Potrebbero piacerti anche
- Diseño de CizallaDocumento9 pagineDiseño de Cizallaedson_gutierrez_12Nessuna valutazione finora
- Manual Dobladora de LaminaDocumento33 pagineManual Dobladora de Laminanormang91% (11)
- STD Dobladora de LáminaDocumento2 pagineSTD Dobladora de LáminaAndrea Mejia100% (4)
- Maquina Dobladora de LaminasDocumento18 pagineMaquina Dobladora de LaminasAndres Felipe Tapia75% (4)
- Oxicorte de Planchas de MetalDocumento6 pagineOxicorte de Planchas de MetalDennis Gomez AsuncionNessuna valutazione finora
- Seguridad en Los Sistemas de Corte Por PlasmaDocumento8 pagineSeguridad en Los Sistemas de Corte Por Plasma601195Nessuna valutazione finora
- 2 Formato de Inspeccion de Maquina SoldarDocumento2 pagine2 Formato de Inspeccion de Maquina SoldarJeferson Hernanedz100% (1)
- DobladoraDocumento47 pagineDobladoradiegueins84100% (1)
- Soldadura Mig-MagDocumento130 pagineSoldadura Mig-MagJoel CardenasNessuna valutazione finora
- Prueba de Caldereria IDocumento3 paginePrueba de Caldereria ILucas Cifuentes AbacaNessuna valutazione finora
- Hoja de Tarea en Filete Vertical AscendenteDocumento5 pagineHoja de Tarea en Filete Vertical AscendentecarlosNessuna valutazione finora
- Manual Basico de Esmeril Angular Mod GWS 6 115 Mca BoschDocumento8 pagineManual Basico de Esmeril Angular Mod GWS 6 115 Mca BoschHugo Mauricio100% (1)
- Normas de Seguridad en SoldaduraDocumento2 pagineNormas de Seguridad en Soldadurayessenia mendez100% (2)
- Uso y Mantenimiento de Maquina de SoldarDocumento9 pagineUso y Mantenimiento de Maquina de Soldarmasterjr2011Nessuna valutazione finora
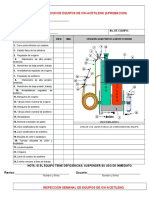
- Cómo utilizar el equipo de oxiacetileno de forma segura en 10 pasosDocumento34 pagineCómo utilizar el equipo de oxiacetileno de forma segura en 10 pasosSergio ARNessuna valutazione finora
- STD Torno CNCDocumento2 pagineSTD Torno CNCJHON JAIRO ARDILA MARINNessuna valutazione finora
- Técnicas para El GraneteadoDocumento2 pagineTécnicas para El GraneteadoWilfredo TallacaguaNessuna valutazione finora
- Cuestionario Pulidoras AmoladorasDocumento2 pagineCuestionario Pulidoras AmoladorasJavith DeJesús Pertuz Ricardo33% (3)
- Material Medidas Seguridad Personal Soldar Operaciones SoldaduraDocumento1 paginaMaterial Medidas Seguridad Personal Soldar Operaciones SoldaduraPedro Padilla100% (1)
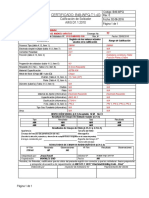
- Certificado operatividad máquina soldar TIG 200 amperiosDocumento1 paginaCertificado operatividad máquina soldar TIG 200 amperioskatherine rodriguezNessuna valutazione finora
- Oxicorte SenatiDocumento24 pagineOxicorte SenatiNelson PaicoNessuna valutazione finora
- Posición VerticalDocumento21 paginePosición VerticalJaviercito VelascoNessuna valutazione finora
- Nelki Fabricacion de Un Codo de 90°Documento16 pagineNelki Fabricacion de Un Codo de 90°einer menor altamiranoNessuna valutazione finora
- Formato de Mantenimiento (Tronzadora)Documento9 pagineFormato de Mantenimiento (Tronzadora)jlondonop5097Nessuna valutazione finora
- 0 Normas de Seguridad para Corte Por PlasmaDocumento2 pagine0 Normas de Seguridad para Corte Por PlasmaLuis Franco Anzaldo Gomez100% (1)
