Potrebbero piacerti anche
- CNC Plasma TableDocumento37 pagineCNC Plasma Tablenjsoffice100% (1)
- 3D Printer Troubleshooting Handbook: The Ultimate Guide To Fix all Common and Uncommon FDM 3D Printing Issues!Da Everand3D Printer Troubleshooting Handbook: The Ultimate Guide To Fix all Common and Uncommon FDM 3D Printing Issues!Nessuna valutazione finora
- CNC Router ProjectDocumento32 pagineCNC Router ProjectanouarNessuna valutazione finora
- DiY. Homemade Router Laser CNC.Documento9 pagineDiY. Homemade Router Laser CNC.Djordje Tasic100% (3)
- The Definitive Guide to How Computers Do Math: Featuring the Virtual DIY CalculatorDa EverandThe Definitive Guide to How Computers Do Math: Featuring the Virtual DIY CalculatorNessuna valutazione finora
- Arduino Controlled CNC 3D PrinterDocumento49 pagineArduino Controlled CNC 3D Printermarandan85100% (5)
- Desktop Manufacturing Use Machine Above This To Make ProductsDa EverandDesktop Manufacturing Use Machine Above This To Make ProductsNessuna valutazione finora
- 10 Mini CNC Lathe and Milling Machine For Education PDFDocumento11 pagine10 Mini CNC Lathe and Milling Machine For Education PDFanon_254153639100% (1)
- Momus Design CNC Router Manual Version 2.1Documento178 pagineMomus Design CNC Router Manual Version 2.1Francisco Teruel100% (8)
- Building A CNC RouterDocumento37 pagineBuilding A CNC RouterDavid Morris50% (4)
- Modular CNC Linear SlideDocumento2 pagineModular CNC Linear SlideModularCNC100% (2)
- Lathe-Type 3D PrinterDocumento69 pagineLathe-Type 3D PrinterDr. Alexandros Kenich100% (14)
- Building Your Own 3D PrinterDocumento39 pagineBuilding Your Own 3D PrinterGingi1337Nessuna valutazione finora
- All the Halo 3 news that's fit to print in your CNC machineDocumento29 pagineAll the Halo 3 news that's fit to print in your CNC machineScott Giefer0% (1)
- Home Built CNCDocumento110 pagineHome Built CNCBobby Chipping100% (4)
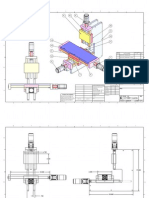
- Mini Mill Assembly Drawings-2009Documento5 pagineMini Mill Assembly Drawings-2009ModularCNCNessuna valutazione finora
- CNC Router Initial Design DocumentDocumento11 pagineCNC Router Initial Design DocumentCenturo VinNessuna valutazione finora
- Building Your Own CNC Milling MachineDocumento19 pagineBuilding Your Own CNC Milling MachineMarius DanilaNessuna valutazione finora
- DIYLILCNC Instructions v1.0.2Documento66 pagineDIYLILCNC Instructions v1.0.2buditux75% (4)
- Modular CNC Mini Mill Assy-01Documento1 paginaModular CNC Mini Mill Assy-01ModularCNC100% (1)
- Mini CNC Complete Plans and InstructionsDocumento37 pagineMini CNC Complete Plans and InstructionsEric Byington100% (3)
- CNC Plan FinalDocumento5 pagineCNC Plan FinalAlex HC100% (2)
- Beginners Guide To 3d PrintingDocumento31 pagineBeginners Guide To 3d PrintingPrasanthChunduri0% (1)
- Arduino Mini CNC Plotter DIYDocumento9 pagineArduino Mini CNC Plotter DIYArdhika Dhennis Putra Ananda100% (2)
- CNC Plasma Cutter Plans for a 4' x 4' TableDocumento76 pagineCNC Plasma Cutter Plans for a 4' x 4' Tableuguraydemir100% (3)
- Test-Apro 5-Axis Sample Chapter 10 OptimizedDocumento33 pagineTest-Apro 5-Axis Sample Chapter 10 OptimizedRaymond LO Otucopi100% (4)
- CNCDocumento63 pagineCNCSahil Bangia100% (1)
- CNC Plasma Torch ConstructionDocumento2 pagineCNC Plasma Torch ConstructionMariane MottaNessuna valutazione finora
- Mach3Mill Install Config 02Documento104 pagineMach3Mill Install Config 02Bonnelly Peralta AlmanzarNessuna valutazione finora
- 3 Axis TB6600 CNC Driver Board Users ManualDocumento10 pagine3 Axis TB6600 CNC Driver Board Users Manualalvarnal100% (2)
- Modular CNC 3-Axis RouterDocumento4 pagineModular CNC 3-Axis RouterModularCNC75% (4)
- Mach3 Software Installation GuideDocumento9 pagineMach3 Software Installation Guidegabrieldromano1Nessuna valutazione finora
- CNC Controller RZNC 0901 User Manual RuDocumento34 pagineCNC Controller RZNC 0901 User Manual RuEmill CncNessuna valutazione finora
