Potrebbero piacerti anche
- Familias VulnerablesDocumento40 pagineFamilias Vulnerablesandres ramirezNessuna valutazione finora
- Royal Purple Catálogo Industrial 2014 ESPDocumento68 pagineRoyal Purple Catálogo Industrial 2014 ESPRoberto Torres ArancibiaNessuna valutazione finora
- Manual Bomba MaiDocumento42 pagineManual Bomba MaiMarca Christian100% (2)
- Manual, Centro de Maquinado OKUMA P200MDocumento105 pagineManual, Centro de Maquinado OKUMA P200MAbraham Humberto Pedroza Flores100% (3)
- Mantenimiento auxiliar de sistemas mecánicos y fluidos de aeronaves. TMVO0109Da EverandMantenimiento auxiliar de sistemas mecánicos y fluidos de aeronaves. TMVO0109Valutazione: 3 su 5 stelle3/5 (2)
- Formatos de MantenimientoDocumento52 pagineFormatos de MantenimientoDuvanGranadosIbarraNessuna valutazione finora
- Manual Mantenimiento Bolter - Zicsa - Rev 0Documento72 pagineManual Mantenimiento Bolter - Zicsa - Rev 0Nelio Lara Ricaldi100% (1)
- Lavado Del TurbocargadorDocumento10 pagineLavado Del TurbocargadorVictor Efren Flores MadridNessuna valutazione finora
- Tractor AgrícolaDocumento55 pagineTractor AgrícolaEdgar OmarNessuna valutazione finora
- Como Lavar Sistemas HidraulicosDocumento3 pagineComo Lavar Sistemas HidraulicosAlfredo FigueraNessuna valutazione finora
- Formatos Basicos de MantenimientoDocumento23 pagineFormatos Basicos de Mantenimientojavierr mendozaNessuna valutazione finora
- Cuestionario Sistemas HidráulicosDocumento5 pagineCuestionario Sistemas HidráulicosCarlos VargasNessuna valutazione finora
- Bomba de ConcretoDocumento6 pagineBomba de ConcretoJose Anteliz100% (1)
- Hidraulica 1 Español PDFDocumento29 pagineHidraulica 1 Español PDFMax RojasNessuna valutazione finora
- Catalogo Industrial Centrifugos CDADocumento7 pagineCatalogo Industrial Centrifugos CDARosy Lopez FrancoNessuna valutazione finora
- Ruta de LubricacionDocumento161 pagineRuta de LubricacionDANIEL ANDRES MOREANO GAVIRIANessuna valutazione finora
- Ins-Pro-05 Instructivo Enderezamiento de Vastagos FlectadosDocumento5 pagineIns-Pro-05 Instructivo Enderezamiento de Vastagos FlectadosAndres Felipe Ortega JaramilloNessuna valutazione finora
- Manual Programa Intervalos Mantenimiento Horas Maquinarias Pesadas Inspeccion Revision Lubricacion ServicioDocumento28 pagineManual Programa Intervalos Mantenimiento Horas Maquinarias Pesadas Inspeccion Revision Lubricacion ServiciovidenerNessuna valutazione finora
- 02 Curva Caracteristica de La Bomba 2018 1 ABC Recateagirizado 1Documento20 pagine02 Curva Caracteristica de La Bomba 2018 1 ABC Recateagirizado 1Jhon Hernan Poma EscobarNessuna valutazione finora
- Bomba de Paletas (Catalogo) PDFDocumento13 pagineBomba de Paletas (Catalogo) PDFJUan Banquez GarciaNessuna valutazione finora
- Cotozación Tractor de Oruga Modelo D65EX - 16 - Cliente - ASOCIACIÓN ACCIDENTAL ÁRBOL - 11 - 06 - 14 - Ref. 177 PDFDocumento6 pagineCotozación Tractor de Oruga Modelo D65EX - 16 - Cliente - ASOCIACIÓN ACCIDENTAL ÁRBOL - 11 - 06 - 14 - Ref. 177 PDFJose Luis Huanca BlancoNessuna valutazione finora
