Potrebbero piacerti anche
- Store JDDocumento2 pagineStore JDdhasdjNessuna valutazione finora
- P No QaDocumento11 pagineP No QadhasdjNessuna valutazione finora
- QW-452.3 Groove-Weld Diameter Limits: 2011A Section IxDocumento1 paginaQW-452.3 Groove-Weld Diameter Limits: 2011A Section IxdhasdjNessuna valutazione finora
- 2015 ICP Exam Schedule 070314Documento1 pagina2015 ICP Exam Schedule 070314JithuJohnNessuna valutazione finora
- EPOCH LT Reference Guide 8-05Documento8 pagineEPOCH LT Reference Guide 8-05dhasdjNessuna valutazione finora
- QW-253 Welding Variables Procedure Specifications (WPS) Shielded Metal-Arc Welding (SMAW)Documento1 paginaQW-253 Welding Variables Procedure Specifications (WPS) Shielded Metal-Arc Welding (SMAW)dhasdjNessuna valutazione finora
- Welding SymbolDocumento26 pagineWelding SymboldhasdjNessuna valutazione finora
- RT FormulaDocumento2 pagineRT FormuladhasdjNessuna valutazione finora
- Spoken Hindi Part-01 PDFDocumento24 pagineSpoken Hindi Part-01 PDFSakthivel MurthyNessuna valutazione finora
- CMS For Cad WeldingDocumento9 pagineCMS For Cad WeldingarockiyathassNessuna valutazione finora
- Mandatory Form of ClientDocumento1 paginaMandatory Form of ClientdhasdjNessuna valutazione finora
- Specification No: LMB-COI-TRG-001 Rev No. R0 Page ofDocumento16 pagineSpecification No: LMB-COI-TRG-001 Rev No. R0 Page ofApoorv MathurNessuna valutazione finora
- Asme Ix SlidesDocumento35 pagineAsme Ix Slidesdhasdj100% (1)
- Sujatha's Short Stories in TamilDocumento215 pagineSujatha's Short Stories in Tamilhariharasankar87% (55)
- EPOCH LT Training Presentation: Introduction and Basic OperationDocumento58 pagineEPOCH LT Training Presentation: Introduction and Basic Operationdhasdj100% (1)
- 0110 - Exposure CalculationsDocumento11 pagine0110 - Exposure CalculationsdhasdjNessuna valutazione finora
- Structural Inspector Job DescriptionDocumento2 pagineStructural Inspector Job DescriptiondhasdjNessuna valutazione finora
- AWS - CWI Model Question Foundamental - Part 2Documento17 pagineAWS - CWI Model Question Foundamental - Part 2dhasdj100% (6)
- Ein II DGS ManualDocumento24 pagineEin II DGS Manualdhasdj100% (1)
- Bolt Tightening TorqueDocumento10 pagineBolt Tightening Torquekb7401100% (1)
- NUTEC UT EquationsDocumento2 pagineNUTEC UT EquationsdhasdjNessuna valutazione finora
- AWS - CWI Model Question Foundamental - Part 1Documento16 pagineAWS - CWI Model Question Foundamental - Part 1dhasdj75% (4)
- Welding Process and DefetcDocumento26 pagineWelding Process and DefetcdhasdjNessuna valutazione finora
- Instruction To Vendor Certificates ManagementDocumento11 pagineInstruction To Vendor Certificates ManagementdhasdjNessuna valutazione finora
- Specification No: LMB-COI-TRG-001 Rev No. R0 Page ofDocumento16 pagineSpecification No: LMB-COI-TRG-001 Rev No. R0 Page ofApoorv MathurNessuna valutazione finora
- 0108 - Geometric PrinciplesDocumento5 pagine0108 - Geometric PrinciplesdhasdjNessuna valutazione finora
- Ein II DGS ManualDocumento24 pagineEin II DGS Manualdhasdj100% (1)
- Arc Welding Notes For Metals 1Documento5 pagineArc Welding Notes For Metals 1Rakesh KumarNessuna valutazione finora
- Portable X-ray NDT Equipment 40kV-350kVDocumento6 paginePortable X-ray NDT Equipment 40kV-350kVdhasdjNessuna valutazione finora
- LaptopsDocumento12 pagineLaptopsdhasdjNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Anotações - Seminários em Língua Inglesa - Discurso LiterárioDocumento17 pagineAnotações - Seminários em Língua Inglesa - Discurso LiterárioAline MoraisNessuna valutazione finora
