Potrebbero piacerti anche
- Control Estadistico de El Proceso HELADODocumento36 pagineControl Estadistico de El Proceso HELADOWilder PokaNessuna valutazione finora
- Leyes de Newton actividadesDocumento27 pagineLeyes de Newton actividadesmoncho100% (4)
- MRP y ErpDocumento11 pagineMRP y ErpFrancisco DiazNessuna valutazione finora
- Leer y Escribir en La Escuela - Delia LernerDocumento12 pagineLeer y Escribir en La Escuela - Delia LernerPedro López89% (18)
- Analisis Fisicoquimico para La Determinar o Cuantificar VitaminasDocumento36 pagineAnalisis Fisicoquimico para La Determinar o Cuantificar VitaminasErika Johanna Yanez Martinez67% (3)
- Tipología de Ackoff de Enfoques en La Planeación EstratégicaDocumento4 pagineTipología de Ackoff de Enfoques en La Planeación EstratégicaPedro López100% (2)
- Muestras PareadasDocumento7 pagineMuestras PareadasAn ApprenticeNessuna valutazione finora
- Caracteristicas de Un Camion t3s3Documento6 pagineCaracteristicas de Un Camion t3s3Anderson Quispe AlarconNessuna valutazione finora
- Product o Santa ClaraDocumento12 pagineProduct o Santa ClaraJazz CarrilloNessuna valutazione finora
- Acrilamida 2015Documento11 pagineAcrilamida 2015Marianella ZegarraNessuna valutazione finora
- El Origen Del Lenguaje EscritoDocumento13 pagineEl Origen Del Lenguaje EscritoPedro López93% (14)
- Motores y Tractores FCA-UNASAMDocumento27 pagineMotores y Tractores FCA-UNASAMAxelNessuna valutazione finora
- Aditivos y Empaques Empleados en Productos LácteosDocumento13 pagineAditivos y Empaques Empleados en Productos LácteosJose Eduardo OzunaNessuna valutazione finora
- Ejemplo Fase 4Documento16 pagineEjemplo Fase 4Yury Alexandra Burgos RosalesNessuna valutazione finora
- La importancia de la toxicología alimentariaDocumento4 pagineLa importancia de la toxicología alimentariaRonald LP50% (2)
- Ejemplo de Diagramas de Procesos, Bloques y Equipos PDFDocumento19 pagineEjemplo de Diagramas de Procesos, Bloques y Equipos PDFquimera1123Nessuna valutazione finora
- Proyecto "Horchatas Grijalva"Documento6 pagineProyecto "Horchatas Grijalva"Gabriela SánchezNessuna valutazione finora
- Campana de GaussDocumento5 pagineCampana de GaussAnonymous 05seePnw8Nessuna valutazione finora
- 2.5 Frecuencia Absoluta, Relativa y AcumuladaDocumento23 pagine2.5 Frecuencia Absoluta, Relativa y AcumuladaLeydiLemaNessuna valutazione finora
- Ensayo ReologíaDocumento8 pagineEnsayo ReologíaSharon Camarillo peñaNessuna valutazione finora
- (Artículos) Estudio de Estabilidad de ComprimidosDocumento12 pagine(Artículos) Estudio de Estabilidad de ComprimidosDiego AndreeNessuna valutazione finora
- Normatividad alimentosDocumento7 pagineNormatividad alimentosMildred LimaNessuna valutazione finora
- Importancia Del Sistema HACCP para La Industria de AlimentosDocumento5 pagineImportancia Del Sistema HACCP para La Industria de AlimentosHeydy Cruz100% (1)
- Introducciion y ConclusionDocumento2 pagineIntroducciion y ConclusionArturo JuarezNessuna valutazione finora