- Procediminto Operativo Taladro de BancoDocumento4 pagineProcediminto Operativo Taladro de BancoYessenia Chica100% (1)
- Preoperacional Torno ConvencionalDocumento8 paginePreoperacional Torno ConvencionalCamiloTrujilloNessuna valutazione finora
- Rectificadora planaDocumento2 pagineRectificadora planaHenry Manzano Tonato0% (1)
- Mc-Ssma-E19-F02 - Check List Taladro de ColumnaDocumento1 paginaMc-Ssma-E19-F02 - Check List Taladro de ColumnaTATITO SMITH100% (1)
- Manual de Roladora de TuboDocumento29 pagineManual de Roladora de TuboLuis MuyulemaNessuna valutazione finora
- Procedimiento de SoldaduraDocumento2 pagineProcedimiento de SoldaduraLuis Yauyo RequejoNessuna valutazione finora
- Simbolos de SoldarDocumento11 pagineSimbolos de SoldarIsaac Aquino Cuti100% (3)
- 7 Ejercicios SimbologíaDocumento3 pagine7 Ejercicios SimbologíaMau Atenas PerezNessuna valutazione finora
- Trabajo Final de SoldaduraDocumento51 pagineTrabajo Final de SoldaduraAbraham ZamoraNessuna valutazione finora
- Wpq-Aws D1.1-4GDocumento1 paginaWpq-Aws D1.1-4GJorge Enrique Montaño Marañon100% (1)
- MANUAL DE INSTRUCCIONES DEL BANCO ESMERIL UnicoDocumento13 pagineMANUAL DE INSTRUCCIONES DEL BANCO ESMERIL Unicofernandosantacruz100% (1)
- Transpaleta Manual EconomyDocumento14 pagineTranspaleta Manual Economypercyga25Nessuna valutazione finora
- Insp - Equipo OxicorteDocumento2 pagineInsp - Equipo OxicorteRoberto Coke TroncosoNessuna valutazione finora
- PIC - PE-EHS-24 - Check List - Inspeccion Tecle CadenaDocumento2 paginePIC - PE-EHS-24 - Check List - Inspeccion Tecle CadenaLuchoo L SC100% (1)
- Ag-Roladora 1-ADocumento1 paginaAg-Roladora 1-AAlan Gomez Daviran100% (1)
- 08 - 0135 - MT Procedimiento de Soldadura para Reacondicionamiento de Pared de Tubos de CalderaDocumento125 pagine08 - 0135 - MT Procedimiento de Soldadura para Reacondicionamiento de Pared de Tubos de Calderasalmo83:18100% (1)
- Soldadura oxiacetilénica: equipos y procesoDocumento16 pagineSoldadura oxiacetilénica: equipos y procesoCarlitos Salgado100% (1)
- Prueba de Caldereria IDocumento3 paginePrueba de Caldereria Ilucia rojas moreno100% (1)
- Instructivo Uso y Manejo de AmoladoraDocumento5 pagineInstructivo Uso y Manejo de AmoladoraJavier Serpa Quispe100% (2)
- La Cepilladora de CodoDocumento26 pagineLa Cepilladora de CodoIngrid100% (1)
- Informe - Normas Técnicas de SoldaduraDocumento8 pagineInforme - Normas Técnicas de SoldaduraCristhian Maldonado Monroy100% (4)
- Formato TTRDocumento2 pagineFormato TTRmonik_atabares100% (3)
- Mesa SoldaduraDocumento1 paginaMesa Soldaduradiego velasco100% (1)
- Instructivo para Taladro PDFDocumento2 pagineInstructivo para Taladro PDFMARKOMEZA83% (6)
- FORMATO WPS EXCEL Original para DiligenciarDocumento4 pagineFORMATO WPS EXCEL Original para DiligenciarCarlos LoraNessuna valutazione finora
- Wps de SoldaduraDocumento1 paginaWps de SoldaduraDuberlis Ledesmas ArroyoNessuna valutazione finora
- BachataDocumento10 pagineBachatajuan navasNessuna valutazione finora
- EZ3200 - Spaans - Manual de InstruccionesDocumento36 pagineEZ3200 - Spaans - Manual de Instruccionesjaviercastro802016Nessuna valutazione finora
