Potrebbero piacerti anche
- 2.2. Fcaw-09Documento34 pagine2.2. Fcaw-09samyfr454Nessuna valutazione finora
- Reparación de Fisuras de Bisagras de BaldeDocumento2 pagineReparación de Fisuras de Bisagras de BaldeMarco BacianNessuna valutazione finora
- Uniones Bridas 2Documento8 pagineUniones Bridas 2Alejandro MartinezNessuna valutazione finora
- Astm A514 GR BDocumento6 pagineAstm A514 GR BelweldNessuna valutazione finora
- MT006 PST Reparacion de Blindaje para CucharonesDocumento5 pagineMT006 PST Reparacion de Blindaje para CucharonesricardoNessuna valutazione finora
- Formato WPSDocumento4 pagineFormato WPSÁlejandro FlorezNessuna valutazione finora
- SUMITEN780SDocumento42 pagineSUMITEN780SLuis Chiara LoayzaNessuna valutazione finora
- Soldadura Tig Arco de Tungsteno Con GasDocumento24 pagineSoldadura Tig Arco de Tungsteno Con GasAdonis Cutipa Cesinarro100% (1)
- GlosarioDocumento6 pagineGlosarioAlex RevillaNessuna valutazione finora
- Cómo Calcular El Consumo de La SoldaduraDocumento3 pagineCómo Calcular El Consumo de La SoldaduraBraulio Olivares VargasNessuna valutazione finora
- Literatura Tubrod 115Documento1 paginaLiteratura Tubrod 115el_tirano_regresa7359Nessuna valutazione finora
- Procedimiento Corte y Biselado JavpDocumento5 pagineProcedimiento Corte y Biselado JavpJavier Lozano AbrilNessuna valutazione finora
- Sustentacion de Aceros Aisi 410Documento29 pagineSustentacion de Aceros Aisi 410Peter CabreraNessuna valutazione finora
- Defectos GMAW PDFDocumento7 pagineDefectos GMAW PDFWilmer Ramírez MerejildoNessuna valutazione finora
- Infra Manual Del Soldador Gmaw Mig-MagDocumento18 pagineInfra Manual Del Soldador Gmaw Mig-MagLevi AthanNessuna valutazione finora
- 01 2 PDFDocumento32 pagine01 2 PDFPlaneamiento AntapaccayNessuna valutazione finora
- Soldadura (P A W)Documento7 pagineSoldadura (P A W)Oscar Eusebio JimenezNessuna valutazione finora
- Electrodos Acero Baja Aleación 8018Documento14 pagineElectrodos Acero Baja Aleación 8018Yenifer Paola Martinez VargasNessuna valutazione finora
- Calificacion de Soldadores AwsDocumento7 pagineCalificacion de Soldadores AwsanabelguadalupeNessuna valutazione finora
- Reparaciòn Soldaduras Especiales OerlikonDocumento59 pagineReparaciòn Soldaduras Especiales OerlikonHernan Alvarez100% (4)
- Soldadura Por ElectroescoriaDocumento10 pagineSoldadura Por ElectroescoriaSantos Quiñones ParimangoNessuna valutazione finora
- Aws A5-13Documento1 paginaAws A5-13Joel Aldeir Vasquez ReyesNessuna valutazione finora
- Como Evaluar Defectos en Soldadura, Tuberias Longitudinal y Circunferencial.Documento34 pagineComo Evaluar Defectos en Soldadura, Tuberias Longitudinal y Circunferencial.luis100% (1)
- Tratamiento Termico Post SoldaduraDocumento18 pagineTratamiento Termico Post SoldaduraPedro Bravo100% (1)
- Informe Final Camara de VacioDocumento23 pagineInforme Final Camara de VacioClaudia Ferreira100% (2)
