Potrebbero piacerti anche
- Heat Exchanger Design Handbook, Edition 2 IndexDocumento56 pagineHeat Exchanger Design Handbook, Edition 2 Indexipsthethi75% (4)
- PPE Problem Set 1Documento128 paginePPE Problem Set 1Gracee86% (14)
- The Exchanger 2019Documento28 pagineThe Exchanger 2019Srinivas KeshavamurthyNessuna valutazione finora
- Design of Distillation TraysDocumento25 pagineDesign of Distillation Trayssatishchemeng100% (8)
- Air Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&ADa EverandAir Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&ANessuna valutazione finora
- Baffle Selection PDFDocumento7 pagineBaffle Selection PDFmaruthigabbita100% (3)
- 30M - ConocoPhillips Optimized CascadeDocumento11 pagine30M - ConocoPhillips Optimized CascadeX-Titan Wan de Pirates100% (1)
- Rigorously Size Relief Valves For Critical FluidsDocumento10 pagineRigorously Size Relief Valves For Critical Fluidsashirwad shetty100% (2)
- 21 Candlestick Patterns Every Trader Should KnowDocumento83 pagine21 Candlestick Patterns Every Trader Should KnowAlex Dela RosaNessuna valutazione finora
- 21 Candlestick Patterns Every Trader Should KnowDocumento83 pagine21 Candlestick Patterns Every Trader Should KnowAlex Dela RosaNessuna valutazione finora
- 1931 The High Speed Internal Combustion Engine (Ricardo)Documento445 pagine1931 The High Speed Internal Combustion Engine (Ricardo)anhelo911Nessuna valutazione finora
- ZinsserDocumento77 pagineZinsserZephir AWTNessuna valutazione finora
- Selection of Gas CompressorsDocumento5 pagineSelection of Gas CompressorsstreamtNessuna valutazione finora
- Brazed Aluminium Plate-Fin Heat Exchangers (Amendments-Supplements To ISO 15547-2-2005)Documento26 pagineBrazed Aluminium Plate-Fin Heat Exchangers (Amendments-Supplements To ISO 15547-2-2005)Jacob Philip100% (1)
- Air Cooler Design With Aspen EDR PDFDocumento26 pagineAir Cooler Design With Aspen EDR PDFNicandroGonzales0% (1)
- Flooded Condenser Controls: Principles and TroubleshootingDocumento13 pagineFlooded Condenser Controls: Principles and Troubleshootingstreamt100% (1)
- Distillation Tray SelectionDocumento4 pagineDistillation Tray Selectionchemsac2Nessuna valutazione finora
- Alpema Standards 3ed 2010Documento86 pagineAlpema Standards 3ed 2010Jose Torres100% (2)
- CTBEST PVM 300 Process Design of Separation VesselsDocumento22 pagineCTBEST PVM 300 Process Design of Separation Vesselsrzepedac100% (2)
- Mobile Tower and Mobile Phone Radiation Hazards - Prof Girish KumarDocumento52 pagineMobile Tower and Mobile Phone Radiation Hazards - Prof Girish KumarNeha KumarNessuna valutazione finora
- Fired HeatersDocumento31 pagineFired Heatersapi-3709413100% (10)
- Fired HeatersDocumento31 pagineFired Heatersapi-3709413100% (10)
- 4 Sep - hor.ReEntrainment Articulo1Documento10 pagine4 Sep - hor.ReEntrainment Articulo1Humberto Pallares100% (1)
- Hot Oil System Design GuideDocumento58 pagineHot Oil System Design GuideM.c. Tim LimNessuna valutazione finora
- Air Cooled Heat Exchanger SizingDocumento12 pagineAir Cooled Heat Exchanger Sizingkhagahu100% (3)
- Smple Cycle Thermodynamics OverviewDocumento31 pagineSmple Cycle Thermodynamics OverviewONURNessuna valutazione finora
- BRE 202 LNG ManualDocumento69 pagineBRE 202 LNG ManualAlberto Abrajan100% (1)
- Designing Large Package BoilersDocumento3 pagineDesigning Large Package BoilersdemonarundoNessuna valutazione finora
- Choked Flow at PSV Outlet FlangeDocumento5 pagineChoked Flow at PSV Outlet FlangeHitesh PanchalNessuna valutazione finora
