Potrebbero piacerti anche
- Design of Concrete Bridges: Praveen NagarajanDocumento18 pagineDesign of Concrete Bridges: Praveen NagarajanSSNessuna valutazione finora
- CAD by Sandeep Jyani Sir WifistudyDocumento195 pagineCAD by Sandeep Jyani Sir WifistudySumit SagarNessuna valutazione finora
- FINAL YEAR PROJECT REPORT OneDocumento54 pagineFINAL YEAR PROJECT REPORT OneNishanth HGNessuna valutazione finora
- Project Staad ProDocumento35 pagineProject Staad ProDevasya SinghNessuna valutazione finora
- CT & RCCDocumento6 pagineCT & RCCShaik Jhoir100% (2)
- B.E./B.Tech. DEGREE EXAM CE-2355 ENVIRONMENTAL AND IRRIGATION DRAWING LABDocumento3 pagineB.E./B.Tech. DEGREE EXAM CE-2355 ENVIRONMENTAL AND IRRIGATION DRAWING LABjohnalbinoNessuna valutazione finora
- Tee Beam ProbDocumento14 pagineTee Beam ProbSai GowthamNessuna valutazione finora
- Emerging Trends in Civil Engineering MCQ QuestionsDocumento6 pagineEmerging Trends in Civil Engineering MCQ QuestionsPratik BatemanNessuna valutazione finora
- Design of RCC Post-Tensioned Flat SlabsDocumento6 pagineDesign of RCC Post-Tensioned Flat SlabsjayadushNessuna valutazione finora
- BMC PDFDocumento296 pagineBMC PDFRahul PalNessuna valutazione finora
- Seminar Report CivilDocumento46 pagineSeminar Report CivilHemam Prasanta100% (2)
- Summary of Laxmikant Indian Polity@UPSCPDFDrive PDFDocumento135 pagineSummary of Laxmikant Indian Polity@UPSCPDFDrive PDFNAVINNessuna valutazione finora
- Cie - Set 2Documento2 pagineCie - Set 2marthandanTNessuna valutazione finora
- Planning, Analysis and Design of Public Car Parking BuildingDocumento63 paginePlanning, Analysis and Design of Public Car Parking BuildingMANI GANDAN100% (1)
- Staad ProDocumento48 pagineStaad ProSanjithRNairNessuna valutazione finora
- Final Smart Traffic Management System PPT Using DipDocumento44 pagineFinal Smart Traffic Management System PPT Using DipSaloni SinghNessuna valutazione finora
- Design of Concrete StrcturesDocumento3 pagineDesign of Concrete Strcturesapi-3696315Nessuna valutazione finora
- NSCET Lab Manual Provides CAD Training and Structural Design ExamplesDocumento79 pagineNSCET Lab Manual Provides CAD Training and Structural Design ExamplesAravindan50% (6)
- Design of Residential Building of G 9 FLDocumento9 pagineDesign of Residential Building of G 9 FLVenkatesh Reddy100% (1)
- Ce - 3200 MCQ - 2019Documento24 pagineCe - 3200 MCQ - 2019Kirubakaran100% (1)
- Project Report - Online Adevertising ASPDocumento64 pagineProject Report - Online Adevertising ASPanarijaat100% (1)
- Design Interaction Curves for RC ChimneysDocumento70 pagineDesign Interaction Curves for RC ChimneysfaisalkalathilNessuna valutazione finora
- VEC CE6601 Design of RCC and Brick Masonry Question BankDocumento12 pagineVEC CE6601 Design of RCC and Brick Masonry Question BankSabarinath MuruganNessuna valutazione finora
- Final IntershipDocumento18 pagineFinal IntershipRiya SantoshwarNessuna valutazione finora
- "Flexible Pavement: Presentation On Seminar EntitledDocumento15 pagine"Flexible Pavement: Presentation On Seminar EntitledKamlesh chaudhariNessuna valutazione finora
- Design of BridgesDocumento11 pagineDesign of BridgesKAMALI R BITNessuna valutazione finora
- Sem 8 All Report PDFDocumento62 pagineSem 8 All Report PDFKrunal Vala100% (1)
