Potrebbero piacerti anche
- Motor Renault19Documento55 pagineMotor Renault19emergalaNessuna valutazione finora
- Manual Despiece Motor K7M Kangoo 1999 MK - 120 - MRMOTK7M6010ADocumento148 pagineManual Despiece Motor K7M Kangoo 1999 MK - 120 - MRMOTK7M6010AAlejandro Jaime94% (18)
- 3784ADocumento197 pagine3784AAndres Bettendorff0% (1)
- Inyeccion Monopunto Gasolina BoschDocumento73 pagineInyeccion Monopunto Gasolina Boschmarinos8100% (8)
- Esquemas Electricos Clio 1 Fase 2Documento10 pagineEsquemas Electricos Clio 1 Fase 2Baruch Cuevas86% (14)
- Manual de Taller Renault 19 PDFDocumento1.663 pagineManual de Taller Renault 19 PDFnoslen borjas83% (40)
- Manual Reparacion Clio 1 Motor C3L NacionalDocumento18 pagineManual Reparacion Clio 1 Motor C3L NacionalDaniel Horacio Marrero100% (3)
- Renault Clio 1996 Oct 7702224759Documento97 pagineRenault Clio 1996 Oct 7702224759milktank86% (7)
- Características Renault Energy 1.4 (E7j)Documento2 pagineCaracterísticas Renault Energy 1.4 (E7j)Luis Ascanio InDub100% (1)
- Renault Twingo 1200 16v Datos y TorquesDocumento5 pagineRenault Twingo 1200 16v Datos y TorquesJefferson Humbereto Herrera Alfonso100% (6)
- Particular Ida Des Del Motor k4m y k4jDocumento141 pagineParticular Ida Des Del Motor k4m y k4jJimmy Rodriguez Suazo92% (12)
- Esquema Completo Renault Clio I - 1.9 D 1991-1998Documento78 pagineEsquema Completo Renault Clio I - 1.9 D 1991-1998Roberto Mendes86% (14)
- Manual de Taller Renault LAGUNA IIDocumento2.581 pagineManual de Taller Renault LAGUNA IIDiox Conx87% (23)
- Gestion Electronica y Motor Fiat Evo FireDocumento86 pagineGestion Electronica y Motor Fiat Evo FireStev@n27100% (3)
- Renault Megane - Scenic 1,9 DieselDocumento4 pagineRenault Megane - Scenic 1,9 DieselAngel Garcia TellezNessuna valutazione finora
- Renault Megane 1,4 - 1,6 - 2,0Documento2 pagineRenault Megane 1,4 - 1,6 - 2,0Wilman Elias Gutierrez Rada100% (2)
- Bomba Inyectora Kangoo1.9dDocumento6 pagineBomba Inyectora Kangoo1.9dArg Dosmil100% (3)
- Mrmotl (E)Documento110 pagineMrmotl (E)Daniel AbdoNessuna valutazione finora
- Motor Renault Platina 1.6Documento75 pagineMotor Renault Platina 1.6Juan Diaz80% (5)
- Mrmotf4p PDFDocumento99 pagineMrmotf4p PDFCarlos Mendoza CambrónNessuna valutazione finora
- MotorDocumento778 pagineMotorJoseManuelRodriguezFernandezNessuna valutazione finora
- Sincronizacion Motor XtrailDocumento8 pagineSincronizacion Motor XtrailMarco Diaz100% (1)
- Biela 3126Documento3 pagineBiela 3126Adderly Chinchero Torres100% (1)
- MeganeDocumento146 pagineMeganeender_sj100% (1)
- Reglaje de ValvulasDocumento13 pagineReglaje de ValvulasJuan Antonio Ochoa PadronNessuna valutazione finora
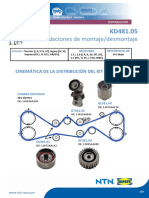
- Recomendaciones de Montaje/desmontaje: Cinemática de La Distribución Del Kit Kd481.05Documento9 pagineRecomendaciones de Montaje/desmontaje: Cinemática de La Distribución Del Kit Kd481.05Matias Rodriguez50% (2)
- Kd481.05 Preconisations Montage Demontage EsDocumento9 pagineKd481.05 Preconisations Montage Demontage EsCristobal Ojeda NautoNessuna valutazione finora
