Potrebbero piacerti anche
- Well Service Pump Reference Guide - Weir SPMDocumento55 pagineWell Service Pump Reference Guide - Weir SPMGeorge Buitrago91% (11)
- Pipe Support FluorDocumento79 paginePipe Support FluorWaldomiroCano100% (8)
- GWC Valve International - Forged Steel Gate, Globe, and Check ValvesDocumento28 pagineGWC Valve International - Forged Steel Gate, Globe, and Check ValvesGWC Valve InternationalNessuna valutazione finora
- Pocket Guide to Flanges, Fittings, and Piping DataDa EverandPocket Guide to Flanges, Fittings, and Piping DataValutazione: 3.5 su 5 stelle3.5/5 (22)
- Manual Overlay WeldingDocumento8 pagineManual Overlay Weldingaamirtec301100% (2)
- Non-Destructive Testing: Sample Questions For Conduct of Examinations at Levels 1 and 2Documento242 pagineNon-Destructive Testing: Sample Questions For Conduct of Examinations at Levels 1 and 2darqm589% (18)
- JB SupportDocumento1 paginaJB SupportGirish KumarNessuna valutazione finora
- ButterflyDocumento6 pagineButterflysachin2010Nessuna valutazione finora
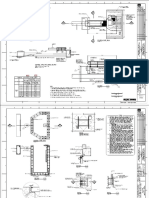
- Da 950068 002 PDFDocumento1 paginaDa 950068 002 PDFpremNessuna valutazione finora
- Kennedy Valve c515 Gate ValveDocumento21 pagineKennedy Valve c515 Gate ValveHani SaadeNessuna valutazione finora
- Oem Gardner Denver Pz-11Documento8 pagineOem Gardner Denver Pz-11caballero_tigre100% (1)
- Burndy CatalogDocumento79 pagineBurndy CatalogRoger Carlos100% (1)
- 8475-3A Gardner Denver PZ-7 5000PSIDocumento8 pagine8475-3A Gardner Denver PZ-7 5000PSIAmauri CortesNessuna valutazione finora
- Section E: EnclosuresindexDocumento32 pagineSection E: EnclosuresindexNMETETRNessuna valutazione finora
- Estado Mecanico Tyc-04Documento13 pagineEstado Mecanico Tyc-04Byron marinNessuna valutazione finora
- TPG IiiDocumento47 pagineTPG IiiLenny Lizzeth ParadaNessuna valutazione finora
- 8.3 Packing List For 3rd ShipmentDocumento6 pagine8.3 Packing List For 3rd Shipmentsajadsadeghi1230% (1)
- Released: Section A-ADocumento2 pagineReleased: Section A-Agabriel__regioNessuna valutazione finora
- Hydraulics - BypassDocumento3 pagineHydraulics - BypassLeandro SalNessuna valutazione finora
- 8475PZ7Documento8 pagine8475PZ7caballero_tigreNessuna valutazione finora
- A 3-W F P SSB V: Pneumatic ActuatorsDocumento2 pagineA 3-W F P SSB V: Pneumatic Actuatorsjuanmvp89Nessuna valutazione finora
- Rans S6Es 912 CoolingDocumento14 pagineRans S6Es 912 CoolingG.L. ZortmanNessuna valutazione finora
- AURORA 410A Series. Repair PartsDocumento26 pagineAURORA 410A Series. Repair PartsPedro YorisNessuna valutazione finora
- Heat Shrink Cable Joints & Cable Terminations LV HV, 6.6kV 11kV 33kV SPS CatalogueDocumento63 pagineHeat Shrink Cable Joints & Cable Terminations LV HV, 6.6kV 11kV 33kV SPS CatalogueBasman GeorgeNessuna valutazione finora
- Well Completion DataDocumento9 pagineWell Completion DataNazir Jihan WeimerNessuna valutazione finora
- Existing House Side View With Porch Porch Area: RCC, Inc 1365 Broad ST Johnstown, Pa 15906Documento4 pagineExisting House Side View With Porch Porch Area: RCC, Inc 1365 Broad ST Johnstown, Pa 15906Ldriver104Nessuna valutazione finora
- Class Aae ('Joffre Polyolefins')Documento4 pagineClass Aae ('Joffre Polyolefins')Zvonko BešlićNessuna valutazione finora