- List of Scopus Indexed Journals of Civil Engineering S.No Name of The Journal Publisher Country SJRDocumento2 pagineList of Scopus Indexed Journals of Civil Engineering S.No Name of The Journal Publisher Country SJRchandraforeverNessuna valutazione finora
- Design of Conventional Function HallDocumento50 pagineDesign of Conventional Function HallBalaji Kamalakannan100% (2)
- Internship ReportDocumento46 pagineInternship ReportVaishnavi YadavNessuna valutazione finora
- Internship SohanDocumento33 pagineInternship SohansohanpmeharwadeNessuna valutazione finora
- Rohit Mourya (Structural Health Monitoring System)Documento17 pagineRohit Mourya (Structural Health Monitoring System)Rohit Mourya100% (1)
- Design Project of Building Using STAAD ProDocumento7 pagineDesign Project of Building Using STAAD ProDraj Kumarce100% (1)
- Site Training Report (Civil Engineering)Documento30 pagineSite Training Report (Civil Engineering)DIP KUMAR Dhar100% (1)
- Planning Analysis and Designing of AuditoriumDocumento29 paginePlanning Analysis and Designing of AuditoriumganapathyNessuna valutazione finora
- GTU Geopolymer Concrete Project ReportDocumento21 pagineGTU Geopolymer Concrete Project ReportdaahdadaNessuna valutazione finora
- Hostel Building With Daycare CenterDocumento65 pagineHostel Building With Daycare Centervignesh kumar100% (1)
- PILE FOUNDATION REPORTDocumento24 paginePILE FOUNDATION REPORTGagan NagpalNessuna valutazione finora
- Staad ProDocumento27 pagineStaad ProMR. MU.Nessuna valutazione finora
- Bamboo Fibre Improves Black Cotton SoilDocumento3 pagineBamboo Fibre Improves Black Cotton SoilVikram NikhilNessuna valutazione finora
- Column Design per IS 13920Documento11 pagineColumn Design per IS 13920Umesh ChikhlikarNessuna valutazione finora
- Problem 1: Determine The Horizontal Displacement and Rotation of The Frame Shown Below at Support DDocumento16 pagineProblem 1: Determine The Horizontal Displacement and Rotation of The Frame Shown Below at Support Dkurou hazamaNessuna valutazione finora
- Analysis and Design of Structures Using Struds SoftwareDocumento3 pagineAnalysis and Design of Structures Using Struds SoftwareRamachandra SahuNessuna valutazione finora
- (PDF) Learn Yourself STAAD Pro V8i Structural AnalysisDocumento32 pagine(PDF) Learn Yourself STAAD Pro V8i Structural AnalysisRhio CruzNessuna valutazione finora
- LM Ce6312 Cadd IV QBDocumento58 pagineLM Ce6312 Cadd IV QBM NANDITHA CIVIL STAFFNessuna valutazione finora
- Residential Building Analysis and Design GuideDocumento36 pagineResidential Building Analysis and Design GuideVishakha PatelNessuna valutazione finora
- Design and Analysis of Stadium Using Staad ProDocumento18 pagineDesign and Analysis of Stadium Using Staad ProVikaskumar ReddyNessuna valutazione finora
- Geopolymer BricksDocumento6 pagineGeopolymer BricksVIVA-TECH IJRINessuna valutazione finora
- Aim & Procedure Model Finish & Accuracy Viva - Voce Total Marks 20 50 20 10 100Documento10 pagineAim & Procedure Model Finish & Accuracy Viva - Voce Total Marks 20 50 20 10 100PRAKASHNessuna valutazione finora
- Civil Engineering Interview Questions and Answers Guide.: Global GuidelineDocumento18 pagineCivil Engineering Interview Questions and Answers Guide.: Global GuidelineNagesh SinghNessuna valutazione finora
- 18CV72 - Design of RCC and Steel NotesDocumento259 pagine18CV72 - Design of RCC and Steel Notesyk3372013Nessuna valutazione finora