- Limpiezas CIP y COP en la industria alimentariaDocumento8 pagineLimpiezas CIP y COP en la industria alimentariaINELDA CECILIA SEPULVEDA CASTILLONessuna valutazione finora
- Actividad Del Agua (Aw)Documento1 paginaActividad Del Agua (Aw)Rodrigues Tomas FanyNessuna valutazione finora
- Nso67.18.01.01no Carbonatadas Sin AlcoholDocumento17 pagineNso67.18.01.01no Carbonatadas Sin AlcoholCalepNessuna valutazione finora
- Aditivos Alimentarios Parte I Ok PDFDocumento122 pagineAditivos Alimentarios Parte I Ok PDFAbyrey100% (1)
- Protocolos de Diagnostico Nutricional y Tratamiento DieteticoDocumento155 pagineProtocolos de Diagnostico Nutricional y Tratamiento DieteticoMonkey D NandoNessuna valutazione finora
- Taller Salud OcupacionalDocumento3 pagineTaller Salud OcupacionalR. Daniel RodríguezNessuna valutazione finora
- Trabajo Final de Financiera 2Documento41 pagineTrabajo Final de Financiera 2xataluxaNessuna valutazione finora
- Determinacion de PH y Acidez TitulableDocumento2 pagineDeterminacion de PH y Acidez TitulableMery IlmanNessuna valutazione finora
- Anteproyecto Maquina TortilladoraDocumento10 pagineAnteproyecto Maquina TortilladoraJhon Deybi Barrera DelgadoNessuna valutazione finora
- Tukey y DuncanDocumento23 pagineTukey y DuncanMelisa Soledad Barco JaraNessuna valutazione finora
- Glosario BPMDocumento3 pagineGlosario BPMClarys AraujoNessuna valutazione finora
- Cartas de ControlDocumento3 pagineCartas de ControlDarwin FiallosNessuna valutazione finora
- Antibacterianos, Tetraciclinas y FenicolesDocumento17 pagineAntibacterianos, Tetraciclinas y FenicolesYuri EpNessuna valutazione finora
- Analisis Bromatologico de AlimentosDocumento3 pagineAnalisis Bromatologico de AlimentosLeonel FloresNessuna valutazione finora
- Descripción Del Flujo de OperacionesDocumento3 pagineDescripción Del Flujo de OperacionesNaly Peres GamarraNessuna valutazione finora
- Protocolo Orac - Red Cornucopia 2013Documento6 pagineProtocolo Orac - Red Cornucopia 2013Michael Bracamonte RomeroNessuna valutazione finora
- Dualismo Competitivo JJDocumento14 pagineDualismo Competitivo JJJames BongNessuna valutazione finora
- Pno. Evaluacion Tecnica de MPDocumento12 paginePno. Evaluacion Tecnica de MPMiguel Angel Vázquez PérezNessuna valutazione finora
- Nutrientes del atúnDocumento5 pagineNutrientes del atúnLuis Daniel Gaitan LopezNessuna valutazione finora
- Preguntas 31 Al 36Documento1 paginaPreguntas 31 Al 36CcallisayaTorresNessuna valutazione finora
- SUBWAY Informe 1Documento8 pagineSUBWAY Informe 1Eiler Humberto PENARANDA JARAMILLONessuna valutazione finora
- Que Es Un Panel de CataDocumento2 pagineQue Es Un Panel de CatavinoyciaNessuna valutazione finora
- Deshidratación OsmóticaDocumento8 pagineDeshidratación OsmóticaLink 13Nessuna valutazione finora
- Práctica 1 Pruebas Básicas de Calidad en Leche CrudaDocumento12 paginePráctica 1 Pruebas Básicas de Calidad en Leche CrudaCruz Álvarez50% (2)
- Procesos en la industria alimentariaDocumento10 pagineProcesos en la industria alimentariaANDREA DAYANARA ARRUNATEGUI JACOMENessuna valutazione finora
- Terbutil HidroquinonaDocumento13 pagineTerbutil HidroquinonatenoriomezuNessuna valutazione finora