- Clio f4r 730 Engine Cb0m 3286a BuenoDocumento149 pagineClio f4r 730 Engine Cb0m 3286a BuenoGustavo Uno82% (11)
- Manual Motor C2LDocumento73 pagineManual Motor C2Lmarcelotractor71% (14)
- Mantenimiento auxiliar de sistemas mecánicos y fluidos de aeronaves. TMVO0109Da EverandMantenimiento auxiliar de sistemas mecánicos y fluidos de aeronaves. TMVO0109Valutazione: 3 su 5 stelle3/5 (2)
- UF1253 - Diagnóstico de deformaciones estructuralesDa EverandUF1253 - Diagnóstico de deformaciones estructuralesNessuna valutazione finora
- MF1461_2 - Mantenimiento de primer nivel de vehículos de transporte por carreteraDa EverandMF1461_2 - Mantenimiento de primer nivel de vehículos de transporte por carreteraValutazione: 4 su 5 stelle4/5 (2)
- UF1214 - Mantenimiento de motores térmicos de dos y cuatro tiemposDa EverandUF1214 - Mantenimiento de motores térmicos de dos y cuatro tiemposValutazione: 5 su 5 stelle5/5 (1)
- Diseño de utillajes, matricería y prototipado con SolidWorksDa EverandDiseño de utillajes, matricería y prototipado con SolidWorksValutazione: 3 su 5 stelle3/5 (1)
- Preparación y calibración del grupo de presión en máquinas de impresión offset. ARGI0109Da EverandPreparación y calibración del grupo de presión en máquinas de impresión offset. ARGI0109Nessuna valutazione finora
- Mantenimiento del sistema de arranque del motor del vehículo. TMVG0209Da EverandMantenimiento del sistema de arranque del motor del vehículo. TMVG0209Valutazione: 5 su 5 stelle5/5 (2)
- Ajuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208Da EverandAjuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208Valutazione: 4 su 5 stelle4/5 (1)
- Mantenimiento de sistemas de refrigeración y lubricación de los motores térmicos. TMVG0409Da EverandMantenimiento de sistemas de refrigeración y lubricación de los motores térmicos. TMVG0409Nessuna valutazione finora
- Desmontaje y separación de elementos fijos. TMVL0309Da EverandDesmontaje y separación de elementos fijos. TMVL0309Nessuna valutazione finora
- Mantenimiento auxiliar de motores y hélices de aeronaves. TMVO0109Da EverandMantenimiento auxiliar de motores y hélices de aeronaves. TMVO0109Valutazione: 4 su 5 stelle4/5 (1)
- UF1215 - Mantenimiento de sistemas de refrigeración y lubricación de los motores térmicosDa EverandUF1215 - Mantenimiento de sistemas de refrigeración y lubricación de los motores térmicosValutazione: 4.5 su 5 stelle4.5/5 (3)
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDa EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónValutazione: 5 su 5 stelle5/5 (1)
- UF1217 - Mantenimiento de sistemas auxiliares del motor de ciclo dieselDa EverandUF1217 - Mantenimiento de sistemas auxiliares del motor de ciclo dieselValutazione: 3.5 su 5 stelle3.5/5 (3)
- Mantenimiento de sistemas auxiliares del motor de ciclo diésel. TMVG0409Da EverandMantenimiento de sistemas auxiliares del motor de ciclo diésel. TMVG0409Valutazione: 5 su 5 stelle5/5 (7)
- Manual Técnico del Automóvil - Diccionario Ilustrado de las Nuevas TecnologíasDa EverandManual Técnico del Automóvil - Diccionario Ilustrado de las Nuevas TecnologíasValutazione: 4.5 su 5 stelle4.5/5 (14)
