Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Application of Biotechnological Methods For The Synthesis of BiodieselDocumento14 pagineThe Application of Biotechnological Methods For The Synthesis of Biodieselcrazymax90Nessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Delta Pulse Metal Detector Practical GuideDocumento0 pagineDelta Pulse Metal Detector Practical Guidecrazymax9083% (6)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Wireless Intro StudyDocumento47 pagineWireless Intro StudyEmmanuel O. AyeniNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- 102003BGA Reballing Instruction ManualDocumento31 pagine102003BGA Reballing Instruction ManualMassimo LizzaNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- EnzymesDocumento17 pagineEnzymesakshaymoga0% (1)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- JS PH Temp Conc Rennin Enzyme LabDocumento6 pagineJS PH Temp Conc Rennin Enzyme Labcrazymax90Nessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Additive 133Documento1 paginaAdditive 133crazymax90Nessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- UF1001 - UF1007: 1.0A Ultra-Fast RectifierDocumento2 pagineUF1001 - UF1007: 1.0A Ultra-Fast Rectifiercrazymax90Nessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Maelgwyn Imhoflot (Chile)Documento0 pagineMaelgwyn Imhoflot (Chile)crazymax90Nessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Quick Controller InstructionsDocumento1 paginaQuick Controller Instructionscrazymax90Nessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- DesulfatorDocumento5 pagineDesulfatormad659Nessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Pic-P8-X Prototype Board For 8 Pin Pic Microcontrollers: Features: EEPROM Memory InterfaceDocumento2 paginePic-P8-X Prototype Board For 8 Pin Pic Microcontrollers: Features: EEPROM Memory Interfacecrazymax90Nessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Virtins Sound Card Oscilloscope Probe ManualDocumento15 pagineVirtins Sound Card Oscilloscope Probe Manualcrazymax90Nessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Her201G Thru Her208G: 2.0 AMPS. Glass Passivated High Efficient RectifiersDocumento3 pagineHer201G Thru Her208G: 2.0 AMPS. Glass Passivated High Efficient Rectifierscrazymax90Nessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- 342Documento1 pagina342crazymax90Nessuna valutazione finora
- Avrdude Doc 5.11.1Documento42 pagineAvrdude Doc 5.11.1crazymax90Nessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Supercritical Fluid Extraction Technology: 2441 - S001.fm Page 1 Thursday, April 13, 2006 3:03 PMDocumento1 paginaSupercritical Fluid Extraction Technology: 2441 - S001.fm Page 1 Thursday, April 13, 2006 3:03 PMcrazymax90Nessuna valutazione finora
- Non ReflectedDocumento1 paginaNon Reflectedcrazymax90Nessuna valutazione finora
- Journal of Global Biosciences: Research PaperDocumento12 pagineJournal of Global Biosciences: Research PaperAndrew PubgNessuna valutazione finora
- Endozime Aw Triple Plus With ApaDocumento2 pagineEndozime Aw Triple Plus With Apaakusait100% (1)
- WInS Monitoring Checklist 1Documento3 pagineWInS Monitoring Checklist 1Maria Alpha BersabalNessuna valutazione finora
- Air and Water Pollution in Mthatha: Physical SciencesDocumento15 pagineAir and Water Pollution in Mthatha: Physical SciencesLilitha Lilly MfoboNessuna valutazione finora
- Generation of Overland FlowDocumento4 pagineGeneration of Overland FlowLesly Ann Pauline ManaoatNessuna valutazione finora
- Mitsubishi Hishi Tank-GRPDocumento31 pagineMitsubishi Hishi Tank-GRPFathyNessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Coming Out of The Ice Age - BASF Durasorb Cryo-HRUDocumento11 pagineComing Out of The Ice Age - BASF Durasorb Cryo-HRULiu YangtzeNessuna valutazione finora