- Manual Alineacion UTP PDFDocumento121 pagineManual Alineacion UTP PDFalejandroozaeta100% (1)
- Man Teb-GDocumento5 pagineMan Teb-Gcharlie1224Nessuna valutazione finora
- Instalacion y Mant R14 R20Documento19 pagineInstalacion y Mant R14 R20AnthonySánchez100% (2)
- Curso Maestro Tornero - Tomo 19Documento50 pagineCurso Maestro Tornero - Tomo 19VerónicaNessuna valutazione finora
- 60170Documento34 pagine60170jdsa123Nessuna valutazione finora
- Arado de cincel rígido manualDocumento7 pagineArado de cincel rígido manualPaola Marcela Novoa MartinezNessuna valutazione finora
- Dobladora de Lamina Marco TeoricoDocumento7 pagineDobladora de Lamina Marco TeoricoPepe Perez0% (1)
- Manual para La Policia-Investigacion Crimininal PDFDocumento55 pagineManual para La Policia-Investigacion Crimininal PDFhecdar.lopezf6013Nessuna valutazione finora
- Tesina Spinelli Estrella Mariela .Preservacion Del Lugar PDFDocumento81 pagineTesina Spinelli Estrella Mariela .Preservacion Del Lugar PDFAyiiss De Lario100% (2)
- Benito VegaDocumento2 pagineBenito Vegahecdar.lopezf6013Nessuna valutazione finora
- Instalaciones de telefonía fija: tipos, elementos y conexiones básicasDocumento24 pagineInstalaciones de telefonía fija: tipos, elementos y conexiones básicashecdar.lopezf6013100% (4)
- Optimizacion El El Diseño de Lineas ElectricasDocumento14 pagineOptimizacion El El Diseño de Lineas Electricashecdar.lopezf6013Nessuna valutazione finora
- Plasma Miller PDFDocumento36 paginePlasma Miller PDFhecdar.lopezf60130% (1)
- El transistor bipolar: estructura y funcionamientoDocumento21 pagineEl transistor bipolar: estructura y funcionamientoRafael Ricardo Zacarias CastilloNessuna valutazione finora
- Manual de Operacion Cosedora NeumaticaDocumento6 pagineManual de Operacion Cosedora Neumaticahecdar.lopezf6013Nessuna valutazione finora
- Técnicas Y Procesos en Las Instalaciones Eléctricas de Media Y Baja Tensiòn - Gúía Didactica Del Profesor (I) (Ed Paraninfo)Documento66 pagineTécnicas Y Procesos en Las Instalaciones Eléctricas de Media Y Baja Tensiòn - Gúía Didactica Del Profesor (I) (Ed Paraninfo)Daniel Alonso FraileNessuna valutazione finora
- Elementos eléctricos automatismos industrialesDocumento13 pagineElementos eléctricos automatismos industrialesIvan ZukuNessuna valutazione finora
- Portatil Ep450Documento2 paginePortatil Ep450David DavilaNessuna valutazione finora
- Ata 76Documento9 pagineAta 76DanielOrtiz33% (3)
- Vibracione MecanicasDocumento41 pagineVibracione MecanicasCARLOS OVEIMAR HUILA CAMPONessuna valutazione finora
- TALLER 2 Version FisicaDocumento8 pagineTALLER 2 Version FisicaAlessandro GallardoNessuna valutazione finora
- Filosofía de Control Del Sistema de Lubricación GG RB211 Módulo D LL-1Documento14 pagineFilosofía de Control Del Sistema de Lubricación GG RB211 Módulo D LL-1garciahoNessuna valutazione finora
- Reservorio de Petróleo SaturadoDocumento2 pagineReservorio de Petróleo SaturadoLuis Alberto FloresNessuna valutazione finora
- RC100Documento5 pagineRC100Carla MendezNessuna valutazione finora
