Coal is
going away.
For some operators, however,
switching to natural gas may not be
the best option. Mark Minniti, NAES
Corp. director of business development
for the maintenance and construction
group, said there are a variety of factors
to consider before making a switch.
I believe it is a mix based on
many factors, such as geographic
location, number of other plants in
the generators system, the generators
current fuel diversity, anticipated
capacity requirement, age and size
of the units, the cost to add control,
whether the generator is regulated or
unregulated and politics in the state,
region or locale, he said.
A number of different controls can be
fitted onto a boiler system in order to
reduce the emissions of the unit. Flue-
gas desulfurization, selective catalytic
reduction, active carbon injection
and dry sorbent injection technology
can all be added to a plants emission
system. Other options include a new
fabric filter or adding or upgrading
electrostatic precipitators.
All of these options are used to
help control the amount of emissions
from a boiler, including sulfur
oxides, nitrogen oxides, carbon
dioxide, mercury and particulate
matter. Deciding which options are
needed may make the situation more
complicated, however. Minniti said
A lot of people are
running to gas for a
lot of reasons. Coal is
going away.
- Tim Martin,
Nationwide Boiler
1307PE_41 41 6/27/13 5:05 PM
www.power-eng.com
42
unclesit was pretty devastating, he
says today, his irrepressible smile tinged
with a hint of solemnity around what was
clearly a serious event. I was asked by my
parents to come back home to help out.
Fortunately, hed been a summer in-
tern at the Beaver Valley Power Station,
near Pittsburg, back when its Unit 2 re-
actor was still under construction. After
finishing school he was offered a job at
the plant, and so began a career in the
nuclear industry that has led to where
he is today: president and chief executive
officer of AREVA Inc., a leader in one of
the most dynamic and future-oriented
industries on earth.
Power Engineering: What is the
AREVA Solutions Complex and why is
it important?
Mike Rencheck: The AREVA Solu-
tions Complex is basically an innovation
center. Its a collection of areas where we
produce technologies to make the nu-
clear fleet safer, more reliable and more
economical. For nuclear applications,
we have a 7-GHz, ten-thousand pound
shaker table. Its one of the largest, if not
the largest, in this hemisphere. We have
ovens to commercially test equipment.
We have other environmental cham-
bers. We have metallurgical labs and a
full chemistry lab. We have one of two
electron microscopes in the world there,
where we can turn the electron beam on
a piece of either contaminated or non-
contaminated metal and it will tell you
the chemical composition of the metal;
then you can start to peel back the grain
boundaries. We have machine shops,
refurbishment areas, a motor area and a
fuel inspection area, plus classrooms. We
can even do electrical component reverse
engineering.
We set this complex up so that we could
continue to keep the existing fleet run-
ning, looking at plant life extensions to
eighty yearswe have all the tools avail-
able to analyze an existing plant system
and make sure it is capable of running
for 80 years. Were also developing repair
techniques and inspection techniques,
which we are deploying. Its a unique fa-
cility in the industry and we think it will
help the existing fleet of nuclear plants
stay in business.
Power Engineering: Where do you
see AREVAs future in North America?
Mike Rencheck: AREVA is vertically
integrated across the entire nuclear foot-
print, so we have mining, enrichment,
W
hile Mike Ren-
check was fin-
ishing up a
degree in elec-
trical engineer-
ing at Ohio State University there was
trouble back home in Pittsburg, where
the closure of a steel mill sent his fam-
ilys finances into a tailspin. The entire
family lost their jobs in a matter of about
six monthsbrother-in-laws, cousins,
Opportunity
in Nuclear
BY DENVER NICKS, ASSOCIATE EDITOR
A Conversation with Mike Rencheck,
President & CEO, AREVA Inc.
Mike Rencheck, President
& CEO, AREVA Inc.
1307PE_42 42 6/27/13 5:18 PM
2013 Phillips 66 Company. Phillips 66, Conoco, 76, Diamond Class and their respective logos are trademarks
of Phillips 66 Company in the U.S.A. and other countries. T3-TRI-10630B
In the battle against time and varnish, next-generation Diamond Class
Turbine Oil is a clear winner, proven to resist varnish
formations for more than 35,000 hours in lab tests. Also monitored in severe-duty turbines in power plants in Texas and South
Carolina, reformulated Diamond Class Turbine Oil has produced no varnish deposits after 15,000-plus hours of continuous service.
And counting. Get long-lasting turbine protection. Call 877.445.9198 or visit phillips66lubricants.com to learn more.
35,000 hours.
Zero varnish.
For info. http://powereng.hotims.com RS# 26
1307PE_43 43 6/27/13 5:18 PM
www.power-eng.com
44
decisions, sometimes very difficult ones.
Other times, you have to be the kind face,
the gentle face, to make sure that people
are inspired and motivated to do new
things. You have to be creative. You have
to be willing to take risks and understand
that those risks are manageable, and you
have to be able to help folks manage risks.
There are a lot of people, especially in the
engineering world, that are risk-adverse,
but true innovation wont happen with-
out taking some risks. So, as a leader, you
have to make it okay for that to happen,
because you fail nine times before you
find the one true success thats going to
help the industry.
So, when we look for leaders within
a region were looking for people with
people skills, with the ability to both
take a risk, be kind and gentle, and at
the same time be firm and make deci-
sions when needed. Were looking for
these people as they come through the
ranks, to help shape the next generation
of leaders here within the industry and
within our company. When you look
at the top fifty innovative companies
in the world, AREVA is ranked number
thirty-eight, and we view that as a re-
sponsibility in the industry.
Nuclear is our business. Without
nuclear we have very little business, al-
though now were getting into renew-
ables and also medical isotopes. Its a
tough business in that you have to have
high standards, be able to articulate those
standards, and have others adopt and fol-
low those high standards while keeping
everything in balance. This industry is
all about safety and for us, when we in-
novate, that has to be first and foremost.
We always say we start with excellence
in mind, and then we frame everything
around safety, quality, high performance,
and delivering results.
Power Engineering: Prospects for
nuclear fusion power?
Mike Rencheck: On a global basis,
were part of the ITER team. Were work-
ing on the cooling systems and have a
high enough to send a signal to build
new generating plants. Its also not high
enough to cover both the operating cost
and in some cases the capital investment
costs to keep some of the facilities operat-
ing, be they gas, coal, or nuclear.
How long will this last? If it lasts too
long well see decisions made around
short-term profitability, especially for
investor-owned utilities in the market-
place. So we could be in for the perfect
storm where we retire too much capac-
ity in the near-term because of market
pricing signals and some market distor-
tions due to weak demand. Then, when
the economy recovers and the electricity
markets pick up, we find ourselves in an
upside-down position, with real elec-
tricity shortages and the need to build
capacity fast. That could force us in a
direction of very volatile fuel sources,
typically fossil fuel sources.
Power Engineering: What about
the prospect for something like a
carbon tax?
Mike Rencheck: A carbon tax
would have a big impact on how nu-
clear is viewed within the industry. It
would send a signal for cleaner forms
of generation. However, with energy
demand down as a whole, unless the
tax is very high, it would not likely be
enough to stimulate new build.
So youre looking at a merchant mar-
ket condition that is somewhat tenu-
ous. The Electric Reliability Council
of Texas (ERCOT) is a perfect example
of that right now. If you watch ERCOT
and how theyre going about dealing
with capacity shortages or potential
capacity shortages, you see a market-
place that is struggling to add new
sources of generation, time and time
again, without the proper price signals.
Power Engineering: What do you
look for in hiring people?
Mike Rencheck: Theres a lot to be
said about how one behaves as a leader.
One, you have to be willing to make
we make fuel assemblies, service exist-
ing plants and we build new reactors. We
have reactor designs that start with the
EPR at 1,600 MW. We also have a boil-
ing water reactor, KERENA, at 1,200 MW;
the ATMEA, which was just selected for
use in Turkey, is a 1,100 MW pressurized
water reactor, and we have small reactors.
Here in North America, our high-temper-
ature gas reactor design has been selected
by the Next Generation Nuclear Plant
Alliance, and were involved with several
companies developing small modular re-
actors. So we have a full product range of-
fered by reactors and services group.
We also specialize in keeping the exist-
ing fleet running and are one of the in-
novators in license renewal. We also have
a back-end division, which basically does
dry-cask storage, as well as technologies
for decommissioning and recycling. And
last but not leastour front-end division
has a fuel plant in Richland, Washington,
where we make both boiling water reac-
tor and pressurized water reactor fuel.
Were capable of making many other
styles of fuel there as well. Were also pur-
suing the Eagle Rock Enrichment Facility
in Idaho; we already have a license for
the facility from the Nuclear Regulatory
Commission, and were working to find
an investor for the early years and are still
in discussions with the Department of
Energy for a loan guarantee.
Power Engineering: Whats the cli-
mate for nuclear build or nuclear ac-
tivities in general in the U.S.?
Mike Rencheck: There are a few
things that electric utilities need to factor
in. One is fuel diversity. If we start focus-
ing on one source of fuel, such as natu-
ral gas, well be setting ourselves up for
failure at some point in the future. Now
whats causing that sentiment is prob-
ably a better question. When you look at
whats happening in the economy right
now, its low energy demand that is driv-
ing pricing to a point where, whether its
a new gas plant, coal plant, nuclear plant,
solar plant, wind plant, that price isnt
1307PE_44 44 6/27/13 5:18 PM
Motors | Automation | Energy | Transmission & Distribution | Coatings
2013 WEG Electric Corp.
Transforming Energy into Solutions
Upgrades and re-rating to increase output
Rotor and Stator repairs at factory or at customer site
Inspection and troubleshooting by highly-trained service engineers
Failure analysis backed by full engineering department
Diode wheel retrot to next generation design
Full-service OEM parts and expediting available
High speed factory balancing and in-situ trim balancing
Customized training available at your location
Trust your Turbo Generator Service
to the Manufacturer with more than
100 years experience.
After decades of dependable service, its time to call Electric Machinery to give your Turbo
Generator new life. Weve been designing, servicing, and manufacturing the most reliable Turbo
Generators and Synchronous motors in the world for over 100 years. Trust the experienced team at
our 425,000 ft
2
Minneapolis facility to keep your Turbo Generator performing for decades to come.
Electric Machinery offers total customer support for every step in the life of your generator:
Electric Machinery Company
800 Central Avenue NE, Minneapolis, MN 55413
Main Phone: (G12 878-8OOO Main Fax: (612) 378-8051
Emergency Service Phone: (G12 247-9282 Emergency Parts Phone: (612) 718-7589
www.e|ectr|cmach|oery.com www.weg.oetl0s For info. http://powereng.hotims.com RS# 27
1307PE_45 45 6/27/13 5:18 PM
www.power-eng.com
46
For info. http://powereng.hotims.com RS# 28
Hydratights expertize in the complex and
changing world of nuclear power generation
means we always provide safe, fast, accurate
and reliable solutions to all your critical
assembly needs.
World leader in maintaining plant productivity
Nuclear-trained on-site technicians
State-of-the-art equipment including
speciality tensioners, machining equipment
and portable boring bars
On-site bolting and machining services
Tools available for sale or rental
To nd out more visit
hydratight.com/nuclear
Improving Safety,
Service and
Standards
innovation and creativity, high standards
for safety, performance, and at the same
time it requires you to manage the fi-
nancial aspects, public interface points
. I think when you enter this industry at
a young age, you learn how to do these
things, including project management
skills.
I wasnt in nuclear my entire career. I
left nuclear around 2001 went into tra-
ditional generation including environ-
mental controls on power plants, main-
tenance and related aspects. I found that
the skill set I had learned in nuclear or
around management of facilities di-
rectly applied in that space. We didnt
need all the regulatory paperwork and
its burdens, but the techniques of the
management ideas all fit very well. We
saw great improvements in terms of fos-
sil plant outage durations, construction
times, the ability to build large facilities
in a very orderly manner. So as my son
considers joining the nuclear industry, I
think as a young engineer coming out of
college, hell have that same opportunity.
So should he, when he graduates, decide
to become a nuclear engineer or work nu-
clear power, I would be very happy with
that.
Power Engineering: Anything else?
Mike Rencheck: I think nuclear will
offer the opportunity for jobs, not only
in the near-term, but in the long-term.
When you look at whats happening right
now within the industry, youll see the
national demographic shift where we
have roughly seventy million boomers
and thirty million gen-Xers take place.
In nuclear, a very highly technical field,
youll see the number of job openings
swell. What you see happening now with
children as theyre moving through grade
school, the ninth grade has about four
million or so students, and when you get
very keen interest in whats happening in
California at the Lawrence Livermore Na-
tional Lab (LLNL) where fusion is being
tested in the U.S. Weve had a number of
people visit and really take a good hard
look at what theyre doing at LLNL, and
they seem to be making progress. Fusion
is probably still out there in the future,
but we have folks that are actively work-
ing on different projects for it.
Power Engineering: You men-
tioned theres another Mike Ren-
check in the world who may go into
the nuclear fieldyour son. How do
you feel about prospects for his ca-
reer should he go into nuclear pow-
er?
Mike Rencheck: I think theyre very
good. One of the things the nuclear in-
dustry gives you is it really teaches you
how to lead people and how to manage
in times and circumstances that require
1307PE_46 46 6/27/13 5:18 PM
www.power-eng.com
For info. http://powereng.hotims.com RS# 29
to the point of graduating from college, youre down to roughly
a 170,000 students that will graduate with a science, technol-
ogy, engineering or math (STEM) degree. So think about those
demographics, think about the job opportunities in that space.
Ive read different articles that say by 2018 therell be a million
job openings for STEM positions.
Power Engineering: The Nuclear Energy Institute says
by 2016 maybe as much as thirty-nine percent of the
nuclear work force will enter retirement age.
Mike Rencheck: Ive seen statistics for companies our size
where the number of employees over 60 equals 20 to 25 per-
cent of the company and thats not unique. You talked about
my son specifically, but when you look at that from a popula-
tion perspective, if you want a job and you want a good pay-
ing job, nuclear offers that opportunity. Our starting salary
is pretty high and thats for folks with and without a college
degree. So if you get into a technical field and go work in the
AREVA Solutions Complex, working on qualifying equip-
ment or components, thats a pretty high-paying salary, espe-
cially in Lynchburg, where you dont have the cost of living of
a place like Washington, D.C.
The industry is safe. There havent been any fatalities in the
industry as a result of a nuclear accident. Theyre good jobs.
Theyre not just short-term jobs. You can build a career in this
industry. You can go to work like myself at the age of twenty as
an intern, and thirty years later, you have a career to look back
on. And if you choose to leave it, the skill sets that you attain
are applicable elsewhere.
I think in the near-term, if youre talking about opportu-
nity, with the Boomers retiring and the need for energy always
alive, youre seeing vast employment opportunities in the en-
ergy field that often go overlooked.
Nuclear power has a safety accident rating from OSHA (Oc-
cupational Safety and Health Administration) of 0.06 report-
able events per 200,000 hours worked. The financial industry
has a higher accident rate. Think about that. Manufacturing as
a whole is 4.4. That stunned me, because when I look at that,
for our paradigm that would be completely unacceptable.
Its just the opportunity, the genuine standards and skill
sets that you get taught and safety that you can apply in any
industry. If you look at Alcoas financial turn-around years
ago by Paul ONeill, he focused on one thing: safety. He would
talk about safety in front of Wall Street analysts. Theyd want
to talk about numbers and hed want to talk about safety and
what happened to the performance of that company? It just
took off.
Its those value systems, those leadership traits, those man-
agement traits, that set you in a good way whether you decide
to stay in the industry or not. I think that these leadership
traits are unique to this industry.
1307PE_47 47 6/27/13 5:18 PM
www.power-eng.com
48
reduction (SCR), selective non-catalytic
reduction (SNCR) and sorbents (materi-
als used to absorb gases and liquids).
While this market addressed the needs
of power generators in the early 1990s,
it may be time to consider the needs of
2013 and beyond. As the Electric Power
Research Institute (EPRI) noted under its
Integrated Environmental Controls pro-
gram (Program 75), fossil fuel-burning
power plants also need lower-cost and
better-performing sorbents and technol-
ogies than those currently available.
One of key reasons to review emissions
control options is that NOx and SOx are
not the only pollutants that are regulated.
Gas and coal power generation plants
must address emissions to remain com-
petitive due to additional regulations by
the Environmental Protection Agency
(EPA). The introductions of the Mercury
and Air Toxics Standards (MATS) and up-
grades to the Maximum Achievable Con-
trol Technology (MACT) rules need to be
tied into NOx and SOx control strategies.
Traditional emission control
S
ince the passage of the Clean
Air Act, fossil-fired power
generators have fueled a ro-
bust market for technologies
to address nitrogen oxides
(NOx) and sulfur oxides (SOx) emis-
sions. The industry estimated in 2009
that it had spent $75 billion to comply
with the Clean Air Interstate Rule alone.