- Earthquake Design of BridgesDocumento90 pagineEarthquake Design of BridgesKushaldas patel100% (1)
- Iot PPT 45 - 2Documento18 pagineIot PPT 45 - 2Shubham S. Mowale100% (1)
- Project Report For TA201 - Rotating BridDocumento20 pagineProject Report For TA201 - Rotating BridMuneef AhmadNessuna valutazione finora
- Institutional Activity: GuideDocumento9 pagineInstitutional Activity: GuideUttu_DasNessuna valutazione finora
- Study On Erection Control Scheme For Long Span Steel Arch Bridge and Its Application On Chaotianmen Yangtze River BridgesDocumento14 pagineStudy On Erection Control Scheme For Long Span Steel Arch Bridge and Its Application On Chaotianmen Yangtze River BridgesMiguel PerezNessuna valutazione finora
- Sky Greens Residential Building ConstructionDocumento53 pagineSky Greens Residential Building ConstructionRakshit Gp Goyal100% (1)
- Design of Main Bridge of Chaotianmen Yangtze River Bridge: 2nd Design Department, BRDI, Wuhan, ChinaDocumento8 pagineDesign of Main Bridge of Chaotianmen Yangtze River Bridge: 2nd Design Department, BRDI, Wuhan, ChinaViplawNessuna valutazione finora
- Dashengguan Bridge - The Longest Span Arch Bridge For High-Speed RailwayDocumento6 pagineDashengguan Bridge - The Longest Span Arch Bridge For High-Speed RailwayirrezaNessuna valutazione finora
- Pneumatic Sheet Metal Cutting MachineDocumento24 paginePneumatic Sheet Metal Cutting MachineMyneni Sriram70% (10)
- How To Convert A .Dat File To ExcelDocumento3 pagineHow To Convert A .Dat File To ExcelPrankur SharmaNessuna valutazione finora
- Vertical Lift Bridge ProjectDocumento17 pagineVertical Lift Bridge ProjectPrankur Sharma82% (11)
- Public Administration Planning ReportDocumento35 paginePublic Administration Planning ReportPrankur Sharma100% (1)
- SEZs (Special Ecnonmic Zones) - Prankur SharmaDocumento9 pagineSEZs (Special Ecnonmic Zones) - Prankur SharmaPrankur SharmaNessuna valutazione finora
- Rebuilding of The German Economy After World War IIfullDocumento9 pagineRebuilding of The German Economy After World War IIfullPrankur SharmaNessuna valutazione finora
- Railway Budget 2012-13 Key HighlightsDocumento14 pagineRailway Budget 2012-13 Key HighlightsPrankur SharmaNessuna valutazione finora
- Renewable Sources of Energy With Specific Reference To BITS, Pilani-Part 2Documento26 pagineRenewable Sources of Energy With Specific Reference To BITS, Pilani-Part 2Prankur SharmaNessuna valutazione finora
- Iron Ore Handling Facilities at Mormugao Port and Iron Ore Mining in GoaDocumento48 pagineIron Ore Handling Facilities at Mormugao Port and Iron Ore Mining in GoaPrankur SharmaNessuna valutazione finora
- Renewable Sources of Energy With Specific Reference To BITS, Pilani-Part 1Documento6 pagineRenewable Sources of Energy With Specific Reference To BITS, Pilani-Part 1Prankur SharmaNessuna valutazione finora
- Band Saw RussianDocumento24 pagineBand Saw RussianRosina Adhikari0% (1)
- Lesson 15 - Simple Machines: Grade 9 - Science - Sussex College - WennappuwaDocumento12 pagineLesson 15 - Simple Machines: Grade 9 - Science - Sussex College - WennappuwaSwarnapaliliyanageNessuna valutazione finora
- Diploma-4 Sem Course Code: 403 Subject Name: Theory of Machines Important QuestionsDocumento6 pagineDiploma-4 Sem Course Code: 403 Subject Name: Theory of Machines Important Questionssuneel kumar rathoreNessuna valutazione finora