- Aluminium Plate-Fin Heat Ex Changers - LindeDocumento12 pagineAluminium Plate-Fin Heat Ex Changers - LindesoxalNessuna valutazione finora
- Selection of Heatexchanger TypesDocumento65 pagineSelection of Heatexchanger TypesRaghav SharmaNessuna valutazione finora
- Distillation Design and Control Using Aspen SimulationDa EverandDistillation Design and Control Using Aspen SimulationValutazione: 5 su 5 stelle5/5 (2)
- Design Guide For Self Regulating CablesDocumento30 pagineDesign Guide For Self Regulating CablesHitesh PanchalNessuna valutazione finora
- InTech-Fouling of Heat Transfer Surfaces PDFDocumento40 pagineInTech-Fouling of Heat Transfer Surfaces PDFTrần Tuấn VũNessuna valutazione finora
- Natural Gas Processing from Midstream to DownstreamDa EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirNessuna valutazione finora
- Alpema Guide Heat ExchangersDocumento78 pagineAlpema Guide Heat ExchangersguslohNessuna valutazione finora
- Conjugate Heat and Mass Transfer in Heat Mass Exchanger DuctsDa EverandConjugate Heat and Mass Transfer in Heat Mass Exchanger DuctsNessuna valutazione finora
- Heat ExchangersBasics Design ApplicationsDocumento598 pagineHeat ExchangersBasics Design ApplicationsPujara Manish100% (3)
- Problems and SolutionsDocumento39 pagineProblems and SolutionsRoberto LuaNessuna valutazione finora
- FRI Internal Design Vol4Documento55 pagineFRI Internal Design Vol4syamsudin2006Nessuna valutazione finora
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersDa EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNessuna valutazione finora
- Chee3004: Project 2Documento43 pagineChee3004: Project 2faizzi100% (3)
- AQA Physics Teacher Pack SamplesDocumento7 pagineAQA Physics Teacher Pack SamplesГоар МкртичянNessuna valutazione finora
- Softcopy For TeachersDocumento209 pagineSoftcopy For TeachersArifah Hasanah100% (3)
- Bundle Risk Based Inspection Using API 581 Case StudyDocumento39 pagineBundle Risk Based Inspection Using API 581 Case Studymohamedyoussef1100% (2)
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsDa EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsValutazione: 4 su 5 stelle4/5 (6)
- Heater DesignDocumento5 pagineHeater DesignJay LawsonNessuna valutazione finora
- ExchangerDocumento17 pagineExchangerJulio Adolfo López PortocarreroNessuna valutazione finora
- Process Burner SpacingDocumento5 pagineProcess Burner SpacingkanuparthyjNessuna valutazione finora
- Proper Selection of Rupture DisksDocumento6 pagineProper Selection of Rupture Disksmicroco4Nessuna valutazione finora
- HOT OIL SYSTEM DESIGN GUIDEDocumento58 pagineHOT OIL SYSTEM DESIGN GUIDEgksamy100% (3)
- Consolidated Relief Valves SRVDocumento498 pagineConsolidated Relief Valves SRVHitesh PanchalNessuna valutazione finora
- Helix ChangerDocumento8 pagineHelix Changerprad_21ad100% (1)
- Methanol DistillationDocumento6 pagineMethanol DistillationNaseeb AliNessuna valutazione finora
- Guide to Designing Heat Transfer SystemsDocumento13 pagineGuide to Designing Heat Transfer SystemsAnonymous QSfDsVxjZ100% (3)
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentDa EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNessuna valutazione finora
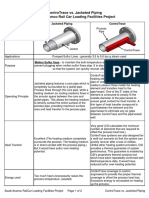
- ControTrace vs Jacketed Piping for Molten Sulfur LinesDocumento2 pagineControTrace vs Jacketed Piping for Molten Sulfur LinesYoung-seok Hwang100% (1)
- Surface Production Operations: Volume 5: Pressure Vessels, Heat Exchangers, and Aboveground Storage Tanks: Design, Construction, Inspection, and TestingDa EverandSurface Production Operations: Volume 5: Pressure Vessels, Heat Exchangers, and Aboveground Storage Tanks: Design, Construction, Inspection, and TestingValutazione: 5 su 5 stelle5/5 (1)