A number of different technologies have
succeeded in addressing one or both of
these pollutants, including flue gas de-
sulfurizers (FGDs), selective catalytic
NOx & SOx as Pieces
of an
Overall Emissions
Control Puzzle
BY KEVIN CRAPSEY, VICE PRESIDENT OF CORPORATE STRATEGY
AND DEVELOPMENT, ECO POWER SOLUTIONS
1307PE_48 48 6/27/13 5:22 PM
www.power-eng.com
49
5MW to 1500MW. Approximately 85 per-
cent of FGDs units installed in the United
States are wet scrubbers, 12 percent are
spray dry systems (similar to dry injec-
tion systems) and 3 percent are dry injec-
tion systems. On average, web scrubbers
achieve the highest SOx removal rates
above 90 percent - and dry injection sys-
tems achieve the lowest below 80 per-
cent. The choice between the two is often
dependent on costs and the nature of the
power generation facility.
With selective catalytic reduction
(SCR) systems, flue gas is first treated with
a reactant, which oxidizes it, and then is
absorbed into a catalyst. These catalysts
are manufactured from various ceramic
materials, which are used as carriers, and
active catalytic components that are ei-
ther oxides of base metals, like vanadium
or tungsten, zeolites or precious metals.
Naturally, each catalyst component that
makes up an individual catalyst has its
advantages and disadvantages, so com-
ponent selection is often tailored to the
nature of each facility and mix of gases
that will be absorbed. Commercial SCR
systems generally reduce the level of NOx
by 70 to 95 percent and can be found on
large utility boilers, industrial boilers and
municipal solid waste boilers.
These systems have their limitations.
SCR systems have been documented as
sensitive to contamination and plugging
during normal, and abnormal, opera-
tions. The pores of the catalyst are easily
plugged by a variety of compounds pres-
ent in ordinary flue gas and certain pol-
lutants can render the system ineffective
at NOx reduction, or cause oxidation of
ammonia present (forming more NOx).
They require tuning to perform properly,
which can be time consuming and cost
restrictive and have a period during their
start-up cycles where exhaust tempera-
tures are too cool for NOx reduction to
occur. This can lead to unchecked emis-
sions and fines from government offices.
When speaking specifically about coal-
fired power plants, SCR systems have
technologies only capture one or two pol-
lutants at a time, meaning that addressing
the full complement of regulated emis-
sions requires capital expenses for mul-
tiple technologies and excess space to in-
stall. The lack of technological options to
comply with EPA regulations has resulted
in uncertainty among power plant opera-
tors about the ability to meet deadlines
and deliver cost-effective electricity.
The emission control industry, how-
ever, has introduced some advanced sys-
tems that may solve this problem. Multi-
pollutant emissions control systems have
been documented capturing NOx and
SOx as well as many other regulated
emissions - with one system, less costs
and, generally, less space. Also, many of
these systems capture greater amounts of
NOx and SOx than traditional technolo-
gies, can be modified to accommodate
predicted future emissions restrictions
and can be installed in comparably short
amounts of time.
CURRENT NOx AND SOx
CONTROL OPTIONS
Traditional flue gas desulfurizer (FGD)
systems are built for the express purpose
of removing SOx from the exhaust flue
gases of fossil-fuel power plants and
sometimes from the emissions of other
SOx emitting industrial processes. These
systems generally employ five removal
methods:
Wet scrubbing that uses alkaline
sorbent or seawater to scrub the flue
gas;
The spray-dry scrubbing that uses
similar sorbent slurries;
Wet sulfuric acid process that recov-
ers sulfur in the form of sulfuric acid;
SNOX Flue gas desulfurization that
removes sulfur dioxide, nitrogen ox-
ides and particulates from flue gases;
And dry sorbent injection systems.
FGDs employ two stages: one to re-
move fly ash and the other to remove
SOx. In wet scrubbing systems, the flue
gas passes through a fly ash removal de-
vice, either an electrostatic precipitator or
a wet scrubber, and then into the SOx-
absorber. In dry injection or spray dry-
ing operations, the SOx reacted first with
the sorbent, and then the flue gas passes
through a particulate control device.
These devices have been applied to
combustion units firing coal and oil from
NOx & SOx as Pieces
Emissions
Eco Power Solutions operates two of its systems one
on gas-fired boiler and the other for coal-fired - at their
technology center in Louisville, Ky. Photo courtesy of Eco
Power Solutions.
1307PE_49 49 6/27/13 5:22 PM
www.power-eng.com
50
particulate matter, into an oxidized, wa-
ter soluble compound. The flue gas then
passes through a series of high pressure
fogging arrays that inject a water mist into
the gas stream that creates a condensable
acidic mist. The water mist cools the flue
gas and the pollutants are condensed out
from the flue stream once the tempera-
ture drops below the acid dew point. The
waste stream is then treated, neutralized
and disposed of safely. The remaining
water can them be treated and recycled
back into the process to conserve water.
There are also several other technolo-
gies taking a multi-pollutant approach.
Lextran Ltd reduces SOx, NOx and
mercury. Like SCR systems, Lextrans ab-
sorbs pollutants through a catalyst, in this
case an organic substance in an emulsion
form, in a wet scrubber environment pro-
cess. The Lextran catalyst contains an ac-
tive sulfur-oxygen functional group, hav-
ing properties that enhance the oxidation
reactions of SOx, and NOx into SO4 and
NO3 anions.
After initial oxidation the catalyst is re-
leased and recycled back into the process,
leaving the pollutants in a chemical form
amenable enough to become commer-
cially beneficial by-products. They first
must be neutralized by ammonia, KOH,
or other basic reagents to control the type
of by-products, which could include am-
monium nitrate, ammonium sulfate, po-
tassium sulfate and potassium nitrate.
Hamon Research Cottrells ReACT
system captures NOx, SOx and mercury
deadlines. Also, multi-pollutant technol-
ogies generally require a smaller footprint
since their processes are encapsulated in
one system.
Given the advantages of multi-pollut-
ant emissions control technologies, what
are the barriers to larger scale deploy-
ment in the power sector?
The primary barrier is that traditional
emissions control technologies seem like
a safe bet because they have been used
by the industry for years. The owners of
fossil-fired power plants know the capital
investment, and operations and mainte-
nance (O&M), costs of older technologies
and operators can more easily anticipate
problems that may arise.
However, the commercial readiness
of multi-pollutant emissions control sys-
tems has been overlooked.
Eco Power Solutions operates two of its
systems one on gas-fired boiler and the
other for coal-fired at their technology
center in Louisville, Kentucky. Visiting
engineers, investors and public officials
can see, in real time, the performance of
the systems in real world tests. As demon-
strated during at technical tour at Coal-
Gen 2012, the technology scrubbed the
flue gas from the coal-fired boiler and
removed 98.6 percent on NOx, 99.9 per-
cent of SOx and captured 75.5 percent of
CO2.
Its system injects ozone and hydro-
gen peroxide into the flue gas stream to
convert the criteria pollutants, which in-
clude NOx, SOx, mercury, acid gases and
operational difficulty with binding of
the catalyst by fly ash. Because of these
issues, SCR catalysts have a limited op-
erational lifetime of 16 to 40 thousand
hours in coal-fired power plants, depend-
ing on the flue gas composition, and up
to 80 thousand hours in cleaner gas-fired
power plants.
In selective non-catalytic reduction
(SNCR) systems, a reagent is injected into
the furnace to react with the heated flue
gas and convert the present NOx into ni-
trogen and water, which can then be cap-
tured and stored. Though in theory SNCR
systems can achieve roughly 90 percent
removal rates, practical constraints like
required minimum temperatures, time
and mixing often lead to results rang-
ing from 30 to 50 percent. Though SCR
systems have been documented as more
effective in NOx removal, SNCR systems
are often favored due to their lowers cost
since they do not use a catalyst.
A typical SNCR system consists of re-
agent storage, multi-level reagent-injec-
tion and control instrumentation equip-
ment. The SNCR reagent storage and
handling systems are similar to those for
SCR systems, but because of the higher
stoichiometric ratios, both ammonia and
urea SNCR processes require three or four
times as much reagent as SCR systems to
achieve competitive NOx reductions.
ADVANCED EMISSIONS
CONTROL TECHNOLOGY
With multi-pollutant emissions con-
trol technologies, a single system is able
to remove multiple pollutants from flue
gas before they are released into the at-
mosphere. Currently, the emissions tar-
geted include NOx, SOx, mercury and
other heavy metals, halogens and par-
ticulate matter. A considerable advan-
tage of a multi-pollutant strategy is lower
capital investment when compared with
investing in several different technolo-
gies to address each pollutant. Likewise,
the installation of a single unit is faster
and requires less downtime. This is espe-
cially relevant due quickly approaching
With multi-pollutant emissions control technologies, a single system is able to remove multiple pol-
lutants from flue gas before they are released into the atmosphere. Currently, the emissions targeted
include NOx, SOx, mercury and other heavy metals, halogens and particulate matter.
FGD SCR SNCR
Multi-pollutant
emissions control
NOx 0 70 - 95% 30 50 % 85-98%
SOx 50 98% 0 0 98-99%
Mercury 0 0 0 95-98%
Particulate matter 0 0 0 50-99%
CO2 N/A N/A N/A 30-75%
Advanced Emissions Control Technoloy
1307PE_50 50 6/27/13 5:22 PM
For info. http://powereng.hotims.com RS# 30
1307PE_51 51 6/27/13 5:22 PM
NOx & CO Compliance
Fuel Conversion
Combustion Components Associates, Inc.
884 Main St. Monroe, CT 06468 USA
Tel: 203-268-3139
Fax: 203-261-7697
www.cca-inc.net
mail@cca-inc.net
Low-NOx Burners
(New & Retrofit)
Low NOx Waste Fuel Burners
Flue Gas Recirculation (FGR)
Rich Reagent Injection (RRI)
Overfire Air (OFA)
Selective Non-Catalytic
Reduction (SNCR)
Selective Catalytic Reduction (SCR)
TRIM-NOX
Urea to Ammonia SCR
CFD Modeling
Feasibility Studies
Boiler MACT Compliance
Coal/Oil to Gas Conversions
#6 to #2 Oil Conversion
CCA is a global
provider of fuel
conversion,
in-furnace and SCR
technologies for
reducing NOx, PM,
unburned carbon
and CO emissions
For info. http://powereng.hotims.com RS# 31
Regenerated activated coke is
screened to remove fines and returned
to the absorber while the sulfur rich
gas is processed using conventional
technology to produce salable sulfu-
ric acid. This process is best suited for
utilities burning low sulfur coals, such
as PRB coals, and for sites where water
use, water treatment or discharge are
issues.
TWO OPTIONS FOR
THE INDUSTRY MOVING
FORWARD
Power generators should understand
that NOx and SOx are parts of a ho-
listic emissions control strategy. MATS
and MACT are only hints of what is
to come. Most industry experts are
expecting some form of carbon regu-
lation and even stronger restrictions
on the emission of heavy metals, acid
gases and particulate matter.
The industry faces two options:
continued reliance on the technolo-
gies that are meeting the needs of
yesterdays regulations or investing in
advanced emissions control technolo-
gies that meet the needs of today and
tomorrow. Eco Power Solutions, Lex-
tran Ltd and Hamon Research Cot-
trells technologies have already been
short-listed by the EPA as systems that
offer(s) the potential of reduced com-
pliance costs and improved overall en-
vironmental performance.
These technologies represent the
forefront of innovation in the fossil-
power generation industry and pro-
vide a cost-effective option to continue
operating aging plants that still have
significant service time available. Like-
wise, it is an option for co-ops and mu-
nicipal utilities that lack the resources
to invest in a series of traditional tech-
nologies yet do not have the option of
shutting down their power generation
facilities if they cannot comply.
while reducing particulates. With this
system, a moving bed absorber pro-
vides contact between flue gas and ac-
tivated coke pellets, where SO2, SO3,
NOx and mercury are absorbed onto
the carbon surfaces. Ammonia is then
injected upstream in order to promote
the SO2 and NOx reactions as the mov-
ing bed acts as a particulate collection
step. The impingement of the flue gas
on the activated coke pellets provides
polishing control of particulate.
Cleaned flue gas moves to the smoke
stack for discharge with little or no
plume compared to SDA, CDS, or
WFGD processes. Activated coke from
the absorber is then processed in a re-
generator vessel that completes the re-
duction of NOx to N2, and drives off
SOx in a concentrated sulfur rich gas
stream. Absorbed mercury is retained
in the activated coke in a region of the
regenerator where temperature condi-
tions allow the mercury to accumulate.
1307PE_52 52 6/27/13 5:22 PM
norit-americas.com/extra
MORE MUSCLE FOR MERCURY CONTROL
For worry-free MATS compliance, look to Cabot for the industrys best activated carbon products and mercury removal
systems. DARCO
Hg-LH is the top-selling product for mercury control. DARCO Hg-LH EXTRA adds innovations that deliver
up to 50% improvement in mercury removal. And Cabots custom-built ACI systems simplify operations, cut maintenance
costs, and achieve the reliable performance you expect. Cabot. Purity for life.
Scan this QR code to
learn more about
DARCO Hg-LH EXTRA
Cabot Norit Activated Carbon offers tough mercury removal
solutions for your most challenging coal-fired flue gas applications.
For info. http://powereng.hotims.com RS# 32
1307PE_53 53 6/27/13 5:22 PM
www.power-eng.com
54
specific plant using specific auxiliary
systems.
Retaining the institutional knowl-
edge of retiring engineers eventually
nets out in the cost of time search-
ing for the right candidates, training
time and on-the-job experience can
take years and thousands of dollars.
The classic alternative is to use con-
sultants to fill that void. However,
there can also be a significant amount
of time associated with training the
consultant and getting the solution
implemented and tested as well as the
additional use of consultants required
whenever there needs to be a change in
the system. Neither training new engi-
neers nor utilizing consultants seems
appropriate in todays world of increas-
ing efficiency.
The potential loss of institutional
knowledge can be overcome in part
by the use of pre-engineered control
strategies. The intent is to allow power
T
oday in the power in-
dustry, there are many
companies that are
dealing with an increas-
ing number of plant
engineers that are approaching retire-
ment. The loss of that institutional
knowledge is a challenge since boiler
controls require experience to install,
replace and operate. Years of experi-
ence are often needed to understand
the art associated with controls at a
Pre-engineered Strategies
Maximize Knowledge
Base to Ensure Efficiency
& Reduce Downtime
BY ALAN HINCHMAN, GE GLOBAL MARKETING DIRECTOR-INFRASTRUCTURE & HEAD
OF ENERGY, OIL & GAS, WATER AND COMMERCIAL BUILDINGS OFFERINGS
With GEs Steam Cycle solution, users can
significantly cut solution implementation time and
avoid development delaysincreasing uptime and
profitability. Photo courtesy of General Electric.
1307PE_54 54 6/27/13 5:24 PM
electric control valve actuator
RoIork CohIrols, Ihc.
675 Mile Crossing 8lvd.
Pochesler, NY !4624
phone. 585 247 2304
email. inlorolork.com
Flow CohIrol Flow CohIrol
Polork's new, exciling lQ3 generalion ol smarl, eleclric valve
aclualors incorporales advanced lechnology lhal provides a smarl
window inlo your power planl's process.
The lQ3's smarl window includes local access lo imporlanl
operalional and perlormance dala, normally available only
lhrough lhe Planl's conlrol syslem. Now, real-lime and
hislorical inlormalion is available locally, so you can easily
and quickly idenlily operalional, perlormance, and currenl
or polenlial mainlenance problems in lhe lield.
lQ3 aclualors oller a cosl-elleclive way lo maximize
planl perlormance, minimize mainlenance problems,
and help beller meel slringenl salely and
environmenlal regulalions.
ln addilion lo lhe lQ3 range, Polork ollers an
exlensive array ol eleclric, lluid power, eleclro-
hydraulic, and manual gear operalors
producls lhal can service every applicalion
and duly cycle lrom small process conlrol
valves lo super-large isolalion valves as well
as rolary, linear, or quarler-lurn
combuslion-air and llue-gas dampers.
Polork aclualors and drives have
demonslraled lheir ellicacy and
reliabilily in lossil-luel, nuclear, and
green-energy power planls around
lhe world. So, whelher you are
building a new planl or need lo
upgrade your currenl lacilily,
conlacl us loday.
5M6000 52 heavy-duty
electric damper drive
l3 electric actuator
with smart window technology
Max|m|te pewer p|aat perfermaace
w|th aew geaerat|ea se|at|eas frem keterk
Max|m|te p|aat perfermaace
w|th keterk
pewer
aew geaerat|ea se|at|eas frem
For info. http://powereng.hotims.com RS# 33
1307PE_55 55 6/27/13 5:24 PM
www.power-eng.com
56
For info. http://powereng.hotims.com RS# 34
Off-road 175700 hp Power Generation 70615 kWe
Today, machine uptime is critical for all power generation installations. Hospitals, airports, concert
events and other operations depend on a secure and continuous power supply. Thats why Volvo
Penta engines are reliable, safe and a perfect match for whatever your specific application may be.
By meeting present and future environmental legislation, they are also your investment in a more
sustainable tomorrow.
POWERING YOUR BUSINESS WWW.VOLVOPENTA.COM
UPTIME IN PRACTICE
TIER 4 FINAL READY
PROVEN SCR TECHNOLOGY
NO DPF REQUIRED
NO DOC REQUIRED
NO REGENERATION NECESSARY
DE-TIER CAPABILITY
plants to obtain sophisticated control
strategies without having to reinvent
the wheel when it comes to control-
ling all of the elements required to de-
liver consistent steam to the turbine.