- KNW 1011 SpanishDocumento8 pagineKNW 1011 SpanishAntonioNessuna valutazione finora
- Herramienta de MecanicoDocumento44 pagineHerramienta de MecanicoEDDY RIVERANessuna valutazione finora
- Banco de Preguntas Sobre Válvulas HidráulicasDocumento65 pagineBanco de Preguntas Sobre Válvulas HidráulicasKamilo P OLayaNessuna valutazione finora
- Selección de Bombas HidraúlicasDocumento53 pagineSelección de Bombas HidraúlicasPaul Solis100% (1)
- Los Siete Errores Más Comunes en Equipo HidráulicoDocumento11 pagineLos Siete Errores Más Comunes en Equipo HidráulicoNoche de EstrellasNessuna valutazione finora
- Entrevista MecanicoDocumento4 pagineEntrevista MecanicoDonRamonzectroNessuna valutazione finora
- Catalogo CasulDocumento59 pagineCatalogo CasulPedro Perez100% (1)
- Plan de Mantenimiento o Programa de Mantenimiento en 10 PasosDocumento11 paginePlan de Mantenimiento o Programa de Mantenimiento en 10 PasosOs Arroyo100% (1)
- 3 RCM Mantenimiento Centrado en La Confiabilidad COMPRESORA DE AMONIACODocumento16 pagine3 RCM Mantenimiento Centrado en La Confiabilidad COMPRESORA DE AMONIACOALEXIS LOPEZ MEDINANessuna valutazione finora
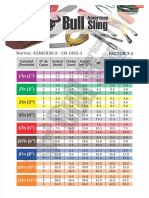
- Ficha Eslinga Factor 7 1Documento1 paginaFicha Eslinga Factor 7 1Charlie Joel Espinoza MonjaNessuna valutazione finora
- Sincronizacion de Cilindros HidraulicosDocumento156 pagineSincronizacion de Cilindros Hidraulicosemerson0% (1)
- Ficha Tecnica NPR BUSDocumento2 pagineFicha Tecnica NPR BUSkevinmp1978Nessuna valutazione finora
- Ficha Técnica Compresor de Aire Sullair LS 20 150Documento2 pagineFicha Técnica Compresor de Aire Sullair LS 20 150rodrigogaya100% (2)
- Catalogo Retenes DimensionesDocumento98 pagineCatalogo Retenes DimensionesBeetho Ven100% (1)
- "Diseño de Una Secadora de Tandas para Arroz Usando Como Combustible Cascarilla de ArrozDocumento8 pagine"Diseño de Una Secadora de Tandas para Arroz Usando Como Combustible Cascarilla de ArrozdanielNessuna valutazione finora
- Plan de MantenimientoDocumento11 paginePlan de MantenimientohelenNessuna valutazione finora
- Requerimiento de Repuestos OlmosDocumento2 pagineRequerimiento de Repuestos OlmosIldifonso Chacca100% (1)
- Manual Solo 423Documento12 pagineManual Solo 423Johancy CorderoNessuna valutazione finora
- Diseño y Construcción de Un Banco de Pruebas de CilindrosDocumento96 pagineDiseño y Construcción de Un Banco de Pruebas de Cilindrosfrank_1633% (3)
- 03 Ficha Técnica - Compresor Kaeser AS30Documento1 pagina03 Ficha Técnica - Compresor Kaeser AS30Fer F. Rodriguez CNessuna valutazione finora
- Catalogo de Goodway - Herramientas de LimpiezaDocumento76 pagineCatalogo de Goodway - Herramientas de Limpiezamaterpc100% (1)
- Diseño e Implementacion de Extractor de Rodajes para Cajas HW10Documento25 pagineDiseño e Implementacion de Extractor de Rodajes para Cajas HW10Gianmarco GianmarcoNessuna valutazione finora
- RCM Sistema de LubricaciónDocumento15 pagineRCM Sistema de LubricaciónGustavo Adolfo Royero LopezNessuna valutazione finora
- Programa de Mantenimiento Preventivo y CorrectivoDocumento230 paginePrograma de Mantenimiento Preventivo y CorrectivoRAQUELGARAVITONessuna valutazione finora