- Cuadro Comparativo MicroorganismosDocumento3 pagineCuadro Comparativo MicroorganismosLupita Mendez ParraNessuna valutazione finora
- Importancia de La InocuidadDocumento3 pagineImportancia de La InocuidadPedro AlejándroNessuna valutazione finora
- Taller. Biodisponibilidad. SantosdocxDocumento10 pagineTaller. Biodisponibilidad. Santosdocxanthony santosNessuna valutazione finora
- AcDocumento8 pagineAcAmadeus MüllerNessuna valutazione finora
- Estructura Del QuesoDocumento6 pagineEstructura Del QuesoFaridy Garcia JoaquinNessuna valutazione finora
- Biometris Uni2 Tarea 3Documento3 pagineBiometris Uni2 Tarea 3Jorge Abuelo100% (1)
- Normas Nacionales e Internacionales para El Rotulado y Etiquetado de Los Productos AlimenticiosDocumento7 pagineNormas Nacionales e Internacionales para El Rotulado y Etiquetado de Los Productos AlimenticiosAlexandra Meza CoolNessuna valutazione finora
- EdulcorantesDocumento27 pagineEdulcorantesSoo mi .NG100% (1)
- Problema 2.10-2.15Documento16 pagineProblema 2.10-2.15andreaNessuna valutazione finora
- A Nivel Del Estadística Del Consumo de Mantequilla en EcuadorDocumento2 pagineA Nivel Del Estadística Del Consumo de Mantequilla en EcuadorMariaCaguaGNessuna valutazione finora
- Diseño Completamente AleatorioDocumento16 pagineDiseño Completamente Aleatorioblondyartieda100% (2)
- Selección de Jueces El WordDocumento7 pagineSelección de Jueces El WordLissett Medaly Cubas JuárezNessuna valutazione finora
- Farinografo de Brabender - Análisis de Harina y AlmidonesDocumento2 pagineFarinografo de Brabender - Análisis de Harina y Almidonesnbm_1985100% (1)
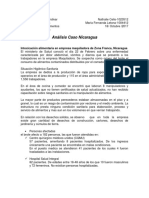
- Análisis Caso NicaraguaDocumento3 pagineAnálisis Caso NicaraguanatmcvalNessuna valutazione finora
- Identificacion de Producto y ServiciosDocumento10 pagineIdentificacion de Producto y ServiciosMarie RomeroNessuna valutazione finora
- Six Sigma .1Documento6 pagineSix Sigma .1Jessica OronaNessuna valutazione finora
- Control Calidad Six SigmaDocumento2 pagineControl Calidad Six SigmaeuserodriguezNessuna valutazione finora
- Propuesta de Un Índice de Satisfacción y Lealtad: Clave de La Sustentabilidad Económica de Las Organizaciones.Documento6 paginePropuesta de Un Índice de Satisfacción y Lealtad: Clave de La Sustentabilidad Económica de Las Organizaciones.Pedro LópezNessuna valutazione finora
- Satisfacción Estratégica Sustentable: Motor de Crecimiento EmpresarialDocumento7 pagineSatisfacción Estratégica Sustentable: Motor de Crecimiento EmpresarialPedro LópezNessuna valutazione finora
- Elaboración Del Marco TeóricoDocumento6 pagineElaboración Del Marco TeóricoPedro López100% (1)
- Desarrollo Del Problema y La Propuesta de AdministraciónDocumento15 pagineDesarrollo Del Problema y La Propuesta de AdministraciónPedro LópezNessuna valutazione finora
- Importancia de La Planeación Estratégica AplicadaDocumento5 pagineImportancia de La Planeación Estratégica AplicadaPedro LópezNessuna valutazione finora