Leveraging proven strategies ensures
not only that the boiler will operate
efficiently, but that it will also operate
safely. Pre-engineered strategies can
cut the implementation time of a new
Distributed Control System (DCS),
thereby allowing installation during a
short maintenance outage. This allows
the time savings to be realized months
before a traditional DCS could be in-
stalled.
This strategy also allows current
operators to increase the operating ef-
ficiency of the plant while optimizing
the labor resources required to per-
form specific tasks such as startup of
heat recovery steam generators. Users
can implement sophisticated strategies
used at larger power plants in mid-
sized and smaller plants with more
confidence and more quickly than in-
stalling a traditional DCS with custom
or less sophisticated strategies. Addi-
tionally, the ease of installation is also
accompanied by ease in changing the
parameters to allow the knowledge of
existing employees to be captured in
the control system.
ADVANTAGES OF USING
ADVANCED CONTROLS
Significant improvements can be
made to boiler operations through
advanced controls to help the plant
to operate closer to the maximum
nameplate ratings. Specifically, the
benefits to be gained are focused on
delivering consistent steam to the tur-
bine. However, these improvements
in operations also focus on improv-
ing safety, decreasing emissions and
decreasing consumption of excess fuel
and water.
Other benefits of advanced controls
include reduction in capital costs for
inconsistent Btu values in fuels. Sen-
sors for determining the Btu content
of the fuel (such as municipal solid
waste) are expensive, and the benefits
provided rarely cover the expense.
Compensation from the software can
provide a significant advantage to op-
erations and limit the capital outlay.
A DCS with sophisticated control
strategies can increase the perfor-
mance of mid- and small-size plants
because they make sophisticated
strategies, usually only found at large
plants, available to all plants. The re-
sult is a plant that has higher efficiency
and safety while providing consistent
1307PE_56 56 6/27/13 5:24 PM
www.power-eng.com
57
Oxygen analyzer delays can cause effciency loss
Mud
Drum
ID Fan
ID Fan
AT
LIC_Drum
Economizer
Steam
Drum
Boiler 8
boilers provides consistent steam de-
livery from the boilers. Consistent
steam decreases fatigue on turbines,
thus decreasing maintenance costs on
turbines. Additionally, balancing the
boilers provides safe operations of the
boilers by not having one boiler pro-
viding for the load variation and in-
creasing the temperatures in the boiler
beyond the desired set point.
ANALYZER DELAY
COMPENSATION
OF O2 TRIM
Problem: During load swings, the
O2 set point is adjusted based on a
load index. There is, however, a delay
from the O2 analyzer. If this delay is
not taken into account, the control will
incorrectly adjust the O2 either higher
or lower than optimal, leading to ef-
ficiency loss through excess hot air es-
caping up the stack or a high level of
combustibles exiting the stack with the
flue gas. Losses of 1 percent or more of
efficiency can occur during transients
or ramping.
Solution: The control strategies
should provide O2 trim control with a
minimum O2 set point (which is oper-
ator adjustable). The control strategies
should account for analyzer response
delays and incorporate these delays to
improve response and thus efficiency.
Value: Fuel usage is optimized dur-
ing load swings which saves on fuel
costs and reduces unintended emis-
sions such as CO.
STEAM FLOW
COMBUSTION CONTROL
IN STOKER BOILERS
Problem: Solid fuels fired on grates
such as coal, biomass and municipal
solid waste have varying Btu per mea-
sured weight, and constant heat can-
not be assured as when using natural
gas or oil. The available Btu must be
inferred in order to control relative
air flow to maintain suitable combus-
tion. Unfortunately, O2 trim cannot
steam to the turbine. Additionally,
utilizing an advanced DCS can reduce
the time required to implement a new
DCS. The reduction in implementation
time can save on custom engineering
hours and allow for faster achievement
of the efficiencies of sophisticated con-
trol strategies.
Power plants are often faced with
problems that challenge their opera-
tional efficiencies. Listed below are
some of the common problems plants
face, and how sophisticated control
strategies can address these problems.
Often these are not implemented due
to either a lack of knowledge about a
control strategy solution, or the per-
ception that the engineered solution is
beyond the financial scope of a proj-
ect. But what if that solution was pre-
engineered, and the knowledge of how
to solve that problem was part of a pro-
ductized solution?
PLANT MASTER
AND FUEL MASTER
Problem: Plants with multiple
boilers are faced with balancing their
output such that the steam delivery
matches the load demand from the
turbine or turbines. When a boiler that
supplies steam into a common steam
header for multiple boilers is taken out
of service, the other boilers will have
to compensate to ensure smooth and
consistent steam to the turbine. The
varying load swings on the boilers may
lead to unbalanced conditions which
could cause varying steam delivery or
in the worst case scenario, water car-
ryover to the turbine.
Solution: Proper system design
should accommodate both a plant and
fuel master. The plant master function-
ality should allow for selecting which
controller is the overall plant master
to allow maintenance on one of the
boilers or its controls. The fuel mas-
ter controls the feeders or pulverizers.
Input to the fuel master is from the
plant master. The fuel master should
provide a balancing and auto loop re-
sponse correction to account for the
number of burners in automatic mode
versus manual mode or out-of-service
for maintenance. Manual operation of
a burner should not be required even
during ramp-up or while using fuel
with varying Btu content.
Value: Correct balancing of the
1307PE_57 57 6/27/13 5:24 PM
www.power-eng.com
DONT WASTE TIME AND MONEY
COLLECTING DUST. CLEAN YOUR AIR.
When OPPD was ready to
optimize their plant to address dust
mitigation, they turned to Martin.
Martin conducted a safety and
materials handling audit, which led
to rebuilding coal transfer points to
contain dust and reduce spillage
and installing Martin
Air Cleaners
on load zones to further reduce
the escape of fugitive materials.
Martin has been very responsive...
throughout our on-going relationship,
giving us competitive pricing, standing
behind their product and ensuring
that they operate reliably, said
Kirk Estee, P.E. Material Handling
Supervisor at OPPD. OPPD was
recently named Plant of the Year
by the PRB Coal Users Group.
call 1 800 544 2947 | email info@martin-eng.com
visit martin-eng.com
Registered trademark of Martin
Engineering Company in the US and other
select locations. 2013 Martin Engineering
Company. Additional information can be
obtained at www.martin-eng.com/trademarks.
A Global Company.
For info. http://powereng.hotims.com RS# 35
approach with the steam flow correct-
ed for heat storage is utilized. This en-
sures that the combustion process is ef-
ficient and safe. The use of the adjusted
steam flow/air flow system over a basic
parallel system can increase efficiency
by five percent or more. A minimum
air set point and smother protection
override also provides increased safety
and boiler availability.
Value: Both safety and maintenance
concerns are alleviated by properly
controlling the combustion cycle. By
allowing a minimum air set point, the
combustibles in the stack are limited
below hazardous levels. Maintenance
concerns are minimized by providing
more consistent steam flow, thereby
decreasing fatigue on the turbine.
COMPENSATION FOR
MULTIPLE FANS, FEEDERS
AND STOKER RESPONSE
Problem: When multiple devices
like feeders, FD and ID fans, etc., are
controlled from a single PID loop, it
is desirable to compensate the loop
for the number of devices in manual
mode for activities such as manual
loading in order to maximize loop
response. Upsets due to poor response
can lead to decreases in efficiency and
mechanical stress.
Solution: Control strategies should
automatically adjust the control loop
response based on the status of the
individual driven devices. For example,
where multiple feeders are driven from
a single master fuel controller, the
loop automatically compensates the
fuel control loop as a feeder is put in
or out of service and compensates for
the weighted capacity of the specific
feeder to minimize fuel feed upset. A
bumpless slow automatic balance is
provided to restore the device to the
demand signal value when it is put
back in service and set to automatic.
Value: Minimizing upsets in
the boiler loading process leads
to more consistent steam delivery.
Improving the PID loop response by
understanding that devices come in
and out of service will allow better
system response from monitoring
available devices only.
be used exclusively to control combus-
tion because of outside air impinge-
ment, uneven fuel bed and over-fire
air stratification (O2 content should be
more of an operator guide in this type
of boiler).
Solution: A steam flow/air flow
1307PE_58 58 6/27/13 5:24 PM
THE NEW YORK BLOWER FAMILY OF COMPANIES
MAS Air Systems
Alphair Ventilating Systems
TLT-Babcock
Mechanovent
Its no coincidence that New York Blower fans and
blowers perform well many years after their initial
installation. In addition to superior construction,
our industrial fans are specially designed to perform
in the harshest and most demanding conditions.
For example, our radial tip RTS fan features a
robust radial tip design to combat the effects
of abrasion, so you dont have to shut down
as often for regularly scheduled maintenance.
Get specs for this fan and our entire product
line at nyb.com or call 800.208.7918.
Less maintenance.
in the
FFoo FFF
l
ABRASION-RESISTANT
CONSTRUCTION TO MINIMIZE
WEAR TO THE RTS WHEEL
RADIAL TIP RTS FAN
s
ce.
ct
RADIAL TIPRTSFA FF N
.
RADIAL TIPRTSFA F N
For info. http://powereng.hotims.com RS# 36
1307PE_59 59 6/27/13 5:24 PM
www.power-eng.com
60
BY JUSTIN MARTINO, ASSOCIATE EDITOR
E
ntergy may have started
with burning sawdust to
generate power, but since
then the company has
grown to build a diverse
foundation of power-generating projects.
Entergy began in 1913 when Harvey
Couch, president of Arkansas Power
Co., made a handshake agreement with
H.H. Foster, president of the Arkansas
Land and Lumber Company, to gener-
ate power from sawdust from Fosters
lumber company. Arkansas Power Co.,
which provided power for two Arkan-
sas towns, started with two 550 kW
generators and 22 miles of transmis-
sion lines.
One hundred years later, the company
has 30,000 MW of generating capacity,
revenues of more than $10 billion and is
one of the leading nuclear generators in
the U.S.
BUILDING A DIVERSE
POWER GENERATION
PORTFOLIO
Entergy, which is based out of New Or-
leans, provides power for around 2.8 mil-
lion customers in four states and operates
more than 40 power plants in the U.S.
The companys power generators run
off of a variety of fuel and include coal-
fired, natural gas-fired, hydroelectric and
nuclear generators.
Having that level of fuel diversity helps
Entergy keep its prices as low as possible
Entergy Blends A
Dedication To Energy
With A Dedication
To Customers
for its utility customers, said Jeff Richard-
son, Entergys Director of Major Projects
Nuclear.
When you have spikes in natural gas
prices or coal or oil or uranium prices, we
have enough fuel diversity to shield our
customers from those kinds of volatile ac-
tions in the commodities markets, Rich-
ardson said.
In addition, having a diverse fuel mix
allows Entergy to help control its emis-
sions. Entergys nuclear reactors can help
offset emissions from other power gen-
erating sources, such as coal-fired power
plants.
Richardson noted that nuclear power
is not only a cost-effective and less-vola-
tile source of energy, but it also provides
a near-zero emissions source of power
generation.
From that perspective, we think
nuclear has very strategic advantages in
the long term in a world thats more and
more concerned with the multi-pollutant
requirements and concerns about cli-
mate change and CO2 and those kinds of
things, he said.
On the fossil fuel side of power genera-
tion for Entergy, Entergy Vice President
Fossil Generation Etienne Senac said
the company is currently working more
with natural gas than coal, although the
company still has three coal-fired power
plants with five total units. Senac said
that while coal is still being used globally,
uncertainty about regulations in the U.S.
as well as costs have pushed the U.S. to-
ward using more natural-gas fired power
plants.
Were kind of all being funneled in
the gas technologies at the present time
because people just dont see where the
future of coal is going to be in the United
States, he said.
NINEMILE STATION
Entergys most current large project fol-
lows the trend of using natural gas rather
than coal for power generation. The com-
pany is building a combined cycle gas tur-
bine unit, Ninemile 6, located at its cur-
rent Ninemile Point plant in Westwego,
La. that will provide 550 MW of power
capacity.
The unit, which will cost $721 million
to construct, will be one of the most ef-
ficient gas-fired units in Entergys fleet as
well as in the state, according to the com-
pany. It will replace Ninemile units 1 and
2, which first came online in the early
1950s and have been deactivated.
The company said the unit will have
significantly lower emissions than the
units that were deactivated and will be
one of the cleanest gas-fired generating
units in the U.S.
The unit will use GE 7FA.04 combus-
tion turbine generators and a Toshiba
TCDF 33.5 steam turbine generator. The
heat recovery steam generator is a model
manufactured by Vogt.
Entergy is using subsidiaries of CB&I as
1307PE_60 60 6/27/13 5:25 PM
www.power-eng.com
61
Entergys Hot Spring power plant is one of its
natural-gas fired power generation plants.
1307PE_61 61 6/27/13 5:25 PM
www.power-eng.com
62
sense to the company, including pro-
viding license renewal services to other
utilities and contracting for operations
at nuclear power plants owned by other
companies.
DEALING WITH
UNCERTAINTY IN
EXPANSION
As Entergy continues with its long-
term plans and goals, looking at regula-
tion and potential changes in the market
will be important to making decisions
that will help the company continue its
success, Senac said. Although natural gas
may appear to be the best fuel to be using
right now, changes in the market could
raise prices and make another fuel more
desirable.
You always have to keep your options
open and think about diversification,
where it makes sense, because certainly,
as weve seen historically, youve got po-
tential for a lot of volatility in the price of
fuels, he said.
Senac noted that as more coal units
are being shut down, and some compa-
nies consider closing down nuclear units,
more power plants in the U.S. will likely
switch to using natural gas for power
engineering, procurement and
construction contractors.
Were pretty happy that were
back to building some genera-
tion, Senac said.
Building Ninemile 6 is part
of Entergys plan to continue
to change its sources of power
generation in order to continue
to provide efficient, reliable
and lower-cost electricity to its
customers. Besides building the
unit, the company is also plan-
ning to acquire combined cycle
gas turbine units for sale when
the purchase is economical and
would meet reliability needs. The com-
pany also intends to enter into long-term
agreements with suppliers of efficient,
lower-cost power.
Entergy has also recently completed
several major projects for its nuclear
power generation, including a steam gen-
erator replacement at its Waterford 3 unit
in Killona, La., and a power uprate at its
Grand Gulf Nuclear Station in Port Gib-
son, Miss.
Although no projects on the scale of the
Grand Gulf uprate or Waterfords steam
generator replacement are planned at any
of its stations currently, Richardson said
Entergy spends millions of dollars each
year at each of its nuclear sites for capital
upgrades. Those upgrades may involve
adding automation, upgrading computer
and mechanical systems or adding facili-
ties for employees at the stations.
Entergy works with multiple compa-
nies for its capital upgrades at nuclear
sites, including Westinghouse Electric;
GE Hitachi, a consortium between the
two companies that focuses on nuclear
operations; Areva; and Siemens.
Richardson also said the company
continues to look for ways to expand En-
tergys business in areas where it makes
generation, increasing the demand. In
addition, the U.S. Environmental Protec-
tion Agency is researching potential envi-
ronmental damage caused by hydraulic
fracturing, a method used to obtain natu-
ral gas, which could lead to more regula-
tions in the future.
The whole natural gas industry could
be impacted by that, and you could see a
price rise in natural gas due to demand
and environmental regulation, he said.
Environmental regulation plays a large
role in the future of the companys coal-
fired power generation as well. Federal
regulations regarding emissions are forc-
ing many U.S. coal-fired power plants to
either shut down or make major invest-
ments in emissions control technology.
Senac said there are no regulatory
mandates that would require any of the
companys five coal-fired units to install
scrubbers at this time, but the company
continues to monitor all regulations that
come out. Based on final rules being
made by the EPA, the company will make
decisions on capital improvements to its
current energy fleet.
Four of the companys coal-fired units
are in Arkansas, which is currently put-
ting together a state implementation plan
The Hot Spring plant is located in Arkansas, which
is one of four states that Entergy serves.
1307PE_62 62 6/27/13 5:25 PM
973-637-8600
866-367-6879
matrixpdm.com
With more than 40 years of experience in designing
and supplying material handling systems, Matrix
PDM Engineering, EDC Division, is a proven industry
leader. We provide specialized skills to design and
construct integrated material handling systems for
new and existing facilities whenever and wherever
they are needed.
TURNKEY MATERIAL HANDLING
EXPERTISE: ANY APPLICATION,
ANY PROJECT, ANYWHERE.
Power
Mining
Renery
Marine facilities
Storage facilities
Shiploading terminals
Self-unloading ships/barges
Shiploaders/barge loaders
Belt conveyor systems
Stackers/reclaimers
Crushing/screening stations
Railcar/truck loading/
unloading stations
Hoppers/silos
Traveling trippers
Belt feeders
For info. http://powereng.hotims.com RS# 37
1307PE_63 63 6/27/13 5:25 PM
www.power-eng.com
64
worked on ways to reduce emissions to
help reduce the impact of global climate
change. The company was the first U.S.
utility to voluntarily commit to stabi-
lize its greenhouse gas emissions, and J.
Wayne Leonard, who retired as chairman
and chief executive officer of Entergy on
Jan. 31, has advocated for a per-ton fee on
carbon emissions.
You start to find yourself posing the
question of After I die, what?, and then it
really starts to dawn on you that the real
question is, Before I die, what? Leonard
said in a speech to members of the Na-
tional Wildlife Federation while accept-
ing an award for Entergys environmental
programs last November.