- Ficha Español Set Embarriladora AlemanaDocumento7 pagineFicha Español Set Embarriladora Alemanamaikol galleguillosNessuna valutazione finora
- 01 Memoria de Calculo EstructuralDocumento7 pagine01 Memoria de Calculo Estructuralpaul sanchezNessuna valutazione finora
- Otras Ecuaciones de Estado de TermodinamicaDocumento9 pagineOtras Ecuaciones de Estado de TermodinamicaSantiago Perez100% (1)
- Evaluación Estructural HospitalesDocumento70 pagineEvaluación Estructural HospitalesErnesto BalcazarNessuna valutazione finora
- MC516 E Laboratorio - N°6Documento9 pagineMC516 E Laboratorio - N°6marlonNessuna valutazione finora
- 10 ColisionesDocumento6 pagine10 ColisionesBelén ChacónNessuna valutazione finora
- Leccion #13, Tipos de ArmadurasDocumento6 pagineLeccion #13, Tipos de ArmadurasCamila Alejandra Oyarce VásquezNessuna valutazione finora
- Autoevalucion Del Tema 4 y 5 y Examenes Del 2do ParcialDocumento43 pagineAutoevalucion Del Tema 4 y 5 y Examenes Del 2do ParcialCarlitos EscalanteNessuna valutazione finora
- Generador Instalacion Telefonica Tipo EmpresarialDocumento39 pagineGenerador Instalacion Telefonica Tipo EmpresarialDiego OnofreNessuna valutazione finora
- Flujograma - Diego Andres Oviedo Tapias-2164222Documento1 paginaFlujograma - Diego Andres Oviedo Tapias-2164222diego andres oviedo tapiasNessuna valutazione finora
- Capítulo 3 CA2 Completo 08 Ago 2016Documento60 pagineCapítulo 3 CA2 Completo 08 Ago 2016Diiego RuiizNessuna valutazione finora
- Fundamento Teórico de CinemáticaDocumento2 pagineFundamento Teórico de CinemáticaJuan Antonio Bardales Mio100% (1)
- Resistencia de Materiales 1 - Capítulo 1 UNSA 28042020 PDFDocumento10 pagineResistencia de Materiales 1 - Capítulo 1 UNSA 28042020 PDFAllison Rubio ChulloNessuna valutazione finora
- Practica 7Documento19 paginePractica 7Yals Nery Rondinel RoblesNessuna valutazione finora
- Motor B12M Funcionamiento PDFDocumento29 pagineMotor B12M Funcionamiento PDFEdwin Leonardo Alvarado GalarzaNessuna valutazione finora
- Las Turbinas Pelton Frecuentemente Se Encuentran Expuestas A DesgasteDocumento3 pagineLas Turbinas Pelton Frecuentemente Se Encuentran Expuestas A DesgasteWilliam Thompson100% (1)
- Tuberias en ParaleloDocumento18 pagineTuberias en ParaleloRuben Kapa TiconaNessuna valutazione finora
- Glosario TermodinamicaDocumento2 pagineGlosario TermodinamicaMagali Osorio67% (3)
- Hse-06-04 Procedimiento Operativo VibrocompactadorDocumento4 pagineHse-06-04 Procedimiento Operativo VibrocompactadorHidalgo Sto IsaNessuna valutazione finora
- Problemas Mínimos y Avanzados (Física Universitaria Sears Zemansky 13a) FS-100 UNAHDocumento3 pagineProblemas Mínimos y Avanzados (Física Universitaria Sears Zemansky 13a) FS-100 UNAHLeonardo Mass0% (1)
- Ejemplo Memoria de CalculoDocumento9 pagineEjemplo Memoria de CalculoLuis Miguel Honorio VargasNessuna valutazione finora
- Resumen Vigas HiperestaticasDocumento2 pagineResumen Vigas HiperestaticasOscarDanielFloresMarquezNessuna valutazione finora
- Sistema Efi ConvencionalDocumento37 pagineSistema Efi ConvencionalCristian Franz Cano PérezNessuna valutazione finora