- La Idea - El Nacimiento de Un Proyecto de InvestigaciónDocumento9 pagineLa Idea - El Nacimiento de Un Proyecto de InvestigaciónPedro López67% (3)
- Relevancia Empresarial de Los Doce Ingredientes Clave en La Satisfacción y Lealtad de Los Clientes.Documento7 pagineRelevancia Empresarial de Los Doce Ingredientes Clave en La Satisfacción y Lealtad de Los Clientes.Pedro LópezNessuna valutazione finora
- El Estudio Del Entorno OrganizacionalDocumento8 pagineEl Estudio Del Entorno OrganizacionalPedro LópezNessuna valutazione finora
- Tipos y Alcances de La Investigación CientíficaDocumento20 pagineTipos y Alcances de La Investigación CientíficaPedro López100% (1)
- Planteamiento Del ProblemaDocumento8 paginePlanteamiento Del ProblemaPedro López100% (1)
- Etapas en La Elaboración Del Trabajo CientíficoDocumento10 pagineEtapas en La Elaboración Del Trabajo CientíficoPedro LópezNessuna valutazione finora
- El Estilo APADocumento38 pagineEl Estilo APAPedro LópezNessuna valutazione finora
- Cadena de ValorDocumento27 pagineCadena de ValorPedro LópezNessuna valutazione finora
- Principios de ProbabilidadDocumento19 paginePrincipios de ProbabilidadPedro LópezNessuna valutazione finora
- Estadística Descriptiva e InferencialDocumento43 pagineEstadística Descriptiva e InferencialPedro López100% (3)
- El Párrafo y Su RedacciónDocumento10 pagineEl Párrafo y Su RedacciónPedro LópezNessuna valutazione finora
- Desarrollo y Administración de ProductosDocumento17 pagineDesarrollo y Administración de ProductosPedro LópezNessuna valutazione finora
- Conceptosdeproducto 130129195339 Phpapp02Documento19 pagineConceptosdeproducto 130129195339 Phpapp02Zaidel NivelNessuna valutazione finora
- Analisis Foda PleDocumento24 pagineAnalisis Foda PleZoe VegaNessuna valutazione finora
- Temas Sobre La Adquisición de Una Segunda Lengua - RESEÑADocumento4 pagineTemas Sobre La Adquisición de Una Segunda Lengua - RESEÑAPedro López100% (1)
- La Ciencia - Método y FilosofíaDocumento25 pagineLa Ciencia - Método y FilosofíaPedro LópezNessuna valutazione finora
- Conceptos Del Lenguaje de Noam ChomskyDocumento4 pagineConceptos Del Lenguaje de Noam ChomskyPedro López100% (7)
- Lectura en México - Gasto o InversiónDocumento2 pagineLectura en México - Gasto o InversiónPedro LópezNessuna valutazione finora
- Evolución o Revolucion de Las Tecnologías en La AdministraciónDocumento9 pagineEvolución o Revolucion de Las Tecnologías en La AdministraciónPedro LópezNessuna valutazione finora
- Delia Lerner - Leer y Escribir en La Escuela RESEÑADocumento3 pagineDelia Lerner - Leer y Escribir en La Escuela RESEÑAPedro López100% (1)
- Creacion o Evolucion - EnsayoDocumento7 pagineCreacion o Evolucion - EnsayoPedro López67% (3)
- Equipo 1 Grupo 108 ADocumento14 pagineEquipo 1 Grupo 108 AQuimicaUnoNessuna valutazione finora
- Aplicación móvil MV Life Gym para usuarios de gimnasioDocumento108 pagineAplicación móvil MV Life Gym para usuarios de gimnasioJhonatan CuzcoNessuna valutazione finora
- DENSIMETRIADocumento5 pagineDENSIMETRIAJessica Silva TorresNessuna valutazione finora
- PalasDocumento15 paginePalasHugoRamosMamaniNessuna valutazione finora