I can think of no time in history when
the planet is in as much peril as it is to-
day, he said. We were not supposed to
be facing the possibility of mass extinc-
tions in anybodys lifetime ... but here we
are.
Senac said one of Leonards issues, and
an issue likely to continue to be looked
at by current chairman and CEO Leo De-
nault, is how to encourage investments
in technology that can reduce emissions
and be used globally. Senac said it will be
key for manufacturers to produce viable
technology that can be used on a com-
mercial scale and also makes enough
economic sense that other countries will
for EPA regulations.
A lot depends on how that turns out,
Senac said.
If the company will be required to
install scrubbers on its coal-fired units,
Senac said it will look at the economics
of the regulations, along with the cost of
fuel, and make a decision on how to pro-
ceed based on those factors.
We think probably in the next two or
three years well get a little bit of clarity
and more certainty on some of the regu-
lations, he said.
I think its difficult for the industry
because there is a lot of uncertainty sur-
rounding the regulations and the stan-
dards. A lot of these things we see, we an-
ticipate that regulations are going to come
out and next thing you know, things get
held up in the court system, they get over-
turned and vacated. When youre looking
at billions of dollars worth of capital in-
vestment and infrastructure, the uncer-
tainty really is a big, big detriment to that.
You just dont have many people today
that want to step out and build sizable
coal units in the United States because
theres just so much uncertainty.
A COMMITMENT TO
THE ENVIRONMENT
Despite the uncertainty around regula-
tions for energy companies, Entergy has
choose to invest in it as well.
He warned, however, that it is also im-
portant to not get too far ahead of what is
required because of potential cost recov-
ery issues with regulatory commissions
but added the company is taking steps to
reduce emissions on current units as well
as retiring older, less efficient units to cut
down on emissions. Entergys nuclear
fleet also helps in reducing emissions cre-
ated from power generation.
Entergy was named in the 2012/2013
Dow Jones Sustainability North America
and World Indices and the 2012 Carbon
Disclosure Leadership Index. It was one
of only two U.S. companies in the electric
utility industry selected to the Dow Jones
Sustainability World Index. Being named
to the indices marked the 11
th
consecutive
year the Dow Jones Sustainability Index
has included Entergy on either the world
or North America index. In addition,
Entergy has been named to the Carbon
Disclosure Leadership Index eight of the
past nine years.
I think as a company we have done a
very good job trying to reduce our total
emissions, Senac said.
GIVING
Entergys dedication to helping im-
prove quality of life isnt limited to just its
emissions, however. The company works
to help its customers and is active in giv-
ing to charities, including endowing a
$5 million charitable fund in Leonards
name when he retired from the com-
pany. The charitable fund was endowed
through shareholder-funded donations
to the Entergy Charitable Foundation.
During Leonards tenure as CEO,
which began in 1999, Entergy has do-
nated more than $50 million to chari-
table initiatives and advocacy efforts that
successfully helped move low-income
residents toward self-sufficiency, includ-
ing $16.5 million in grants in 2011 to
improve the quality of life in the areas
where it operates. Among them were
campaigns to improve early childhood
Entergys current project, a new combined
cycle natural gas-fired unit, will be located at
its current Ninemile Point plant.
1307PE_64 64 6/27/13 5:25 PM
2013 by AMETEK Inc. All rights reserved.
The new WDG-V.
Impressing even the
worlds most demanding
combustion manager.
The new AMETEK Thermox WDG-V extractive combustion analyzer offers
industry-leading safety support. First in its class to be third-party certified for
SIL-2 implementation in safety-instrumented systems, the WDG-V provides
a complete solution for combustion process control and safety.
Reliable detection of low-combustion oxygen and/or high CO in a fired heater
or boiler is critical to burner management system effectiveness. The WDG-V
analyzer monitors hot, wet flue gas to minimize excess oxygen, lower
NOx emissions, and improve operating efficiency in power generation
and petrochemical refining. It can also monitor methane levels to
assure safe burner startup and shutdown.
The all-new WDG-V. Combustion management and safety capabilities
so good, they make this guy jealous. Learn more at www.ametekpi.com.
For info. http://powereng.hotims.com RS# 38
1307PE_65 65 6/27/13 5:25 PM
Apply a better biocide.
Ensure a better biosphere.
2012 Buckman Laboratories International, Inc.
Now you can get a water treatment program thats
tougher on microbiological activity, easier on the
environment.
The Oxamine system from Buckman is a safer alternative
to gaseous chlorine, and it is more effective in an environment
where ammonia is present. It provides better performance
in high-demand systems, resulting in improved condenser
cleanliness.
Oxamine is more effective than chlorine on biolm control
while lowering corrosion rates on common system metal-
lurgies. It is 100% mineral and produces no organic toxins,
making it the greenest technology on the market.
To learn more, contact your local Buckman represen-
tative or visit us online at buckman.com.
For info. http://powereng.hotims.com RS# 39
other similar factors.
Another part of providing the best pos-
sible services to Entergys customers is an
ability to respond quickly to major storm
events, which can include everything
from hurricanes to ice storms in Entergys
service area. Senac said the company has
education programs and financial sup-
port of a matched-savings program that
has helped 19,000 people and created an
economic impact of $69 million over the
last 10 years.
I think that we are a very caring com-
pany that is truly concerned about our
customer base, Senac said.
He added the companys service ter-
ritory includes areas with some of the
highest poverty rates in the U.S., and the
company is very passionate about do-
ing everything it can to provide reliable
service and the lowest possible rates for
its customers. Having low rates not only
helps its residential customers, but it also
helps keep costs down for the companys
industrial base, which helps spur eco-
nomic growth in the area.
Senac said it is also important to
provide reliable service for Entergys
customers.
I think we have excellent reliability
performance, especially in the area we
serve where we have some of the greatest
fluctuations of power on a daily basis,
he said, noting that the southern U.S. can
have large energy peaks in the summer
because of the air conditioning loads and
Ninemile Unit 6 will cost around
$721 mn to build and will provide
550 MW of energy.
1307PE_66 66 6/27/13 5:25 PM
Hydrolox screens feature innovative
design, reliable performance and
an industry-leading, four-year
warranty while helping facilitate
316(b) compliance.
With the lowest cost of ownership of
any 316(b) solution, Hydrolox screen
technology operates non-stop,
and at least ve times longer
than steel screen systems.
For more information, visit
hydrolox.com or call 866.586.2825
Engineered Polymer Screens
YOUR BEST
SOLUTION
FOR 316(b)
For info. http://powereng.hotims.com RS# 40
ago, growth and change is not a new
concept. Senac said there has been
rapid technological change in the past
25 years, and he expects Entergy to
take advantage of that change to better
serve its customers.
If you just think about
a long history of handling storms and is
recognized across the industry for its abil-
ity to do so.
It really is what I would consider
one of our core competencies, he said.
Where we live, were kind of under the
constant threat all across the summer of
having storms.
STILL GROWING
As Entergy continues to work best to
serve its customers, the company will
continue to go through improvements
and upgrades.
I do believe that our entire industry
is at a critical juncture, Senac said, add-
ing that a lot of utilities are hitting the
same century mark as Entergy and that
there is a lot of infrastructure in the util-
ity industry that requires upgrading.
Entergy has worked to make upgrades
in its infrastructure and changes to
benefit its customers, and recently has
proposed some changes with its trans-
mission business. It has received all
necessary approvals from regulators in
Arkansas, Louisiana, New Orleans, Mis-
sissippi and Texas to join the Midconti-
nent Independent Transmission System
Operator, which is planned for Decem-
ber 2013. Customer savings are project-
ed to reach approximately $1.4 billion in
the first decade of MISO membership,
according to Entergy.
In addition, Entergy and ITC Holdings
Corp. filed a joint application with the
Federal Energy Regulatory Commission
for approval to spin off and merge Enter-
gys transmission assets into a subsidiary
of ITC. The move, announced in Decem-
ber 2011, would allow for greater capac-
ity for investment, singular focus and
excellence in operations, according to
Theo Bunting, Entergys group president
of utility operations. The companies
hope to receive all regulatory approvals
and complete the transaction in 2013.
For a company that began with a
handshake agreement and two sawdust-
operated power generators 100 years
advancements in technology, commu-
nications, the medical arena, just the
growth and demand for energy across
the globe I think its going to be con-
tinuous, he said. I think youll see
phenomenal change in the next quar-
ter of a century.
1307PE_67 67 6/27/13 5:25 PM
www.power-eng.com
68
concern over FAC seems to be fading
away in the minds of plant management
at many facilities. A contributing factor
undoubtedly is the many retirements in
the power industry, where new person-
nel simply do not understand the impor-
tance of FAC control. Yet, FAC continues
to generate international conferences, the
most recent of which was held in March
in Washington, D.C. In a presentation
to the PPEC meeting attendees, Kevin
Shields, one of Dr. Dooleys colleagues,
provided the following bullet items in an
introductory slide. [2]
FAC occurs in >70% of fossil plants,
and represents >40% of all tube fail-
ures in HRSGs despite R&D since the
1960s, and
Many 100s of plant assessments
worldwide, and
Numerous fatalities and serious fail-
ures, and
Much application and development
This article focuses upon FAC and
methods to prevent it, and will hopefully
serve as a warning document for plant
management at the many hundreds of
facilities that continue to be constructed
and brought on-line not only in the U.S.
but worldwide.
When I began my utility career in
1981, conventional wisdom said that
any dissolved oxygen which entered the
condensate/feedwater system of utility
boilers was harmful. At that time, more
than 50 percent of the power produced
in the U.S. came from coal. Coal-fired
units typically have complex conden-
sate/feedwater networks with numerous
feedwater heaters. The prevalent think-
ing was that any trace of dissolved oxy-
gen (D.O.) would cause corrosion, and
indeed oxygen corrosion can be very
problematic in uncontrolled situations.
Therefore, virtually all feedwater systems
for high-pressure steam generators were
equipped with a deaerator for dissolved
gas removal. A properly operating deaer-
ator can lower D.O. concentrations to 7
parts-per-billion (ppb).
However, any residual D.O. concen-
tration was still considered harmful,
so chemical deaeration was a standard
process at most plants. The workhorse
for many years was hydrazine (N
2
H
4
), a
reducing agent which reacts with oxygen
as follows:
N
2
H
4
+ O
2
2H
2
O + N
2
Eq. 1
Also, a primary, and arguably the pri-
mary, benefit of hydrazine is that it will
passivate oxidized areas of piping and
tube materials as follows:
A
main topic at the spring
2013 meeting of the
ASME Research Commit-
tee on Power Plant & En-
vironmental Chemistry
was once again flow-accelerated corro-
sion (FAC) and its prevention. The issue
has not lost any importance since four
workers were killed by an FAC-induced
failure in 1986, [1] with a number of fa-
talities since. In fact, FAC is the top corro-
sion mechanism in heat recovery steam
generators (HRSG), so the issue has, if
anything, become more important.
However, as was pointed out by several
of the meeting attendees (and most no-
tably Dr. Barry Dooley of Structural In-
tegrity Associates and formerly of EPRI),
Plant Management:
Dont Lose
Focus on FAC
Issues
BY BRAD BUECKER, CONTRIBUTING EDITOR
Author
Brad Buecker is a contributing editor for
Power Engineering and also serves as a
process specialist with Kiewit Power En-
gineers in Lenexa, Kan.
Single-phase FAC. Note the orange
peel texture. Photo courtesy of Dave
Johnson, ChemTreat.
1307PE_68 68 6/27/13 5:25 PM
Improve your
improve your performance.
*Trademark of General Electric Company or its afliates.
Only from GE
iPLAS* pleat alignment
and retention system
GE Power & Water
Its that simple. With GE pleated lter elements and our four decades worth of
application expertise you can get benets from your baghouse that you never
expected. Like 3-4 times more ltration area within your existing footprint. Better
air ow for increased production. Reduced operating differential pressure.
Less downtime. Lower energy costs. And overall improved efciency. So maybe its
time to rethink your lters. As well as the company that stands behind them.
Start by calculating how much you could save at www.ge-energy.com/energysavings.
For info. http://powereng.hotims.com RS# 41
1307PE_69 69 6/27/13 5:25 PM
www.power-eng.com
70
100
80
60
40
20
0
0 50 100 150 200 250 300 350
0 122 212 302 392 482 572 662
Temperature (F)
Temperature (C)
NH3 pH
0.1 ppm 8.75
0.2 ppm 8.90
0.3 ppm 9.05
0.5 ppm 9.20
1.0 ppm 9.40
2.0 ppm 9.60
p
p
b
F
e
Carbon Steel Matrix Dissolutionas a
Function of pH and Temperature
dissolution is greatly influenced by not
only reducing conditions but also by so-
lution pH and temperature.
As Figure 1 illustrates, corrosion reach-
es a maximum at 300 F. Thus, feedwater
systems and HRSG low-pressure evapora-
tors are particularly susceptible locations.
Also note the influence of pH, as reflect-
ed by ammonia concentration, on the
corrosion characteristics. As we shall see,
this factor is quite important with regard
to control of FAC.
The quest to maintain a non-detectable
oxygen residual in feedwater systems led
to FAC at many coal-fired power plants. I
observed this first hand at one of two util-
ities in which I was employed in the past.
At this plant, a feedwater heater drain line
failed due to FAC, shutting down an 800
MW supercritical unit. Infinitely more
serious was FAC-induced failure of an at-
temperator line in 2007 at another of the
This program became
known as all-volatile treat-
ment reducing [AVT(R)].
Due to the suspected car-
cinogenic nature of hydra-
zine, alternative chemicals
such as carbohydrazide,
methyl ethyl ketoxime,
and others gained popu-
larity. Regardless, all still
had the same purpose, to
establish a reducing envi-
ronment in the feedwater
circuit, thus inhibiting oxi-
dation of metal. The tech-
nique became a standard
in the industry.
This changed in 1986.
On December 9 of that
year, an elbow in the con-
densate system ruptured
at the Surry Nuclear Power
Station [near Rushmere,
Va.] The failure caused four
fatalities and tens of mil-
lions of dollars in repair
costs and lost revenues. [1]
Researchers learned from
this accident and others
that the reducing environment produced
by oxygen scavenger feed results in single-
phase flow-accelerated corrosion (FAC).
The attack occurs at flow disturbances
such as elbows in feedwater piping and
economizers, feedwater heater drains,
locations downstream of valves and re-
ducing fittings, attemperator piping, and,
most notably for the combined-cycle in-
dustry, in low-pressure evaporators. The
effect of single-phase FAC is outlined in
the next illustration.
Metal loss occurs gradually until the
remaining material at the affected loca-
tion can no longer withstand the process
pressure, whereupon catastrophic failure
occurs. The thinning is due to the com-
bination of a reducing environment and
localized fluid flow disturbances, which
cause dissolution of ferrous ions (Fe+2)
from the metal and metal oxide matrix.
Results from EPRI showed that iron
N
2
H
4
+ 6Fe
2
O
3
4Fe
3
O
4
+ N
2
+ 2H
2
O
Eq. 2
N
2
H
4
+ 4CuO 2Cu
2
O + N
2
+ 2H
2
O
Eq. 3
Fe
3
O
4
, magnetite, is the protective lay-
er that forms on carbon steel when it is
placed into service. Cu
2
O forms on cop-
per alloys, although we will not discuss
this chemistry in great depth, as the use
of copper alloys in condensate/feedwater
systems has greatly diminished in large
part due to the potential for copper car-
ryover to steam in high-pressure utility
boilers.
Hydrazine residuals were typically
maintained at relatively low levels of per-
haps 20 to 100 parts-per-billion (ppb).
Oxygen scavenger treatment was coupled
with feed of ammonia or an amine to
maintain feedwater pH within a mildly
alkaline range, now 9.1 to 9.3 for mixed-
metallurgy feedwater systems and a bit
higher for all-ferrous systems.
NH
3
+ H
2
O NH
4
+
+ OH
Eq. 4
Photo of tube-wall thinning caused
by single-phase FAC. Photo courtesy
of Dave Johnson, ChemTreat.
1307PE_70 70 6/27/13 5:25 PM
Specically designed for gas turbines, Topses GT-series features:
- lower pressure drop
- improved activity
- enhanced operation in all temperature ranges
- fast emission compliance
Learn more about Topses new DNX
series on www.topsoe.com
WWW. T OP S OE . COM
Install Topses new high-performance SCR catalysts
Power up your GT
For info. http://powereng.hotims.com RS# 42
1307PE_71 71 6/27/13 5:25 PM
www.power-eng.com
72
For info. http://powereng.hotims.com RS# 43
short-radius elbows. Thus, the HRSG
contains numerous spots susceptible to
single-phase FAC. A primary method to
mitigate this attack is selection of proper
feedwater treatment, which we will now
examine.