- Centrifugal Pumps TutorialDocumento43 pagineCentrifugal Pumps TutorialHitesh PanchalNessuna valutazione finora
- Centrifugal Pumps TutorialDocumento43 pagineCentrifugal Pumps TutorialHitesh PanchalNessuna valutazione finora
- Fired Heaters Convection SectionDocumento25 pagineFired Heaters Convection Sectionweam nour100% (1)
- Thermal Intgration ReboilerDocumento3 pagineThermal Intgration ReboilerChem.EnggNessuna valutazione finora
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationDa EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNessuna valutazione finora
- Flash Gas Compressor Package-TechnicalDocumento18 pagineFlash Gas Compressor Package-Technicalsamuel100% (2)
- Flare Line Failure CaseDocumento20 pagineFlare Line Failure CaseHitesh PanchalNessuna valutazione finora
- Check Fired Heater Performance CalculationDocumento3 pagineCheck Fired Heater Performance CalculationPutra PradanaNessuna valutazione finora
- Teg DehydrationDocumento18 pagineTeg DehydrationRafique Ahmed AbroNessuna valutazione finora
- CO2 Corrosion Rate Calculation ModelDocumento18 pagineCO2 Corrosion Rate Calculation Modelmeshekhar700Nessuna valutazione finora
- 4000 MTPD Ammonia Plant Based On Proven Technology: Joachim Rüther, John Larsen, Dennis Lippmann, Detlev ClaesDocumento8 pagine4000 MTPD Ammonia Plant Based On Proven Technology: Joachim Rüther, John Larsen, Dennis Lippmann, Detlev Claesvaratharajan g rNessuna valutazione finora
- Catalytic Reforming Options and PracticesDocumento4 pagineCatalytic Reforming Options and PracticesHector Javier Cruz Campa50% (2)
- Heat ExchangerDocumento17 pagineHeat ExchangerADIPESHNessuna valutazione finora
- Heat ExchangerDocumento12 pagineHeat ExchangeremergingengineerNessuna valutazione finora
- Flygt Slurry HandbookDocumento48 pagineFlygt Slurry Handbookrodolfocv92359100% (2)
- Comparing Plate-Fin and Coil-Wound Heat ExchangersDocumento16 pagineComparing Plate-Fin and Coil-Wound Heat Exchangerscapricorno4694Nessuna valutazione finora
- Sustainable Ammonia ReportDocumento33 pagineSustainable Ammonia ReportAnonymous oBfI1LANessuna valutazione finora
- Orbit Article Molecular Sieve Dehydration Switching ValvesDocumento12 pagineOrbit Article Molecular Sieve Dehydration Switching ValvesPasquale Sessa0% (1)
- Compact Heat Exchangers Selection Application Design and Evaluation PDFDocumento128 pagineCompact Heat Exchangers Selection Application Design and Evaluation PDFFabio GuedesNessuna valutazione finora
- Ch 30 - LNG Technology Processes - Cryogenic Heat Exchanger DesignDocumento7 pagineCh 30 - LNG Technology Processes - Cryogenic Heat Exchanger DesignPutu Indra MahatrisnaNessuna valutazione finora
- TraysDocumento23 pagineTraysAmgadNessuna valutazione finora
- MEG Properties and UsesDocumento3 pagineMEG Properties and UsesLakshman NaikNessuna valutazione finora
- Air CoolerDocumento15 pagineAir Coolerronny_fernandes363Nessuna valutazione finora
- CHE Facts - Industrial Gas Burners - July 2016Documento1 paginaCHE Facts - Industrial Gas Burners - July 2016John UrdanetaNessuna valutazione finora
- Revista PDFDocumento60 pagineRevista PDFWilliam Maldonado SanchezNessuna valutazione finora
- P 3 2 e 12 150dpi19 5772 PDFDocumento12 pagineP 3 2 e 12 150dpi19 5772 PDFkeyur1109Nessuna valutazione finora
- Sony Xperia Neo V User GuideDocumento122 pagineSony Xperia Neo V User GuideHitesh PanchalNessuna valutazione finora
