Potrebbero piacerti anche
- VLF Radio Engineering: International Series of Monographs in Electromagnetic WavesDa EverandVLF Radio Engineering: International Series of Monographs in Electromagnetic WavesNessuna valutazione finora
- Answers to Selected Problems in Multivariable Calculus with Linear Algebra and SeriesDa EverandAnswers to Selected Problems in Multivariable Calculus with Linear Algebra and SeriesValutazione: 1.5 su 5 stelle1.5/5 (2)
- Transmission systems analysis and designDocumento4 pagineTransmission systems analysis and designPopa MirceaNessuna valutazione finora
- Transmisii: U U) U U (2 U U U 2Documento4 pagineTransmisii: U U) U U (2 U U U 2Simona BlînduNessuna valutazione finora
- REVISED AITS 2324 FT II JEEM TD SolDocumento18 pagineREVISED AITS 2324 FT II JEEM TD SolVishnuNessuna valutazione finora
- AITS 2223 FT I JEEA Paper 1 Sol PDFDocumento12 pagineAITS 2223 FT I JEEA Paper 1 Sol PDFSoham DuttaNessuna valutazione finora
- FIITJEE ALL INDIA TEST SERIES PART TEST SOLUTIONSDocumento18 pagineFIITJEE ALL INDIA TEST SERIES PART TEST SOLUTIONSNeeti VarshneyNessuna valutazione finora
- Fluid Mechanics Cheat CodeDocumento11 pagineFluid Mechanics Cheat Codeazamchishty796Nessuna valutazione finora
- JEE Advanced 2020 Physics Part Test 3 SolutionsDocumento12 pagineJEE Advanced 2020 Physics Part Test 3 SolutionsMitadru DattaNessuna valutazione finora
- AITS-1920-PT-III - JEEA-PAPER-2-Sol PDFDocumento12 pagineAITS-1920-PT-III - JEEA-PAPER-2-Sol PDFAryan SaxenaNessuna valutazione finora
- AITS-1920-PT-III - JEEA-PAPER-2-Sol Held On 15.12.2019Documento12 pagineAITS-1920-PT-III - JEEA-PAPER-2-Sol Held On 15.12.2019gauravNessuna valutazione finora
- (@bohring - Bot) AITS-2324-FT-II-JEEM-TD-SolDocumento18 pagine(@bohring - Bot) AITS-2324-FT-II-JEEM-TD-SolAryan GuptaNessuna valutazione finora
- Metrado de TuberiasDocumento6 pagineMetrado de TuberiasJhan VeikerNessuna valutazione finora
- Aits 2021 FT I Jeea Paper 2 SolDocumento10 pagineAits 2021 FT I Jeea Paper 2 SolDivyansh GuptaNessuna valutazione finora
- ALPS 2320 Physics Assignment SolutionsDocumento17 pagineALPS 2320 Physics Assignment Solutionsvikram singhNessuna valutazione finora
- 10-12-2022 (Test Series) - XII - JEE (UT-4) Key + SolutionDocumento6 pagine10-12-2022 (Test Series) - XII - JEE (UT-4) Key + Solutionnikhilnetke014Nessuna valutazione finora
- Part 3 - Lccde by Laplace TransformDocumento41 paginePart 3 - Lccde by Laplace Transformandrew brownNessuna valutazione finora
- Cueto, HI MIDTERMActivity 1Documento3 pagineCueto, HI MIDTERMActivity 1Hannah Ira CuetoNessuna valutazione finora
- Sol Ch6 Part2Documento9 pagineSol Ch6 Part2mazharNessuna valutazione finora
- Activity 3Documento4 pagineActivity 3Ayushman DharNessuna valutazione finora
- AITS 2223 FT X JEEM SolDocumento18 pagineAITS 2223 FT X JEEM SolDebjyoti BingNessuna valutazione finora
- Assignment 1 SolutionDocumento11 pagineAssignment 1 SolutionKash TorabiNessuna valutazione finora
- L03 LCCDE LaplaceTransform PDFDocumento40 pagineL03 LCCDE LaplaceTransform PDFJoseph Angelo BuenafeNessuna valutazione finora
- Vidyamandir Classes JEE Mains 2015 SolutionsDocumento16 pagineVidyamandir Classes JEE Mains 2015 SolutionsAnshulAggarwalNessuna valutazione finora
- 1 s2.0 0370269387900414 MainDocumento6 pagine1 s2.0 0370269387900414 MainPatrick WongNessuna valutazione finora
- Bachelor of Electronic EngDocumento9 pagineBachelor of Electronic EngSethalaDeviVelusamyNessuna valutazione finora
- FIITJEE ALL INDIA TEST SERIES PART TEST – III JEE (Main)-2019 ANSWERS, HINTS & SOLUTIONSDocumento18 pagineFIITJEE ALL INDIA TEST SERIES PART TEST – III JEE (Main)-2019 ANSWERS, HINTS & SOLUTIONSTanushree SinghNessuna valutazione finora