- Mantenimientos Sopladoras Inyectoras PDFDocumento78 pagineMantenimientos Sopladoras Inyectoras PDFVerito ToapantaNessuna valutazione finora
- Historia Del TurbocompresorDocumento5 pagineHistoria Del TurbocompresorEdgarNessuna valutazione finora
- Bitácora - Retro-Excavadora Case 580K.Documento2 pagineBitácora - Retro-Excavadora Case 580K.Fernando Figueroa HernandezNessuna valutazione finora
- Formatos de Mantto.Documento48 pagineFormatos de Mantto.Lucila Iparraguirre ToledoNessuna valutazione finora
- Check List para El Mantenimiento Preventivo de Bombas CentrífugasDocumento10 pagineCheck List para El Mantenimiento Preventivo de Bombas CentrífugasJesus Goitia100% (1)
- Check List para Compresora SchultzDocumento2 pagineCheck List para Compresora SchultzMarco Ocas JuárezNessuna valutazione finora
- Manual Operativo Compresor de AireDocumento59 pagineManual Operativo Compresor de AireJuanManuelOsuna100% (1)
- Mantenimiento Del Compresor de Tornillo KAESERDocumento8 pagineMantenimiento Del Compresor de Tornillo KAESERPASCUAL JOSE HERRERA LORA100% (1)
- Catalogo Refacciones Bombas Mezcladoras Dosificadoras PDFDocumento4 pagineCatalogo Refacciones Bombas Mezcladoras Dosificadoras PDFDanielNessuna valutazione finora
- Manu Q72 Q73 Q74... EspDocumento10 pagineManu Q72 Q73 Q74... EspJavier Alcubilla ArribasNessuna valutazione finora
- MINI FRESADORA TALADRADORA Sieg x7Documento30 pagineMINI FRESADORA TALADRADORA Sieg x7Giovanny Giglio InostrozaNessuna valutazione finora
- Remachadora PopDocumento20 pagineRemachadora PopTiana GriffinNessuna valutazione finora
- Mantenimiento de Faja TransportadoraDocumento26 pagineMantenimiento de Faja TransportadoraElvis de la Cruz93% (15)
- KM-350 506 530Documento30 pagineKM-350 506 530jfilinich_1Nessuna valutazione finora
- Preparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209Da EverandPreparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209Nessuna valutazione finora
- BMWDocumento13 pagineBMWJhon PeñaNessuna valutazione finora
- Plantas Lab1Documento6 paginePlantas Lab1Jhon PeñaNessuna valutazione finora
- PFM Og2 T1 PDFDocumento2 paginePFM Og2 T1 PDFJhon PeñaNessuna valutazione finora
- Formato Ieee PropioDocumento5 pagineFormato Ieee PropioJhon PeñaNessuna valutazione finora
- Proyecto 1 - Informe FinalDocumento9 pagineProyecto 1 - Informe FinalJhon PeñaNessuna valutazione finora
- Formato Ieee PropioDocumento5 pagineFormato Ieee PropioJhon PeñaNessuna valutazione finora
- Decreto 576/2022 - Programa de Incremento ExportadorDocumento7 pagineDecreto 576/2022 - Programa de Incremento ExportadorKaren Costas100% (1)
- Excel IntermedioDocumento15 pagineExcel IntermedioRONNessuna valutazione finora
- El Hombre CaidoDocumento7 pagineEl Hombre CaidomanuelNessuna valutazione finora
- Cdec1 TM Fronteras DDocumento1 paginaCdec1 TM Fronteras DWiktoriaGrzywaczewskaNessuna valutazione finora
- Historia de La Caja de Telas - Materiales Montessori Casa de Los NiñosDocumento8 pagineHistoria de La Caja de Telas - Materiales Montessori Casa de Los NiñosMontessori educación para la vidaNessuna valutazione finora