- Copper Bonded Earthing Rod ManufacturerDocumento7 pagineCopper Bonded Earthing Rod ManufacturerUjjwal ShahNessuna valutazione finora
- 8404-25a Bomco F-1600 7500psiDocumento11 pagine8404-25a Bomco F-1600 7500psiAnonymous 48jYxR1CNessuna valutazione finora
- Replacement Parts: Alarm Check Valve Model H-3Documento1 paginaReplacement Parts: Alarm Check Valve Model H-3fatraskyNessuna valutazione finora
- Kennedy - Modelo OSY 8068A y y NRS - Valvulas CompuertaDocumento8 pagineKennedy - Modelo OSY 8068A y y NRS - Valvulas CompuertaChristian FherNessuna valutazione finora
- AB 036387 001 Tank GroundingDocumento1 paginaAB 036387 001 Tank Groundingnarutothunderjet216Nessuna valutazione finora
- Es Lfu009Documento4 pagineEs Lfu009WattsNessuna valutazione finora
- Ms 21919Documento4 pagineMs 21919Зариф ЗарифовNessuna valutazione finora
- Mi Ether CatalogDocumento76 pagineMi Ether CatalogcirclelineNessuna valutazione finora
- 2010 Bear Archery SpecsDocumento10 pagine2010 Bear Archery SpecswiccanwaysNessuna valutazione finora
- Bom - UPLDocumento20 pagineBom - UPLalokbdasNessuna valutazione finora
- Butterfly ValveDocumento14 pagineButterfly ValveSingSareblakKanaManahNessuna valutazione finora
- C 316SFeb2008Documento2 pagineC 316SFeb2008Mano NegraNessuna valutazione finora
- Update Stock Material Pemboran (29 Agustus 2017)Documento230 pagineUpdate Stock Material Pemboran (29 Agustus 2017)arrelandrawanNessuna valutazione finora
- Land RigDocumento2 pagineLand RigRoger AddyNessuna valutazione finora
- Record Drawing: A B C D E F G HDocumento4 pagineRecord Drawing: A B C D E F G HYusma NurNessuna valutazione finora
- New Storage Tanks Design GuidelinesDocumento6 pagineNew Storage Tanks Design GuidelinespaaryNessuna valutazione finora
- GA Drawing of IR - 4 X 5Documento1 paginaGA Drawing of IR - 4 X 5Himanshu GuptaNessuna valutazione finora
- Copper Bonded Grounding Rod ManufacturerDocumento7 pagineCopper Bonded Grounding Rod ManufacturerUjjwal ShahNessuna valutazione finora
- Rocore ShellTube Catalog PDFDocumento8 pagineRocore ShellTube Catalog PDFdunghtvcNessuna valutazione finora
- HydrantDocumento10 pagineHydrantjdsa123Nessuna valutazione finora
- 8100 Series Brochure PDFDocumento12 pagine8100 Series Brochure PDFHeny MarthaNessuna valutazione finora
- 6ga Series MODELS 610F, 611F, 620F & 621F Iron Gate Valve Installation Operation Maintenance GuideDocumento8 pagine6ga Series MODELS 610F, 611F, 620F & 621F Iron Gate Valve Installation Operation Maintenance Guidekeroppifrog647Nessuna valutazione finora
- 8404-25a Bomco F-1600 7500psiDocumento9 pagine8404-25a Bomco F-1600 7500psiPrejit RadhakrishnaNessuna valutazione finora
- AGCH-5!69!138 KV Horizontal MountDocumento1 paginaAGCH-5!69!138 KV Horizontal MountkamuikNessuna valutazione finora
- Espct - Tba Ensamble Total Monobore 3k Acording With Kom 3-1-8 3k Forging Anda Part NumberDocumento1 paginaEspct - Tba Ensamble Total Monobore 3k Acording With Kom 3-1-8 3k Forging Anda Part NumberJeaneth HerreraNessuna valutazione finora
- IWkm 370d4 Ball Valve - IOM ManualDocumento20 pagineIWkm 370d4 Ball Valve - IOM ManualAsemota Oghogho100% (1)
- Check Valves PDFDocumento24 pagineCheck Valves PDFIrfanshah2013Nessuna valutazione finora