More than 40 years ago, researchers in
Germany and then Russia began using a
program known as oxygenated treatment
(OT) to minimize carbon steel corro-
sion and iron dissolution in supercritical
steam generators. The key component of
the program was, and still is, deliberate
injection of pure oxygen into the con-
densate/feedwater network to establish
oxygen residuals of up to 300 ppb. What
chemists discovered is that in very pure
feedwater (cation conductivity, 0.15 S/
cm), the magnetite becomes overlayed
with a tenacious and very insoluble film
of ferric oxide hydrate (FeOOH). Results
quickly showed that OT can lower feed-
water iron concentrations to 1 ppb or
less, and greatly minimize single-phase
FAC. Now, OT is the preferred feedwater
treatment for once-through utility steam
generators around the world. Common
in the United States is an oxygen residual
range of 30 to 150 ppb, with a recom-
mended pH range of 8.0 to 8.5. OT has
been applied to a few drum units, where
EPRI guidelines call for a feedwater pH
range of 9.0 to 9.4 with a dissolved oxy-
gen concentration of 30 to 50 ppb.
Although OT has been successfully ap-
plied to drum boilers, another program
has evolved that is very popular for con-
densate/feedwater in these steam gener-
ators. To this point in time with AVT(O),
oxygen has not been deliberately in-
jected into the condensate, but rather
the amount that enters from condenser
air in-leakage (per normal conditions,
where we will examine normal short-
ly) is allowed to remain without any
oxygen scavenger/metal passivator treat-
ment. It should be noted at this point
that OT or AVT(O) are not permissible
for feedwater systems containing copper
alloys, as the oxygen would simply be
too corrosive to the metal. The following
HRSG chemistry control. It is obvious
that this mindset clearly has not been
expunged at many locations.
SOLUTIONS TO SINGLE-
PHASE FAC AND CHANGING
THE REDUCING-AGENT
MINDSET
HRSGs by their very nature typi-
cally have many waterwall tubes with
utilitys stations, which killed two work-
ers and seriously injured a third.
In large measure, coal plant personnel
have recognized the problem of single-
phase FAC, and have adopted alter-
native feedwater treatment methods
to mitigate the issue. However, I regu-
larly review combined-cycle propos-
als in which the developer specifies
an oxygen scavenger feed system for
1307PE_72 72 6/27/13 5:25 PM
www.power-eng.com
For More information on
Certied Programs or Standards
sspc.org 877.281.7772 cerIiIcaIioh@sspc.org
T E C H N O L O G Y T O P R O T E C T A N D P R E S E R V E
SSPC Certication Quality Programs and
Standards are your way to avoid confusion and
get your projects nished successfully.
For 20+ years, SSPC has led the way in Certication
Quality Programs for the industrial coatings industry. SSPC
Certications are nationally recognized certication programs
designed to help facility owners, engineers, and speciers
select qualied industrial contractors. Certied contractors
have proven their knowledge and abilities in their area of
expertises; have proven ability to protect their workers and the
environment; and have certied inspectors.
Avoid Any Confusion, Specify
Success for Your Next Project
For info. http://powereng.hotims.com RS# 44
for feedwater pH now recommend a
range of 9.2 to 9.6. With EPRIs phos-
phate continuum program or with caus-
tic treatment alone, the drum pH can
be controlled within a range of 9 to 10
quite readily. However, a complication
sometimes arises due to HRSG design.
Most HRSGs are of the multi-pressure,
drum, vertical tube style. In some cases,
text therefore focuses upon AVT(O) for
all-ferrous systems.
When researchers developed AVT(O),
they took into account the pH effect on
carbon steel dissolution, as previously il-
lustrated in Figure 3. AVT(O) guidelines
evolved to the following parameters.
Recommended pH range, 9.2-9.6
Feedwater D.O. concentration, 1-10
ppb
As with OT, the condensate in an
AVT(O) programs must be quite pure
to allow oxygen to generate the FeOOH
protective layer rather than cause pitting.
However, the cation conductivity upper
limit with AVT(O) is a bit more relaxed at
0.2 S/cm.
AVT(O) chemistry is evolving. Chem-
ists have discovered that even 10 ppb
D.O. in the feedwater may not be suf-
ficient to generate a complete FeOOH
passivation layer. It is possible that delib-
erate injection of oxygen, similar to OT
programs, may in the future be recom-
mended where needed.
The amount of air in-leakage that es-
tablishes the normal condition of 10
ppb or less dissolved oxygen in the con-
densate is not a hard and fast value. The
old rule of thumb for proper condenser
conditions is a limit of 1 scfm (standard
cubic feet per minute) of air in-leakage
per 100 MW of capacity. However, I have
worked with units in which the air in-
leakage ratio was significantly higher, but
where the condenser vacuum pumps had
sufficient capacity to remove the gases.
Quite often, a failure at the condenser
shell or within auxiliary equipment may
cause a sudden spike in dissolved oxygen
concentration. As contrasted to pure oxy-
gen feed such as with OT, air in-leakage
also allows carbon dioxide to be drawn
into the condensate, which raises the con-
ductivity. In such cases, plant personnel
need to search for the leak or leaks and
repair them promptly. Much more prob-
lematic is a condenser tube leak, which
not only raises the condensate dissolved
solids concentration, but introduces
impurities to the steam generator. These
effects can be quite dramatic.
ADDITIONAL
CHEMICAL AND MATERIAL
SELECTION TECHNIQUES
TO MINIMIZE FAC
Elevated pH also has a beneficial effect
in mitigating FAC. Thus, the guidelines
1307PE_73 73 6/27/13 5:25 PM
www.power-eng.com
74
two-phase fluid flow. As fluid flashes
upon entering a deaerator, oxygen de-
parts with the steam. Thus, the water
that impinges upon metal surfaces
does not maintain an oxidizing envi-
ronment.
Also, the pH of entrained water
droplets within the steam is usually
lower than the bulk water pH. The
combination of these factors often ini-
tiates FAC.
As has been noted, elevated pH will
help to mitigate FAC, but the HRSG
configuration dictates how the maxi-
mum treatment allowed.
If the LP system is utilized for heat-
ing of feedwater to the IP and HP
circuits, solid alkali treatment (tri-
sodium phosphate or caustic) of the
LP circuit is not permissible. Control
of pH can only be accomplished by
ammonia, but it should be noted that
ammonia hydrolysis, as previously
outlined in Equation 4, decreases with
increasing temperature.
As with single-phase FAC, a method
to combat two-phase FAC is fabrica-
tion of susceptible locations with
chromium-containing steel. Again,
this adds cost to the project.
CONCLUSION
FAC is an issue to be taken very seri-
ously.
I continue to see a large number of
power plant proposals that still call for
an oxygen scavenger feed system, and
this is quite frustrating.
In addition to the references I have
included in this article, I also encour-
age readers to access the web site of
the International Association for the
Properties of Water and Steam (www.
IAPWS.org).
This group, in which Dr. Dooley is
one of the directors, offers free down-
loadable and cutting-edge technical
information regarding power plant
water/steam chemistry.
References
Guidelines for Controlling Flow-Accelerat-
ed Corrosion in Fossil and Combined Cycle
Plants, EPRI, Palo Alto, CA: 2005. 1008082.
K. Shields, [A report on the] International
Conference on Flow-accelerated Corrosion
in Fossil, Combined-Cycle/HRSG and Renew-
able Energy Plants at the 2013 spring meet-
ing of the ASME Research Committee on
Power Plant & Environmental Chemistry, April
15-17, Houston, Texas.
the feedwater circuit is designed such
that feedwater separately enters each
pressure circuit separately. In many oth-
ers, however, the entire feedwater stream
is routed to the low-pressure (LP) evapo-
rator for heating before being distributed
to the intermediate-pressure (IP) and
high-pressure (HP) steam generators.
For this configuration, phosphate or
caustic feed to the LP circuit is not per-
missible due to the downstream effects
on attemperator chemistry, and IP and
HP economizers. In these situations, LP
pH control is dependent upon the am-
monia injected into the feedwater. If the
condenser is tubed with ferrous materi-
als, the pH may be taken higher than
the 9.2 to 9.6 range listed above without
ill effects. However, copper-alloy tubes
would suffer corrosion at higher ammo-
nia concentrations.
For new HRSGs, single-phase FAC
control can also be addressed by mate-
rials selection. The addition of a small
amount of chromium in the material
at FAC-susceptible locations virtually
eliminates the corrosion. A primary
example is LP waterwall elbows. Fab-
rication of the elbows from 1 or 2
chrome alloy can provide great benefit.
While this alloy addition adds some cost
to the project, the materials are quite re-
sistant to FAC.
TWO-PHASE FAC
Many steam generators, regardless
of type, are susceptible to two-phase
FAC. As the name implies, this corro-
sion mechanism occurs where water
flashes to steam, resulting in a mixed-
phase fluid.
For conventional units, feedwater
heater shells and heater drains are
common locations for two-phase FAC,
but this equipment is not common for
HRSGs.
However, deaerators also experience
Two-phase FAC in a deaerator. Photo courtesy of
Tom Gilchrist, Tri-State G&T (ret.)
1307PE_74 74 6/27/13 5:25 PM
For info. http://powereng.hotims.com RS# 45
1307PE_75 75 6/27/13 5:25 PM
www.power-eng.com
76
PRODUCTS
with the option of fve types of end connectors
that are available on all cable lengths and types.
The cables are available for online purchase
directly from the Mueller website at www.muel-
lerelectric.com or through the companys global
distribution network.
Mueller Electric Co. Inc.
Hydrogen fuel-cell
powered generator
M
ultiquips H2G EarthSmart hydrogen fuel
cell-powered generator is the industrys
frst mobile hydrogen fuel cell-powered genera-
tor. The H2G is non-polluting, with no particulate
emissions. Because the machine does not use
fossil fuel sources, no combustion occurs in the
process, making it safer for use in any environ-
ment, indoors or out. The generator operates
cleanly with zero emissions and can be operated
inside and for tunnel/underground applications.
Multiquip
Inverter and charger
O
utBack Power Technologies Inc. announced
its grid-interactive Radian Series GS7048E
Inverter/Charger. The charger offers 230 V of
adjustable power for residential, industrial, com-
mercial and other applications.
Grid-tied renewable energy systems save
money by offsetting utility costs, while off-grid
systems provide energy independence when grid
power is unavailable.
OutBack Power Technologies Inc.
Info http://powereng.hotims.com RS#: 402
Rubber pocket bumpers
R
ubber pocket bumpers from Heyco are
designed to use as mounting feet to prevent
equipment from sliding or moving. Designed
for through hole installation, the rubber pocket
bumpers offer a 60-70 durometer range and
are available in 29 sizes from .500 (12.7
mm) to 2.500 (63.5mm) to accommodate
various mounting holes and panel thicknesses,
and to provide vibration dampening. They are
constructed out of Styrene Butadiene and have
an operating temperature range of -40F (-40C)
to 221F (105C).
Heyco Products Inc.
Info http://powereng.hotims.com RS#: 403
Alarm management system
A
METEK Power Instruments added the
IEC61850 protocol t its SER Alarm
Management System. The system is designed to
interconnect all intelligent electronic devices via
a station bus.
The Web browser-based alarm manage-
ment system records alarms with 1 millisecond
precision for determining root cause and cor-
rective actions. The system can also simulta-
neously receive digital alarm contacts that are
time stamped and archived in the database for
one common Web browser-based display and
analysis. The protocol also reduces installation
time by eliminating the need for discrete wiring
and providing a standardized approach to system
confguration using the open protocol.
AMETEK Power Instruments
Info: http://powereng.hotims.com RS#: 400
BACnet controller
W
ago Corp.s 750-830 BACnet Controller
features software with extended func-
tionality and simplifed system-wide integration/
confguration.
The new model fea-
tures text messaging
support, control algo-
rithms, alarm queries,
object types and cre-
ation of a Trend Log and Calendar dynamic objects
during runtime.
Part of the Wago I/O system can pair with a
750-493 3-Phase Power Measurement Module for
energy monitoring and data collection.
Wago Corp.
Info http://powereng.hotims.com RS#: 401
Thermal Insulation
Ceramic Blankets
C
otronics 370R REACH compliant ceramic blan-
kets are made from alkaline earth silicate wool
and were specifcally designed for use in applica-
tions that require
highly effcient
thermal insulation
and compliance
with strict safety
requirements and regulations. 370R blankets are
thermally stable to 2730F, fexible, and resilient
with non-wetting characteristics, low heat storage
and low shrinkage.
Cotronics ceramic blankets are designed
to replace noncompliant, RCF blankets.
Applications include: furnace and boiler linings;
chemical reactors, ovens, door seals, reusable
steam and gas turbine insulation; mold wraps
and investment castings, expansion joint
packing, high temperature flters, fre protection,
sound absorption, non-contaminating brazing
and sintering separators, melting furnace back
up insulation, aluminum ladle and trough covers
and more. Not recommended for use with HF,
H3PO4, NaOH and KOH.
Cotronics
Turbine ignition transformers
F
oster Transformers high voltage ignition
transformers for stationary gas turbines are
designed to operate in ambient temperatures of
up to 275 degrees F and are proven for turbines
manufactured by GE, Pratt & Whitney, Allison,
Westinghouse and more.
Standard input volt-
age 115/230 V, 50
400 Hz, custom input
voltages and frequen-
cies available. Output
voltage is 15,000 V, with power rating 0.450 kVA,
and 8-32 screw terminal line voltage connection.
Each ignition transformer is encapsulated in
MIL-PRF-23586F UL940V Silicone Elastomer for
protection against shock and vibration, thermal
cycling stress, dielectric failure and corrosion.
Foster Transformer
Info http://powereng.hotims.com RS#: 402
Static discharge grounding cables
M
ueller Electric Co. Inc. is offering static and
electrostatic discharge grounding cables
that are designed to protect workers and asso-
ciated equip-
ment from the
potential harm-
ful efforts of
static electric-
ity and electrostatic discharge. The cables are
available in multiple lengths and in insulated and
non-insulated versions with copper or stainless
steel wire construction. The cables also come
1307PE_76 76 6/27/13 5:26 PM
www.power-eng.com
Cost Eective Solutions.
The challenges facing the nuclear industry can be overwhelming in todays
highly competitive environment of low energy prices and costly new
regulatory requirements.
At ENERCON, we have developed a reputation for innovative thinking,
uncompromising excellence and unmatched responsiveness. We empower
our people to create and implement strategies that often lead to more
ecient, streamlined solutions. With 27 oces nationally and internationally,
and over 1,400 professionals, we have the capability to take on the most
substantial projects.
Simply put, we will nd a way to cost eectively overcome any obstacle. We
have been providing engineering, licensing, environmental and technical
services to the power industry for over 30 years.
500 Townpark Lane Kennesaw, GA 30144 770-919-1930 enercon. com
Corporate Headquarters: Atlanta. Other locations: Albuquerque, Ann Arbor, Baton Rouge, Birmingham,
Chicago, Dallas, Denver, Duluth, GA, Germantown, MD, Houston, Humble, TX, Kansas City, Northern New
Jersey, Oakland, Oak Ridge, Oklahoma City, Orlando, Pittsburgh, Sacramento, San Clemente, Tampa, Tulsa,
Washington, DC. International: Abu Dhabi, Belgium. enercon.com/locations for details.
For info. http://powereng.hotims.com RS# 46
shock accelerometer
family. These trans-
ducers are designed
for measuring long
duration transients
and short duration shock impacts of structures or
systems.
Models within the series meet both SAE J211
Inverter series
P
ower-One Inc. is offering the ULTRA-
700/1100/1500-TL inverter series available
in 780 kW, 1.17 MW and 1.56 MW models.
The AURORA ULTRA extends
the power range of their inverters
to 1.56 MW. They are made with
a 98.6 percent effciency and up
to four independent maximum
power point tracking (MPPT) al-
gorithms along with a 690 V AC output voltage.
Power-One Inc.
Info http://powereng.hotims.com RS#: 404
Pressure regulator
M
arsh Bellofram Corp.s BelGAS division in-
troduced the Type P143 spring loaded pres-
sure regulator designed to provide high accuracy
natural gas and air pressure regulation within
commercial, residential and light industrial burn-
ers and unit heaters.
The regulators are
available in -inch,
1-inch or 1-1/4-inch
pipe sizes and incor-
porates a corrosion-
resistant stainless steel body with a lightweight alu-
minum bonnet. The units also offer internal relief
to reduce internal pipe stresses with an available
low-pressure cutoff version.
Marsh Bellofram Corp.
Info http://powereng.hotims.com RS#: 405
Remote Measurement Display
T
he Remote Measurement Display, from Setra
Systems, Inc., facilitates clear and remote view-
ing capabilities of real-time at a glance HVAC/R
conditions, ensuring effective climate control man-
agement within a variety of critical environments.
The CE-compliant
display accepts 0-10
and 0-5 VDC analog
signals from virtually
any sensing technol-
ogy, including temperature, humidity, CO2, pres-
sure, and others. The 1-inch, 3.5 digit LCD display
may be clearly viewed from across a room with re-
duced glare and readings may be easily calibrated
by the user. It is also wipedown capable, with no
special maintenance requirements. These fush
mount style units are compatible with standard
4-11/16 electrical box confgurations.
Setra Systems, Inc.
Info http://powereng.hotims.com RS#: 406
Shock accelerometer series
M
eggitt Sensing Systems introduced its
Endevco Model 7264 Series piezoresistive
1307PE_77 77 6/27/13 5:26 PM
www.power-eng.com
78
etc., can be printed in minutes from a standard
laser or thermal transfer printer while the adhesive
permanently bonds to all surfaces, including pow-
er-coated and cast metal surfaces, oily smooth
plastic.