- FICHA PREVENTIVA 01 - Uso de Guantes Dieléctricos Ver. 00Documento1 paginaFICHA PREVENTIVA 01 - Uso de Guantes Dieléctricos Ver. 00Juan Carlos Lavado JuarezNessuna valutazione finora
- P993 - Planeamiento de Giro Gateo Lanzamiento y Descenso - Rev.2Documento119 pagineP993 - Planeamiento de Giro Gateo Lanzamiento y Descenso - Rev.2Mai RomeroNessuna valutazione finora
- Normas de seguridad para soldadura eléctrica (menos deDocumento3 pagineNormas de seguridad para soldadura eléctrica (menos dejosetoapantaNessuna valutazione finora
- Manual tortilladora MLRDocumento9 pagineManual tortilladora MLRjose floresNessuna valutazione finora
- Listado de Empresas: Empresas e Instituciones Instaladas En: AbidiamDocumento43 pagineListado de Empresas: Empresas e Instituciones Instaladas En: AbidiamRafa Coto SanchezNessuna valutazione finora
- Punto de EquilibrioDocumento8 paginePunto de EquilibrioRaul Alejandro Gonzalez MerchanNessuna valutazione finora
- Diametro de Los Dilatadores UretralesDocumento2 pagineDiametro de Los Dilatadores UretralesMonserrath SantoyoNessuna valutazione finora
- Examen Sustitutorio Turbomáquinas I - MN232 - 2022-1Documento2 pagineExamen Sustitutorio Turbomáquinas I - MN232 - 2022-1SAMUEL TOVAR MENDEZNessuna valutazione finora
- Trazo Corte Confeccion CamisaDocumento2 pagineTrazo Corte Confeccion CamisaVictoria Ramírez0% (1)
- Treceava Lección IME 2021-2Documento2 pagineTreceava Lección IME 2021-2Diego AlonsoNessuna valutazione finora
- Apuntes Procedimientos Const. IDocumento119 pagineApuntes Procedimientos Const. IAR Ramsés100% (1)
- 2-Inf 156 Analisis - GW-GMDocumento8 pagine2-Inf 156 Analisis - GW-GMDaniel Cuevas SNessuna valutazione finora
- Planificación de compostaje municipalDocumento69 paginePlanificación de compostaje municipalmyrianNessuna valutazione finora
- Los 5 Primeros Libros de VitrubioDocumento41 pagineLos 5 Primeros Libros de VitrubioDaniela VillaNessuna valutazione finora
- TFM-Pablo Barroso Rodríguez PDFDocumento127 pagineTFM-Pablo Barroso Rodríguez PDFAnonymous SghVMpNessuna valutazione finora
- Tema 2.1. Introduccion A La Fundicion (Byn)Documento65 pagineTema 2.1. Introduccion A La Fundicion (Byn)Sonia BellonNessuna valutazione finora
- 01 Sistema IndirectoDocumento15 pagine01 Sistema IndirectoPiero ManrriqueNessuna valutazione finora
- Taller de Reapso de Física de 3 Periodo 7°Documento5 pagineTaller de Reapso de Física de 3 Periodo 7°LUCIA OLIVEROSNessuna valutazione finora
- Actividad 3 EquipoDocumento9 pagineActividad 3 EquipoYesenia Guiomar G.ANessuna valutazione finora
- Espectroscopia Fourier-2Documento18 pagineEspectroscopia Fourier-2Juli GomezNessuna valutazione finora
- Construccion DL Ponton KM 1217+000 y Accesos Volumen VI PDFDocumento88 pagineConstruccion DL Ponton KM 1217+000 y Accesos Volumen VI PDFTeresa Rivera VilchezNessuna valutazione finora
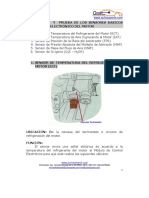
- Prueba de Sensores de Un Sistema de Control ElectrónicoDocumento27 paginePrueba de Sensores de Un Sistema de Control ElectrónicoOrlando GonzálezNessuna valutazione finora