- AXBB E ManualDocumento29 pagineAXBB E ManualKenny HebertNessuna valutazione finora
- Telxon Symbol PTC 960xDocumento74 pagineTelxon Symbol PTC 960xEube BoxNessuna valutazione finora
- MCT-08001 Assembly - Sheet1Documento4 pagineMCT-08001 Assembly - Sheet1ModularCNC100% (2)
- MyDIYCNC Desktop CNC Machine Kit Assembly InstructionsDocumento33 pagineMyDIYCNC Desktop CNC Machine Kit Assembly InstructionsKhairul Yop Azreen100% (1)
- Arduino Board ManualDocumento19 pagineArduino Board ManualGaurav Handa100% (1)
- Modular CNC Mini Lathe-1Documento2 pagineModular CNC Mini Lathe-1ModularCNC100% (1)
- CNC Shield Guide PDFDocumento31 pagineCNC Shield Guide PDFpolikarpa100% (1)
- ModularCNC 72x14x4 Large RouterDocumento3 pagineModularCNC 72x14x4 Large RouterModularCNC100% (1)
- Syntec InfoDocumento14 pagineSyntec InfoGeorgi HelyanNessuna valutazione finora
- Building Your Own CNC Milling MachineDocumento17 pagineBuilding Your Own CNC Milling MachineAlan AguilarNessuna valutazione finora
- HAAS CNC MACHINING MAGAZINE 1997 Issue 1 - Spring PDFDocumento13 pagineHAAS CNC MACHINING MAGAZINE 1997 Issue 1 - Spring PDFguytr2Nessuna valutazione finora
- Another Arduino Laser TripwireDocumento5 pagineAnother Arduino Laser TripwireswoneraNessuna valutazione finora
- Modular CNC Router 2009v1 FREE PLANSDocumento10 pagineModular CNC Router 2009v1 FREE PLANSModularCNC57% (7)
- 3D Printer Frame and Subassembly Parts ListDocumento10 pagine3D Printer Frame and Subassembly Parts ListHandy LeeNessuna valutazione finora
- Stepper Motor & Drivers - USB MACH3 4 Axis Controller - PENTING!Documento6 pagineStepper Motor & Drivers - USB MACH3 4 Axis Controller - PENTING!FalahNessuna valutazione finora
- Jetson Nano Developer Kit User GuideDocumento24 pagineJetson Nano Developer Kit User GuideTamires BernoNessuna valutazione finora
- STEPPER MOTOR CONTROL USING INFERA REDMinor ProjectDocumento22 pagineSTEPPER MOTOR CONTROL USING INFERA REDMinor ProjectJet's100% (2)
- Me 445 Integrated Manufacturing Technologies Experiment 2 "Process Planning in Turning Machine"Documento8 pagineMe 445 Integrated Manufacturing Technologies Experiment 2 "Process Planning in Turning Machine"Sunil SharmaNessuna valutazione finora
- Build a CNC Router in 6 MonthsDocumento42 pagineBuild a CNC Router in 6 MonthsPheetonks HadiwijotoNessuna valutazione finora
- Building A CNC RouterDocumento136 pagineBuilding A CNC Routerawelolsido2022Nessuna valutazione finora
- CNC Machine (Part 1)Documento9 pagineCNC Machine (Part 1)Helder Dos Santos100% (1)
- Homemade Tin Can Turbine With 3d Printed CompressoDocumento93 pagineHomemade Tin Can Turbine With 3d Printed CompressoAlp ErenNessuna valutazione finora
- 3D Printed LatheDocumento119 pagine3D Printed LatheAffit TaufiqNessuna valutazione finora
- How To Modify A XYZ Da Vinci 3D Printer To Work WiDocumento32 pagineHow To Modify A XYZ Da Vinci 3D Printer To Work WiFotos WD DiacoNessuna valutazione finora
- Build Your Own 3D Printer Filament FactoryDocumento25 pagineBuild Your Own 3D Printer Filament FactoryCesar AzcargortaNessuna valutazione finora
- Instruction Manual FOR Hose Reel Type: LB4080-520 GR1-2": Sandvik TamrockDocumento14 pagineInstruction Manual FOR Hose Reel Type: LB4080-520 GR1-2": Sandvik TamrockFer NuñezNessuna valutazione finora
- 4.2a - Dinamic Oil - Planetary Gearboxes - Installation Operation ManualDocumento59 pagine4.2a - Dinamic Oil - Planetary Gearboxes - Installation Operation Manualphuocloi82Nessuna valutazione finora
- RC (U) 6 Installation and Maintenance Manual: Downloaded From Manuals Search EngineDocumento86 pagineRC (U) 6 Installation and Maintenance Manual: Downloaded From Manuals Search Enginecesar barria100% (1)
- Basic Profiles OBO BETTERMANNDocumento20 pagineBasic Profiles OBO BETTERMANNMihai CherechesNessuna valutazione finora
- M-3 Part ListDocumento4 pagineM-3 Part ListMena TawfikNessuna valutazione finora