- Preparación del sistema de entintado, humectador y de los dispositivos de salida y acabado en máquinas de impresión offset. ARGI0109Da EverandPreparación del sistema de entintado, humectador y de los dispositivos de salida y acabado en máquinas de impresión offset. ARGI0109Valutazione: 5 su 5 stelle5/5 (1)
- Interpretación de planos en la fabricación de tuberías. FMEC0108Da EverandInterpretación de planos en la fabricación de tuberías. FMEC0108Valutazione: 1 su 5 stelle1/5 (1)
- Preparación de útiles para el mecanizado por corte y conformado. FMEH0209Da EverandPreparación de útiles para el mecanizado por corte y conformado. FMEH0209Nessuna valutazione finora
- Técnicas básicas de mecánica de vehículos. TMVG0109Da EverandTécnicas básicas de mecánica de vehículos. TMVG0109Nessuna valutazione finora
- Desmontaje y montaje de elementos de aluminio. TMVL0309Da EverandDesmontaje y montaje de elementos de aluminio. TMVL0309Nessuna valutazione finora
- UF1216 - Mantenimiento de sistemas auxiliares del motor de ciclo ottoDa EverandUF1216 - Mantenimiento de sistemas auxiliares del motor de ciclo ottoValutazione: 4 su 5 stelle4/5 (4)
- Predicción y optimización de emisiores y consumo mediante redes neuronales en motores diéselDa EverandPredicción y optimización de emisiores y consumo mediante redes neuronales en motores diéselNessuna valutazione finora
- Sensores de Posicion 2012 06 PDFDocumento3 pagineSensores de Posicion 2012 06 PDFomar_godoy_10Nessuna valutazione finora
- Magneti MarelliDocumento50 pagineMagneti Marellixeltorox93% (54)
- Tacómetro Digital + ShiftLight v7.10s PDFDocumento5 pagineTacómetro Digital + ShiftLight v7.10s PDFomar_godoy_10Nessuna valutazione finora
- Manual Sandero Stepway IIDocumento179 pagineManual Sandero Stepway IIomar_godoy_1060% (5)
- T2000 Panel ProgramacionDocumento30 pagineT2000 Panel Programacionomar_godoy_10Nessuna valutazione finora
- Corte RPM 555 Con Pulsador PDFDocumento2 pagineCorte RPM 555 Con Pulsador PDFomar_godoy_10Nessuna valutazione finora
- Manual Recomendaciones Instalacion X28 Parte2 PDFDocumento14 pagineManual Recomendaciones Instalacion X28 Parte2 PDFomar_godoy_10Nessuna valutazione finora
- Manual de Reparaciones Fiat TempraDocumento315 pagineManual de Reparaciones Fiat TempraMariano KokoNessuna valutazione finora
- Manual Motor C2LDocumento73 pagineManual Motor C2Lmarcelotractor71% (14)
- Manual Motor 1900Documento106 pagineManual Motor 1900api-377984492% (12)
- Sily Coco - La Catedra Del Macho ArgentinoDocumento51 pagineSily Coco - La Catedra Del Macho ArgentinoNahuel Garcia33% (3)
- HG5840250Documento2 pagineHG5840250Edison CardonaNessuna valutazione finora
- LEVASDocumento17 pagineLEVASMartin JiménezNessuna valutazione finora
- Plan de Mantenimiento de Maquinaria PesadaDocumento93 paginePlan de Mantenimiento de Maquinaria PesadaGlynes Leon79% (14)
- Torques Opel ChevyDocumento1 paginaTorques Opel ChevyCristian Gutierrez GlezNessuna valutazione finora