- Dharwad Pump House BoqDocumento9 pagineDharwad Pump House Boqmeena34Nessuna valutazione finora
- TS 6p-200Documento2 pagineTS 6p-200Arnold Abalos VersozaNessuna valutazione finora
- Lug & W Afer Style Butter Fly V AlvesDocumento4 pagineLug & W Afer Style Butter Fly V AlvesMalissa ClarkNessuna valutazione finora
- BTC Gate ValvesDocumento26 pagineBTC Gate ValvesCamilo Sanchez VanegasNessuna valutazione finora
- Inspection Procedure: 00-SAIP-71 31 January 2005 Plant Inspection Index Document Responsibility: Inspection DepartmentDocumento21 pagineInspection Procedure: 00-SAIP-71 31 January 2005 Plant Inspection Index Document Responsibility: Inspection Departmentaamirtec301Nessuna valutazione finora
- Inspection Procedure: 00-SAIP-51 31 August, 2004 Electrical Inspection Document Responsibility: Inspection DepartmentDocumento5 pagineInspection Procedure: 00-SAIP-51 31 August, 2004 Electrical Inspection Document Responsibility: Inspection Departmentaamirtec301Nessuna valutazione finora
- 00 Saip 12Documento8 pagine00 Saip 12aamirtec301Nessuna valutazione finora
- 00 Saip 72Documento6 pagine00 Saip 72aamirtec301Nessuna valutazione finora
- Double Tee To Double Tee Plan: Reference DrawingsDocumento1 paginaDouble Tee To Double Tee Plan: Reference Drawingsaamirtec301Nessuna valutazione finora
- Inspection Procedure: 00-SAIP-10 21 December 2005 Non-Conformance Reports Document Responsibility: Inspection DepartmentDocumento8 pagineInspection Procedure: 00-SAIP-10 21 December 2005 Non-Conformance Reports Document Responsibility: Inspection Departmentaamirtec301100% (1)
- 00 Saip 12Documento8 pagine00 Saip 12aamirtec301Nessuna valutazione finora
- 00 Saip 73Documento8 pagine00 Saip 73imrankhan22Nessuna valutazione finora
- Straightening Vane Assembly Isometric View of Vane: Vane and Spool Piece DimensionsDocumento1 paginaStraightening Vane Assembly Isometric View of Vane: Vane and Spool Piece Dimensionsaamirtec301Nessuna valutazione finora
- 09 Samss 096Documento8 pagine09 Samss 096aamirtec301100% (1)
- 01 Samss 017Documento13 pagine01 Samss 017Alin Tomozei100% (1)
- Notes:: FORMERLY STD. DWG. AA-036072 SHT. 001 REV. 04Documento1 paginaNotes:: FORMERLY STD. DWG. AA-036072 SHT. 001 REV. 04aamirtec301Nessuna valutazione finora
- Notes: Slope Floor To FDDocumento1 paginaNotes: Slope Floor To FDaamirtec301Nessuna valutazione finora
- Sample Forms AWS, ASME and APIDocumento14 pagineSample Forms AWS, ASME and APIaamirtec301Nessuna valutazione finora
- Saudi Aramco Stamdard 01-SAMSS-005 Cement Mortor Lining of Steel PipeDocumento5 pagineSaudi Aramco Stamdard 01-SAMSS-005 Cement Mortor Lining of Steel PipeansarimehmoodNessuna valutazione finora
- Material List: X 00 M88 1 3 DA-950068Documento1 paginaMaterial List: X 00 M88 1 3 DA-950068aamirtec301Nessuna valutazione finora
- Quality Plan TempDocumento216 pagineQuality Plan Tempaamirtec301100% (1)
- 01 Samss 010Documento12 pagine01 Samss 010aamirtec301Nessuna valutazione finora
- 01 Samss 034Documento18 pagine01 Samss 034aamirtec301100% (1)
- 01 Samss 022Documento6 pagine01 Samss 022aamirtec301Nessuna valutazione finora
- Sabp A 004Documento79 pagineSabp A 004aamirtec301Nessuna valutazione finora
- Sabp A 011Documento27 pagineSabp A 011aamirtec301Nessuna valutazione finora