- Final StereogramDocumento16 pagineFinal StereogramsimNessuna valutazione finora
- DCT PIR insulation technical data sheetDocumento4 pagineDCT PIR insulation technical data sheetHenky MantophaniNessuna valutazione finora
- Mahamrityunjaya MantraDocumento8 pagineMahamrityunjaya MantraBalakrishnan KannanNessuna valutazione finora
- Final 401Documento8 pagineFinal 401Hong Chul NamNessuna valutazione finora
- 74HCT259D 8-Bit Addressable Latch DATA SHEETDocumento11 pagine74HCT259D 8-Bit Addressable Latch DATA SHEETMarc BengtssonNessuna valutazione finora
- Transmission Lines Explained for Efficiency and Loss ReductionDocumento25 pagineTransmission Lines Explained for Efficiency and Loss Reductionjagdish choudharyNessuna valutazione finora
- Environmental Design BasisDocumento31 pagineEnvironmental Design BasisNBTC Tubes & PipesNessuna valutazione finora
- TTBR 10 January 2024 LDocumento22 pagineTTBR 10 January 2024 Lfossil.tractor0sNessuna valutazione finora
- World Ranking For Industrial Trucks DHF 2015Documento2 pagineWorld Ranking For Industrial Trucks DHF 2015MA TotalforkliftNessuna valutazione finora
- Renal Cortical CystDocumento2 pagineRenal Cortical Cystra222j239Nessuna valutazione finora
- Ajhgaa English O6Documento28 pagineAjhgaa English O6dhirumeshkumarNessuna valutazione finora
- RUDDER PLATING DIAGRAMDocumento1 paginaRUDDER PLATING DIAGRAMMuhammad Ilham AlfiansyahNessuna valutazione finora
- Reservoir Engineering Handbook Tarek Ahmed Solution ManualDocumento36 pagineReservoir Engineering Handbook Tarek Ahmed Solution ManualMohamad Hasen japerNessuna valutazione finora
- SWZ Upgrade Points 062022Documento19 pagineSWZ Upgrade Points 062022IcyAviatorNessuna valutazione finora
- Science Technologyand International RelationsDocumento20 pagineScience Technologyand International RelationsMuhammad HussainNessuna valutazione finora
- Zip Grade 100 Question V2Documento1 paginaZip Grade 100 Question V2Jesus Daniel Anaya AlvaradoNessuna valutazione finora
- 3 1Documento4 pagine3 1HakanNessuna valutazione finora
- WozairDocumento4 pagineWozairRajakumar Bajji SubburamanNessuna valutazione finora
- EV1116 Manual 146251999-4DDocumento32 pagineEV1116 Manual 146251999-4Danitha ferryNessuna valutazione finora
- Hanoi 2023 Peoples Picks AwardsDocumento113 pagineHanoi 2023 Peoples Picks AwardsNguyen Anh VuNessuna valutazione finora
- Enzymatic Browning and Its Prevention-American Chemical Society (1995)Documento340 pagineEnzymatic Browning and Its Prevention-American Chemical Society (1995)danielguerinNessuna valutazione finora
- BS en 10108-2004Documento14 pagineBS en 10108-2004Martijn GrootNessuna valutazione finora
- Toxicology Compendium PDFDocumento602 pagineToxicology Compendium PDFJUANNessuna valutazione finora
- Qanooneislamorcu 00 JafaDocumento646 pagineQanooneislamorcu 00 JafaawNessuna valutazione finora
- Naval Noise Psycho-Acoustic Backpropagation NNDocumento12 pagineNaval Noise Psycho-Acoustic Backpropagation NNSilvia FlorentinaNessuna valutazione finora
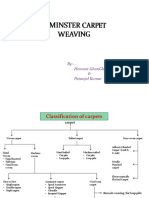
- Axminster CarpetDocumento19 pagineAxminster Carpetrohit sinhaNessuna valutazione finora
- Creative NonfictionDocumento11 pagineCreative NonfictionRubelyn CagapeNessuna valutazione finora
- FH400 73158464 Pca-6.140Documento431 pagineFH400 73158464 Pca-6.140IgorGorduz100% (1)
- User Manual ConsoleDocumento45 pagineUser Manual Consoledhana0809Nessuna valutazione finora