- Deber 7Documento56 pagineDeber 7Santiago MonteroNessuna valutazione finora
- Fiat Bravo 1.6 MultijetDocumento167 pagineFiat Bravo 1.6 MultijetOG100% (4)
- Calibracion de Valvulas e Inyector Bomba Motor D12D VOLVODocumento4 pagineCalibracion de Valvulas e Inyector Bomba Motor D12D VOLVOZafiro Meyer Ticonita ChambiNessuna valutazione finora
- Sensores Efecto HALL CMP y CKPDocumento6 pagineSensores Efecto HALL CMP y CKPManuel SuarezNessuna valutazione finora
- Chevrolet Optra 1.8 T18Documento7 pagineChevrolet Optra 1.8 T18Alfonso Rectificador100% (2)
- Directorio Mayasa PDFDocumento8 pagineDirectorio Mayasa PDFPedro Soto estradaNessuna valutazione finora
- Pauta Mantencion A40DDocumento11 paginePauta Mantencion A40DFrancisco Alvarado HuenquiaoNessuna valutazione finora
- Manual de Especificaciones Tecnicas Automotriz GarantiDocumento260 pagineManual de Especificaciones Tecnicas Automotriz GarantiJuanJoseBf100% (3)
- Modificación de Un Suzuki Samurai para Travesía.Documento141 pagineModificación de Un Suzuki Samurai para Travesía.marvigs89100% (1)
- Sistema de Encendido Del Motor de GasolinaDocumento16 pagineSistema de Encendido Del Motor de GasolinaSoap MactavishNessuna valutazione finora
- Seguidor de BalancínDocumento8 pagineSeguidor de BalancínMarco ValdezNessuna valutazione finora
- Motor y TransmisionDocumento224 pagineMotor y TransmisionDS / Antonio Gutierrez0% (1)
- Curso Suspension Neumatica Resorte Principio Funcionamiento Vehiculos Disposicion Elementos Circuito Aire ComprimidoDocumento13 pagineCurso Suspension Neumatica Resorte Principio Funcionamiento Vehiculos Disposicion Elementos Circuito Aire ComprimidoleninNessuna valutazione finora
- Lista Precios Dealer Mayo 2013Documento7 pagineLista Precios Dealer Mayo 2013Guillermo CarrilloNessuna valutazione finora
- Fundamentos de Motores VoswagenDocumento71 pagineFundamentos de Motores Voswagenmacanalex201092% (13)
- Volvo Inyeccion B7rDocumento63 pagineVolvo Inyeccion B7rarmando hernandez100% (3)
- Montaje y Desmontaje Del Árbol de LevasDocumento14 pagineMontaje y Desmontaje Del Árbol de LevasDavid Carrillo AhumadaNessuna valutazione finora
- Subaru AVCS ExplicadoDocumento8 pagineSubaru AVCS Explicadojaime100% (1)
- Catalogo Tractores Cadenas d11t CD CaterpillarDocumento24 pagineCatalogo Tractores Cadenas d11t CD CaterpillarPaolo Isumi Ripas LanzaNessuna valutazione finora
- 793 F Manual de Partes Volumen IIDocumento660 pagine793 F Manual de Partes Volumen IIAntoni Espinal100% (1)
- Fs 5540312Documento1 paginaFs 5540312freddyNessuna valutazione finora
- Codigos de Falla EscaneoDocumento40 pagineCodigos de Falla EscaneoMario PonceNessuna valutazione finora
- Manual de Dodge 1500Documento122 pagineManual de Dodge 1500Fernando Mamani100% (2)
- Componentes Del MotorDocumento12 pagineComponentes Del MotorAndres RJNessuna valutazione finora
- Diagnóstico y Fallas Del Sistema CulataDocumento8 pagineDiagnóstico y Fallas Del Sistema CulataAnonymous oTal5ONessuna valutazione finora
- Cadena de La DistribucionDocumento3 pagineCadena de La DistribucionAndres Arias100% (2)