- Aves Endémicas de MéxicoDocumento3 pagineAves Endémicas de MéxicoSandy CárdenasNessuna valutazione finora
- Semana 2-Sesión 2 - Gestión Por CompetenciasDocumento35 pagineSemana 2-Sesión 2 - Gestión Por CompetenciasingridNessuna valutazione finora
- Que Es La ConfesiónDocumento3 pagineQue Es La ConfesiónJoseph Garcia BravoNessuna valutazione finora
- Las EnzimasDocumento12 pagineLas Enzimaslissaird5Nessuna valutazione finora
- Implementacion y Diseño de CompuertasDocumento3 pagineImplementacion y Diseño de CompuertasKaren AriasNessuna valutazione finora
- InvestigacionDocumento37 pagineInvestigacionEmmanuel CruzNessuna valutazione finora
- Historia de La Geotecnia16AADocumento3 pagineHistoria de La Geotecnia16AAARIAS100% (1)
- Tres Días de Permiso Por Motivos PersonalesDocumento7 pagineTres Días de Permiso Por Motivos PersonalesFernando Gamarra Morales86% (7)
- Estrategias de Produccion de Textos de Divulgacion CientificaDocumento27 pagineEstrategias de Produccion de Textos de Divulgacion CientificaYerko SalazarNessuna valutazione finora
- Texto ExpositivoDocumento24 pagineTexto ExpositivoDeskartesNessuna valutazione finora
- Estructura Familiar - Electiv CPCPDocumento5 pagineEstructura Familiar - Electiv CPCPSolvey Dayana RAMIREZ CEDENONessuna valutazione finora
- 1er Material Algebra Pre 2022-1Documento47 pagine1er Material Algebra Pre 2022-1victor leonardo urrutia alarcon100% (1)
- Inversion Extranjera y Alianzas EstrategicasDocumento29 pagineInversion Extranjera y Alianzas EstrategicasLili DomínguezNessuna valutazione finora
- El Sabor de La MuerteDocumento2 pagineEl Sabor de La MuerteHdz MonterreyNessuna valutazione finora
- Derecho Disciplinario AplicadoDocumento9 pagineDerecho Disciplinario AplicadoLuis BejaranoNessuna valutazione finora
- Ley #1405 de Estadísticas Oficiales Del Estado Plurinacional de BoliviaDocumento11 pagineLey #1405 de Estadísticas Oficiales Del Estado Plurinacional de BoliviacmusaNessuna valutazione finora
- Tecnicas Fonologicas para NiñosDocumento7 pagineTecnicas Fonologicas para Niñosluna kelevraNessuna valutazione finora
- La Poderosa Oración de KuntuzangpoDocumento4 pagineLa Poderosa Oración de KuntuzangpoMatias David Brownn100% (2)
- Pasos para Registrar Una Empresa en VenezuelaDocumento20 paginePasos para Registrar Una Empresa en VenezuelaAbog Jhonny Jose Amundaray MisselNessuna valutazione finora
- JUAN D. TRINCADO RIGLOS - Vida de MaríaDocumento87 pagineJUAN D. TRINCADO RIGLOS - Vida de Maríaporfiriorc100% (1)
- Lab Oratorio 1Documento7 pagineLab Oratorio 1Manuel SosaNessuna valutazione finora
- Actividades de Refuerzo Grado 11Documento3 pagineActividades de Refuerzo Grado 11Karol YisethNessuna valutazione finora
- Colorantes y ColoracionesDocumento7 pagineColorantes y ColoracionesJohn Baltazar HonorioNessuna valutazione finora
- Tarea 1Documento4 pagineTarea 1KAREN LEAL VILLOTANessuna valutazione finora
- Informe de Tesis JCDocumento84 pagineInforme de Tesis JCJoselynNessuna valutazione finora