- ASME b31 Alcances de Cada CodigoDocumento2 pagineASME b31 Alcances de Cada CodigoOctavio Mosqueda100% (1)
- PSST-CIA-4.4.6-502 - SOLDADURA EN REPARACION DE TANQUES - Rev02Documento34 paginePSST-CIA-4.4.6-502 - SOLDADURA EN REPARACION DE TANQUES - Rev02Alam Pierre Grau CorreaNessuna valutazione finora
- CAPÍTULO 7. - Proceso de Soldadura GTAWDocumento8 pagineCAPÍTULO 7. - Proceso de Soldadura GTAWCarlos PerezNessuna valutazione finora
- Gpasi It 0003 (1986)Documento19 pagineGpasi It 0003 (1986)OSIIQPGRIS100% (1)
- Charla Ing. Abelardo Acosta - Soldabilidad de Aceros DisimilesDocumento19 pagineCharla Ing. Abelardo Acosta - Soldabilidad de Aceros DisimilesYsabel Hancco SolísNessuna valutazione finora
- FCAWDocumento8 pagineFCAWMaritza100% (1)
- Reparaci C3 B3n 2crec y 20fundDocumento25 pagineReparaci C3 B3n 2crec y 20fundRicardo RivasNessuna valutazione finora
- Lincoln Electric - Proceso FCAWDocumento40 pagineLincoln Electric - Proceso FCAWfito_sNessuna valutazione finora
- Instructivo - Soldeo Planchas Antiabrasivas en Zonas Criticas Balde CAT6060Documento16 pagineInstructivo - Soldeo Planchas Antiabrasivas en Zonas Criticas Balde CAT6060Planeamiento AntapaccayNessuna valutazione finora
- Norma de Planchas y PlanchonesDocumento25 pagineNorma de Planchas y PlanchonesLUIS EDUARDO MEJIA JUAREZNessuna valutazione finora
- Estudio de Reduccion de Peso en Tolvas de AcarreoDocumento122 pagineEstudio de Reduccion de Peso en Tolvas de AcarreoNano Rios ChavezNessuna valutazione finora
- Acero 1045Documento1 paginaAcero 1045nil_luiNessuna valutazione finora
- PQR UnimetDocumento7 paginePQR UnimetCarlos Lluen AquinoNessuna valutazione finora
- PROCEDIMIENTO TRABAJO SEGURO PT INSER NoDocumento28 paginePROCEDIMIENTO TRABAJO SEGURO PT INSER NoSergionoticeNessuna valutazione finora
- Precalentamiento AWS D.1. 1. INDURADocumento31 paginePrecalentamiento AWS D.1. 1. INDURALuis felipeNessuna valutazione finora
- TMI WPQ 002 W002 GMAW 2G ASME - Sec - IX (Rev1) PDFDocumento2 pagineTMI WPQ 002 W002 GMAW 2G ASME - Sec - IX (Rev1) PDFsgavilanrequejoNessuna valutazione finora
- Análisis de Seguridad e Higiene en El Proceso de La SoldaduraDocumento12 pagineAnálisis de Seguridad e Higiene en El Proceso de La Soldadurapoguirri100% (1)
- Recuperacion de Un Eje AISI 4140 Presentación Bolivia - Expositor Ego Aguirre PalaciosDocumento44 pagineRecuperacion de Un Eje AISI 4140 Presentación Bolivia - Expositor Ego Aguirre Palaciosedwar_12100% (1)
- INSPECCIÓN VISUAL Trabajo CamposDocumento5 pagineINSPECCIÓN VISUAL Trabajo CamposGott PlankNessuna valutazione finora
- Calificacion de Procedimientos y Soldadures en La Fabricacion de Estructuras PDFDocumento81 pagineCalificacion de Procedimientos y Soldadures en La Fabricacion de Estructuras PDFgenromaookenNessuna valutazione finora
- Normas de BiseladoDocumento3 pagineNormas de Biseladodomingo cericheNessuna valutazione finora
- Diapositivas Simbolos de SoldaduraDocumento26 pagineDiapositivas Simbolos de SoldaduraCarlos Arias100% (1)