- Notes On The WiedemannFranzLawDocumento8 pagineNotes On The WiedemannFranzLawhalid dazkiriNessuna valutazione finora
- JEE Advanced 2019 Paper 2 Physics, Chemistry and Maths SolutionsDocumento14 pagineJEE Advanced 2019 Paper 2 Physics, Chemistry and Maths SolutionsM jhansiNessuna valutazione finora
- DE Using Laplace TransformDocumento19 pagineDE Using Laplace TransformAllen CastorNessuna valutazione finora
- Module 3 Inverse Laplace TransformDocumento34 pagineModule 3 Inverse Laplace TransformJohnnette AggabaoNessuna valutazione finora
- 2023-Jee Main-4 - Gen 7a, 7b, 7c & 7d - SolutionsDocumento12 pagine2023-Jee Main-4 - Gen 7a, 7b, 7c & 7d - SolutionsUnwantedNessuna valutazione finora
- 2 Summation of Arithmetic and Geometric Sequences: ActivityDocumento58 pagine2 Summation of Arithmetic and Geometric Sequences: ActivityMewSanmongkolNessuna valutazione finora
- GDII Lecture 1 (Compatibility Mode) PDFDocumento132 pagineGDII Lecture 1 (Compatibility Mode) PDFLee Tin YanNessuna valutazione finora
- Spin Orbit - Coupling SolDocumento2 pagineSpin Orbit - Coupling SolThree MusketeersNessuna valutazione finora
- Asamblari Demontabile: M s2 M SDocumento8 pagineAsamblari Demontabile: M s2 M SNeagu DariaNessuna valutazione finora
- Velammal NEET & IIT Academy XII IIT RPTM - 13 Hints & SolutionsDocumento10 pagineVelammal NEET & IIT Academy XII IIT RPTM - 13 Hints & SolutionsKharnikaNessuna valutazione finora
- Formulas LaplaceDocumento1 paginaFormulas LaplaceakhitmanNessuna valutazione finora
- Assignment 9Documento12 pagineAssignment 9Shawn DeolNessuna valutazione finora
- Chemical Engineering Homework Solution Flux CalculationsDocumento2 pagineChemical Engineering Homework Solution Flux Calculationsl7aniNessuna valutazione finora
- 14 05 20 SR N SUPERCHAINA Jee Adv 2014 P1 GUT 2P 1 KEY & SOLDocumento15 pagine14 05 20 SR N SUPERCHAINA Jee Adv 2014 P1 GUT 2P 1 KEY & SOLBLACKDICE GAMINGNessuna valutazione finora
- FIITJEE ALL INDIA TEST SERIES CONCEPT RECAPITULATION TEST – II JEE (Advanced)-2020 PAPER – 1 ANSWERS, HINTS & SOLUTIONS Physics PART – IDocumento13 pagineFIITJEE ALL INDIA TEST SERIES CONCEPT RECAPITULATION TEST – II JEE (Advanced)-2020 PAPER – 1 ANSWERS, HINTS & SOLUTIONS Physics PART – IRoy OrbisonNessuna valutazione finora
- 6453 05 Hw11solDocumento8 pagine6453 05 Hw11soll7aniNessuna valutazione finora
- Aits 1920 FT Vii Jeea Paper 2 SolDocumento12 pagineAits 1920 FT Vii Jeea Paper 2 SolKushagra SrivastavaNessuna valutazione finora
- HW#4 SolnDocumento15 pagineHW#4 SolnjNessuna valutazione finora
- Circular MotionDocumento21 pagineCircular MotionManthan Sharma100% (4)
- Chapter 5 SolutionsDocumento98 pagineChapter 5 SolutionsKhishgee MungunbatNessuna valutazione finora
- Exercises_8Documento3 pagineExercises_8angyruizhNessuna valutazione finora
- Aits 2021 PT Ii Jeea Paper 1 SolDocumento11 pagineAits 2021 PT Ii Jeea Paper 1 SolOm NawaleNessuna valutazione finora
- Exercise 3 LinearDocumento5 pagineExercise 3 LinearWajih AbboudNessuna valutazione finora
- Aiml Part2Documento25 pagineAiml Part2Soban MarufNessuna valutazione finora
- ME2142 - Tut - 1 - With Answers PDFDocumento3 pagineME2142 - Tut - 1 - With Answers PDFLin YushengNessuna valutazione finora
- Aits-1920-Ft-Iii-Jeem - Sol PDFDocumento12 pagineAits-1920-Ft-Iii-Jeem - Sol PDFSameer Goel100% (1)
- All India Test Series: Concept Recapitulation Test - IiiDocumento16 pagineAll India Test Series: Concept Recapitulation Test - IiiRandhir pandeyNessuna valutazione finora
- PHZ 5941 Condensed Matter I Problem Set 2 - SolutionDocumento3 paginePHZ 5941 Condensed Matter I Problem Set 2 - SolutionErick Natividad ZevallosNessuna valutazione finora
- Aits 2021 FT I Jeea Paper 1 SolDocumento11 pagineAits 2021 FT I Jeea Paper 1 SolShivam VarshneyNessuna valutazione finora
