Potrebbero piacerti anche
- Alliance Supplier Guide 2.3Documento3 pagineAlliance Supplier Guide 2.3MNessuna valutazione finora
- MATRIXDocumento5 pagineMATRIXSerchecko JaureguiNessuna valutazione finora
- Supplier APQP TrainingDocumento29 pagineSupplier APQP Trainingfdsa01Nessuna valutazione finora
- MMOG Logistics EnglishDocumento85 pagineMMOG Logistics Englishe2ycNessuna valutazione finora
- Kit Comunicatie ANPQP-V23Documento20 pagineKit Comunicatie ANPQP-V23djclaudiuNessuna valutazione finora
- Aptiv Customer Specific Requirements June 20th 2022Documento15 pagineAptiv Customer Specific Requirements June 20th 2022Hosam Elden Mostafa MasaranyNessuna valutazione finora
- 5.MMOGLE Training Material For IndonesiaDocumento106 pagine5.MMOGLE Training Material For Indonesiamatwan29Nessuna valutazione finora
- ANPQP - 3.0 - Category 4Documento27 pagineANPQP - 3.0 - Category 4jefry sitorus100% (1)
- Presentation of The NSA: New Supplier AssessmentDocumento35 paginePresentation of The NSA: New Supplier AssessmentMojtaba MousaviNessuna valutazione finora
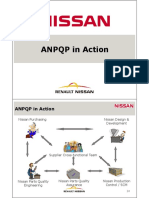
- ANPQP - 3.0 - in ActionDocumento14 pagineANPQP - 3.0 - in Actionjefry sitorus100% (1)
- ANPQP Structure Diagram: Alliance Supplier GuideDocumento7 pagineANPQP Structure Diagram: Alliance Supplier Guide游祥輝Nessuna valutazione finora
- Anpqp 3.0 en Day-2 FinDocumento134 pagineAnpqp 3.0 en Day-2 Fintomyclau100% (3)
- VDA Volume 6.3 Figure 2.1Documento1 paginaVDA Volume 6.3 Figure 2.1SudhagarNessuna valutazione finora
- ANPQPDocumento40 pagineANPQPTania Marín Cruz100% (1)
- Training Module Aiag Cqi Licensed Training Partner Topqm Systems Overview enDocumento3 pagineTraining Module Aiag Cqi Licensed Training Partner Topqm Systems Overview enjpaulNessuna valutazione finora
- FaureciaDocumento34 pagineFaureciaIonut Eduard100% (2)
- ANPQP Category 6 Product ConfirmationDocumento7 pagineANPQP Category 6 Product Confirmationjefry sitorusNessuna valutazione finora
- APQP ENG SiemensDocumento12 pagineAPQP ENG SiemensVikash KumarNessuna valutazione finora
- Formel Q Quality Capability Supplier Assessment Guidelines 2005 PDFDocumento152 pagineFormel Q Quality Capability Supplier Assessment Guidelines 2005 PDFAntonioNessuna valutazione finora
- SFMEA Check ListDocumento16 pagineSFMEA Check ListIgnacioNessuna valutazione finora
- APQP Manual VolvoDocumento30 pagineAPQP Manual VolvoVictor Hugo50% (2)
- ANPQP - 3.0 - Category 1Documento6 pagineANPQP - 3.0 - Category 1jefry sitorusNessuna valutazione finora
- APQP Checklist Combined Rev 5 - 2Documento17 pagineAPQP Checklist Combined Rev 5 - 2Neil SarkarNessuna valutazione finora
- GM 1927 08 Potential Supplier Assessment (PSA)Documento12 pagineGM 1927 08 Potential Supplier Assessment (PSA)Juan Carlos Murillo Larrota100% (1)
- ASES - Chapterwise Micro Level Action Plan Closure Summary & TimelineDocumento21 pagineASES - Chapterwise Micro Level Action Plan Closure Summary & TimelineAnkit Saini100% (4)
- Supplier APQP Requirements Matrix: D & C These Items To Be Included On Gap Analysis Sheet With ActionsDocumento4 pagineSupplier APQP Requirements Matrix: D & C These Items To Be Included On Gap Analysis Sheet With ActionsOmkar waghuleNessuna valutazione finora
- ANPQP - 3.0 - Category 5Documento27 pagineANPQP - 3.0 - Category 5jefry sitorusNessuna valutazione finora
- VCC Phased PPAP Requirements Handbook - V2Documento14 pagineVCC Phased PPAP Requirements Handbook - V2medi38Nessuna valutazione finora
- Booklet Learner 33774 Kit 2 Days ANPQP STD V3.2 Day2 ENDocumento63 pagineBooklet Learner 33774 Kit 2 Days ANPQP STD V3.2 Day2 ENadrianNessuna valutazione finora