CILS International
Info http://powereng.hotims.com RS#: 411
Telecontrol modules
W
AGO Corp.s TO-PASS Compact Telecontrol
Modules provide I/O monitoring, error-re-
porting and supple-
mentary I/O control
via bidirectional SMS
text messaging. TO-
PASS is designed to
eliminate wiring and
radio repeaters and
bring SCADA-style capabilities to existing applica-
tions and create new ones.
The eight digital inputs send eight different error
messages via email or fax to four user-designated
receivers. Users can customize command text
through dedicated confguration software.
WAGO Corp.
Info http://powereng.hotims.com RS#: 412
Tigerhood Futura
XXL Welding Helmet
T
he Fibre-Metal brand Tigerhood Futura XXL
welding helmet, from Honeywell Safety
Products, delivers a large wide-view, distortion-
free auto darkening flter lens with the highest-
quality optics available in the U.S. and Canada.
With a total viewing area mea-
suring 10.2 square inches,
the XXL model provides a 40
percent larger viewing area
than standard auto darkening
flters. ADC technology delivers
uniform shading and distortion-free vision across
the entire viewing area, even peripherally. As a re-
sult, welders can see clearly and work at awkward
angles more easily. Engineered to perform across
the spectrum of electro-arc welding processes,
the Tigerhood Futura XXL is ideally suited for those
working in the shipbuilding, heavy fabrication,
mining, oil and gas, and petrochemical industries.
Honeywell Safety Products
Info http://powereng.hotims.com RS#: 413
impact testing and SAE J2570 anthropomorphic
device testing standards as well as Euro NCAP
standards. They also include a B variation, the
Endevco model 7264B series, and the C varia-
tion, the model 7274C series.
Meggitt Sensing Systems
Info http://powereng.hotims.com RS#: 407
Gas detectors
S
ierra Monitor has introduced the new IT
Series network-enabled gas detectors, fea-
turing user-friendly digital display, 4-20 mA out-
put, RS-485 Modbus
output, HART, integral
relays, SentryBus output
and extensive self-diag-
nostics for reliable, ac-
curate monitoring. The
IT Series meets the user
needs in integrated gas monitoring with plant-
wide safety monitoring.
Sierra Monitor
Quality control software
K
istler North America has announced the intro-
duction of the STASA Quality Control plastics
injection molding process optimization software,
designed to optimize machinery parameters. The
software is based on a repeated systematic design
of experiments method for determining best ma-
chinery setting operating points as well as online
process. The methodology allows for machinery
behavior simulation and visualization, preventing
unnecessary experiments.
The software offers lower overall production
costs with shorter cycle times, fewer defective
parts and greater ability to accurately forecast
parts processes. Additional benefts include re-
duced cycle time and rejection rate; setup phase
systemization; and enhanced setup process docu-
mentation and knowledge.
Kistler North America
Industrial generators
S
ubarus Industrial Generators feature four mod-
els all featuring power and reliability.
The models are the R1100, which features a
2.4 horsepower EH09-2 Subaru engine and deliv-
ers a maximum output of 1,100 watts. The next
three models, the RGX2900, the RGX3600 and the
RGX4800, all feature Subarus EX series overhead
cam engines and are equipped with a 4.4 gallon
fuel tank and a gauge, as well as a full tubular steel
frame.
Subaru
Info http://powereng.hotims.com RS#: 408
Industrial generators
S
ubarus Industrial Generators feature four mod-
els all featuring power and reliability.
The models are the R1100, which features a
2.4 horsepower EH09-2 Subaru engine and deliv-
ers a maximum
output of 1,100
watts. The next
three models,
the RGX2900,
the RGX3600
and the RGX4800, all feature Subarus EX series
overhead cam engines and are equipped with a
4.4 gallon fuel tank and a gauge, as well as a full
tubular steel frame.
Subaru
Info http://powereng.hotims.com RS#: 409
Sump cleaners
T
he Eriez Hydrofow line of heavy-duty indus-
trial wet/dry vacuum sump cleaner units are
designed to clean virtually any machine tool sump,
tank or pit.
Eriez offers
six models of
sump clean-
ers: The Top
Sump Cleaner,
the Reversible Liquid Vacuum, the Sump Cleaner,
the Single Compartment Sump Cleaner, the Push
Sump Cleaner and the Truck Sump Cleaner.
Eriez Hydrofow
Info http://powereng.hotims.com RS#: 410
Tamper evident labels
C
ILS International introduces its CILS-8800B
label series designed to provide label strength
needed for long-term product identifcation, yet
will destruct on at-
tempted removal.
Variable data,
such as barcodes,
serial numbers,
1307PE_78 78 6/27/13 5:26 PM
POWER GENERATION WEEK
NOVEMBER 1214, 2013 | ORANGE COUNTY CONVENTION CENTER | ORLANDO, FL, USA
Covering every aspect of the power generation industry, POWER-GEN International, NUCLEAR POWER International,
Renewable Energy World Conference & Expo North America and POWER-GEN Financial Forum converge in 2013 to
form POWER GENERATION WEEK. Beneft from fve days packed with pre-conference workshops, technical tours,
over 70 conference sessions, panel discussions, three exhibition days and multiple networking events. Like never
before, youll have access to nearly every facet of the market all under one roof.
4 Events. 5 Days. 1 Roof.
Owned & Produced by Presented by Supported by
www.PowerGenerationWeek.com
For info. http://powereng.hotims.com RS# 47
1307PE_79 79 6/27/13 5:26 PM
MAPSearch
A PennWell Company
TAKE YOUR POWER GENERATION INTELLIGENCE
TO THE HIGHEST LEVEL
GenerationHub is the most robust intelligence resource for the power generation industry.
Backed by a team of seasoned analysts, a GenHub subscription provides:
Daily emails and weekly PDF Trend Reports
10-15 original, research articles backed by source documents and linked to projects
24/7 web access to detailed data on 20,000 generating units in over
6,000 plants within 3,000 operating utilities- active and planned.
Profiles and coverage of every new build, retrofit, or retirement project
in North America
Start Generating The Data You Need Today
Powered by
Free Trial:
Generationhub.com/trial
For info. http://powereng.hotims.com RS# 48
Weld tracking
and positioning systems
L
incoln Electric says its Arc Products weld
tracking and positioning systems are made to
position arc and track joints for wind tower sec-
tion fabrication.
Products in-
clude Seam Tracker
Systems for auto-
mated weld joint
tracking, Motorized
Slide control systems
for manual joint po-
sitioning and Cross
Slide Assemblies to mount submerged arc or
GMAW single or tandem welding arc equipment.
All of the products are designed for wind tower
section fabrication as well as tanks, pipe, pres-
sure vessels, beams and stiffeners and rims/
wheels.
Arc Products
Info http://powereng.hotims.com RS#: 415
Radio transmitter
R
itron introduces the Quick Talk RQT, an
industrial-grade radio transmitter with sen-
sor inputs and voice recording storage that au-
tomatically alerts
r adi o- equi pped
personnel when
plant conditions
change.
The RQT ra-
dio can operate
stand-alone on 6 AA batteries or it can be pow-
ered by an optional 110V AC adaptor. The poly-
carbonate enclosure is gasketed and sealed and
offers built-in mounting fanges.
Ritron
Info http://powereng.hotims.com RS#: 414
Wire-Tap Branch Connectors
W
AGO Corporations 730 Series Wire-Tap
Branch Connectors expedite terminations
for facility managers and engineers overseeing
vertical transportation applications. Available in
3- and 6-pole variants, 730 Series female sock-
ets utilize IDC to tap individual conductors at
any place with-
out stripping.
Male plugs
employ vibra-
t i on- r esi st ant
CAGE CLAMP
Spring Pressure
C o n n e c t i o n
Technology to ensure reliability within elevator
shafts. 730 Series is rated 300V/10A; female
sockets accommodate fne-stranded conductors
AWG 1816, male plugs accommodate solid,
stranded and fne-stranded conductors AWG
2814. Created for switching functions, e.g., door
switches or interlocks, 730 Series bright orange
3-pole Wire-Tap Branch Connector features an
Isolation Blade that automatically cuts and iso-
lates Live conductors in one step.
WAGO Corporation
1307PE_80 80 6/27/13 5:26 PM
www.power-eng.com
81
GENERATING BUZZ
Wisconsin-based Helical Robotics offers fve different-sized
robots: the HR-MP5 (shown), the HR-MP20, the HR-MP100,
the HR-JP10 Javelin and the HR-JP10M Javelin. The robots
are remote controlled and can scale the wind tower while
carrying cameras, tools and other equipment needed
to inspect the towers, blades or other parts that may be
dangerous or diffcult for workers to access. Deployment
takes less than a minute and the robot can be used on a
wide range of towers, the companys website says. Most of
the robots are magnetic, which helps them to cling on to the
side of a wind turbine.
Helical Robotics
1307PE_81 81 6/27/13 5:26 PM
Be sure to mark your
calendar to return to North
Americas most inuential all-renewable
event November 12-14 in the Orange County Convention
Center Orlando, FL. Once again, well be co-locating with
POWER-GEN International bringing renewable energy to
the forefront of the mainstream energy industry.
Learn more & register @ RenewableEnergyWorld-Events.com
Progressive
Changes
for the future
Owned & Produced By: Co-located With: Presented By: Supported By: Media Sponsor:
Nov. 12-14, 2013
Orange County
Convention Center
Orlando, FL
For info. http://powereng.hotims.com RS# 52
1307PE_82 82 6/27/13 5:26 PM
S
U
P
P
L
I
E
R
S
S
H
O
W
C
A
S
E
|
S
h
o
w
c
a
S
e
a
d
v
e
r
t
i
S
i
n
g
c
o
n
t
a
c
t
J
e
n
n
a
h
a
l
l
:
9
1
8
-
8
3
2
-
9
2
4
9
,
J
e
n
n
a
h
@
p
e
n
n
w
e
l
l
.
c
o
m
www.power-eng.com
83
SOLVAir trona effectively cleans flue
gas by reacting with acid gases, such
as SO
2
, SO
3
, Hg and HCl. This applica-
tion guide shows how to calculate the
quantities of trona needed to achieve
desired results when used in DSI
systems.
www.solvair.us
Contact: Rosemary Dunn
ardunadv@gmail.com
713.521.7450
Air Pollution Control
Why Should You
Filter Your Water?
2Z2 5 Io Cienego lvd, Ios Angeles, CA 0034 U5A
(800) 22T42 (3T0) 832828 Fo (3T0) 838Z8
www.|ekleen.com inlo|ekleen.com
The Best Engineered Water
Filteration Solution Always
Costs Less
Scale formation reduces the heat
transfer rate and increases the water
pressure drop through the heat
exchanger and pipe. Dirty water is also
causing to unscheduled shut down for
maintenance for cleaning and replacing,
pump seals, packing, shaft, turbine,
spraying nozzles and many more. The
Tekleen filter is a proven and working
solution.
Automatic Filters
(800) 615-9296 Sales@JeffreyRader.com
a brand of TerraSource Global
www.TerraSource.com
TerraSource
Global is a wholly-owned subsidiary of Hillenbrand, Inc.
(NYSE: HI) 2013, TerraSource
Global. All rights reserved.
Handling a World of Materials
BOILER FEED SYSTEMS
Your source for custom-designed,
ruggedly-built mechanical and pneumatic
systems for feeding of biomass and alternative
fuels directly into boilers and kilns.
High-pressure, low-pressure and vacuum
conveying components available.
Boiler Feed Systems
Bechtel is among the most
respected engineering, project
management, and construction
companies in the world.
Bechtel operates through five
global business units that
specialize in civil infrastructure;
power generation; communica-
tions and transmission; mining
and metals; oil, gas and
chemicals; and government
services.
Since its founding in 1898,
Bechtel has worked on more
than 22,000 projects in 140
countries on all seven
continents. Today, our 53,000
employees team with
customers, partners and
suppliers on diverse projects in
nearly 50 countries.
www.bechtel.com
EPC Firm
POWER PLANT
Decommissioning
Environmental Remediation
Retrofitting
(800) 932-2869 | www.brandenburg.com
Brandenburg
Brandenburg is the premier demolition and
environmental remediation contractor for
power plant decommissioning and retrot-
ting. Brandenburg services utility companies
throughout the U.S. by performing demo-
lition and repurposing projects ranging from
selective removal of obsolete equipment
to complete closure of power plant facilities.
Demolition/Decommissioning
www.BaBl8alBdlldlngB.Gam
0se6 fer l|ectr|ca| - Mechaa|ca| - |amps
6eaeraters - !a|stat|eas - 0t|||t|es
Cemmaa|cat|eas - katmat - 8|ast
Ma|ateaaace - kestreems - !he|ters
||e|6 !tat|eas - |a|erater|es - !teraqe
B0K-B8
PtaGaBl 0anGtala
0atperferms Meta|, Wee6 er Masear
lk!|!|kN keefs - c|e+r .j+a. aj te !'\z!'
:|te. lrem ' \ z' \ ' te !' \ z!' \ 1!'
|a.t+||. |a ja.t |ear., m|a|m+| .|te jrej+r+t|ea
|re-ea|aeeree, +..em||ee, +ae eatlttee
|e.|.t+at te ret, we+r, +|a.e, ||+.t & e|.+.ter.
PE113
Concrete Buildings
http://powereng.hotims.com/RS#300
http://powereng.hotims.com/RS#304
http://powereng.hotims.com/RS#303
http://powereng.hotims.com/RS#302 http://powereng.hotims.com/RS#301
http://powereng.hotims.com/RS#305
1307PE_83 83 6/27/13 5:26 PM
S
h
o
w
c
a
S
e
a
d
v
e
r
t
i
S
i
n
g
c
o
n
t
a
c
t
J
e
n
n
a
h
a
l
l
:
9
1
8
-
8
3
2
-
9
2
4
9
,
J
e
n
n
a
h
@
p
e
n
n
w
e
l
l
.
c
o
m
|
S
U
P
P
L
I
E
R
S
S
H
O
W
C
A
S
E
84
www.power-eng.com
Lubricant contamination caused by ferrous
metals negatively impacts the operation of your
critical rotating equipment. Philadelphia Gears
CORE
Filtration System virtually eliminates ferrous
metal particles, even as small as one micron,
making this problem a thing of the past. For more
information visit: www.philagear.com.
Filtration System
i
n
E
x
i
s
t
i
n
g
a
n
d
E
v
o
l
v
i
n
g
E
n
e
r
g
y
N
e
e
d
s
-
^
d
v
a
n
o
e
d
C
a
s
a
n
d
S
t
e
a
m
T
u
r
b
l
n
e
T
e
o
h
n
c
l
c
g
y
-
D
e
d
l
o
a
t
e
d
R
e
p
a
l
r
&
M
a
l
n
t
e
n
a
n
o
e
-
S
C
R
S
y
s
t
e
m
s
f
c
r
t
h
e
^
m
e
r
l
o
a
s
-
L
a
r
t
h
F
r
l
e
n
d
l
y
^
l
t
e
r
n
a
t
l
v
e
s
w
w
w
.
m
p
s
h
q
.
c
o
m
Gas Turbine
Mobil SHC
Gear
Lubricants
Mobil SHC Gear lubricants are expertly
formulated, fully synthetic products
that provide power plant operators
with outstanding protection against
conventional wear modes, such as
scufng, enhanced resistance to
micropitting fatigue, and long oil life.
2013 Exxon Mobil Corporation.
All trademarks used herein are trademarks or registered trademarks
of Exxon Mobil Corporation or one of its subsidiaries.
Approved by Siemens for
use in Flender gearboxes.
Gear Lubricants
Crown Electric
Iso Phase Bus
Fabrication
Installation
Upgrades & Uprates
GSU Change Outs
175 Edison Dr.
Middletown, OH 45044
www.crown-electric.com
sales@crown-electric.com
ext.
201 513 539-7394
Iso Phase Bus
EVERY ASPECT OF OUR
ENGINEERED SYSTEM IS
THE BEST IN THE INDUSTRY
INCLUDING THE SINGLE
CONTACT WHO WILL MANAGE IT
2013 Cleaver-Brooks, Inc.
Single source, single responsibility for
every aspect of your industrial steam
system projects, from burner to stack,
custom built for you. Our boilers,
burners, HRSGs have long been the
industry benchmark with the best
efciency and lowest emissions possible.
www.cleaverbrooks.com/engineered
402-434-2000
Heat Recovery
http://powereng.hotims.com/RS#306 http://powereng.hotims.com/RS#308 http://powereng.hotims.com/RS#307
http://powereng.hotims.com/RS#309 http://powereng.hotims.com/RS#310
Arching, plugging, uncontrolled flow, and
no flow are common problems with many
bulk materials such as coal, limestone,
frac sand, oil sands, ash, cement, asphalt,
and fine ores.
Testing with Jenike & Johanson and field
applications have shown CRODON Wear
Plate to often be a superior solution in
select applications with abrasive
materials that are also sticky/difficult to
flow.
Use CRODON Wear Plate to transport
your difficult materials efficiently with
less down time and better productivity.