- Informe 1 Ensayos No DestructivosDocumento4 pagineInforme 1 Ensayos No DestructivosERIKA RUBIONessuna valutazione finora
- Nociones Basicas Sobre El Procedimiento MIG-MAGDocumento18 pagineNociones Basicas Sobre El Procedimiento MIG-MAGCarlosCopanoSanguinettiNessuna valutazione finora
- Buenas Practicas SoldaduraDocumento26 pagineBuenas Practicas SoldaduraJose ReinosaNessuna valutazione finora
- Proceso y Cuidados de Tig y Mig-MagDocumento11 pagineProceso y Cuidados de Tig y Mig-MagLuis Nests HeirdernNessuna valutazione finora
- Asme Ix 2010 Adenda en EspañoDocumento175 pagineAsme Ix 2010 Adenda en EspañoLeti Peña Rivas100% (2)
- TorchadoDocumento33 pagineTorchadoBelen Ramirez50% (2)
- Ansi Aws c5.3 91 StorchDocumento33 pagineAnsi Aws c5.3 91 StorchRoberto Alfredo Avila VidalNessuna valutazione finora
- SDocumento5 pagineSTadeo Romario Bastidas NeyraNessuna valutazione finora
- Msud Msud-404 Manual 001Documento131 pagineMsud Msud-404 Manual 001Rodmi Torres PeraltaNessuna valutazione finora
- Soldadura de Construcciones MetalicasDocumento134 pagineSoldadura de Construcciones MetalicasJOTA C.R.Nessuna valutazione finora
- Proceso de Corte ARCAIRDocumento11 pagineProceso de Corte ARCAIRJorge Luis Chavez CernaNessuna valutazione finora
- Soldadura de Construcciones Metálicas PDFDocumento131 pagineSoldadura de Construcciones Metálicas PDFDavid Quispe LlachiNessuna valutazione finora
- 6ta Practica de Soldadura 1Documento6 pagine6ta Practica de Soldadura 1Felipe Romario Hilario QuispeNessuna valutazione finora
- Despie Za DoDocumento1 paginaDespie Za DoRoberto Chang PalmaNessuna valutazione finora
- Despiezado PDFDocumento1 paginaDespiezado PDFRoberto Chang PalmaNessuna valutazione finora
- Despie Za DoDocumento1 paginaDespie Za DoRoberto Chang PalmaNessuna valutazione finora
- Despiezado 1Documento1 paginaDespiezado 1Roberto Chang PalmaNessuna valutazione finora
- Despie Za DoDocumento1 paginaDespie Za DoRoberto Chang PalmaNessuna valutazione finora
- A2 PDFDocumento1 paginaA2 PDFRoberto Chang PalmaNessuna valutazione finora
- AnilloDocumento1 paginaAnilloRoberto Chang PalmaNessuna valutazione finora
- Base de Conector de EscaleraDocumento1 paginaBase de Conector de EscaleraRoberto Chang PalmaNessuna valutazione finora
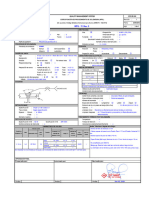
- Sustento de Calificación de SoldadoresDocumento5 pagineSustento de Calificación de SoldadoresRoberto Chang PalmaNessuna valutazione finora
- Ensamblaje 1 CotasDocumento1 paginaEnsamblaje 1 CotasRoberto Chang PalmaNessuna valutazione finora
- Ubicacion de Baranda FrontalDocumento1 paginaUbicacion de Baranda FrontalRoberto Chang PalmaNessuna valutazione finora
- Ensamblaje 1Documento1 paginaEnsamblaje 1Roberto Chang PalmaNessuna valutazione finora
- Ensamblaje Guardas CotasDocumento1 paginaEnsamblaje Guardas CotasRoberto Chang PalmaNessuna valutazione finora