- Template Q-Offer v1 2Documento25 pagineTemplate Q-Offer v1 2Krishna Mohan T.R100% (1)
- Faurecia Target Cycle Time PDFDocumento10 pagineFaurecia Target Cycle Time PDFalbertoNessuna valutazione finora
- Capacity Training PDFDocumento103 pagineCapacity Training PDFKaya Eralp Asan100% (1)
- Fis-S-Lse-5280 (Faurecia)Documento73 pagineFis-S-Lse-5280 (Faurecia)EdmarNessuna valutazione finora
- VDA6.3 - Engl06 04 04 PDFDocumento26 pagineVDA6.3 - Engl06 04 04 PDFjpenjerryNessuna valutazione finora
- Layout Inspection Report XH5DR June 20 2012Documento17 pagineLayout Inspection Report XH5DR June 20 2012nathiven100% (1)
- VOLVO APQP-PPAP Deployment Supplier Information 挋嫌挋Documento10 pagineVOLVO APQP-PPAP Deployment Supplier Information 挋嫌挋張永松Nessuna valutazione finora
- FAU-S-DSG-2200 - PMCS Frame Work, Key Activities - V1 Mar 2016Documento31 pagineFAU-S-DSG-2200 - PMCS Frame Work, Key Activities - V1 Mar 2016HammamiSalah100% (1)
- GP-12 Check SheetsDocumento2 pagineGP-12 Check SheetsLam Nguyen100% (4)
- Formel Q Capability V8 Appendix enDocumento8 pagineFormel Q Capability V8 Appendix enSlavomír LukáčNessuna valutazione finora
- GM 1927-30 QSB AuditDocumento38 pagineGM 1927-30 QSB Auditmanune01Nessuna valutazione finora
- D 020 4 03 EN RevEDocumento28 pagineD 020 4 03 EN RevEnrupbalarNessuna valutazione finora
- Sps0660en Red BinsDocumento4 pagineSps0660en Red Binspatima_sv4875Nessuna valutazione finora
- GM1927Documento127 pagineGM1927hmp90Nessuna valutazione finora
- VDA6.3 QuestionsDocumento17 pagineVDA6.3 QuestionsSónia Queiroz100% (1)
- GM 1927-11 APQP Kick Off and SRV Workbook-GMDocumento7 pagineGM 1927-11 APQP Kick Off and SRV Workbook-GMJOECOOL67Nessuna valutazione finora
- Ppap Worksheet (GM 1411) : S Master Status: Lab StatusDocumento6 paginePpap Worksheet (GM 1411) : S Master Status: Lab Statuscong daNessuna valutazione finora
- Sop On Apqp & Ppap WRT Iatf 16949-2016Documento1 paginaSop On Apqp & Ppap WRT Iatf 16949-2016balakumar rajaram100% (1)
- 15 GlossaireDocumento37 pagine15 GlossaireManuela V100% (1)
- Iatf TrainingDocumento10 pagineIatf TrainingAniket JadhavNessuna valutazione finora
- 1h GM 1927-10 Lessons LearnedDocumento0 pagine1h GM 1927-10 Lessons LearnedMansoor AliNessuna valutazione finora
- Apqp FormsDocumento32 pagineApqp FormsAnonymous A2jnZ5MNPxNessuna valutazione finora
- Vda63 Audit Report EnglishDocumento8 pagineVda63 Audit Report Englishjhmagagnin100% (1)
- Customer Specific Requirements - PPAP (2014!03!05)Documento7 pagineCustomer Specific Requirements - PPAP (2014!03!05)diablo2250Nessuna valutazione finora
- APQP+PPAP QuestionnaireDocumento3 pagineAPQP+PPAP Questionnaireamit02mech0% (1)
- 1 - What Is ASES, 2 - Explanation of The QuestionnaireDocumento50 pagine1 - What Is ASES, 2 - Explanation of The QuestionnaireCarlos AguilarNessuna valutazione finora
- QRQC Training ProtocolDocumento52 pagineQRQC Training ProtocolSudhagar P100% (1)
- ACE Silver 2015 PresentationDocumento20 pagineACE Silver 2015 PresentationY BNessuna valutazione finora
- Supplier Audit Checklist - ZftvsDocumento3 pagineSupplier Audit Checklist - Zftvsaboo2uNessuna valutazione finora
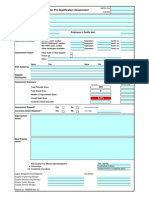
- 01 Supplier Pre-Qualification AssessmentDocumento18 pagine01 Supplier Pre-Qualification AssessmentChinh Lê Đình100% (1)
- ProQC ExampleReport TS16949 Audit PDFDocumento39 pagineProQC ExampleReport TS16949 Audit PDFpandajayNessuna valutazione finora
- Thermo Scientific 49iq: Ozone Analyzer-UV PhotometricDocumento2 pagineThermo Scientific 49iq: Ozone Analyzer-UV PhotometricAnish KarthikeyanNessuna valutazione finora
- GlobalisationDocumento8 pagineGlobalisationdummy12345Nessuna valutazione finora