For more information
contact us at:
www.crodonwearplate.com
ccinfo@chromcorp.com
or call us at (888) 346-4747
Not For Material
Handling Equipment
Dont Get Buried
Material Handling Solution
http://powereng.hotims.com/RS#311
1307PE_84 84 6/27/13 5:26 PM
S
U
P
P
L
I
E
R
S
S
H
O
W
C
A
S
E
|
S
h
o
w
c
a
S
e
a
d
v
e
r
t
i
S
i
n
g
c
o
n
t
a
c
t
J
e
n
n
a
h
a
l
l
:
9
1
8
-
8
3
2
-
9
2
4
9
,
J
e
n
n
a
h
@
p
e
n
n
w
e
l
l
.
c
o
m
85
www.power-eng.com
Media Blasting Services
www.molemaster.com
Toll Free: 800.322.6653 Fax: 740.374.5908
info@molemaster.com
Regardless of the surface,
MoleMaster has a media
blasting solution for you.
From Dry Ice to
Walnut Shells,
Mo|eMaster does
Abrasive Blasting
safe|y and efc|ent|y.
Media Blasting Services
Learn More
1-800-992-0209
lnfo[sLurLevanunc.com
www.sturtevannnc.com
1he SlmpacLor lC1 produces Lhe nesL
cuLs reduclng sorbenL usage by 30.
uependable sorbenL mllllng
and low caplLal cosL.
Make o||unon Contro|
Aordab|e w|th the
S|mpactor IG1
Pollution Control
Introducing the
Arrangement 9
Pressure Blower
Arrangement 9 motor orientation
offers a reduced fan footprint.
Used as part of a system for
conveying coal dust or incinerating
off a gas in a gas-handling system.
THE NEW YORK BLOWER COMPANY
800.208.7918 | www.nyb.com
2012 The New York Blower Company
Pressure Blower
http://powereng.hotims.com/RS#312 http://powereng.hotims.com/RS#314
http://powereng.hotims.com/RS#313
Service
Ideal for Injection
& Selective
Catalytic Reduction
Small Drops, Big Results.
BETEs XA Series
Air Atomizing
Nozzles
BETE Fog NozzIe, Inc.
50 0reenf|e|d St.
0reenf|e|d, NA 01301
T (413} 772-084 F (413} 772-729
Spray Nozzles, Absorber
REMARKABLY
SIMPLE
TIER 4 FINAL READY
PROVEN SCR TECHNOLOGY
NO DPF REQUIRED
NO DOC REQUIRED
NO REGENERATION NECESSARY
DE-TIER CAPABILITY
WWW.VOLVOPENTA.COM
1.757.436.2800
Volvo Engines
http://powereng.hotims.com/RS#315
http://powereng.hotims.com/RS#317 http://powereng.hotims.com/RS#316
1307PE_85 85 6/27/13 5:27 PM
C
l
a
s
s
i
f
i
e
d
a
d
v
e
r
t
i
s
i
n
g
C
o
n
t
a
C
t
J
e
n
n
a
H
a
l
l
:
9
1
8
-
8
3
2
-
9
2
4
9
,
J
e
n
n
a
H
@
p
e
n
n
w
e
l
l
.
C
o
m
|
C
L
A
S
S
I
F
I
E
D
S
1319 Macklind Ave., St. Louis, MO 63110
Ph: (314) 781-6100 / Fax: (314) 781-9209
www.ampulverizer.com / E-Mail: sales@ampulverizer.com
Quality and Service Since 1908
Ring Granulators, Reversible Hammermills,
Double Roll Crushers, Frozen Coal Crackers
for crushing coal, limstone and slag.
For info. http://powereng.hotims.com RS# 458
For info. http://powereng.hotims.com RS# 453
For info. http://powereng.hotims.com RS# 450
ELIMINATE
Valve Cavitation
x Eliminate valve cavitation by
placing one or more diffusers
downstream of the valve.
x Noise and pipe vibration will
also be eliminated or reduced.
x Valves first costs and mainte-
nance burden
will also be
reduced.
For sale or rent
The worlds very
best portable end
prep tools and
abrasive saws
800-343-6926
www.escotool.com
Tur bine Controls
Woodward, GE, MHC
Parts and Service
Obsolete Parts Inventory
Control System, Modernization
Training, Troubleshooting
(610) 631-3480
www.turbogen.net
info@turbogen.net
TurboGen Consultants, Inc.
For info. http://powereng.hotims.com RS# 456
WE ARE
BUYING!!!
ARE YOU SELLING?
VALVES
INSTRUMENTATION
ELECTRICAL CONTROLS
PROCESS EQUIPMENT
PROCESS CONTROLS
PLANT MACHINERY
PSA SNUBBERS, ETC.
VISIT
www.FerncroftManagement.com
email:vavlebuyer@ferncroftmanagement.com
T. 978-815.6185 Fax. 603-814.1031
Ferncroft
Management,LLC
LIMITORQUE OPERATORS WANTED
NOISE?
ho|se 0ootro| og|oeer|ogl0oos0|t|og
ov|roomeota| So0od Leve| S0rveys
workp|ace ho|se xpos0re va|0at|oo
0omm|ss|oo|og & 0omp||aoce Test|og
0omp0ter ho|se Pred|ct|oo & 0ooto0rs
Houston: 713-789-9400
Calgary: 403-259-6600
www.HFPacoustical.com
info@HFPacoustical.com
For info. http://powereng.hotims.com RS# 451
For info. http://powereng.hotims.com RS# 459
For info. http://powereng.hotims.com RS# 452
For info. http://powereng.hotims.com RS# 457
For info. http://powereng.hotims.com RS# 455
POWER PROFESSIONALS
Opportunities in Operations and Maintenance,
Project Engineering and Project Management.
Business and Project Development.
First-line Supervision to Executive Level Positions.
Employer pays fee. Send resumes to:
P.O. BOX 87875,
VANCOUVER, WA 98687-7875
email: dwood@staffing.net
(360) 260-0979 (360) 253-5292
www.powerindustrycareers.com
For info. http://powereng.hotims.com RS# 454
EMPLOYMENT
1307PE_86 86 6/27/13 5:27 PM
C
L
A
S
S
I
F
I
E
D
S
|
C
l
a
s
s
i
f
i
e
d
a
d
v
e
r
t
i
s
i
n
g
C
o
n
t
a
C
t
J
e
n
n
a
H
a
l
l
:
9
1
8
-
8
3
2
-
9
2
4
9
,
J
e
n
n
a
H
@
p
e
n
n
w
e
l
l
.
C
o
m
For info. http://powereng.hotims.com RS# 466
For info. http://powereng.hotims.com RS# 464
Get a BoiIer RentaI Quote within one hour at
www.wareinc.com/equipment or caII 800-228-8861
For info. http://powereng.hotims.com RS# 468
24 / 7 EMERGENCY SERVICE
BOILERS
20,000 - 400,000 #/Hr.
DIESEL & TURBINE GENERATORS
50 - 25,000 KW
GEARS & TURBINES
25 - 4000 HP
LARGEST INVENTORIES OF:
Air Pre-Heaters Economizers Deaerators
Pumps Motors Fuel Oil Heating & Pump Sets
Valves Tubes Controls Compressors
Pulverizers Rental Boilers & Generators
847-541-5600 FAX: 847-541-1279
visit www.wabashpower.com
FOR SALE/RENT
POWER
EQUIPMENT CO.
444 Carpenter Avenue, Wheeling, IL 60090
wabash
For info. http://powereng.hotims.com RS# 460
For info. http://powereng.hotims.com RS# 462
CONDENSER OR GENERATOR AIR COOLER TUBE PLUGS
THE CONKLIN SHERMAN COMPANY, INC.
Easy to install, saves time and money.
ADJUSTABLE PLUGS - all rubber with brass insert.
Expand it, install it, reverse action for tight fit.
PUSH PULL PLUGS - are all rubber, simply push it in.
Sizes 0.530 O.D. to 2.035 O.D.
Tel: (203) 881-0190 Fax: (203) 881-0178
E-mail: Conklin59@aol.com www.conklin-sherman.com
Just Plugging Along
For info. http://powereng.hotims.com RS# 465
GEORGE H. BODMAN, INC.
Chemical cleaning advisory services for
boilers and balance of plant systems
George H. Bodman
Pres / Technical Advisor
P.O. Box 5758 Office (281) 359-4006
Kingwood, TX 77325-5758 1-800-286-6069
email: blrclgdr@aol.com Fax (281) 359-4225
For info. http://powereng.hotims.com RS# 463
For info. http://powereng.hotims.com RS# 467
rental
equipment
the steam & power special forces
1-800-990-0374
www.rentalboilers.com
Rental Boilers Deaerator Systems
Economizers Water Softener Systems
24-Hour Emergency Service
FIND CONDENSER LEAKS FAST WITH FOAM
METHOD LEAK DETECTION, TUBE PLUGS IN STOCK
John R. Robinson Inc.
Ph# 800-726-1026
Condenser & Heat Exchanger Tools
www.johnrrobinsoninc.com
Get a thorough mix with:
Pugmill Systems, Inc.
P.O. Box 60
Columbia, TN 38402 USA
Ph: 931-388-0626 Fax: 931-380-0319
www.pugmillsystems.com
For info. http://powereng.hotims.com RS# 461
1307PE_87 87 6/27/13 5:27 PM
www.power-eng.com
88
INDEX
RS# COMPANY PG# SALES OFFICE RS# COMPANY PG#
1421 S. Sheridan Rd., Tulsa, OK 74112
Phone: 918-835-3161, Fax: 918-831-9834
e-mail: pe@pennwell.com
Sr. Vice President North
American Power Group
Richard Baker
Reprints
Foster Printing Servive
4295 Ohio Street
Michigan City, IN 46360
Phone: 866-879-9144
e-mail: pennwellreprint@fosterprinting.com
National Brand Manager
Rick Huntzicker
Palladian Professional Park
3225 Shallowford Rd., Suite 800
Marietta, GA 30062
Phone: 770-578-2688, Fax: 770-578-2690
e-mail: rickh@pennwell.com
AL, AR, DC, FL, GA, KS, KY, LA, MD, MO,
MS, NC, SC, TN, TX, VA, WV
Brand Sales Manager
Dan Idoine
806 Park Village Drive
Louisville, OH 44641
Phone: 330-875-6581, Fax: 330-875-4462
e-mail: dani@pennwell.com
CT, DE, IL, IN, MA, ME, MI, NH, NJ, NY,
OH, PA, RI, VT, Quebec, New Brunswick,
Nova Scotia, Newfoundland, Ontario
Brand Sales Manager
Tina Shibley
1421 S. Sheridan Road
Tulsa, OK 74112
Phone: 918-831-9552; Fax: 918-831-9834
e-mail: tinas@pennwell.com
AK, AZ, CA, CO, HI, IA, ID, MN, MT, ND,
NE, NM, NV, OK, OR, SD UT, WA, WI, WY,
Alberta, British Columbia, Saskatchewan,
Northwest Territory, Yukon Territory,
Manitoba
International Sales Mgr
Anthony Orfeo
The Water Tower
Gunpowder Mills
Powdermill Lane
Waltham Abbey, Essex EN9 1BN
United Kingdom
Phone: +44 1992 656 609, Fax: +44 1992 656 700
e-mail: anthonyo@pennwell.com
Africa, Asia, Central America, Europe,
Middle East, South America
European Sales
Asif Yusuf
The Water Tower
Gunpowder Mills
Powdermill Lane
Waltham Abbey, Essex EN9 1BN
United Kingdom
Phone: +44 1992 656 631, Fax: +44 1992 656 700
e-mail: asify@pennwell.com
Europe and Middle East
Classifieds/Literature Showcase
Account Executive
Jenna Hall
1421 S. Sheridan Rd.
Tulsa, OK 74112
Phone: 918-832-9249, Fax: 918-831-9834
email: jennah@pennwell.com
21 Michigan Seamless Tube 37
www.mstube.com
3 Mobil Industrial Lubricants 7
mobilindustrial.com
7 N B Harty General Contactor Inc 15
9 NEM BV 19
www.nem-group.com
36 New York Blower Company 59
nyb.com
32 Norit Americas Inc 53
norit-americas.com/extra
8 PCC Energy Group 17
pccenergygroup.com
48 PennWell GEN-HUB 80
generationhub.com/trial
26 Phillips 66 Lubricants 43
phillips66lubricants.com
47 POWER-GEN WEEK 79
powergernerationweek.com
50 ProEnergy Services LLC C4
proenergyservices.com
18 Railserve, Inc. 31
www.RailserveLEAF.biz
45 Reliable Turbine Services 75
www.reliableturbineservices.com
52 Renewable Energy World 82
powergernerationweek.com
33 Rotork Controls Inc 55
www.rotork.com
20 Roxul Inc 35
www.roxul.com
10 Santee Cooper 21
www.santeecooper.com/wpsale
30 SEI Group 51
www.southernenvironmental.com
2 Siemens Ag 5
siemens.com/energy/controls
5 SMA America LLC 11
www.SMA-America.com
17 Stanley Consultants Inc 30
www.stanleyconsultants.com
44 The Society for Protective Coatings 73
sspc.org
34 Volvo Penta of the Americas 56
www.volvopenta.com
27 Weg Electric Motors 45
www.weg.net/us
1 Westinghouse Electric Co C2
www.westinghousenuclear.com
Advertisers and advertising agencies assume lia-
bility for all contents (including text representation
and illustrations) of advertisements printed, and
also assume responsibility for any claims arising
therefrom made against the publisher. It is the
advertisers or agencys responsibility to obtain
appropriate releases on any items or individuals
pictured in the advertisement.
14 Ail Sound Walls 26
alisoundwalls.com
38 Ametek Process Analytical 65
www.ametekpi.com
4 Areva 9
us.areva.com/atrium
6 Ashross 14
ashross.com
22 Babcock Power Inc. 38
babcockpower.com
Bechtel 3
49 Bete Fog Nozzle Inc C3
www.bete.com
11 Brand Energy and 23
Infrastructure Services
www.beis.com
39 Buckman 66
buckman.com
12 Carver Pump Company 24
www.carverpump.com
25 Clearspan Fabric Structures 41
wwwClearSpan.com/ADPWRE
24 COAL-GEN 40
coal-gen.com
31 Combustion Components 52
Associates
www.cca-inc.net
13 Corrpro 25
www.corrpro.com
16 Elster 29
www.elster-instromet.com
46 Enercon Services Inc 77
enercon.com
23 Fibrwrap 39
www.fibrwrap.cpm
19 Fluor Corp 33
www.fluor.com
41 GE 69
www.ge-energy.com/energysavings
42 Haldor Topsoe AS 71
www.topsoe.com
43 Harco 72
harcolabs.com
28 Hydratight 46
hydratight.com/nuclear
40 Hydrolox 67
hydrolox.com
15 Kiewit Power Inc 27
kiewit.com
35 Martin Engineering 58
martin-eng.com
37 Matrix PDM Engineering 63
29 Membrana 47
liqui-cel.com
1307PE_88 88 6/27/13 5:27 PM
BETE. Your strategic partner for engineered spraying solutions.
Meeting the demands for cleaner, more efcient operations
For over 50 years, BETE has been recognized as the leader in spray nozzle design
and innovation for the power industry. BETEs technological advancements
have revolutionized nozzles used for atomizing, evaporation, cooling, misting,
and fogging. Achieve higher spray nozzle efciency and reliability using BETE
nozzles.
Performance Through Engineering
BETEs Application Engineers are known for their ability to nd creative
solutions to difcult spraying challenges. As specialists in uid ow, BETEs
engineers design everything from individual spray nozzles to lance assemblies
that can be integrated into existing processes. From engineering concept to
delivery, we are dedicated to producing the highest quality nozzles.
BETE...
highly efcient
and reliable
nozzles
for all your
power generation
challenges.
TFXP Nozzles
for re protection and
evaporative cooling with
the largest free passage
which are full cone and
are clog resistant
MaxiPass Nozzles
provide maximum
free passage to
deliver atomized
slurry into the
absorber tower
with a nely
atomizing full
cone spray
TH Nozzles
patented geometry
designed to give
the most uniform
liquid distribution
around the
periphery of
the spray
Made in the USA
BETE Fog Nozzle, Inc.