- Nota: Todas Las Unidades de Medida Se Encuentran en Milimetros, Exepto Lo Se Alizado Con Otra Descripci NDocumento1 paginaNota: Todas Las Unidades de Medida Se Encuentran en Milimetros, Exepto Lo Se Alizado Con Otra Descripci NRoberto Chang PalmaNessuna valutazione finora
- Ubicacion de La Baranda ReplegableDocumento1 paginaUbicacion de La Baranda ReplegableRoberto Chang PalmaNessuna valutazione finora
- En Sam Bla Je Explosion A DoDocumento1 paginaEn Sam Bla Je Explosion A DoRoberto Chang PalmaNessuna valutazione finora
- Ensamblaje 1Documento1 paginaEnsamblaje 1Roberto Chang PalmaNessuna valutazione finora
- Ensamblaje1 1 PDFDocumento1 paginaEnsamblaje1 1 PDFRoberto Chang PalmaNessuna valutazione finora
- Planos de La BocamazaDocumento5 paginePlanos de La BocamazaRoberto Chang PalmaNessuna valutazione finora
- Ensamblaje 1 CotasDocumento1 paginaEnsamblaje 1 CotasRoberto Chang PalmaNessuna valutazione finora
- Vencimiento de CalificaciónDocumento2 pagineVencimiento de CalificaciónRoberto Chang PalmaNessuna valutazione finora
- Ensamblaje 1 CotasDocumento1 paginaEnsamblaje 1 CotasRoberto Chang PalmaNessuna valutazione finora
- Sustento de Calificación de SoldadoresDocumento5 pagineSustento de Calificación de SoldadoresRoberto Chang PalmaNessuna valutazione finora
- Inmena Sac: Detalle B Escala 1 / 5 BDocumento1 paginaInmena Sac: Detalle B Escala 1 / 5 BRoberto Chang PalmaNessuna valutazione finora
- Ensamblaje 1Documento1 paginaEnsamblaje 1Roberto Chang PalmaNessuna valutazione finora
- A5 Plataforma Extremo A5Documento1 paginaA5 Plataforma Extremo A5Roberto Chang PalmaNessuna valutazione finora
- A8 Tripode A8Documento1 paginaA8 Tripode A8Roberto Chang PalmaNessuna valutazione finora
- A4 Plataforma Medio A4Documento1 paginaA4 Plataforma Medio A4Roberto Chang PalmaNessuna valutazione finora
- Despie Za Do TOLVADocumento1 paginaDespie Za Do TOLVARoberto Chang PalmaNessuna valutazione finora
- Tiempo Horizontal PDFDocumento1 paginaTiempo Horizontal PDFRoberto Chang PalmaNessuna valutazione finora
- Analisis de Riesgo La VillaDocumento50 pagineAnalisis de Riesgo La VillaOmar ContrerasNessuna valutazione finora
- Informe FinalDocumento5 pagineInforme FinalJefferson LotNessuna valutazione finora
- CPVC Alternatica CañeriaDocumento92 pagineCPVC Alternatica Cañeriadavih007Nessuna valutazione finora
- Procesos Básicos de Uso Industrial Aleación CobreDocumento10 pagineProcesos Básicos de Uso Industrial Aleación CobreAlan Palma33% (3)
- Electrodos de Pozos PetrolerosDocumento24 pagineElectrodos de Pozos PetrolerosRuben Dario Mamani ArellanoNessuna valutazione finora
- Armador EstructuraDocumento2 pagineArmador EstructuraLeonardo Bravo AravenaNessuna valutazione finora
- Apartado B Hojas de SeguridadDocumento232 pagineApartado B Hojas de SeguridadMiguel Angel Najarro MedinaNessuna valutazione finora
- Asme - Código Asme b31.3 - Ciro Parente - 2015Documento3 pagineAsme - Código Asme b31.3 - Ciro Parente - 2015Sthefanny Salazar MuñozNessuna valutazione finora