- Augusta Issue 1145 - The Jail ReportDocumento24 pagineAugusta Issue 1145 - The Jail ReportGreg RickabaughNessuna valutazione finora
- Learning Activity Sheet Pre-Calculus: Science Technology Engineering and Mathematics (STEM) Specialized SubjectDocumento26 pagineLearning Activity Sheet Pre-Calculus: Science Technology Engineering and Mathematics (STEM) Specialized SubjectJanet ComandanteNessuna valutazione finora
- GFN Cired PaperDocumento8 pagineGFN Cired PaperSukant BhattacharyaNessuna valutazione finora
- Battle Cry Zulu WarDocumento4 pagineBattle Cry Zulu WarPat RisNessuna valutazione finora
- Nonlinear Robust Control of High-Speed Supercavitating Vehicle in The Vertical PlaneDocumento10 pagineNonlinear Robust Control of High-Speed Supercavitating Vehicle in The Vertical Planesamsaptak ghoshNessuna valutazione finora
- Determination of Iron in Water - SpectrophotometryDocumento4 pagineDetermination of Iron in Water - Spectrophotometryhanif ahmadNessuna valutazione finora
- Industrial SafetyDocumento5 pagineIndustrial Safetykamujula reddyNessuna valutazione finora
- Fatty AcidsDocumento13 pagineFatty AcidsRaviraj MalaniNessuna valutazione finora
- Cure Jealousy WorksheetsDocumento20 pagineCure Jealousy WorksheetsSelina CothrenNessuna valutazione finora
- Sample Minutes of MeetingDocumento3 pagineSample Minutes of MeetingMohamad AzmeerNessuna valutazione finora
- Autonomic Nervous SystemDocumento21 pagineAutonomic Nervous SystemDung Nguyễn Thị MỹNessuna valutazione finora
- (Application Transfer Manual Volume: Be The CadreDocumento2 pagine(Application Transfer Manual Volume: Be The CadreVishnu MuralidharanNessuna valutazione finora
- Proplanner Assembly Planner PFEPDocumento5 pagineProplanner Assembly Planner PFEPAya MdimeghNessuna valutazione finora
- LoRa TechnologyDocumento10 pagineLoRa TechnologyAnonymous CGk2roNessuna valutazione finora
- Subject-Verb AgreementDocumento10 pagineSubject-Verb AgreementLouie Jay Cañada AbarquezNessuna valutazione finora
- Phil. Hist. SyllabusDocumento7 paginePhil. Hist. SyllabusCarl Angelo MartinNessuna valutazione finora
- Hex 33 X 80Documento1 paginaHex 33 X 80PurchaseNessuna valutazione finora
- A-Health Advance - Application Form With InstructionsDocumento14 pagineA-Health Advance - Application Form With InstructionsExsan OthmanNessuna valutazione finora
- Reconductoring Using HTLS Conductors. Case Study For A 220 KV Double Circuit Transmission LINE in RomaniaDocumento7 pagineReconductoring Using HTLS Conductors. Case Study For A 220 KV Double Circuit Transmission LINE in RomaniaJose ValdiviesoNessuna valutazione finora
- Cyber Frauds, Scams and Their Victims - Mark Button, Cassandra CrossDocumento253 pagineCyber Frauds, Scams and Their Victims - Mark Button, Cassandra CrossMitesh MehtaNessuna valutazione finora
- DrosteDocumento4 pagineDrosteapi-478100074Nessuna valutazione finora
- Small Scale IndustriesDocumento6 pagineSmall Scale IndustriesMangesh KadamNessuna valutazione finora
- Y2V7 Full With SSDocumento294 pagineY2V7 Full With SSAyanokoji KyotakaNessuna valutazione finora
- Standard CellDocumento53 pagineStandard CellShwethNessuna valutazione finora
- Writing Capstone Research Project For Senior High School A Modified Guide ManualDocumento9 pagineWriting Capstone Research Project For Senior High School A Modified Guide ManualIOER International Multidisciplinary Research Journal ( IIMRJ)Nessuna valutazione finora
- Scriptcase MacrosDocumento6 pagineScriptcase MacrosMeliana WangNessuna valutazione finora
- Principles of Public ExpenditureDocumento1 paginaPrinciples of Public ExpenditureNikhil Shenai100% (1)
- Conformational AnalysisDocumento4 pagineConformational AnalysisJinNessuna valutazione finora