T(413)772-0846
F(413)772-6729
www.bete.com
TH Nozzles
Large free passage with the most
uniform liquid distribution
SpiralAir
Nozzles
are nely
atomized full
cone sprays
available in a
range of spray
angles
TF Nozzles
provide an exceptional
clog-resistant spray
for cooling gases
For info. http://powereng.hotims.com RS# 49
1307PE_C3 3 6/27/13 4:50 PM
For info. http://powereng.hotims.com RS# 50
1307PE_C4 4 6/27/13 4:50 PM
Potrebbero piacerti anche
- Powerengineering201411 1 DLDocumento213 paginePowerengineering201411 1 DLjaguar13Nessuna valutazione finora
- Powerengineering201309 DLDocumento89 paginePowerengineering201309 DLOrlando BarriosNessuna valutazione finora
- Power Engineering May 2013Documento95 paginePower Engineering May 2013Portal studentesc - EnergeticaNessuna valutazione finora
- Powerengineering201507 DLDocumento53 paginePowerengineering201507 DLJulio PerdomoNessuna valutazione finora
- Powerengineering201604 DL LargeScale CO2PPDocumento57 paginePowerengineering201604 DL LargeScale CO2PPJuan RiveraNessuna valutazione finora
- Powerengineering201512 DLDocumento53 paginePowerengineering201512 DLjosetxoxNessuna valutazione finora
- Powerengineering201412 DLDocumento89 paginePowerengineering201412 DLjosetxoxNessuna valutazione finora
- Powerengineering201605 DLDocumento57 paginePowerengineering201605 DLjosetxoxNessuna valutazione finora
- Power EngineeringDocumento61 paginePower Engineeringjaguar13Nessuna valutazione finora
- Powermag 2012Documento116 paginePowermag 2012elnene69Nessuna valutazione finora
- October 2014Documento76 pagineOctober 2014Muhammad Shahzad KhurramNessuna valutazione finora
- With Help From Talia Buford and Adam SniderDocumento14 pagineWith Help From Talia Buford and Adam SniderCREWNessuna valutazione finora
- Clean Coal ThesisDocumento7 pagineClean Coal Thesisdwnt5e3k100% (2)
- REO Town: Clean and Efficient: November - December 2013Documento52 pagineREO Town: Clean and Efficient: November - December 2013Ignacio MarínNessuna valutazione finora
- Power - October 2011Documento96 paginePower - October 2011Orlando BarriosNessuna valutazione finora
- A Blueprint For Achieving Net-Zero CO2 Emissions: The Difficult Road for the US to Achieve Net-Zero CO2 Emissions by 2050Da EverandA Blueprint For Achieving Net-Zero CO2 Emissions: The Difficult Road for the US to Achieve Net-Zero CO2 Emissions by 2050Nessuna valutazione finora
- Power Magazine March 2014Documento82 paginePower Magazine March 2014Leon SanchezNessuna valutazione finora
- PDF 1603Documento17 paginePDF 1603recsco2Nessuna valutazione finora
- Revista Power de Enero 2015Documento60 pagineRevista Power de Enero 2015XILEF87Nessuna valutazione finora
- Hydrocarbon Processing April 2013Documento113 pagineHydrocarbon Processing April 2013asadashfaqlodhiNessuna valutazione finora
- International January 2012Documento76 pagineInternational January 2012sebascianNessuna valutazione finora
- December 2012Documento166 pagineDecember 2012Sarah Cohen100% (1)
- Power 2012-12Documento166 paginePower 2012-12Marc AnmellaNessuna valutazione finora
- Revista POWERDocumento164 pagineRevista POWERPamela CHNessuna valutazione finora
- Industrial Combined Heat and Power: Why Is It Stalled in The U.S.?Documento57 pagineIndustrial Combined Heat and Power: Why Is It Stalled in The U.S.?Ale BallesterosNessuna valutazione finora
- Gulfpub HP 201204Documento139 pagineGulfpub HP 201204BacteriamanNessuna valutazione finora
- IGCC Newspaper Articles Report SummaryDocumento4 pagineIGCC Newspaper Articles Report SummaryR.NandakumarNessuna valutazione finora
- Thompson 12 13Documento3 pagineThompson 12 13usaeeNessuna valutazione finora
- Solar-Augment Potential of U.S. Fossil-Fired Power Plants: Craig Turchi and Nicholas Langle Robin Bedilion and Cara LibbyDocumento25 pagineSolar-Augment Potential of U.S. Fossil-Fired Power Plants: Craig Turchi and Nicholas Langle Robin Bedilion and Cara LibbyjamesborNessuna valutazione finora
- The Assault On Coal and American ConsumersDocumento12 pagineThe Assault On Coal and American Consumersmdmorgan88Nessuna valutazione finora
- Powermag200909 2 DLDocumento80 paginePowermag200909 2 DLOrlando BarriosNessuna valutazione finora
- Powermag201004 2 DLDocumento76 paginePowermag201004 2 DL3319826Nessuna valutazione finora
- Powergridinternational201310 DLDocumento40 paginePowergridinternational201310 DLNinh Quoc TrungNessuna valutazione finora
- Power May 2013Documento112 paginePower May 2013Orlando BarriosNessuna valutazione finora
- PowMagazine 07 2014Documento72 paginePowMagazine 07 2014sispot2009Nessuna valutazione finora
- Wind Shortfalls Make Grid Guys NervousDocumento2 pagineWind Shortfalls Make Grid Guys NervousarchaeopteryxgrNessuna valutazione finora
- Regulation of Greenhouse GasesDocumento3 pagineRegulation of Greenhouse GasesALECNessuna valutazione finora
- Comparative Analysis of Power Plants with CO2 CaptureDocumento18 pagineComparative Analysis of Power Plants with CO2 Captureserban_elNessuna valutazione finora
- 2007 Gasification Technologies Conference Gasification Industry Roundtable Oct. 15, 2007 Major Developments & Emerging TrendsDocumento8 pagine2007 Gasification Technologies Conference Gasification Industry Roundtable Oct. 15, 2007 Major Developments & Emerging TrendssadiqNessuna valutazione finora
- Powermag200908 2 DLDocumento84 paginePowermag200908 2 DLOrlando BarriosNessuna valutazione finora
- Industry Prognosis For 2008: Carbon ParalysisDocumento76 pagineIndustry Prognosis For 2008: Carbon ParalysisOrlando BarriosNessuna valutazione finora
- International April 2012Documento72 pagineInternational April 2012muhammad_ghanie7475Nessuna valutazione finora
- AIP Summer IssueDocumento24 pagineAIP Summer IssueOrlando BarriosNessuna valutazione finora
- Marlo Lewis Competitive Enterprise Institute Comment Letter On EPA Carbon Rule Docket No EPA-HQ-OAR-2013-0495 May 9 2014Documento12 pagineMarlo Lewis Competitive Enterprise Institute Comment Letter On EPA Carbon Rule Docket No EPA-HQ-OAR-2013-0495 May 9 2014freedom1001Nessuna valutazione finora
- Novel Method of Detection of Surge - Gas Machinery Journal Q2 - 13Documento16 pagineNovel Method of Detection of Surge - Gas Machinery Journal Q2 - 13mantosh_bhattacharyaNessuna valutazione finora
- Power - October 2013 PDFDocumento92 paginePower - October 2013 PDFisosicaNessuna valutazione finora
- Powering Out of Pandemic:: Unleashing The Potential of GasDocumento42 paginePowering Out of Pandemic:: Unleashing The Potential of GasAndrew ThompsonNessuna valutazione finora
- Processing May 2013Documento119 pagineProcessing May 2013triuneenergy100% (1)
- Watt's#29 PowershiftDocumento2 pagineWatt's#29 PowershiftJoDueckNessuna valutazione finora
- April 2015Documento104 pagineApril 2015prasanta_bbsrNessuna valutazione finora
- Electric Light and Power Jul-Ago PDFDocumento44 pagineElectric Light and Power Jul-Ago PDFjegva7875Nessuna valutazione finora
- Dirty KilowattsDocumento66 pagineDirty Kilowattsapi-3697505Nessuna valutazione finora
- November 2014Documento76 pagineNovember 2014prasanta_bbsrNessuna valutazione finora
- With Help From Andrew Restuccia, Erica Martinson and Darius DixonDocumento4 pagineWith Help From Andrew Restuccia, Erica Martinson and Darius DixonCREWNessuna valutazione finora
- Coal, Nuclear, Oil, Natural Gas Power Plant Case Study - SolutionDocumento7 pagineCoal, Nuclear, Oil, Natural Gas Power Plant Case Study - SolutionKshitishNessuna valutazione finora
- Predicting the Price of Carbon Supplement 1: Hinkley Point C Nuclear Power Station Enhanced Carbon Audit LCA Case StudyDa EverandPredicting the Price of Carbon Supplement 1: Hinkley Point C Nuclear Power Station Enhanced Carbon Audit LCA Case StudyNessuna valutazione finora
- Keeping the Lights on at America's Nuclear Power PlantsDa EverandKeeping the Lights on at America's Nuclear Power PlantsNessuna valutazione finora
- The Green Collar Economy: How One Solution Can Fix Our Two Biggest ProblemsDa EverandThe Green Collar Economy: How One Solution Can Fix Our Two Biggest ProblemsValutazione: 3.5 su 5 stelle3.5/5 (32)
- Power - May 2014Documento76 paginePower - May 2014ppluis90Nessuna valutazione finora
- Solar EnergyDocumento4 pagineSolar EnergyAliya jabeenNessuna valutazione finora
- Pei201403 DL PDFDocumento69 paginePei201403 DL PDFjegva7875Nessuna valutazione finora
- Nhà quản trị Thành Công - The Effective Excutive (Peter F. Drucker)Documento120 pagineNhà quản trị Thành Công - The Effective Excutive (Peter F. Drucker)Trần Thành TrungNessuna valutazione finora
- Electric Price (Quyet Dinh So 4887 QD BCTDocumento8 pagineElectric Price (Quyet Dinh So 4887 QD BCTNinh Quoc TrungNessuna valutazione finora
- Pei201402 DLDocumento52 paginePei201402 DLNinh Quoc TrungNessuna valutazione finora
- Nguyen Ly 80 20Documento217 pagineNguyen Ly 80 20Dieu xinhNessuna valutazione finora
- Reworld20130910 DLDocumento101 pagineReworld20130910 DLNinh Quoc TrungNessuna valutazione finora
- Generator Step Up and System Intertie Power TransformersDocumento8 pagineGenerator Step Up and System Intertie Power TransformershansamvNessuna valutazione finora
- Partnership With Petrovietnam 2012Documento88 paginePartnership With Petrovietnam 2012Ninh Quoc TrungNessuna valutazione finora
- Global Low ResDocumento12 pagineGlobal Low ResNinh Quoc TrungNessuna valutazione finora
- XgisDocumento16 pagineXgisNinh Quoc TrungNessuna valutazione finora
- Powergridinternational201310 DLDocumento40 paginePowergridinternational201310 DLNinh Quoc TrungNessuna valutazione finora
- Wwi20130809 DLDocumento77 pagineWwi20130809 DLNinh Quoc TrungNessuna valutazione finora
- Power TransformersDocumento8 paginePower TransformersNinh Quoc TrungNessuna valutazione finora
- Inside The Tennessee Valley AuthorityDocumento28 pagineInside The Tennessee Valley AuthorityNinh Quoc TrungNessuna valutazione finora
- Machine Protection Setting ExercisesDocumento41 pagineMachine Protection Setting ExercisesckulamNessuna valutazione finora
- Modern Design AGUSTUS 2007Documento100 pagineModern Design AGUSTUS 2007herry potterNessuna valutazione finora
- Powergridinternational201308 DL PDFDocumento45 paginePowergridinternational201308 DL PDFNinh Quoc TrungNessuna valutazione finora
- Alstom - Digital Integrated Generator Protection RelayDocumento24 pagineAlstom - Digital Integrated Generator Protection RelayNinh Quoc TrungNessuna valutazione finora
- Pei20130708 DLDocumento56 paginePei20130708 DLNinh Quoc TrungNessuna valutazione finora
- Pei20130708 DLDocumento56 paginePei20130708 DLNinh Quoc TrungNessuna valutazione finora
- Pei201309 DLDocumento116 paginePei201309 DLNinh Quoc TrungNessuna valutazione finora
- Hydroworld20130910 DLDocumento65 pagineHydroworld20130910 DLNinh Quoc TrungNessuna valutazione finora
- Powerengineering201308 DLDocumento69 paginePowerengineering201308 DLOrlando BarriosNessuna valutazione finora
- Cam Nang Cam Ket Thuong Mai Dich Vu Cua Viet Nam Trong Wto NewDocumento303 pagineCam Nang Cam Ket Thuong Mai Dich Vu Cua Viet Nam Trong Wto NewNinh Quoc TrungNessuna valutazione finora
- Npi20130708 DL PDFDocumento30 pagineNpi20130708 DL PDFNinh Quoc TrungNessuna valutazione finora
- Pei20130708 DLDocumento56 paginePei20130708 DLNinh Quoc TrungNessuna valutazione finora
- Cam Nang Cam Ket Thuong Mai Dich Vu Cua Viet Nam Trong Wto NewDocumento303 pagineCam Nang Cam Ket Thuong Mai Dich Vu Cua Viet Nam Trong Wto NewNinh Quoc TrungNessuna valutazione finora
- Facebook Twitter Linkedin: Your AD HereDocumento41 pagineFacebook Twitter Linkedin: Your AD HereNinh Quoc TrungNessuna valutazione finora
- Steam TurbineDocumento8 pagineSteam TurbineNinh Quoc TrungNessuna valutazione finora
- 4 Chapter Four Chemical Reaction and CombustionDocumento90 pagine4 Chapter Four Chemical Reaction and CombustionMohamed AbdelaalNessuna valutazione finora
- Temperatur AshDocumento16 pagineTemperatur Ashazian julianaNessuna valutazione finora
- Fischer-Tropsch Fuels Refinery DesignDocumento29 pagineFischer-Tropsch Fuels Refinery DesignEden HuangNessuna valutazione finora
- Bio Methane Into The Gas Grid A Guide For ProducersDocumento24 pagineBio Methane Into The Gas Grid A Guide For ProducersAhmet DarelNessuna valutazione finora
- 6 Coal Gasification IGCCDocumento2 pagine6 Coal Gasification IGCCIshanSaneNessuna valutazione finora
- Biomass Gasification: Still Promising After 30 YearsDocumento11 pagineBiomass Gasification: Still Promising After 30 YearsNguyen LucNessuna valutazione finora
- Gasification Process ModelingDocumento6 pagineGasification Process ModelingRebeca Santamaria MedelNessuna valutazione finora
- STR 01 2018Documento26 pagineSTR 01 2018JigneshNessuna valutazione finora
- Shell Gasification Business in Action v2Documento19 pagineShell Gasification Business in Action v2Vangelis Nanos100% (1)
- Lignites - Their Occurrence, Production and Utilisation PDFDocumento220 pagineLignites - Their Occurrence, Production and Utilisation PDFzmnerNessuna valutazione finora
- Hazardous Waste SeminarDocumento26 pagineHazardous Waste SeminarMayur Parmar33% (3)
- M2 IGCC HRSG Enhanced Modeling and Simulation in Power Plant DR R R JoshiDocumento32 pagineM2 IGCC HRSG Enhanced Modeling and Simulation in Power Plant DR R R JoshiAkshat RawatNessuna valutazione finora
- Bottling Biogas Into Cylinders As An Alternative Sustainable Energy Source To Mitigate Climate ChangeDocumento5 pagineBottling Biogas Into Cylinders As An Alternative Sustainable Energy Source To Mitigate Climate Changeshravan nyalamNessuna valutazione finora
- Entrained Flow GasifierDocumento18 pagineEntrained Flow GasifierArun AnandNessuna valutazione finora
- Performance Evaluation of A Biogas Stove For Cooking in NigeriaDocumento5 paginePerformance Evaluation of A Biogas Stove For Cooking in NigeriaKaren Joy BabidaNessuna valutazione finora
- The Applied Research On The Small Oil Gun Ignition Technology in Pulverized Coal-Fired BoilerDocumento4 pagineThe Applied Research On The Small Oil Gun Ignition Technology in Pulverized Coal-Fired BoilerAnis SuryadiNessuna valutazione finora
- Environment Project FinalDocumento24 pagineEnvironment Project FinalRanjeet KatkarNessuna valutazione finora
- Training Report Electrical NFL BathindaDocumento26 pagineTraining Report Electrical NFL BathindaManjotBrar100% (2)
- IGCC For Power Generation: N.T.P.C Gas Plant DadriDocumento25 pagineIGCC For Power Generation: N.T.P.C Gas Plant DadriAmit JhaNessuna valutazione finora
- P174 Küttner-SchottDocumento9 pagineP174 Küttner-SchottSiddharth PantNessuna valutazione finora
- D2 Dinesh Pant Biomass Technology and ImplementationDocumento57 pagineD2 Dinesh Pant Biomass Technology and ImplementationBuddhi Raj SharmaNessuna valutazione finora
- Synagas Refiner 8 April 2010Documento26 pagineSynagas Refiner 8 April 2010biswacementNessuna valutazione finora
- Development of Gas Turbine Combustors For Fuel Flexibility 2 PDFDocumento31 pagineDevelopment of Gas Turbine Combustors For Fuel Flexibility 2 PDFJohn Kelly100% (1)
- Methanol Process: m3000 - m7000 - m2000cDocumento7 pagineMethanol Process: m3000 - m7000 - m2000cMuhammad NaeemNessuna valutazione finora
- Pyrolysis of Plastic Waste To EnvironmenDocumento14 paginePyrolysis of Plastic Waste To EnvironmenManoj SahuNessuna valutazione finora
- The Breakthrough Ironmaking Technologies Combined With Energiron, Blast Furnace and SyngasDocumento11 pagineThe Breakthrough Ironmaking Technologies Combined With Energiron, Blast Furnace and SyngaskaustavNessuna valutazione finora
- Potential of Waste-to-Energy Technologies for Sustainable DevelopmentDocumento14 paginePotential of Waste-to-Energy Technologies for Sustainable DevelopmentEduardo Izaguirre AnchundiaNessuna valutazione finora
- 1 s2.0 S0306261923005597 MainDocumento13 pagine1 s2.0 S0306261923005597 Mainjimmy_burgos_11Nessuna valutazione finora
- Homemade Wood Gasifier Power Grid FailureDocumento14 pagineHomemade Wood Gasifier Power Grid FailureMarius Danila100% (4)