- FTO 5-Chek List Entregables Plan de Calidad Obra Civil, Proceso, ServiciosDocumento71 pagineFTO 5-Chek List Entregables Plan de Calidad Obra Civil, Proceso, ServiciosMarcos Octavio Lara Espino100% (1)
- Importante Ferreteria 1Documento40 pagineImportante Ferreteria 1aulid4Nessuna valutazione finora
- Diapositivas ATS - IOSDocumento7 pagineDiapositivas ATS - IOSSandra Vega AlaniaNessuna valutazione finora
- FCAW Aceros Al Carbono y Baja AleacionDocumento6 pagineFCAW Aceros Al Carbono y Baja AleacionHenry MatosNessuna valutazione finora
- Calculos SoldaduraDocumento6 pagineCalculos SoldaduraGaboCaicedoNessuna valutazione finora
- Lincoln Electric IM10031 LN-25 PRODocumento44 pagineLincoln Electric IM10031 LN-25 PROmarcelo100% (1)
- GalvanoplastiaDocumento36 pagineGalvanoplastiaamyleecitaNessuna valutazione finora
- CuestionarioDocumento5 pagineCuestionarioEdgar Augusto Chavarro Parra67% (3)
- Am 013 Reglamento de Riesgos de Trabajo en Instalaciones EléctricasDocumento11 pagineAm 013 Reglamento de Riesgos de Trabajo en Instalaciones EléctricasMaria Fernanda Romero VillacresNessuna valutazione finora
- 1.sílabo de Procesos de Manufactura IIDocumento7 pagine1.sílabo de Procesos de Manufactura IIkarlos_jj_sanchezNessuna valutazione finora
- Procesos de SoldaduraDocumento82 pagineProcesos de SoldaduraEdw PatrIkNessuna valutazione finora
- AWWA C200 97 Espanol PDFDocumento43 pagineAWWA C200 97 Espanol PDFAdriánOrtiz100% (2)
- Procedimiento para Mantenimiento Cambio de BisagrasDocumento3 pagineProcedimiento para Mantenimiento Cambio de Bisagrasharoljulio92Nessuna valutazione finora
- BVCM019048 Atex Obradores y SimilaresDocumento36 pagineBVCM019048 Atex Obradores y SimilaresSergio RamosNessuna valutazione finora
- Ficha Técnica Power Mig 140CDocumento2 pagineFicha Técnica Power Mig 140CNadine IturriagaNessuna valutazione finora
- Procedimiento PR-002 Procedimiento de Instalación y Termofusión de Tuberías HDPEDocumento14 pagineProcedimiento PR-002 Procedimiento de Instalación y Termofusión de Tuberías HDPEAndreaNessuna valutazione finora
- ManualDocumento36 pagineManualDareysi VicenteNessuna valutazione finora
- WPS - 11 - Rev 0 - GMAWDocumento1 paginaWPS - 11 - Rev 0 - GMAWIngenieria SuministroNessuna valutazione finora
- Bases de Diseño Sistema Rociadores, Detección Alarma Y ExtintoresDocumento17 pagineBases de Diseño Sistema Rociadores, Detección Alarma Y ExtintoresRIGOBERTO PONCENessuna valutazione finora
- Pr-Qc-E003. Proced Soldadura Exotermica Rev1Documento7 paginePr-Qc-E003. Proced Soldadura Exotermica Rev1Deyvi Vasquez PittmanNessuna valutazione finora
- Preguntas 2 Cuestionario Preguntas GeneralesDocumento11 paginePreguntas 2 Cuestionario Preguntas GeneralesMarceloToccoNessuna valutazione finora
- Cfe-K0000-13 Transform Adores y Auto Transform Adores de PotenciaDocumento67 pagineCfe-K0000-13 Transform Adores y Auto Transform Adores de PotenciaPaty Orozco IñiguezNessuna valutazione finora