- Syllabus of ESTDocumento68 pagineSyllabus of ESTRezaul KarimNessuna valutazione finora
- FRM DPDocumento2 pagineFRM DPAngelo EndozoNessuna valutazione finora
- A New Scheme For Ammonia and Fertilizer GenerationDocumento14 pagineA New Scheme For Ammonia and Fertilizer GenerationChiaoNessuna valutazione finora
- Bathtub: What Are They?Documento5 pagineBathtub: What Are They?John Paul DenajibaNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Accumulation On and Extraction of Lead From Point-Of-Use Filters For Evaluating Lead Exposure From Drinking WaterDocumento26 pagineAccumulation On and Extraction of Lead From Point-Of-Use Filters For Evaluating Lead Exposure From Drinking WaterNermeen ElmelegaeNessuna valutazione finora
- Venkat EshDocumento54 pagineVenkat Eshvaidehisarathy1857Nessuna valutazione finora
- Study of Cooling System With Water Mist Sprayers FDocumento10 pagineStudy of Cooling System With Water Mist Sprayers FAbdelrhman MahfouzNessuna valutazione finora
- Fosroc Conbextra GP TDSDocumento4 pagineFosroc Conbextra GP TDSKAVINNessuna valutazione finora
- Polyisobutylene SuccinicamideDocumento9 paginePolyisobutylene Succinicamideperqs BeautyisjoyNessuna valutazione finora
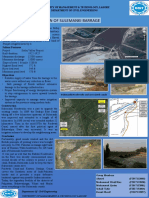
- Design of Sulemanki Barrage: University of Management & Technology, Lahore Department of Civil EngineeringDocumento1 paginaDesign of Sulemanki Barrage: University of Management & Technology, Lahore Department of Civil EngineeringWasif RiazNessuna valutazione finora
- Presentation of DR A Gunasekar WHO Country Office For IndiaDocumento23 paginePresentation of DR A Gunasekar WHO Country Office For Indiajona phie MonteroNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Concrete in PracticeDocumento78 pagineConcrete in PracticeRejoice Sambo100% (1)
- EcoPower Brochure PDFDocumento4 pagineEcoPower Brochure PDFAlejandroNessuna valutazione finora
- Civil Engineering and Environmental ScienceDocumento2 pagineCivil Engineering and Environmental ScienceNyel SaduesteNessuna valutazione finora
- PT - Science 4 - Q1Documento5 paginePT - Science 4 - Q1Emperorson DeeNessuna valutazione finora
- Emalex 602: Safety Data SheetDocumento6 pagineEmalex 602: Safety Data SheetShahbaz QureshiNessuna valutazione finora
- Metroplex Resolution On ALCO/Mohawk Harbor Redevelopment ProjectDocumento118 pagineMetroplex Resolution On ALCO/Mohawk Harbor Redevelopment ProjectAndrew PuglieseNessuna valutazione finora
- Installation, Operation and Maintenance ManualDocumento7 pagineInstallation, Operation and Maintenance ManualWattsNessuna valutazione finora
- Alternative Deconstruct and Design TaskDocumento5 pagineAlternative Deconstruct and Design Taskapi-321385393Nessuna valutazione finora
- ALPEMA Responses To Requirements in API 668 Feb2022Documento4 pagineALPEMA Responses To Requirements in API 668 Feb2022TreeNessuna valutazione finora
- Kivul Oya Reservoir Project ECBADocumento32 pagineKivul Oya Reservoir Project ECBAVijaykanth ViveNessuna valutazione finora
- Datos para El Modelo.: Determinantes UnidadesDocumento8 pagineDatos para El Modelo.: Determinantes UnidadesVaNe Arzayus TrujilloNessuna valutazione finora
- Hero Found: The Greatest POW Escape of the Vietnam WarDa EverandHero Found: The Greatest POW Escape of the Vietnam WarValutazione: 4 su 5 stelle4/5 (19)
- Dirt to Soil: One Family’s Journey into Regenerative AgricultureDa EverandDirt to Soil: One Family’s Journey into Regenerative AgricultureValutazione: 5 su 5 stelle5/5 (125)
- The End of Craving: Recovering the Lost Wisdom of Eating WellDa EverandThe End of Craving: Recovering the Lost Wisdom of Eating WellValutazione: 4.5 su 5 stelle4.5/5 (82)