- AITS 2324 PT III JEEA Paper 1 SolutionDocumento12 pagineAITS 2324 PT III JEEA Paper 1 Solutionajayk157238Nessuna valutazione finora
- Two Way Floor-Slab DesignXSDFVBDocumento9 pagineTwo Way Floor-Slab DesignXSDFVBzci69Nessuna valutazione finora
- Final SR Star Super Chaina (Revision) Neet Cnt-14 Key Paper Ex - dt-03!02!2024Documento7 pagineFinal SR Star Super Chaina (Revision) Neet Cnt-14 Key Paper Ex - dt-03!02!2024rathodrohan630Nessuna valutazione finora
- Tables of Coulomb Wave Functions: Whittaker FunctionsDa EverandTables of Coulomb Wave Functions: Whittaker FunctionsNessuna valutazione finora
- II.B.1.3 EnglezaDocumento16 pagineII.B.1.3 EnglezaPopa MirceaNessuna valutazione finora
- Program Circulatie Campia Turzii-TurdaDocumento1 paginaProgram Circulatie Campia Turzii-TurdaDiana DidiiNessuna valutazione finora
- Surface FinishDocumento1 paginaSurface FinishRay Faiers100% (3)
- pgs103 109,112Documento8 paginepgs103 109,112Popa MirceaNessuna valutazione finora
- DacosDocumento2 pagineDacosPaul SanduNessuna valutazione finora
- 71 - Main ISO Tolerance For ShaftsDocumento1 pagina71 - Main ISO Tolerance For ShaftsPopa MirceaNessuna valutazione finora
- Maryland Metrics Technical Data Chart Basic Chemical Composition of (GOST Russian Steel Standards) SteelDocumento2 pagineMaryland Metrics Technical Data Chart Basic Chemical Composition of (GOST Russian Steel Standards) SteelPopa MirceaNessuna valutazione finora
- Program Circulatie CT Turda SDDocumento1 paginaProgram Circulatie CT Turda SDElaNessuna valutazione finora
- Key Way SpecifyDocumento1 paginaKey Way SpecifyPopa MirceaNessuna valutazione finora
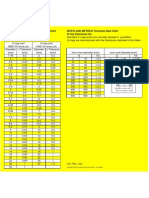
- Brinell Hardness and Tensile Strength Conversion TableDocumento1 paginaBrinell Hardness and Tensile Strength Conversion TablePopa MirceaNessuna valutazione finora
- Technical Sheet No. Ii. B.1.3Documento16 pagineTechnical Sheet No. Ii. B.1.3Popa MirceaNessuna valutazione finora
- Fluid Po W Er Graphic SymbolsDocumento20 pagineFluid Po W Er Graphic SymbolsPopa MirceaNessuna valutazione finora
- 6 Curs TribologieDocumento6 pagine6 Curs TribologiePandel CatalinNessuna valutazione finora
- Asamblari Demontabile: M s2 M SDocumento8 pagineAsamblari Demontabile: M s2 M SNeagu DariaNessuna valutazione finora
- Curele: Tabelul 3.1 Criteriul de Clasificare Tipul TransmisieiDocumento4 pagineCurele: Tabelul 3.1 Criteriul de Clasificare Tipul TransmisieiPopa MirceaNessuna valutazione finora
- Plugin ArboriDocumento4 paginePlugin Arboriaxenie_alexandraNessuna valutazione finora
- Rulmenti si calculul durabilitatii lorDocumento5 pagineRulmenti si calculul durabilitatii lorPopa MirceaNessuna valutazione finora
- MudrasDocumento2 pagineMudrasPopa MirceaNessuna valutazione finora
- Brinell Hardness and Tensile Strength Conversion TableDocumento1 paginaBrinell Hardness and Tensile Strength Conversion TablePopa MirceaNessuna valutazione finora
- Surface FinishDocumento1 paginaSurface FinishRay Faiers100% (3)
- EAN Country CodesDocumento3 pagineEAN Country CodesPopa MirceaNessuna valutazione finora
- Surface FinishDocumento1 paginaSurface FinishRay Faiers100% (3)
- Coduri Bare IsoDocumento6 pagineCoduri Bare IsoPopa MirceaNessuna valutazione finora
- Simboluri HidroDocumento57 pagineSimboluri HidroPopa MirceaNessuna valutazione finora
- Or Gland 2Documento1 paginaOr Gland 2Popa MirceaNessuna valutazione finora
- Fluid Po W Er Graphic SymbolsDocumento20 pagineFluid Po W Er Graphic SymbolsPopa MirceaNessuna valutazione finora
- Or Gland 4Documento1 paginaOr Gland 4Popa MirceaNessuna valutazione finora
- MARYLAND METRICS Technical Data ChartDocumento1 paginaMARYLAND METRICS Technical Data ChartPopa MirceaNessuna valutazione finora