- TRUaire Residential and Commercial CatalogDocumento50 pagineTRUaire Residential and Commercial CatalogtruaireNessuna valutazione finora
- Steel BookDocumento477 pagineSteel BookAKSHEYMEHTANessuna valutazione finora
- 501-02 Front End Body Panels Freelander 2Documento14 pagine501-02 Front End Body Panels Freelander 2narutoNessuna valutazione finora
- Learn from screw autopsies to prevent catastrophic wearDocumento7 pagineLearn from screw autopsies to prevent catastrophic wearShiven KapilNessuna valutazione finora
- Shear Connections AISC 360Documento64 pagineShear Connections AISC 360jatinNessuna valutazione finora
- Oculus: Free Plan: Oculus Supercap FFDocumento68 pagineOculus: Free Plan: Oculus Supercap FFDarren-Edward O'NeillNessuna valutazione finora
- F15/F9.9BM (F15/F9.9W) : Parsun Outboard Engine Service ManualDocumento106 pagineF15/F9.9BM (F15/F9.9W) : Parsun Outboard Engine Service ManualElvis GulinNessuna valutazione finora
- 1.ZTE ZNV Cameras GuideDocumento131 pagine1.ZTE ZNV Cameras GuideAndrew E. KhalilNessuna valutazione finora
- Kawasaki Versys Service ManualDocumento20 pagineKawasaki Versys Service Manualrobyn100% (56)
- Dss - Question BankDocumento10 pagineDss - Question Bankapi-306484475Nessuna valutazione finora
- 003-013 Rocker Lever HousingDocumento7 pagine003-013 Rocker Lever HousingYè WințNessuna valutazione finora
- Hardware Installation GuideDocumento13 pagineHardware Installation GuideKiran D AnvekarNessuna valutazione finora
- SURAPID SJ-Victor II Installation ManualDocumento110 pagineSURAPID SJ-Victor II Installation ManualMoran MartinesNessuna valutazione finora
- Thomson Glide ScrewDocumento12 pagineThomson Glide ScrewRuben PauwelsNessuna valutazione finora
- Metal Plus (Model 1412) : Written By: Brook DrummDocumento30 pagineMetal Plus (Model 1412) : Written By: Brook DrummEmmanuel LeggeriNessuna valutazione finora
- WheelHorse 810200R1 Rear Bagger Kit For B Series TractorsDocumento8 pagineWheelHorse 810200R1 Rear Bagger Kit For B Series TractorsKevins Small Engine and Tractor ServiceNessuna valutazione finora
- FAG BearingDocumento22 pagineFAG BearingBasemNessuna valutazione finora
- DR Splitter ManualDocumento34 pagineDR Splitter ManualHarold FornessNessuna valutazione finora
- Teardrop Travel TrailerDocumento112 pagineTeardrop Travel TrailerJim M GanleyNessuna valutazione finora
- Igo 11 MemoDocumento169 pagineIgo 11 Memowildcatamir11100% (1)
- Sym Fiddle II 50 (En)Documento176 pagineSym Fiddle II 50 (En)manualsym100% (1)
- Jamesbury 4000Documento12 pagineJamesbury 4000Dinesh ChouguleNessuna valutazione finora
- Operating Instructions: VWR Water Jacketed CO IncubatorDocumento48 pagineOperating Instructions: VWR Water Jacketed CO IncubatorRodrigo LinoNessuna valutazione finora
- Operation, Installation, and Maintenance Manual: LW-401 / LW-401-I Fire Alarm System Control UnitDocumento40 pagineOperation, Installation, and Maintenance Manual: LW-401 / LW-401-I Fire Alarm System Control UnitNur Kholis MasjidNessuna valutazione finora
- Transistorized InverterDocumento2 pagineTransistorized InverterShiva Patel DasariNessuna valutazione finora
- ChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurveDa EverandChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurveNessuna valutazione finora
- The Master Algorithm: How the Quest for the Ultimate Learning Machine Will Remake Our WorldDa EverandThe Master Algorithm: How the Quest for the Ultimate Learning Machine Will Remake Our WorldValutazione: 4.5 su 5 stelle4.5/5 (107)
- Defensive Cyber Mastery: Expert Strategies for Unbeatable Personal and Business SecurityDa EverandDefensive Cyber Mastery: Expert Strategies for Unbeatable Personal and Business SecurityValutazione: 5 su 5 stelle5/5 (1)
- Chip War: The Quest to Dominate the World's Most Critical TechnologyDa EverandChip War: The Quest to Dominate the World's Most Critical TechnologyValutazione: 4.5 su 5 stelle4.5/5 (227)