- Cell Tower Rad Report WB Environ Oct2011Documento39 pagineCell Tower Rad Report WB Environ Oct2011kimahsNessuna valutazione finora
- Boiler Safety ValvesDocumento21 pagineBoiler Safety ValvesParveen KohliNessuna valutazione finora
- Kern - Process Heat TransferDocumento441 pagineKern - Process Heat Transferhugotoransocalderon100% (4)
- Caustic PropertiesDocumento7 pagineCaustic PropertiesHitesh PanchalNessuna valutazione finora
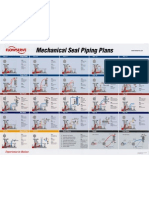
- Mechanical Seal Piping PlansDocumento1 paginaMechanical Seal Piping PlansHitesh PanchalNessuna valutazione finora
- Kern - Process Heat TransferDocumento441 pagineKern - Process Heat Transferhugotoransocalderon100% (4)
- Asme Sec. Viii & Asme Sec. I ComparisonDocumento1 paginaAsme Sec. Viii & Asme Sec. I ComparisonHitesh PanchalNessuna valutazione finora
- Electrical Motor RatingDocumento3 pagineElectrical Motor RatingHitesh PanchalNessuna valutazione finora
- NIST Report on Vapor Pressure of MercuryDocumento59 pagineNIST Report on Vapor Pressure of MercuryYanet Garcia BustamanteNessuna valutazione finora
- Problemas Resueltos PipephaseDocumento15 pagineProblemas Resueltos PipephasealixheraNessuna valutazione finora
- CH126P Lec 6Documento26 pagineCH126P Lec 6kumiristineNessuna valutazione finora
- PML Heat ExchangeDocumento64 paginePML Heat ExchangeMalaak_wNessuna valutazione finora
- Physics Paper 1 TZ1 SLDocumento14 paginePhysics Paper 1 TZ1 SLSurendraNessuna valutazione finora
- Heat of Fusion Powerpoint MiniprojectDocumento9 pagineHeat of Fusion Powerpoint MiniprojectcaffeinewriterNessuna valutazione finora
- Using Thermal Energy From 2 Wells To Heat The Sussex Hospital in New BrunswickDocumento10 pagineUsing Thermal Energy From 2 Wells To Heat The Sussex Hospital in New BrunswickART'S PLACENessuna valutazione finora
- 1995 - Numerical Simulation of Gas and Particle FlowDocumento9 pagine1995 - Numerical Simulation of Gas and Particle FlowSwati Lalit ThakurNessuna valutazione finora
- Suction Pipeline DesignDocumento64 pagineSuction Pipeline DesignMichael J. BaneNessuna valutazione finora
- Engineering Thermodynamics (MEEG 207) Reference Textbook: Thermodynamics: An Engineering Approach 8 Edition in SI Units (Author-Cengel and Boles)Documento1 paginaEngineering Thermodynamics (MEEG 207) Reference Textbook: Thermodynamics: An Engineering Approach 8 Edition in SI Units (Author-Cengel and Boles)Roshan0% (1)
- Cooling Methods for Electronic EquipmentDocumento31 pagineCooling Methods for Electronic EquipmentShashank PansariNessuna valutazione finora
- Convection Heat Transfer CoefficientDocumento9 pagineConvection Heat Transfer CoefficientnurettinNessuna valutazione finora
- Fire Tech Lecture NotesDocumento34 pagineFire Tech Lecture NotesFitz Kennedy CannogNessuna valutazione finora
- Heat and Mass Transfer LAB: Ma'am Hibbah AkhtarDocumento14 pagineHeat and Mass Transfer LAB: Ma'am Hibbah AkhtarTauQeer ShahNessuna valutazione finora
- Sensible Heat Ratio - SHRDocumento2 pagineSensible Heat Ratio - SHRAh TiongNessuna valutazione finora
- Activity Coefficients in Electrolyte Solutions, 2nd Edition (2018) PDFDocumento553 pagineActivity Coefficients in Electrolyte Solutions, 2nd Edition (2018) PDFMiguel_RomeroNessuna valutazione finora
- Dynamic Model of CondenserDocumento10 pagineDynamic Model of CondenserJung Kyung WooNessuna valutazione finora
- A Methodology For Flexibility Analysis of Process Piping-2017Documento10 pagineA Methodology For Flexibility Analysis of Process Piping-2017Vishal SoniNessuna valutazione finora
- Heat TransferDocumento14 pagineHeat TransferRodriguez Arthurs100% (1)