- Correas AgricolasDocumento15 pagineCorreas AgricolaslocuazgNessuna valutazione finora
- BS 4536 Heavy Duty BlockDocumento20 pagineBS 4536 Heavy Duty BlockHamdi HamdiNessuna valutazione finora
- RR-101105 April May 2003Documento12 pagineRR-101105 April May 2003badboy_rockssNessuna valutazione finora
- Crane Calculation Report Bull Hoists and The Lifting Appliance ConsideredDocumento13 pagineCrane Calculation Report Bull Hoists and The Lifting Appliance ConsideredenterlogNessuna valutazione finora
- General Series Overhead Crane: User ManualDocumento30 pagineGeneral Series Overhead Crane: User ManualjokoNessuna valutazione finora
- SPC-1366012-0101 Film Wrapper 67 020VDocumento566 pagineSPC-1366012-0101 Film Wrapper 67 020VJhonny Anderson100% (1)
- Manual de Mantenimiento de Motores ElectricosDocumento66 pagineManual de Mantenimiento de Motores ElectricosFernando Quijije100% (2)
- Jss2 Basic Technology JSS 2 (Basic 2) - Exam Questions - ClassRoom Lesson NotesDocumento1 paginaJss2 Basic Technology JSS 2 (Basic 2) - Exam Questions - ClassRoom Lesson NotesTriple Jay COCNessuna valutazione finora
- Impex Japan - Spare Parts For The Group - Cooling System - HinoDocumento3 pagineImpex Japan - Spare Parts For The Group - Cooling System - HinoBaskar SNessuna valutazione finora
- Mechanical Principles of CranesDocumento2 pagineMechanical Principles of CranesRaul_Estrada_1091Nessuna valutazione finora
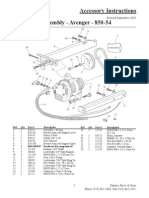
- Alternator Installation Instructions for Avenger 850-54Documento6 pagineAlternator Installation Instructions for Avenger 850-54cristi_stoiciucNessuna valutazione finora
- Kick Starterdrive PulleyDocumento18 pagineKick Starterdrive PulleyMichelNessuna valutazione finora
- Wheelhorse Snow Attachments ManualsDocumento35 pagineWheelhorse Snow Attachments ManualsKevins Small Engine and Tractor Service100% (10)
- 496-3018 - V-Belt Drive Failure Poster Nov 2009 PDFDocumento1 pagina496-3018 - V-Belt Drive Failure Poster Nov 2009 PDFArikNessuna valutazione finora
- M1 Topics Part 1Documento113 pagineM1 Topics Part 1teeheeteeheehahahaNessuna valutazione finora
- Bearing PDFDocumento438 pagineBearing PDFtri290193Nessuna valutazione finora
- Problem Set MD Day 5Documento6 pagineProblem Set MD Day 5DE GUZMAN, MELVIN CARLO A.Nessuna valutazione finora
- I RoboDocumento40 pagineI RoboTuấn NguyễnNessuna valutazione finora
- Información de Transmisión CVT ToyotaDocumento151 pagineInformación de Transmisión CVT ToyotaMauricio Exequiel Chavez93% (15)
- Torque Values For Volkswagen B5 Passat 1.8L 1996-2001Documento3 pagineTorque Values For Volkswagen B5 Passat 1.8L 1996-2001sakurarikimaruNessuna valutazione finora
- Science 6 Third Periodical TestDocumento8 pagineScience 6 Third Periodical TestJoey Orencia Rimando100% (4)
- PIX PowerWare Pulleys & CouplingsDocumento110 paginePIX PowerWare Pulleys & CouplingsAman ParmeswarNessuna valutazione finora
- TD statics particle and rigid bodyDocumento5 pagineTD statics particle and rigid bodyUng ChannoutdomNessuna valutazione finora
- Power Transmission Belts - Standard SymbolsDocumento6 paginePower Transmission Belts - Standard Symbolsl_aguilar_mNessuna valutazione finora
- Levers and Pulleys PracticeDocumento30 pagineLevers and Pulleys PracticeNitin B maskeNessuna valutazione finora
- Chap5 BELT DRIVES - Student VersDocumento55 pagineChap5 BELT DRIVES - Student Vers范其平Nessuna valutazione finora