- The Infinite Machine: How an Army of Crypto-Hackers Is Building the Next Internet with EthereumDa EverandThe Infinite Machine: How an Army of Crypto-Hackers Is Building the Next Internet with EthereumValutazione: 3 su 5 stelle3/5 (12)
- Scary Smart: The Future of Artificial Intelligence and How You Can Save Our WorldDa EverandScary Smart: The Future of Artificial Intelligence and How You Can Save Our WorldValutazione: 4.5 su 5 stelle4.5/5 (54)
- Algorithms to Live By: The Computer Science of Human DecisionsDa EverandAlgorithms to Live By: The Computer Science of Human DecisionsValutazione: 4.5 su 5 stelle4.5/5 (722)
- Digital Gold: Bitcoin and the Inside Story of the Misfits and Millionaires Trying to Reinvent MoneyDa EverandDigital Gold: Bitcoin and the Inside Story of the Misfits and Millionaires Trying to Reinvent MoneyValutazione: 4 su 5 stelle4/5 (51)
- ChatGPT Millionaire 2024 - Bot-Driven Side Hustles, Prompt Engineering Shortcut Secrets, and Automated Income Streams that Print Money While You Sleep. The Ultimate Beginner’s Guide for AI BusinessDa EverandChatGPT Millionaire 2024 - Bot-Driven Side Hustles, Prompt Engineering Shortcut Secrets, and Automated Income Streams that Print Money While You Sleep. The Ultimate Beginner’s Guide for AI BusinessNessuna valutazione finora
- Generative AI: The Insights You Need from Harvard Business ReviewDa EverandGenerative AI: The Insights You Need from Harvard Business ReviewValutazione: 4.5 su 5 stelle4.5/5 (2)
- Dealers of Lightning: Xerox PARC and the Dawn of the Computer AgeDa EverandDealers of Lightning: Xerox PARC and the Dawn of the Computer AgeValutazione: 4 su 5 stelle4/5 (88)
- CompTIA Security+ Get Certified Get Ahead: SY0-701 Study GuideDa EverandCompTIA Security+ Get Certified Get Ahead: SY0-701 Study GuideValutazione: 5 su 5 stelle5/5 (2)
- The Corporate Startup: How established companies can develop successful innovation ecosystemsDa EverandThe Corporate Startup: How established companies can develop successful innovation ecosystemsValutazione: 4 su 5 stelle4/5 (6)
- The Future of Geography: How the Competition in Space Will Change Our WorldDa EverandThe Future of Geography: How the Competition in Space Will Change Our WorldValutazione: 4.5 su 5 stelle4.5/5 (4)
- AI Superpowers: China, Silicon Valley, and the New World OrderDa EverandAI Superpowers: China, Silicon Valley, and the New World OrderValutazione: 4.5 su 5 stelle4.5/5 (398)
- 8-Bit Apocalypse: The Untold Story of Atari's Missile CommandDa Everand8-Bit Apocalypse: The Untold Story of Atari's Missile CommandValutazione: 3.5 su 5 stelle3.5/5 (10)
- Blood, Sweat, and Pixels: The Triumphant, Turbulent Stories Behind How Video Games Are MadeDa EverandBlood, Sweat, and Pixels: The Triumphant, Turbulent Stories Behind How Video Games Are MadeValutazione: 4.5 su 5 stelle4.5/5 (335)
- Data-ism: The Revolution Transforming Decision Making, Consumer Behavior, and Almost Everything ElseDa EverandData-ism: The Revolution Transforming Decision Making, Consumer Behavior, and Almost Everything ElseValutazione: 3.5 su 5 stelle3.5/5 (12)
- Artificial Intelligence: The Insights You Need from Harvard Business ReviewDa EverandArtificial Intelligence: The Insights You Need from Harvard Business ReviewValutazione: 4.5 su 5 stelle4.5/5 (104)
- ChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindDa EverandChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindNessuna valutazione finora
- Who's Afraid of AI?: Fear and Promise in the Age of Thinking MachinesDa EverandWho's Afraid of AI?: Fear and Promise in the Age of Thinking MachinesValutazione: 4.5 su 5 stelle4.5/5 (12)
- So You Want to Start a Podcast: Finding Your Voice, Telling Your Story, and Building a Community that Will ListenDa EverandSo You Want to Start a Podcast: Finding Your Voice, Telling Your Story, and Building a Community that Will ListenValutazione: 4.5 su 5 stelle4.5/5 (35)